Vol.14, No.5, pp.73-82 (2020)
11.. 서서 론론
최근 액체로켓엔진의 금속 구조물을 제작하기 위한 기술로 적층제조 (AM; additive manufacturing) 가 부상하고 있다. 이 기술은 제작 비용과 시간의 감소, 부품 수 감소에 의한 신뢰성 증가와 유연한 설계에 의 한 성능 증가로 액체로켓엔진의 개발을 혁신할 수 있
는 가능성이 있다. 여기서는 액체로켓엔진 제작과 관 련하여 AM의 종류, 장단점과 각국 정부 기관의 AM과 관련된 프로젝트의 사례에 관하여 문헌조사를 하였다.
구체적으로 미국의 NASA, 유럽의 ESA, 일본의 JAXA 의 연구에 관하여 조사하였다.
22.. AAMM 개개요요
22..11 AAMM의의 종종류류
AM은 크게 PBF (powder-bed fusion) 방식과
액체로켓엔진 제작을 위한 적층제조 기술 동향
유재한1,†
1한국항공우주연구원, 발사체엔진팀
Technology Trend of Additive Manufacturing for Fabrication of Liquid Rocket Engines
Jaehan Yoo1,†
1Rocket Engine Team, Korea Aerospace Research Institute
Abstract
Recently, there has been an increase in additive manufacturing for the fabrication of liquid rocket engines.
This technology can innovate conventional fabrication methods to reduce the lead time and manufacturing cost and can enhance the performances such as weight reduction. In this study, a literature survey is presented that includes types, advantages, disadvantages, and foreign government-based projects of the technology related to liquid rocket engine manufacturing. The present survey focuses on the technology that has been applied to various components such as turbopumps and valves while much larger efforts are made for combustion chambers with regenerative cooling channels and diverging nozzles, as the advantages of the technology are maximized for the applications.
초 초 록록
최근 액체로켓엔진 제작을 위해 적층제조 기법이 부상하고 있다. 이 기술은 제작 비용과 시간의 감소 와 중량 감소와 같은 성능 증가로 기존의 제작 방법을 혁신할 수 있다. 여기서는 액체로켓엔진 제작과 관련하여 적층제조의 종류, 장단점과 해외 정부 기관의 프로젝트에 관하여 문헌조사를 하였다. 적층제 조는 터보펌프나 밸브와 같은 부품이외에도 장점을 극대화할 수 있는 확대 노즐과 재생냉각채널이 있 는 연소실에 관하여 보다 많은 기술 개발이 이루어졌으며 이에 관한 내용을 중점적으로 다루었다.
Key Words : Liquid Rocket Engine (액체로켓엔진), Additive Manufacturing (적층제조), SLM (selective laser melting), DED (directed energy deposition)
Received: Apr. 23, 2020 Revised: Jul. 16, 2020 Accepted: Sep. 14, 2020
† Corresponding Author
Tel: +82-42-860-2526, E-mail: [email protected]
Ⓒ The Society for Aerospace System Engineering
DED (directed energy deposition) 방식이 있다.
PBF는 사용되는 원료가 분말 (powder) 만 가능하며 DED는 분말과 와이어가 모두 가능하다. 공급 원료를 용융시키는 방식은 레이저 (laser), 아크 (arc) 와 전자 빔 (electron beam) 이 있다.
Fig. 1 Power-bed Fusion Process[1]
PBF 방법 중에서 가장 널리 사용되는 SLM (selective laser melting) 은 금속분말을 보통 0.03 mm 이하의 층별로 소결 (sinter) 시키는 방법이다.
Fig. 1과 같이 금속판 위에 레이저로 부품에 해당하는 층 분말의 부분을 소결시킨 후, 금속판이 낮아지고 분 말이 적층된다. 이후 레이저로 새로운 층을 소결시켜 이미 소결된 층과 연결을 시킨다. Fig. 1과 같이 레이 저로 한 층의 분말 중 부품에 해당되는 분말만 소결시 키면 금속판이 한 층 높이만큼 낮아지고 한 층의 분말 이 적층된다. 그리고 이 층의 부품에 해당되는 분말을 소결시켜 이전 층의 이미 소결된 부분과 연결시킨다.
