<응용논문> DOI http://dx.doi.org/10.3795/KSME-A.2014.38.2.219 ISSN 1226-4873(Print) 2288-5226(Online)
폰 카메라 렌즈모듈 자동 조합시스템 개발
§송준엽
*†· 하태호
*· 이창우
*· 김동훈
*· 전 종
*** 한국기계연구원 초정밀시스템연구실, ** ㈜ 엔투에이 광디바이스 사업부
Automatic Combination & Assembly System for Phone Camera Lens Module
Jun Yeob Song
*†, Tae Ho Ha
*, Chang Woo Lee
*, Dong Hoon Kim
*and Jong Jeon
*** Dept. of Ultra Precision Machines & Systems, KIMM,
** Optical Device Division, N2A Co., Ltd.
(Received September 3, 2013 ; Revised December 17, 2013 ; Accepted December 21, 2013)
1. 서 론
카메라 기능이 적용된 카메라 폰은 2000 년 첫 제 품이 출시된 이후, 전 세계적으로 폭발적인 신장세 를 보이고 있다. 또한, 동영상 촬영 및 영상통화를 위하여 한 대에 2 개의 카메라 모듈의 장착이 일반 화 되어있다. 휴대폰은 물론 태블릿 PC, 보안카메라, 은행 ATM, 청소로봇과 같은 가전까지 사용되고 있 으며 적용대상도 급격히 확대되고 있는 상황이다.
현재 주요 시장은 휴대폰 시장이며 카메라 모듈은 보통 6 개월에서 1 년 정도로 그 생산 사이클이 매우 짧으며 생산모델 또한 다양하여 생산성 향상을 통한 수율 향상 및 시장 대응성이 중요한 이슈이다. 카메 라모듈의 주요 구성품 중의 하나인 렌즈모듈의 경우, 복수의 플라스틱 렌즈의 조합으로 구성된다. 그러나, 플라스틱 사출렌즈는 잔류응력, 전단응력 등의 영향 으로 광학적 특성의 변화가 초래되며 이를 최소화 하기 위한 해석 등이 진행되고 있다.(1,2) 또한, 공정 면에서도 이와 같은 영향을 줄이기 위하여 다양한 시도가 있으며, 최적 사출공정의 도출 또는 사출압 축성형 공정과 같은 차별화된 공정에 관한 연구도 진행되고 있다.(3,4) 하지만, 폰 카메라의 고성능화의 진행에 따라 렌즈모듈에 요구되는 사양은 점점 고도 Key Words: Phone Camera(폰 카메라), Lens Module(렌즈 모듈), Assembly(조립), Automation(자동화)
초록: 폰 카메라용 렌즈모듈을 구성하는 각 단렌즈의 방향성을 고려한 자동 조합시스템을 개발하였다.
먼저 유동해석을 통하여 렌즈모듈의 조합성 도출 영향인자인 복굴절과 사출성형 조건의 상관성 및 조립 방향성에 따른 수율의 관계를 조사 하였다. 하나의 조립모듈에서 렌즈와 스페이서의 한 세트를 조립하 도록 설계하여 생산성 향상 및 장비크기를 최소화하여 기존 장비의 약 25 %정도로 축소가 가능하였다.
또한, 기구적인 정렬기구인 센터링 기구 및 배럴가이드 적용하여 추가적인 비전시스템 없이 사이클 타 임의 단축이 가능하였다. 개발한 시스템은 모듈러 설계를 통하여 픽커 및 가이드 등 일부 부품만의 교 체로 생산모듈 변경에 대응 가능하도록 하여 급변하는 시장변화 및 소량생산에도 적용 가능하도록 제작 되었다.
Abstract: An automatic combination and assembly system for phone-camera lens modules was developed. The system enables the assembly of the relative orientation of the individual lenses making up the lens module. Conventional assembly systems assemble a lens module from eight assembly units. The developed system reduces this number to half by combining each lens and a spacer into a single assembly unit. Also, the number of transfer stages for sequential assembly is minimized without increasing the assembly time. Therefore, high productivity and a footprint that is only about 25 % of that of a conventional assembly system can be realized. The system features a modular design to allow it to cope with rapid changes in the market. Only a few components, such as the picker and guide, need to be replaced for changing to a new assembly model.
