ISSN 2283-4846(Online) / ISSN 2233-6036(Print) Technical Papers
조립형 드릴의 성능 평가
양해정a, 이재학a, 서정환a*Performance of Assembled-type Drills
Hae-Jeong Yanga, Jai-Hak Leea, Jeong-Hwan Seoa*
a Department of Mechanical Design Engineering, Korea Polytechnic University, 237, Sangidaehak-ro, Siheung, Gyeonggi-do, 429-793, Korea
ARTICLE INFO ABSTRACT
Article history: Recently, the use of assembled-type drills as environmentally friendly products has expanded because the shanks of drills can be reused by replacing the tip when the tools are worn or cut. In addition to their precision and endurable stiffness with respect to the cutting force, assembled-type drills need no stricture because of thermal deformation, which makes replacement easily. In this study, we developed novel assembled-type drills and compared their characteristics, such as the precision, stiffness, and thermal deformation, with those of conventional drills. The new drills exhibited a precision over IT 8 class and no changes in dimensions due to thermal deformation, such that we can change the assembly easily with durability.
Received 4 December 2014 Revised 9 January 2015 Accepted 4 February 2015
Keywords:
Coaxiality Symmetry Surface roughness Cutting Tips Shell block
* Corresponding author. Tel.: +82-31-8041-0433 Fax: +82-31-8041-0439 E-mail address: [email protected] (JeongHwan Seo).
1. 서 론
드릴 공구는 생크와 절삭날을 같은 재질로 만든 일체형, 초경합 금 팁을 공구의 날 끝에 용접한 용접형 드릴 및 공구의 생크와 초경 합금 절삭 팁을 조립형으로 제작한 조립형 드릴이 사용되고 있다.
조립형 드릴의 장점으로는 다른 종류의 드릴에 비하여 초경합금 소재의 사용량을 크게 줄일 수 있어, 제품의 가격 경쟁력 확보에 유리하고, 날 끝의 파손이나 마모, 크랙(crack)이 발생되는 경우, 날 끝 팁만을 교체하고 생크를 반영구적으로 사용할 수 있기 때문 에, 공구 교체 비용을 크게 절감할 수 있어 경제적이다.
지금까지 대부분의 연구 논문들은 일체형 타입의 공구에 대한 것으로 조립형 드릴에 대한 연구 자료는 별로 없는 현실에서 조립 형 드릴의 성능 평가를 통해 설계시 다음과 같은 요건들을 확인할
필요가 있다. 조립형 드릴이 널리 사용되기 위해서는
첫째, 사용자가 드릴 팁을 조립했을 때 편심이나 여러 요인에 의 해서 사용자의 요구 정밀도 수준을 벗어나지 않아야 한다.
둘째, 강성부족이나 절삭유 공급 부재 등으로 인해서 강력절삭에 문제가 없어야 한다.
셋째, 절삭 열에 의한 열 변형이나 절삭력으로 인해 파손이 발 생하거나 날이 홈에 끼여서 공구를 교체하는데 장애가 없어야 한다.
넷째, 초경합금 소재 등 사용재료 절감, 제작 공정 개선으로 기 존 공구에 비하여 생산 원가 절감으로 가격경쟁력을 확보하여야 한다.