이러한 과정이 반복되어 제품이 완성되며 일반적으로 금속 소결 과정에서 산화가 일어나지 않도록 불활성 가스 (inert gas) 조건에서 수행된다. 복잡한 내부 형 상을 구현가능하며 높은 해상도 (resolution) 를 가져 지속적으로 사용이 증가되는 방법이나 최대 길이 600 mm의 정육면체 크기로 제한되며 적층률 (deposition rate) 이 낮다는 단점이 있다. SLM과 동일한 방법으 로 보다 적은 열을 사용하는 DMLS (direct metal laser sintering) 방법도 있다. 전자빔을 이용하여 용 융시키는 EBM (electron beam melting) 의 경우는 진공에서 수행되어 반응성이 높은 티타늄 합금에 유용 하며 SLM에 비해 해상도가 낮고 적층률이 높다[1].
DED 방법은 PBF 보다 큰 부품을 제조할 수 있으며 SLM은 기존 부품에 추가 제작이 불가능하나 DED는 가능하다. DED 방법 중 하나인 BPD (blown powder deposition) 는 Fig. 2에 나타난 것처럼 노즐에서 분사 되는 불활성 가스와 분말을 동일 축의 레이저로 소결 시켜 제작하는 방식이다. 다종 금속을 사용할 수 있고 높은 적층률을 가지는 장점이 있으나 SLM에 비해 해 상도가 낮고 표면이 거칠며 높은 열을 필요로 하는 단 점이 있다[2].
Fig. 2 Blown Powder Deposition Process[2]
DED 방법 중에 LWD (laser wire deposition) 는 연소기 냉각채널의 내피 (inner liner) 가 있는 경우에 외피 (outer jacket) 를 만드는 과정에 사용될 수 있 다. 낮은 열, 직경이 작은 와이어, 국부적으로 방출되 는 불활성가스를 사용하며 적은 열변형을 가지나 와이 어를 사용하는 공정 중에서는 가장 낮은 적층률을 보 인다. Fig. 3에 나타난 것처럼 NASA에서는 LWD를 개량하여 연소기 제작에 보다 적합한 LWDC (laser wire direct closeout) 을 개발하였다[1].
AM 방법을 선택할 시에는 부품의 복잡성, 해상도, 적층률, 다중 금속 사용 여부, 제품의 크기, 기존 부품 에 추가 가능 여부를 고려하여 선택하여야 한다[2].
22..22 AAMM의의 장장단단점점
AM의 장점은 다른 제작 방법으로는 불가능한 복잡 한 형상을 구현할 수 있다는 것, 설계 자유도가 높아 지는 것, 부품 수 감소, 용접 수 감소, 무게 감소와 같 은 성능 증가, 짧은 제작 시간, 주조품 보다는 물성치 가 좋은 점이 있다[2].
부품 수 감소는 도면 수, 도면 검토 수, 조립 공정의 비용과 시간, 공차 분석 수를 감소시키며 용접부가 감 소되면 용접 자체 이외에 용접 검사 비용과 시간도 감 소된다. 또한 조립 공정이 간소화되면 조립 과정의 실 수가 줄어들어 신뢰성이 증가하는 장점도 있다. 그리 고 높은 설계 자유도로 인해 설계를 최적화하는 것이 보다 쉬워 무게 감소가 용이하다. 또한 제작 시간이 단축되면 상대적으로 많은 설계 변경의 기회를 가져 신뢰성 향상과 최적 설계의 가능성이 높아진다[2].
PBF 방식의 단점은 소재가 용접 가능한 소재에 제 한되는 것, 최대 크기가 제한된다는 것, 최소 구멍 크 기나 돌출 표면의 형상 제약이 있다는 것, 표면 거칠 기가 기계 가공면 보다 높다는 것, 대부분 여러 종류 의 후처리가 필요하다는 것, 사용된 분말과 하부 금속 판의 소모가 클 수 있다는 것, 기존의 제작 방법에 비 해 비쌀 수 있다는 것, 단조품에 비해 최대 15%의 물 성값이 낮을 수 있는 것이 있다[2]. 그리고 재질의 물 성이 분말, 여러 공정 변수 및 후처리에 의해 바뀌게 되고 재질 특성이 비등방성을 보이기도 하며 부품의 크기에 따라 달라지기도 한다[3].