§ 이 논문은 대한기계학회 IT 융합부문 2013 년도 춘계학술대회 (2013. 5. 9.-10., 대명리조트) 발표논문임.
† Corresponding Author, [email protected]
Ⓒ 2014 The Korean Society of Mechanical Engineers
화되며 소정의 성능을 확보하기 위해서는 단렌즈의 특성을 고려한 조립이 중요하게 되어 렌즈 방향성에 대한 고려가 필수적이다.
본 논문에서는 유동해석을 통하여 보압 및 냉각 온도와 같은 렌즈의 사출조건에 따른 광학적 특성 의 상관관계를 조사하였다. 또한, 사출렌즈의 방향 성을 제고하고 최적의 조합성을 탐색하여 이를 반 영한 렌즈모듈 조립이 가능한 렌즈 조합 시스템을 설계∙제작하였다.
2. 폰 카메라용 렌즈모듈
2.1 렌즈모듈 구조
폰 카메라 또는 태블릿 PC 등 휴대용 기기에 사용되는 카메라 모듈은 크게 렌즈모듈부, 액추에 이터부, 센서부로 나눌 수 있다. 폰 카메라의 고성 능화에 따라 렌즈 모듈의 고화소화, 자동초점 구 동 구현을 위한 VCM(Voice coil motor) 또는 엔코 더 타입의 Auto-Focus(AF) 액추에이터의 채용, 센 서크기의 대형화가 진행되고 있다. 이중 렌즈 모 듈은 이미지 또는 영상을 이미지 센서에 결상시키 는 역할을 한다.
Fig. 1 은 일반적인 메가픽셀급 렌즈모듈의 형상 및 단면 구조를 나타낸다. 그림에서 보는 바와 같 이 렌즈모듈은 다수개의 플라스틱 렌즈와 렌즈와 렌즈와의 거리를 확보해주는 스페이서(Spacer) 그 리고, 이들 부품들이 탑재되는 배럴(Barrel)로 구성 된다. 카메라 폰 개발 초기에는 글래스 렌즈와 플 라스틱 렌즈의 조합으로 사용하였으나 현재는 가 격 및 생산성을 고려하여 사출성형 플라스틱 렌즈 로만 구성되는 것이 일반적이다. 생산성 확보를 위하여 금형 내에 다수개의 제품이 형성되는 공간 이 존재하여 한번에 사출에서 다수 개의 제품의 생산이 가능한 8 캐비티(Cavity)에서 16 캐비티의 금형을 이용하고 있다. 최근 시장에 출시되는 메 가픽셀급 모델의 경우, 최종 조립된 렌즈 모듈의 크기는 직경 6 mm, 높이 3.5 mm 정도의 소형부품 으로 설계기준 ±2 µm 이내에서의 정렬 정밀도 확보가 품질 유지의 핵심요소의 하나이다.
2.2 사출렌즈의 특성
전술한 바와 같이 폰 카메라용 렌즈모듈에 사용 되는 렌즈는 사출성형을 통해서 생산되는 플라스 틱 렌즈이다. 플라스틱 렌즈는 글래스 렌즈와는 달리 온도 및 습도가 굴절률 및 형상에 큰 영향을 미친다.
P1 lens P2 lens P4 lens P3 lens Spacer Barrel Fig. 1 Configuration of lens module
또한, 렌즈 제작용 수지의 경우, 방향성이 없는 아몰퍼스 상태에서 성형시 폴리머 분자의 배향으 로 인하여 배향방향과 배향방향에 직교하는 방향 의 복굴절이 발생한다. 복굴절이 크면 집광 스팟 형상의 변형이 발생하여 해상도 저하로 직결된다.
이와 같은 특성은 대칭구조인 렌즈에서 비대칭적 인 광학적 특성을 가지게 하며 이로 인해 렌즈의 조립 방향성의 결정에도 영향을 미치는 것으로 추 정되고 있다.
2.3 사출조건에 따른 광학적 특성 해석
조립방향성의 영향인자인 복굴절의 발생과 사출 성형 조건과의 상관관계를 규명하기 위한 유동해 석을 행하였다. Fig. 2 에 냉각라인을 포함한 16 캐 비티 메가픽셀급 카메라 폰 렌즈금형의 사출성형 해석 모델을 도시하였다. 렌즈모듈을 구성하는 렌 즈 중 가장 높은 굴절률을 가지고 있으며 복굴절 현상이 빈번하게 발생하며, 또한, 수지 가격이 다 른 렌즈보다 약 3 배이상인 P2 렌즈를 선정하여 이에 대한 해석을 행하였다.