본 논문에서는 단순하고 편리한 구조의 조립형 드릴을 설계하였 으며, 개발된 드릴 홈 가공기로 시제품을 제작하고 시중에서 판매
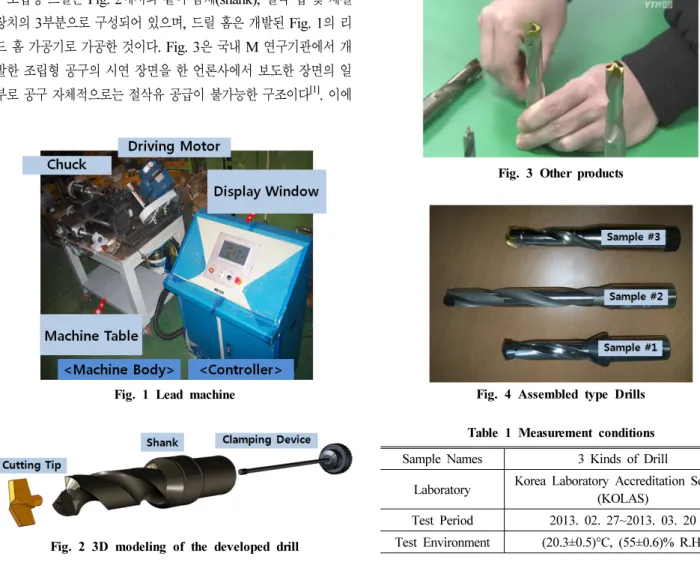
Fig. 1 Lead machine
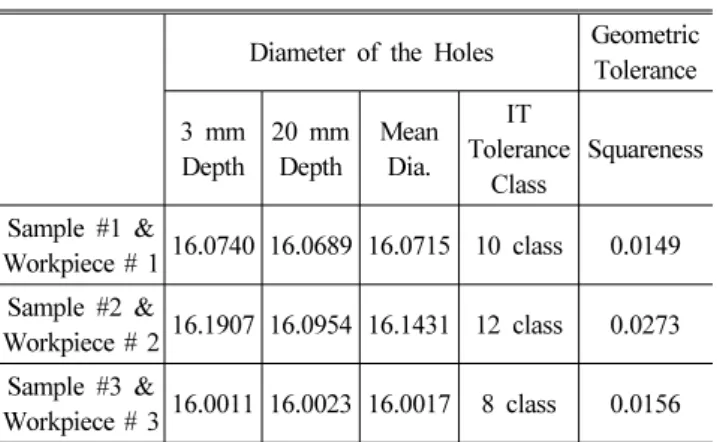
Fig. 2 3D modeling of the developed drill
Fig. 3 Other products
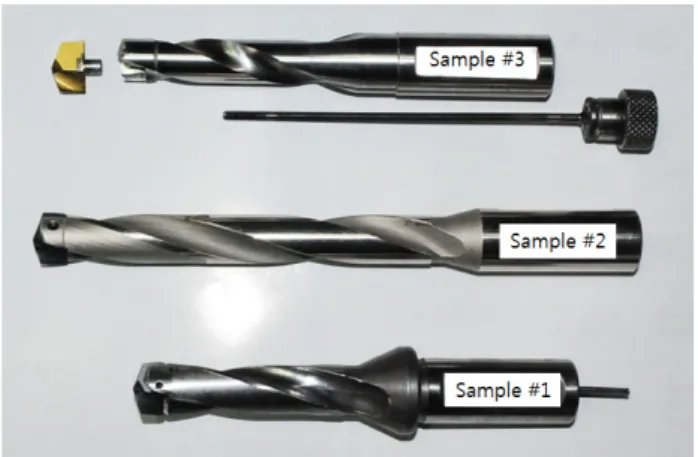
Fig. 4 Assembled type Drills
Sample Names 3 Kinds of Drill
Laboratory Korea Laboratory Accreditation Scheme (KOLAS)
Test Period 2013. 02. 27~2013. 03. 20 Test Environment (20.3±0.5)°C, (55±0.6)% R.H.
Table 1 Measurement conditions 되고 있는 다른 두 종류의 조립형 드릴 공구과 함께 정밀도, 강성
및 열 변형 등 공구의 주요 특성에 대한 비교 시험을 수행하고 그 결과를 고찰하였다.
2. 조립형 드릴의 개발
2.1 드릴 리드 홈 가공기 개발
개발된 드릴 리드 홈 가공기계는 Fig. 1에서와 같이 기계몸체와 컨트롤러 장치로 구성되어 있다. 기계몸체에는 공작물을 척킹 (chucking)하고 절삭 시 휨의 발생을 최소화하기 위해 공작물 끝 부분을 지지한다. 절삭 부위에 노즐로 공기를 공급하여 냉각하고 절삭된 칩은 가이드 관을 통하여 배출됨으로 칩의 비산을 방지하였 다. 컨트롤러 장치는 전원부, 작업의 종료를 알려주는 부저, 스핀들 회전속도 조절장치, 각 축의 위치 및 가공 상태를 보여주는 디스플 레이 장치, 비상시 전원을 차단시켜주는 비상정지 기능이 내장되어 있다.