적층 이후에는 잔여 분말 제거이외에도 기능면의 표 면을 개선하기 위해서는 여러 공정들이 필요하다. 이 러한 과정은 나사산 생성을 위한 탭핑 (tapping) 이나 기밀면의 밀링 (milling) 과 같은 과정, 표면 거칠기 향 상을 위한 전해연마 (electro-polishing), 샷피닝 (shot peening), 텀플 (tumble) 등이 있다. 또한 AM 으로 제작된 부품은 주조품과 마찬가지로 공극 (porosity) 과 같은 결함이 나타날 수 있고 HIP (hot isostatic pressing) 처리를 통해 개선될 수 있다. 또 한 제작된 부품은 잔류응력이 있어 이를 제거하려면 적절한 열처리를 해주어야 한다[2].
이러한 단점으로 인해 AM은 로켓 엔진의 모든 구성 품을 위한 궁극적인 제작 방법이 아니며 설계, 제작, 후처리의 과정을 이해하고 주로 제작 비용과 시간이 많이 소요되는 복잡한 형상에 대해 적용하는 것이 추 천된다[2, 3]. 따라서 AM을 이용한 제작에 관한 많은 연구가 연소기에 대해 수행되었다. 분사기 헤드 (injector head) 는 기존 수백 개의 부품을 수작업과 조립을 통하여 제작되므로 수개 이내의 부품으로 제작 하면 전체 비용의 감소가 용이하다. 그러나 AM으로
분사기를 제작하면 추가적으로 벽면 거칠기가 증가하 므로 기존의 분사기 형상을 사용하더라도 차압 특성에 대한 시험이 필요하다. 또한 최대한의 비용절감을 위 해서는 분사기 헤드를 단일 부품으로 제작하는 것이 좋으나 라인이나 센서와 같은 인터페이스에 대한 기계 가공이 AM 공정 후에 수행되어 분사기의 오염을 증가 시키는 단점도 있다. 따라서 전체 제조 과정에서 청정 도를 유지하고 검증하는 것은 중요하다[4].
Fig. 3 Laser Wire Direct Closeout Process[2]
AM을 이용한 제작품은 마지막으로 비파괴 검사를 수행하는데 SLS (structured light scanning), X선 및 CT (computer tomography) 검사가 있다. 표면의 기 하학적 형상을 인식하여 공차를 알 수 있는 SLS의 운 용비용은 저렴하나 분해능이 제한적이며 검사 기기가 비싸다. X선 검사는 부품 내부의 정체된 분말을 파악 할 수 있고 비교적 큰 결함을 찾아낼 수 있다. 그러나 분해능이 제한되며 검사 비용과 시간 소모가 비교적 크다[3]. CT 는 최소 분해능이 0.1 mm 정도이며 잔 여 분말을 확인할 수 있다[4].
33.. AAMM 적적용용 사사례례
33..11 미미국국의의 NNAASSAA
NASA에서는 2010년에 간단한 고온가스 배기 덕트 에 AM 적용을 시작하여 지속적으로 기술을 개발하고 있고 부품 수, 제작 시간과 비용 감소의 성과가 있었
다. 가장 많이 사용된 방법은 SLM 이나 연소기를 위 해 DED의 방법도 적용되었다.
NASA에서는 2012년 액체로켓엔진의 제작 비용과 기간을 줄이기 위해 AMDE (additive manufacturing demonstrator engine) 프로젝트를 시작하였다. 이는 AM으로 제작된 소재 물성치의 특성 파악, 표준 설정 과 인증에 대한 연구와는 별도로 산업 기술을 기반으 로 하는 AM을 이용하여 엔진 개발을 하는 것이 목적 이다[5]. AMDE 엔진은 LOX/LH2 개방형 팽창 사이 클 (open expander cycle) 엔진으로 156 kN 진공 추 력과 약 452 초의 비추력을 가진다. 지상 연소 시험만 을 위해 밸브 구동기와 짐벌링은 제외되었으며 약 3년 간 $1000만과 25명의 인력이 투입되었다. AM으로 구 성품들을 제작하여 단품시험을 수행하고 엔진을 구성 하였다.