해석조건은 실제 현장에서 채용되고 있는 사출 조건을 기준으로 기본조건을 충진시간 5 sec, 사출 온도 265℃, 냉각온도 134℃, 냉각시간 20 sec, 보 압 54 Mpa / 3 sec, 34 Mpa / 2 sec 로 설정하였다. 이 를 기준으로 렌즈의 광학적 특성에 영향을 미치는 가장 큰 성형조건 인자 중의 하나인 보압 및 냉각 온도 변화에 따른 위상차 해석결과를 비교하였다.
보압을 기존 값 대비 90%, 80% 로 설정하였을 때 의 수축량과 복굴절 정도를 나타내는 위상차 결과 를 Fig. 3 에 나타내었다.
각 해석결과의 좌측 그림에는 사출물의 수축률 분포를, 우측그림에서는 특징적인 캐비티를 선정 하여 그 위상 차 결과를 예시하였다. 위상차 값은 사출렌즈 부위 중 이미지 획득에 사용되는 유효경 부분의 값을 비교하였다. 보압 기준값 54 Mpa 대 비 90%, 80%로 보압을 설정하였을 때 수축, 웰드 라인 등의 사출 성형품의 주요 관리 인자의 큰 변 화는 발견되지 않았다.
그러나, 유효경 내부의 위상차, 즉 복굴절 값이
보압의 감소에 따라 75 nm 에서 66 nm 로 감소함 을 확인할 수 있었다. 또한, 캐비티 위치에 따른 편차가 발생하고 있음을 확인할 수 있었다. 이 원 인으로는 각 캐비티 별로 수지도달 시간차에 의해 발생하는 전단응력, 잔류응력의 차이에 기인하는 현상으로 판단된다.
보압과 더불어 냉각온도의 변화에 대한 영향도 조사하였다. 마찬가지로 냉각온도를 기준 값인 134℃로 두고 각각 기준치의 90%, 80% 수준인 120.6℃, 107.2℃로 설정하였을 때 복굴절의 정도 를 나타내는 위상차 결과를 확인하였다.
Fig. 2 Simulation model
Fig. 3 Simulation results under various packing pressure:
(a) 54 Mpa (100%), (b) 46.6 Mpa (90%), (c) 44.2 Mpa (80%)
해석결과로부터 냉각온도의 경우는 온도가 낮아 짐에 따라 75 nm 에서 81 nm 로 복굴절이 증가하 는 경향을 나타내었다. 이는 실제 현장에서 수행 한 실험결과와 유사한 경향을 나타냄을 확인할 수 있었다. 이와 같이 보압 및 냉각온도가 사출렌즈 의 주요 광학적 특성 중의 하나인 복굴절에 영향 을 미침을 알 수 있었다.
상기 결과로부터 동일한 금형 내에서 캐비티에 따라서 서로 다른 특성을 가지는 렌즈가 생산될 수 있음도 유추 가능하다. 또한, 동일 모델을 생산 하는 금형 간에서도 사출기의 상태, 공정조건의 변화 등에 따라 상이한 결과를 초래할 수 있다.
렌즈모듈은 이와 같은 단렌즈의 조합으로 이루어 지므로 각 단렌즈의 특성이 반영되게 된다. 단렌 즈의 복굴절과 같은 광학적 특성 및 렌즈의 편심 등이 최종 조립 렌즈모듈의 성능에 영향을 미치는 것으로 추정되고 있으며 카메라 모듈의 고성능화 에 따라 이들 특성을 고려한 조립이 이루어져야 한다.
2.4 렌즈모듈 조립방향성의 영향
Fig. 2 와 같이 금형에서 사출된 사출물로부터 렌즈는 게이트(Gate) 절단을 통하여 단렌즈로 분 리된다. 이 게이트 절단면을 렌즈의 방향성 선정 의 기준으로 정하여 렌즈의 방향성에 따른 광학특 성의 영향을 검증하였다.