2.2 조립형 드릴의 구조설계 및 제작
조립형 드릴은 Fig. 2에서와 같이 몸체(shank), 절삭 팁 및 체결 장치의 3부분으로 구성되어 있으며, 드릴 홈은 개발된 Fig. 1의 리 드 홈 가공기로 가공한 것이다. Fig. 3은 국내 M 연구기관에서 개 발한 조립형 공구의 시연 장면을 한 언론사에서 보도한 장면의 일 부로 공구 자체적으로는 절삭유 공급이 불가능한 구조이다[1]. 이에
비해 개발공구는 몸체(shank) 내부 구멍으로 절삭유의 공급이 가 능하며, 절삭 팁을 원통 형태가 아닌 납작한 평판 모양의 초경합금 으로 제작되어 값 비싼 초경합금의 사용량이 30% 이하로 대폭 감 소되었다. 또한, 별도 공구 없이 널링 된 손잡이로 나사에 의한 체 결로 셀 블록(shell block) 발생시 뒷 부위를 쳐서 절삭 팁이 몸체 에서 빠질 수 있는 간단한 구조이다.
3. 조립형 드릴의 성능시험 및 고찰
3.1 드릴 몸체와 절삭 팁의 기하학적 공차 측정
Fig. 4와 같이 3종류의 조립형 드릴공구를 준비하고 각 시료 (sample)에 번호를 부여하였다. sample 1과 2는 기존 시장에서 판 매되고 있는 제품이며, sample 3은 새롭게 개발한 제품이다. 조립 형 드릴의 정밀도에 크게 영향을 미치는 드릴 몸체(shank), 절삭 팁(cutting tip) 등 주요 부위에 대한 치수 및 기하공차를 측정하였 다. 사용된 측정 장비는 접촉식 3차원 측정기(제조사 : 덕인, 모델 명: MHB-121510N)이다.
Fig. 5 Concentricity measures of drill
Fig. 6 Symmetric measures of drill bottom face
Fig. 7 Symmetric measures of drill tip face
The reference Fig. Fig 5 Fig 6 Fig 7 Measurement items Concentricity Symmetry Symmetry
Sample #1 0.0045 0.0475 0.0182
Sample #2 0.0220 0.0082 0.0268
Sample #3 0.0048 0.0028 0.0175
Table 2 Measurement results (µm)
Fig. 8 Fracture appearance
Fig. 5는 공구의 고정 몸체의 축심 A에 대하여 절삭 날 팁 고정 구멍의 동축도(concentricity)를 측정한 것이다. 절삭 팁이 공구 몸 체에 편심이 될 경우에는 구멍 가공시 구멍의 진직도가 나빠지게 된다.
Fig. 6은 드릴 몸체의 고정구멍 축심을 기준으로 고정 홈의 대칭 도 (symmetry)측정값이다. 이와 같은 대칭도가 불량할 경우 가공 된 구멍의 치수가 커지게 되어 정확한 구멍의 가공이 어렵게 된다.
또한, Fig. 7은 드릴 절삭날의 고정 축의 축심 C에 대하여 양 날 측면에 대한 대칭도를 측정한 것이다. 이와 같은 기하학적 공차 가 불량할 경우 구멍이 커지고 올바르게 구멍을 가공할 수 없다.
위와 같은 특성으로 인해 드릴 몸체와 절삭 팁의 기하학적 공차는 매우 중요하므로 정밀하게 설계되어야 한다.
Table 2는 Fig. 5~Fig. 7에 대한 측정 결과를 보여주고 있다.
동축도(concentricity)와 대칭도(symmetry)에 대한 기하학적 특 성이 모두 양호할수록 정밀한 조립형 드릴로 판단할 수 있다. KS B 3269)[8] 규격에 따르면 동심도가 0.03, 웨브의 편심이 0.12, 치즐 에지의 편심을 0.11 이하로 규정하고 있다. Table 2에서 모
든 제품은 표준 값을 만족하고 있으나 제품간 비교결과는 다음과 같다.