Figure 4에 나타난 것처럼 AMDE의 추력 구조물 (thrust structure), 분사기, MOV (main oxidizer valve), MFV (main fuel valve), OTP (oxidizer turbopump), OTBV (oxidizer turbopump bypass valve), FTP (fuel turbopump), 터빈 배기 덕트 (turbine discharge duct), MCC (main combustion chamber), 재생 냉각 노즐 (regenerative cooling nozzle), 혼합기 (mixer) 등이 AM으로 제작되어 80%
의 부품 수 감소, 70%의 용접 수 감소, 제작 비용과 시간의 감소가 있었다[3,5].
Fig. 4 AMDE Part Count Reduction[5]
Figure 5의 AMDE 분사기 헤드의 경우, 기존에 개 별적으로 제작되는 분사기를 헤드와 함께 제작하여 부 품 수가 약 255개에서 6개로 감소되고 브레이징 연결 부가 삭제되었으며 30%의 비용 감소가 있었다. 또한 분사기 사이의 간격을 줄여 보다 효율적인 공간 설계 가 가능해져 동일 공간에 부가적인 요소를 삽입할 수 있었으며 기존에는 불가능한 위치에 센서를 위치시킬 수 있었다. 그리고 Fig. 5의 FTP의 경우는 45%의 제 작 기간이 감소하였다[3, 5].
엔진 배관 설계는 내압 하중을 견디기 위해 적절한 강도와 두께를 가져야 하나 열변형에 의한 과도한 응 력이 발생하지 않도록 적절한 유연성을 확보해야 한 다. 기존 배관 설계는 표준 튜브 및 파이프의 일정한 직경 및 두께와 굽힘 공정의 두께 감소에 의해 제약을 받았으나 AM은 배관의 두께를 최적화할 수 있고 분기 되는 배관이나 복잡한 배관 레이아웃을 용접 없이 제 작 할 수 있어 구조적으로 유연성이 높은 복잡한 배관 을 설계할 수 있다. AMDE에서는 FTP와 OTP를 연결 하는 배관이외에도 다양한 배관들을 AM으로 제작하였 다. 예로 Fig. 6에 나타난 연료 혼합기는 기존 제작에 서는 불가능한 변화하는 두께와 직경을 이용하여 구조 적 유연성과 강도 요구 조건을 만족시켰다.
Fig. 5 AMDE Injector Head, FTP and MOV[3]
Fig. 6 AM Fabricated Fuel Mixer[5]
NASA에서는 저비용 상단 추진 (LCUSP; low cost
upper stage propulsion) 프로젝트에서는 Fig. 7에 나 타난 것처럼 AM으로 이종 금속의 재생 냉각 채널을 가진 연소실을 제작하였고 이를 AMDE에 적용하였다.
이 프로젝트에서 AM에 적합한 동합금 GRCop-84과 GRCop-42을 개발하여 연소기 내피를 SLM으로 제작 하고 이 내피 위에 Inconel 625 외피를 전자빔과 와 이어를 이용하는 DED로 제작하여 지상 연소 시험을 성공적으로 수행하였다. SLM의 크기 제한으로 인해 두 개의 부품이 AM으로 제작되고 전자빔으로 용접되 어 내피를 제작하였으며 채널 내부의 잔류 분말은 연 소실이 두 개로 나누어져 가스로 쉽게 제거되었다. 내 부 냉각 채널의 형상은 HIP 처리 이후에 거의 변화가 없었으나 DED 과정 중에 발생한 응력으로 인해 많은 치수 변화가 있었다. 매니폴드는 기계 가공을 이용하 였으나 기존의 제작 방식에 비해 전체적으로 제작 기 간은 50% 이상, 비용은 25% 이상 감소되었다. SLM 공정 개발과 냉각채널의 조도로 인한 설계에 어려움이 있었다[1].