Fig. 4 에 나타낸 것처럼 기준 배럴의 게이트 절 단면을 아래 쪽에 위치시킨 다음, 시계방향으로 각각 0°, 90°, 180°, 270°의 위치를 정하고 이 위치에 렌즈의 절단면이 오도록 회전시켜 조립하 게 된다. 본 실험에 사용된 방향성 조합조건은 총 3 가지로 그 세부 내용을 Table 1 에 요약하였다.
예를 들어 실험 조건 1 의 경우, 최하부의 P1 렌 즈의 절단면은 0°위치로 맞추어 조립한 다음 P2 렌즈의 절단면을 오른쪽으로 90°회전시켜 조립시 켰음을 의미한다. 이때 사용된 렌즈는 렌즈에 따 른 편차를 최소화하기 위하여 동일한 금형의 동일 한 캐비티에서 생산된 렌즈를 사용하였다.
270° 90°
0°
180°
Barrel
Fig. 4 Lens assembly orientation
Table 1 Lens assembly combinations by lens direction Exp. Condition P1 P2 P3 P4
# 1
# 2
# 3
0°
0°
0°
90°
180°
180°
180°
270°
90°
0°
0°
270°
Yield : 62 % (Condition #1)
Yield : 70.2 % (Condition # 2)
Yield : 17 % (Condition # 3)
Fig. 5 MTF test results and Yield
각 단렌즈를 이용하여 각 조립조건당 100 개의 렌즈모듈 샘플을 제조하여 MTF(Modular Transfer Function) 평가를 통하여 수율과의 상관성을 조사 하였다. MTF 는 정현파 차트의 콘트라스트 (contrast) 의 변화를 공간주파수의 함수로서 나타 내는 광학계의 객관적인 해상력 평가방법으로 현 재 렌즈검사에 일반적으로 사용되고 있다. 각 조 건에 따른 각 필드별 MTF 평가 결과 예를 Fig. 5 에 도시하였다. 각 조합 조건에 따라 큰 수율 변 동을 보여주었다.
조립조건 2 의 경우 수율이 약 70% 로 가장 높 았으며, 조립조건 3 의 경우의 특히 외곽부분에서 의 MTF 성능이 떨어지는 것을 알 수 있으며 수율 은 17% 로 나타났다. 조립조건 2 로 조립된 렌즈 모듈과 조립조건 3 으로 조립된 렌즈모듈은 53%
나 되는 수율차를 나타내었다. 이와 같이 동일 금 형의 동일 캐비티에서 동일한 사출조건으로 생산 된 렌즈들의 조합임에도 불구하고 각 단렌즈의 조 립방향성에 따라 최종 조립된 렌즈모듈의 광학적 성능에 큰 영향을 미침을 알 수 있었다.
3. 방향성 조정형 렌즈 조합시스템
3.1 시스템 설계
양산조립 장비의 경우, 최적의 조립조건을 도출 한 이후 그 조건을 기준으로 안정된 양산품의 생 산을 목적으로 한다. 이에 비해 렌즈 조합시스템 은 렌즈의 방향성 조합을 어떻게 정하느냐에 따라 제품의 수율이 결정되므로 어떤 조건에 따른 조립 시 양품생산이 가능하며, 어떤 금형의 어떤 캐비 티와의 조합에서 최대의 수율확보가 가능한지 등 의 테스트를 수행하게 된다.
Fig. 6 Design of lens assembly system
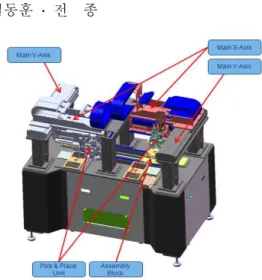
따라서, 부품의 방향을 인지하고 다양한 조건의 조립이 가능하도록 하는 기능이 필수적이다. Fig. 6 은 방향성 조정형 렌즈모듈 조합시스템의 렌더링 도면을 나타낸다. 본 렌즈모듈 조합 시스템에서는 현재 시장에서 가장 일반적으로 채용되고 있는 렌 즈 4 매, 스페이서 및 쉴드 4 매, 배럴 1 개로 구성 된 렌즈모듈 모델을 대상으로 설계하였다. Fig. 1 에 나타낸 바와 같이 각 렌즈 사이에는 스페이서 가 위치하여 지정된 렌즈간 간격을 유지하게 되며, 최하부부터 렌즈와 스페이서가 각각 번갈아가며 순차적으로 조립되어지게 된다. 이를 위하여 총 4 개의 유닛을 설계하였다. 기존의 장비가 렌즈 및 스페이서의 각 부품의 조립을 서로 다른 유닛에서 수행하는 것에 비해 본 시스템에서는 각 유닛에서 1 매의 렌즈와 1 개의 스페이서의 페어(Pair)를 조 립 할 수 있도록 설계하여 장비크기를 최소화하였 다. 또한, P1 렌즈와 P2 렌즈, P3 렌즈와 P4 렌즈 조립 유닛을 각각 동일한 Y 방향 구동축의 전후에 배치하도록 설계하여 구동축수를 줄여 조립시간의 늘어남 없이 장비크기의 최소화 및 비용 절감을 달성하였다.