Sample #1과 sample #2는 부분적으로 기하학적 공차값이 좋지 않은 반면 개발품인 sample #3은 시중품에 비해 전반적으로 비교 적 양호한 기하학적 특성을 보이고 있음을 알 수 있다. 특히 sample #2는 구조상 몸체의 길이가 길어 정밀 가공에 불리한 구조 를 갖고 있으므로 사용 목적에 맞는 적정길이 설계와 함께, 제품의 가공에도 치공구(jig & fixture)를 활용하는 등 품질을 향상하기 위한 공정검토가 필요함을 알 수 있다.
3.2 체결장치의 강도 시험
체결장치는 날 끝은 초경합금으로 제작하고 고정부위와 브레이 징(brazing)[2]되어 있다. 개발된 드릴의 체결강도를 확인하기 위해 INSTRON 8801를 이용하여, 조립형 드릴 체결구(sample #3)를 인장시험한 결과이다[3].
종 탄성계수 (1)
여기서, 는 인장응력, 는 변형율이다.
Fig. 8에서 알 수 있는 바와 같이 파단 부위가 연결 와이어에서 발생하였다. 이는 와이어와 절삭날 팁과의 나사에 의한 체결강도와 절삭날 팁에서의 브레이징(brazing) 강도가 와이어 소재의 강도보 다 크다는 것을 의미하며 이는 나사의 강도 설계는 물론 제조 공정 상에도 이상이 없음을 의미한다. 또한, 1/4-20UNC 유니파이 나사 가 통상 수동에 의한 나사의 클램핑력(경험치)이 1,333 N임을[4]
감안하면 Fig. 9의 인장시험에서 인장강도가 3,000 N로 최대 사용 하중보다 2배 이상임으로 드릴의 체결로 인하여 끊어짐이 발생하 지 않은 충분한 강도임을 알 수 있다.
0 1000 2000 3000 4000
0 1 2 3 4
Load (N)
Tensile strain (%)
Fig. 9 Load-strain diagram for Clamping Device
Fig. 10 Workpiece #1 (Carbon steels for machine structural use)
Fig. 11 Workpiece #2 (Carbon steels for machine structural use)
Fig. 12 Workpiece #3 (Carbon steels for machine structural use)
Diameter of the Holes Geometric Tolerance 3 mm
Depth
20 mm Depth
Mean Dia.
IT Tolerance
Class
Squareness
Sample #1 &
Workpiece # 1 16.0740 16.0689 16.0715 10 class 0.0149 Sample #2 &
Workpiece # 2 16.1907 16.0954 16.1431 12 class 0.0273 Sample #3 &
Workpiece # 3 16.0011 16.0023 16.0017 8 class 0.0156 Table 3 Measurement results
4. 조립형 드릴을 이용한 가공시험
4.1 가공된 구멍의 정밀도 측정
조립형 드릴을 아무리 정밀하게 만들고 잘 조립하였다 하더라도 가공중의 절삭력에 의하여 절삭 팁의 이동이나 변형이 발생하면 정밀한 구멍을 가공할 수 없다. 본 시험은 드릴의 강성을 확인하기 위한 목적으로 수행되었다. 두께 30 mm의 기계구조용 탄소강 SM45C를 양면 연삭하여 공구의 절삭 시험용 소재로 준비하고, CNC 수직 밀링 머신을 이용하여 16 mm 직경의 드릴을 절삭속도 40 m/min, 이송속도 66 mm/min으로 각각 30개의 구멍, 총 90개 의 구멍을 가공하였다[5]. 가공된 드릴구멍에 대하여 표면으로부터 3 mm와 20 mm 지점에서 구멍의 크기와, 직각도[6]및 표면 거칠 기를 측정[7]하여 비교한 것이다.
Fig. 10은 Fig. 4에서의 sample 1 공구로 가공한 구멍이며. Fig.
11은 sample #2의 공구로, Fig. 12는 sample #3의 공구로 각각 가공한 공작물의 상태를 나타낸 것이다. Table 3에서는 가공된 공 작물에 대하여 3 mm와 20 mm 깊이 지점에서, 가공된 구멍의 평 균지름과 직각도 공차를 나타낸 것이며, Fig. 13은 각 개별 구멍에 대한 직각도를 나타낸 것이다.