Fig. 7 AMDE MCC Liner, Jacket and Firing Test[1]
노즐 확대부를 포함한 연소기 재생냉각채널은 극한 의 온도와 압력에서 운용되며 대형의 복잡하고 얇은 구조물로 엔진 전체 제작 기간과 비용 중에 많은 부분 을 차지한다. 이러한 점을 개선하기 위해 NASA의 RAMPT (rapid analysis and manufacturing propulsion technology) 프로젝트에서는 Fig. 8과 같 이 AM과 복합재를 이용하여 매니폴드와 냉각채널이 있는 연소실 및 노즐 확대부로 구성된 추력 156 kN의 TCA (thrust chamber assembly) 의 제작을 계획하 고 있다[6]. 동합금 연소실의 내피는 AM으로 제작하 고 노즐부의 내피는 강도가 높은 초합금 (superalloy) 을 이용하여 BPD 방법으로 제작하려고 한다. 그리고 외피는 전통적인 금속재료가 아닌 복합재를 적용하고 매니폴드는 제작된 내피에 용접 없이 AM으로 제작하
려고 한다. 이러한 RAMPT TCA의 제작 목표를 위해 Fig. 9와 같이 단계적으로 크기를 늘여가며 기술을 개 발하고 있다[7].
다양한 NASA의 프로젝트를 달성하기 위해 Fig.
10(a)의 Inconel 625 단일 재질 노즐, Fig. 10(b)와 같이 LCUSP 프로젝트에서 SLM으로 만들어진 동합금 연소실 내피에 LWDC 방법을 이용하여 외피를 적층하 여 이종 금속으로 이루어진 노즐을 제작하였다[8]. 두 가지 형상에 대해 지상 연소시험을 수행하였다. 그리 고 Fig. 10(c)에 나타난 것처럼 BPD를 이용하여 단일 재질의 내피와 외피가 통합된 노즐 (integral nozzle) 을 적층으로 제작하였다. 또한 Fig. 11과 같이 PBF으 로 제작된 연소실 내피에 복합재 필라멘트 와인딩으로 외피를 만들고 BPD로 통합된 Inconel 625 냉각 채널 노즐을 연결시켜 지상 연소시험을 수행하였다.
Fig. 8 RAMPT TCA Concept[6]
Fig. 9 RAMPT Project Detail Plan[7]
이러한 NASA의 프로젝트들에서 외피를 위한 초합
금 HR-1, JBK-75의 물성치에 관한 연구도 수행되었 다. 또한 NASA에서는 이미 여러 유인 우주비행에 AM 기술을 적용하고 있기 때문에 NASA MSFC에서 SLM과 관련된 두 개의 표준을 만들었다[9,10]. 이 표 준들은 유인 우주비행을 위해서 SLM으로 제작되는 부 품의 개발, 생산, 검증 체계, 부품의 재질 특성 개발, 분류, 공정 제어, 검사, 승인의 요구조건을 다룬다.
(a) LWDC Clouseout of Monolithic Inconel 625
(b) LWDC Clouseout Process and Cross Section
(c) BPD Process and Integral Channel Nozzle Fig. 10 Various DED Processes for Channel Nozzle[8]
Fig. 11 Test of Composite Overwrapped Chamber and BPD Integral Nozzle[8]
33..22 유유럽럽의의 EESSAA
Ariane 그룹과 프랑스 우주원 CNES는 ESA 의 FLPP (future launchers preparatory programme) 를 통해 저비용 및 재사용이 가능한 PROMETHEUS (precursor reusable oxygen methane cost
effective propulsion system) 엔진을 개발하고 있 다. 이 엔진은 LOX/LCH4, 추력 1000 kN급, €100만 의 생산 단가, 추력 조절, 다점화, 주엔진 및 상단엔진 에 적용, 비행 전후의 최소화된 지상 운용을 목표로 하고 있다. Ariane 6와 그 이후 발사체에 사용되는 이 엔진의 가격은 Vulcain 2.1 엔진에 비해 1/10 이다.