각 유닛의 렌더링 도면을 Fig. 7 에 나타내었다.
각 유닛은 렌즈 픽킹(Picking)부, 스페이서 픽킹부, 렌즈의 불량 마킹 및 게이트 방향확인을 위한 카 메라로 구성 된다. 각각의 유닛은 유사한 구조로 설계되어 있으며, P1 렌즈 및 P4 렌즈 픽킹 유닛 의 경우 트레이(tray)로부터 배럴의 로딩, 조립 후 조립 스테이션으로부터 최종 완성 트레이로의 언 로딩(Unloading) 을 위하여 배럴 픽킹부가 존재한 다. 조립공정은 먼저 투입된 배럴 트레이로부터 배럴을 픽업하여 Fig. 8 의 조립스테이션의 렌즈 조립블록에 위치시키고, 순차적으로 렌즈 및 스페 이서의 조립을 하게 된다.
Fig. 7 Design of picking head
Fig. 8 Design of lens assembly station
렌즈 픽업시 발생하는 렌즈 픽업 오차는 렌즈 픽킹 축과 동축에 센터링 기구를 설치하여 기계적 으로 보상이 가능하도록 하였다. 센터링 기구는 집게형태의 구조로 진공압으로 렌즈를 픽업한 후 서로 동기되는 두 그리퍼로 렌즈의 외곽부를 기계 적으로 잡아 픽커 와 렌즈의 중심을 맞추게 된다.
렌즈조립 시 각 렌즈에 해당하는 배럴가이드를 이 용하여 배럴 안착부의 유격에서 오는 위치오차를 보정하게 된다. 배럴 가이드는 원통형으로 설계되 어 있으며 각 렌즈가 안착되는 배럴의 내경에 맞 도록 배럴가이드 외경을 설계하였다. 배럴가이드 가 하강하여 배럴 내부에 삽입되면서 1 차적으로 위치를 정렬하게 된다. 또한, 배럴 가이드는 배럴 과 렌즈 픽커와의 위치오차를 기계적인 방법으로 보정하는 역할도 하도록 설계하였다. 배럴내부에 배럴 가이드가 안착된 상태에서 배럴 가이드 내부 에 동일한 방법으로 렌즈 픽커가 하강하여 배럴가 이드 내부로 들어가 렌즈를 장착하게 된다. 이때 배럴가이드의 하부 직경은 조립되는 렌즈의 직경 과 동일하게 설계하였으며 상부 직경을 이보다 미 소하게 크게 가공하여 경사진 면을 만들어 렌즈 조립 시 자연적으로 렌즈 가이드 축과 렌즈 픽커 (Picker) 축이 일치하도록 설계하였다. 이와 같은 기구적 설계를 통하여 조립위치 보정을 위한 추가 적인 비전시스템 없이 고속의 조립이 가능하게 된 다.
본 연구에서 주요하게 고려한 방향성 고려 조립 을 위하여 각 렌즈 픽커에 회전기능을 부가하였다.
상부 비전을 이용하여 게이트 부분을 확인하고 다 방향 각도측정 방법을 이용한 알고리즘을 소정의 조립각도 조합에 따라 조립을 행하게 된다. 조립 작업이 행해지는 렌즈조립 스테이션은 X 축 이송 스테이지에 의해서 P1/P2 픽킹 유닛과 P3/P4 픽킹 유닛 위치로 순차적으로 이송되어 P1 에서 P4 까지 의 렌즈 및 스페이서를 조립하게 된다. 최종적으 로 P4 렌즈와 쉴드의 조립이 끝나면 P4 렌즈 유닛 에서 조립된 완성 렌즈모듈을 완성 트레이로 이송 시키게 된다. Table 1 에 도시하여 가장 수율이 좋 았던 2 번째 조건의 경우 P1 픽킹 유닛에서 0°기 준 조립 후, P2 픽킹 유닛에서 180°회전 후 조립, P3 픽킹 유닛에서 270°회전 후 조립되며 마지막 P4 픽킹 유닛에서 0°기준으로 최종 조립을 마치 게 된다. 같은 방법으로 각 조합조건 및 조건 별 지정 개수에 따라 조합을 행하며 이에 따라 제품 을 분류하여 트레이에 적재하게 된다.