드릴 구멍을 가공한 결과 IT 12 등급의 공차(지름 10~18 mm의 경우 공차의 크기가 0.18 mm임) 기준은 충족하였으나, Fig. 3에서 보는 바와 같이 sample #2의 공구로 가공한 workpiece #2은 직각 도의 기하학적 공차값이 크게 나타났음을 확인할 수 있었다.
이는 Fig. 4에서 보는 바와 같이 Sample #2의 공구는 비교 대상 인 다른 공구와 비교하여 상대적으로 30% 가량 길이가 길게 제작 된 제품으로 좌굴 등 강성문제, Table 2에서와 보는바와 같이 기하 학적 치수오차가 큰 원인으로 추정된다.
4.2 표면거칠기 측정
가공된 구멍의 내면에 대한 표면 거칠기를 측정하여 비교하였다.
30개의 가공 구멍중 첫 번째 구멍, 15번째 구멍, 30번째 구멍을 측정 대상 구멍으로 하여, 5개의 측정 위치에 산술평균거칠기()
Fig. 13 Squareness for workpiece's holes
No.1 Hole No.15 Hole No.30 Hole Ra
(µm)
Mean (µm)
Ra (µm)
Mean (µm)
Ra (µm)
Mean (µm)
Sample
#1
1.3713
0.7349 0.4807
0.7444
1.3512
1.7174
1.4219 0.4656 1.9966
0.2380 1.1964 1.5870
0.3915 1.0299 1.3824
0.2515 0.5494 2.2701
Sample
#2
1.3534
3.3361 3.7209
2.3945
3.4775
3.7459
7.3138 4.0462 4.0695
3.4476 1.8052 4.0045
2.4929 1.5456 4.2571
2.0727 0.8545 2.9209
Sample
#3
0.3022
0.3359 0.2170
0.3349
0.2054
0.2246
0.3400 0.1751 0.2139
0.4818 0.3294 0.2035
0.1929 0.5503 0.2443
0.3626 0.4028 0.2561
Table 4 Results of the surface roughness Fig. 14 Photo of the sample #1's cutting edge
Fig. 15 Photo of the sample #2's cutting edge
Fig. 16 Photo of the sample #3's cutting edge 로, Gauss 필터를 사용하여 Cutoff 0.8, Evaluation length 4.0로
측정하였으며, 산술평균거칠기는 다음과 같다.
(2)
여기서 은 평가길이(Evaluation length)
Table 4는 표면거칠기 측정결과이며 이 표에서 sample #2에서 는 가공 구멍 내부에 표면거칠기가 크게 나타났으며, 구멍의 내면 을 확인한 결과 가공된 공작물의 구멍 표면에 스크래치가 발생하 였다.
이는 절삭날의 부적절한 공구형상, 백 테이퍼(back taper) 등 여 러 요인들로 생각할 수 있으나, 주요 요인은 Fig. 15에서와 알 수 있는 바와 같이 절삭날 팁을 백 테이퍼로 설계하지 않은 것이 주요 요인으로 판단되며, 측정결과 개발품인 sample #3의 공구 로 가공된 구멍의 내경 거칠기 값이 가장 좋은 값을 나타냄을 알
수 있었다.
4.3 절삭날의 마모상태 비교 분석
비접촉 좌표측정기를 사용하여 날의 마모상태를 확대하여 비교 하였다. Fig. 14는 Fig. 4에서의 sample #1, Fig. 15는 sample
#2, Fig. 16은 sample #3 드릴공구의 날 끝 마모 모양을 나타낸 것이다.
Fig. 15에 나타낸 sample #2의 절삭날 마모측정 사진에서 원으 로 표시된 공구 날의 플랭크(frank) 마모 상태를 보면 공구 날이 공구 몸체 방향으로 백 테이퍼(back taper)가 고려되어 있지 않음 을 알 수 있다. 이러한 백 테이퍼가 없을 경우 공작물과 공구의 마 찰이 크게 되고 가공 표면에 스크래치가 발생하거나 가공 표면이
Fig. 17 Photo of the disassembled drills
거칠며, 공구의 파손 등을 유발하게 된다.