이를 위해 여러 새로운 기술들을 적용하고 있으며 비 용 절감의 중요한 요소로 AM을 선정하여 기존에 비해 확대 적용하려고 한다. Fig. 12에 나타난 터빈 디스크, 밸브이외에도 가스발생기, 터보펌프 하우징 등의 12개 가 넘는 부품이 AM으로 제작되었다. 터보펌프의 일부 부품들은 공동화 (cavitation) 시험도 수행되었으며 가 스발생기는 지상 연소시험도 수행되었다[11].
Fig. 12 AM Fabricated Turbopump Turbine Disk and Valve Body[11]
Fig. 13 AM Fabricated Vinci Combustion Chamber Injector Cartridge[13]
Fig. 14 Redesigned Vinci Combustion Chamber Head for AM[13]
이러한 AM 적용을 위해 단계적인 개발이 수행되었 다. Fig. 13과 같이 기존 Vinci 엔진 연소기 헤드의 분사기와 분사기면 (faceplate) 이 일체형인 분사기 카
트리지를 AM으로 제작하였다. 그리고 Arian 5 Vulcain 2 엔진의 가스발생기 분사기 헤드를 AM으로 기존과 동일한 형상에 대해 제작하여 연소시험을 성공 적으로 수행하였다. 이후 AM에 적합하게 설계된 가스 발생기 개발을 위해 CFD (computational fluid dynamics) 및 FEM (finite element method) 해석 [12], 단일 분사기 특성 파악, 축소형 모델에 대한 연 소시험, 본품에 대한 연소시험의 단계로 개발을 진행 하였다. Fig. 14에 나타난 것처럼 Arian 6의 Vulcain 2.1엔진부터 AM 제작에 적합하게 재설계된 가스발생 기 분사기 헤드가 적용될 예정이며 PROMETHEUS 엔진에도 적용될 것으로 추정된다. 분사기에는 일반적 인 하중에 사용되며 극저온에서 높은 연성을 가지는 316L, 연소실에는 고온에서 높은 강도를 가지는 Inconel 718이 사용되었다. 이 두 재질들은 분말의 수 급성이 우수하다. 열처리된 Inconel 718 소재에 대하 여 인장 시험을 수행하여 주조 및 단조 소재보다 항복 강도, 인장강도와 연신율이 모두 우수한 것을 보였다.
또한 비등방성 특성이 나타나지만 열처리를 통해 무시 할 수 있을 만큼 개선될 수 있는 것을 보였다[13].
또한 ESA에서는 FLPP 프로젝트를 통하여 발사체 추진 분야의 TRL (technology readiness level) 을 높이려 하고 있다. 이를 위해 5 kN 급 저장성 추진제 를 사용하는 엔진의 연소실과 분사기를 AM으로 제작 하려고 한다. 그리고 이 프로젝트에서 진공추력 115 kN의 상단용 수소 엔진 기술을 높이기 위해 SLM을 이용하여 밸브 및 분사기 헤드의 제작을 계획하고 있 다. 또한 향후 PROMETHEUS에 사용될 노즐 확장부 를 레이저에 기반한 DED 방법으로 제작하는 시도를 하고 있다[14].
Fig. 15 M10 Engine and AM Fabricated Combustion Chamber[15]
ESA와 Avio사에서는 VEGA-E 발사체에 사용될 추 력 100 kN, LOX/CH4 엔진인 M10을 개발 중에 있 다. 이 엔진의 연소기를 SLM을 이용하여 제작하고 축 소형에 대한 연소시험을 성공적으로 수행하였다. 그리 고 Fig. 15의 연소기 본품에 대한 연소시험을 계획하 고 있다. 연소기는 분사기 헤드와 냉각채널이 있는 노 즐로 구성되며 각각 하나의 부품이 이미 상용화 되어 있는 하나의 재질 (SMSP; single material single part) 로 구성된다. 분사기 헤드와 냉각 채널에 대한 설계, 수치해석, 레이저 변수 최적화, 표면 조도 향상 기법의 적용, 용접 및 구조 검증 등의 과정을 수행하 였다[15,16].