3.2 시스템 제작
제작된 방향성 조정형 렌즈모듈 조합시스템의 사진을 Fig. 9 에 나타내었다. 기존 양산장비가 각 각의 렌즈 및 스페이서를 조립하는 독립모듈(980 (W) × 750 (D) ×1750 (H) [mm]) 6 대로 구성되어있는 것에 비하여 개발장비는 1600 (W) × 1000 (D) ×1835 (H) [mm] 한대로 소형화가 가능하였다. 배치공간 을 고려하여 용적율 기준으로 기존 양산장비 대비 25% 수준으로 축소가 가능하였다. X 축은 정도 20 µm, 속도 800 mm/s 의 볼스크류 타입의 스테이지 를 사용하였으며, Y 축은 정도 1 µm, 속도 600 mm/sec 의 리니어 서보를 사용하였다. Fig. 10 과 11 에 각각 제작된 시스템의 픽킹유닛과 렌즈조립 스테이션의 사진을 나타내었다. 픽커 쪽에 사용된 스테이지는 각각 X 축 800 mm/s, Y 축 600 mm/s, Z 축 300 mm/s 의 구동이 가능하다. 조립스테이션의 X 축 이동은 벨트 구동을 통하여 정도 20 µm, 속 도 1.5 m / sec 를 확보하였다. 가이드 회전 터렛은 초당 360 도 회전, 가이드의 Z 축 상하 이동은 80 mm/s, 배럴은 초당 1,080 도 회전이 가능한 모델을 채용하였다.
비례제어 밸브를 사용하여 렌즈의 조립 압력의 조정이 가능하도록 하였으며 조립대상 모델이 변 경될 경우, 렌즈/스페이서의 픽커헤드 부분과 가이 드 부분의 교체만으로 모델 변경에 대응 가능하도 록 모듈러(Modular) 설계를 적용하였다.
본 논문에는 언급하지 않았으나 조합시스템과
Fig. 9 Lens assembly system
Fig. 10 Lens/space picking unit
Fig. 11 Lens assembly station
같이 개발된 양산형 렌즈 조립시스템과 서로 동일 한 유닛구조로 설계∙제작하여 픽커 및 가이드 등 을 호환해서 사용 가능하며 양 시스템간의 조립결 과의 상관관계의 확보가 가능하도록 하였다.
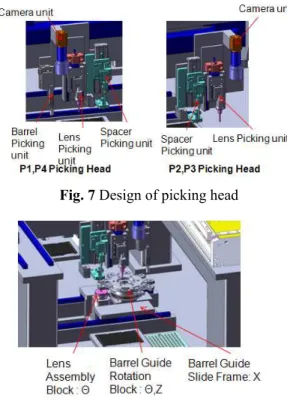
렌즈의 방향성을 고려한 조립을 위해서는 방향 성 검출이 중요한데 Fig. 12 에 렌즈방향 검출 알 고리즘을 도시하였다. 개발한 알고리즘은 다방향 각도측정 방법으로 렌즈각도를 산출하는 패턴 매 칭 알고리즘이다. 먼저 카메라를 통해 획득한 렌 즈 이미지의 최외곽에서 안쪽 방향으로 추적하며 렌즈의 원형 에지를 검출하여 렌즈의 중심좌표를 추출한다.