4.4 절삭날의 끼임상태
Fig. 17은 절삭 가공 후 드릴 공구의 분해 사진을 보여주고 있다.
sample #3의 경우에는 완전한 분해가 가능하였으나, sample #1과 sample #2의 경우에는 전혀 분해를 할 수 없었다. 이는 공구의 수 명이 다 할 경우 날 끝 팁을 교체할 수 없는 문제이므로 이에 대한 대책이 필요해 보인다.
이에 대한 대책으로 첫째, 가공 조건을 경 절삭으로 하는 방법이 있으나 이는 생산성이 저하 될 수 있다.
둘째, 절삭 팁과 몸체의 틈새를 크게 주는 방법이 있으나 이는 자칫 절삭 팁의 위치 변위 등으로 인해 정밀도 저하를 가져올 수 있다.
5. 결 론
(1) 조립형 드릴은 공구 자체의 치수 정밀도와 기하학적 특성이 양호해야 한다. 즉, 공구 몸체의 축심에 대하여 절삭 팁 웨브나 치 즐 에지의 편심으로 인해 가공 구멍의 크기가 커지고 구멍의 직진 성이 떨어지게 되는 원인이 된다. 또한, 절삭 과정에서 절삭력에 의하여 강성이 확보되고 가공 표면에 대하여 스크래치 등이 발생하 지 않으며, 열 변형에 의한 끼임이 발생하지 않아 절삭 날의 교체가 가능하도록 설계되어야 함이 중요한 요인임을 확인하였다.
(2) 절삭날의 설계에 있어서 날 끝에 백 테이퍼(back taper)를 두어 공작물과 공구와의 사이에 마찰을 줄임으로 가공 표면의 스크
래치를 예방할 수 있다.
(3) 조립형 드릴의 정도를 높이기 위해서는 조립형 드릴의 몸체, 드릴 팁 등이 보다 정확한 기하학적 형상으로 제작되어야 하고 이 와 더불어 적정 드릴의 길이도 필요하다. 공구의 길이를 길게 하면 드릴 깊이를 크게 가공할 수 있으나 정밀한 가공에는 부적합하다.
또한, 날 끝 팁이 절삭력에 있어서 변위가 발생하지 않도록 충분한 강성구조설계가 필요하다.
(4) 조립형 드릴은 가공 후 열 변형 등에 의해 끼임이 발생하지 않아야 분해 조립에 문제가 발생하지 않는다. sample #1과 sample
#2에서와 같이 일부 시중제품에서 특정 가공조건에서 이러한 끼임 이 발생하여 공구 날 교체에 문제가 있음을 확인하였으며 이를 해 결하기 위해서는 끼워맞춤이 되는 부품간의 틈새에 대한 적절한 설계가 필요하다. 지나친 틈새는 끼임 문제를 해결할 수 있지만 절 삭 팁의 유격에 칩이 끼인다든지, 공구 몸체의 중심에 정확한 조립 이 힘들게 됨으로 이에 대한 대안으로 몸체와 절삭팁의 조립을 테 이퍼형 구조로 설계함이 하나의 대안이 될 수 있다.
References
[1] Kang, G. H., 2009, Rigidity Prediction of Cutting Tip Changable Type Drill, KSMTE Aautumn Conference, 327-328 .
[2] Yu, T. I., Jeong, J. P., Shin Y. S., 2000, Introduction to Brazing, Technical Information Ltd., Republic of Korea, 181-182.
[3] KS, 2003, Method of tensile test for metallic material, KS B 0802: 2003, Korea Standard, Seoul.
[4] Cha, I. N., Kim, P. G., Yun, Y. G., Lim. J. T., Lee, H. S., 2005, Design of Jig & Fixture, Daekwang, Seoul Korea, 101.
[5] Cho, G. J., Kim, Y. K., Ban, J. S., 1996, A Study on Cutting Force and Flank Wear of the ADI Materials in Drilling, Chosun of University, Production Technology Research, 18:1 219-235.
[6] KS, 2013, Geometrical Product Specifications(GPS)-Geometrical Tolerancing-Tolerances of Form, Orientation, Location and Run-out, Korea Standard, Seoul.
[7] KS, 1999, Surface Roughness-definition and designation, KS B B 0161:
1999, Korea Standard, Seoul.
[8] KS, 2012, Tungsten Carbide Subland Twist Drill with Paralled Shank, KS B 3269:2012, Korea Standard, Seoul.