33..33 일일본본의의 JJAAXXAA
JAXA는 H3 발사체의 LE-9 엔진의 배관 및 분사기 를 AM으로 제작하였다. Fig. 16과 같이 SLM 기법으 로 500개가 넘는 각각의 분사기가 동시에 제작되어 헤드에 장착되었으며 축소형 연소기에 대해 시험한 결 과, 기존 기계 가공된 분사기와 성능에서 큰 차이가 없었다[17, 18].
Fig. 16 AM Fabricated Injectors on LE-9 Combustion Chamber Head[17]
Fig. 17 AM Fabricated Combustion Chamber Liner[19]
JAXA에서는 기초연구로 Fig. 17과 같이 재생냉각
채널이 포함된 연소실 내피를 DMLS 방법을 이용하여 제작하였다. 이 연소실은 LOX/ LCH4, 추력 30 kN 급이다. 내피 재질로는 상용 소재 C18150과 동등한 CuCrZr 동합금이 사용되었다. 내피 제작을 위해 최적 의 주변 가스, 분말 층 두께, 레이저 출력, 방사 회수, 스캔 속도 등을 조절하였다[19]. HIP 처리를 하여 상 대 밀도를 증가시키고 적층 방향과 무관하게 시편의 열전도도가 개선되는 것을 보였으며 X선 및 CT를 이 용하여 내부 결점을 조사하였다. 그리고 시편에 대한 인장 및 피로 수명 평가도 수행하였다. AM으로 제작 된 동합금 위에 레이저 기반 DED를 이용하여 이종 금 속의 접합 시편을 제작하고 인장시험을 수행한 결과, 접합부보다 동합금에서 먼저 파단이 발생하였다.
앞서 언급한 각국 정부기관 이외에도 다양한 민간 기업들이 로켓에 AM 기술을 적용하고 있으며[20] 국 내에서는 KARI를 중심으로 액체로켓엔진의 일부 부품 에 대해 AM을 적용을 위한 기초 연구를 진행하고 있 다. 누리호 75톤급 엔진용 터빈배기덕트 노즐을 DED 방법으로 제작하고 개발용 엔진에 적용한 사례가 있으 며 밸브류에 대한 적용을 위해 7톤급 엔진용 MOV 하 우징을 SLM 방법으로 제작하여 기술적 검토를 하였다 [20]. 또한 75톤급 엔진용 배플 분사기의 성능을 향상 시키기 위해 일체형으로 설계를 변경하고 SLM으로 제 작하여 수류시험을 하였다. 그리고 누리호 7톤급 엔진
Agency Project or Engine Parts Method
NASA
LCUSP MCC Inner Liner EB Welded After SLM
Outer Jacket DED (EBM + Wire)
AMDE
MCC with Regenerative Nozzle from LCUSP Injector Head, Thrust Structure, OTP, FTP, Valve,
Turbine Discharge Duct, Pipe PBF (SLM)
RAMPT MCC/Nozzle Extension Inner Liner DED (BPD) Outer Jacket Composite Overwrap
Ring Manifolds DED
ESA F L P P
PROMETHEUS
13 Parts including Turbopump Housing, Turbine
Disk, Valve, Gas-generator, MCC Injector Head PBF (SLM) Nozzle Extension DED (Laser based)
Vinci MCC Injector Head PBF (SLM)
5 kN Engine MCC with Injector Head PBF (SLM) 115 kN Engine Valve, Injector Head PBF (SLM) VEGA-E M10 MCC with Injector Head PBF (SLM)
JAXA H3 LE-9 Pipe, MCC Injectors PBF (SLM)
30 kN Engine MCC Inner Liner PBF (DMLS)
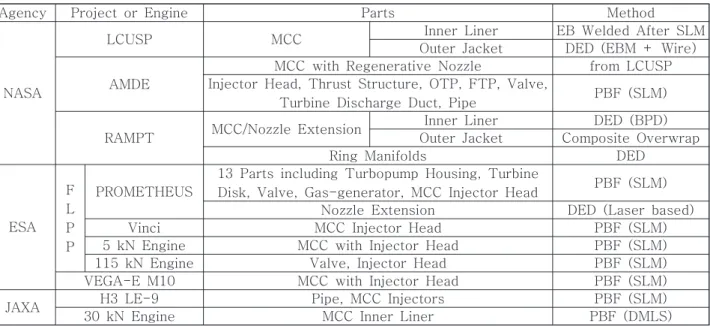
Table 1 Summary of AM Methods for Liquid Rocket Engine Parts
용 터보 펌프 터빈 후방 케이싱, 산화제 및 연료 펌프 케이스와 소형 전기펌프에 사용되는 일체형 인듀서-임 펠러를 SLM으로 제작하여 기술적 검토를 수행하였다.