Fig. 12 Lens direction detection algorithm
Fig. 13 Lens direction detection
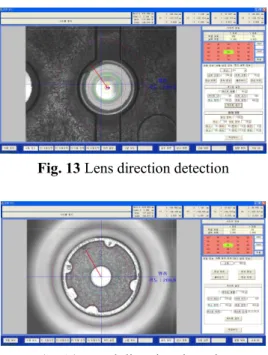
Fig. 14 Barrel direction detection
다음으로 렌즈의 절단 라인의 검출을 위해 45°간 격으로 외각 8 개의 방향에서 렌즈 중심방향으로 직선 에지를 추출한다. 렌즈 중심좌표로부터 8 개 의 방향에서 추출된 직선 에지 중 최단거리인 직 선 에지를 찾는다. 이 직선 에지(Edge) 에 수직선 을 생성하여 이 수직선을 이용하여 렌즈 각도를 산출하게 된다. Fig. 13 과 Fig. 14 에 상기 알고리즘 을 적용하여 개발한 렌즈 및 배럴의 방향성 검출 및 설정용 Labview 프로그램 화면을 도시하였다.
그림에서 보는 바와 같이 획득 이미지로부터 각도 의 추출 및 설정이 가능하도록 제작하였다.
4. 결 론
본 논문에서는 렌즈모듈의 방향성을 고려한 조 립을 위해 개발한 폰 카메라용 렌즈모듈 자동 조 합시스템에 대하여 논하였다. 먼저 각 렌즈의 조 립 방향성이 렌즈모듈의 양불 및 수율에 미치는 영향을 알아보았다.
또한, 유동해석을 통하여 렌즈의 조립방향성에 영향을 미치는 인자인 복굴절과 사출성형 조건과 의 상관관계를 도출하였다. 보압과 냉각온도가 복 굴절 발생에 큰 영향을 미치며 실제 사출성형 결 과와 유사한 경향을 확인할 수가 있었다. 렌즈의 조립방향 조합 실험을 통하여 동일 금형의 동일 캐비티에서 생산된 렌즈임에도 방향성 조합에 따 라 수율이 53% 의 차이를 보여 방향성 고려한 조 립을 중요성을 확인하였다.
개발한 렌즈모듈 자동조합 시스템은 렌즈 및 스 페이서를 동일 유닛에서 조립 가능하도록 하여 장 비 사이즈의 최소화 및 장비제작 경비의 절감을 이루었으며, 렌즈 센터링 기구 및 배럴 가이드를 이용하여 추가적인 비전의 설치 없이 미세 위치조 정이 가능하도록 하였다. 제작된 렌즈모듈 조합시 스템은 기존 양산형 조립시스템 대비 25%로 장비 크기를 축소할 수 있었으며 모듈러 설계를 통한 모델 변경 대응성의 확보가 가능 하였다. 또한, 양 산형 시스템과 조립유닛의 공용화를 통하여 최적 조합 결과 도출 후 양산 장비와의 상관성 확보가 용이하도록 제작하였다. 향후 렌즈조합을 최소화 하는 알고리즘을 개발 탑재시키고 복굴절 해석 결 과 및 복굴절 평가시스템과의 연계를 통해 보다 효율적인 렌즈조합의 탐색이 가능한 시스템의 개 발을 진행할 예정이다.
후 기
본 논문은 산업통상자원부 산업융합원천기술개발사 업으로 지원된 연구결과입니다. [10040952, 신속대응 가능한 BIS 기반 자율지능형 사출성형 시스템 개발]
참고문헌
(1) Lee, Y. B., Kwon, T. H. and Yoon, K., 2002,
“Numerical Prediction of Residual Stresses and Birefringence in Injection/Compression Molded Center-Gated Disk, Part 1. Basic Modeling and Results for Injection,” Polymer Engineering and Science, Vol. 42, pp. 2246~2272.
(2) Lee, Y. B., Kwon, T. H. and Yoon, K., 2002, “Numerical Prediction of Residual Stresses and Birefringence in Injection/Compression Molded Center-Gated Disk, Part 2.
Effects of Processing Conditions,” Polymer Engineering and Science, Vol. 42, pp. 2273~2292.
(3) Michaeli, W., Hebner, S., Klaiber, F. and Forster, J., 2007, "Evaluation of Comparison of Geometrical Accuracy and Optical Performance of Injection Molded and Injection-Compression Molded Plastic Parts," Annals of CIRP, Vol. 56, pp. 545~548.
(4) Suh, S. H., Choi, Y., Roh, H. W. and Doh, H., 2013,
"Development of Plastic Lenses for High-Resolution Phone Camera by Injection-Compression Molding," Trans.
Korean Soc. Mech. Eng. A, Vol. 37, No. 1, pp. 39~46.