44.. 요요 약약
여기서는 미국, 유럽, 일본 정부 기관의 액체로켓엔 진의 AM 제작을 위한 연구에 관하여 조사하였다.
AM은 SLM과 보다 낮은 해상도를 가지나 대형 구 조물에 대한 적용과 추가 제작이 가능한 DED 기법으 로 나누어진다. AM은 기존 제작 대비하여 장단점이 존재하여 복잡한 형상을 가진 부품의 제작에 사용되는 것이 부품 수, 제작 시간과 비용 감소라는 목적에 유 리하다. 특히 연소기의 경우 엔진 구성품 중에 가장 제작 시간이 길고 비싸며 무거운 구성품이어서 분사 기, 재생냉각 채널 및 노즐 확장부에 관한 많은 연구 가 수행되었다.
Table 1은 각 기관의 AM을 이용한 프로젝트, 적용 부품과 적용된 AM 방법을 요약하였다. 미국의 NASA 는 AMDE, LCUSP와 RAMPT 프로젝트를 통하여 세 계적으로 가장 많은 연구가 수행되었으며 특히 다른 나라들에 비해 SLM이외에 DED 기법이 많이 적용되 어 재생냉각채널을 포함하는 연소기 제작에 많은 기술 진보가 이루어졌다. 유럽에서는 ESA의 FLPP 프로젝
트를 중심으로 CNES, DLR, Ariane 그룹, Avio등이 참여하여 가스발생기, 연소기 헤드, 터보펌프, 밸브와 같은 주요 부품을 AM으로 제작하여 단품시험을 수행 하였다. 그리고 Arian 6와 PROMETHEUS에 적용하여 저비용을 추구하고 있다. 일본의 JAXA는 LE-9 연소 기 분사기를 AM으로 제작하고 연소실 냉각채널에 대 한 기초 연구를 수행하였다.
전반적인 추진 전략은 엔진 부품을 기존의 설계에 대해 AM으로 제작하여 제작 기술을 높이고 이후에 AM에 최적화된 설계를 하여 제작하는 것이다.
RReeffeerreenncceess
[1] P. Gradl, S. E. Greene, C. Protz, B. Bullard, J.
Buzzell, C. Garcia, J. Wood, J. Cooper, and J.
Hulka, “Additive manufacturing of liquid rocket engine combustion devices: a summary of process developments and hot-fire testing results,”
AIAA-2018-4625, 2018.
[2] P. Gradl, O. Milreles, and N. Andrews, “Introduction to additive manufacturing for propulsion systems,”
AIAA Propulsion Energy and Forum and Exposition, Indianapolis, I.N., U.S.A., 2019.
[3] O. Mireles and P. Gradl, “Additive manufacturing development, application and lessons learned,” The Manufacturing Problem Prevention Program, El Segundo, C.A., U.S.A, 2017.
[4] S. Soller, A. Barata, S. Beyer, A. Dahlhaus, D.
Guichard, E. Humbert, J. Kretschmer, and W. Zeiss,
“Selective laser melting (SLM) of inconel 718 and stainless steel injectors for liquid rocket engines,”
Space Propulsion Conference, Rome, Italy, SPC2016-312478, 2016.
[5] C. P. Jones, H. R. Elizabeth, B. K. Mary, and C.
Singer, “Additive manufacturing a liquid hydrogen rocket engine,“ Space Propulsion Conference, Rome, Italy, 2016.
[6] NASA MSFC, “Space technology game changing development rapid analysis and manufacturing propulsion technology (RAMPT),” NASA fact sheet,
FS-2018-05-040-MSFC, 2018.
[7] F. John, “Space technology mission directorate game changing development program: rapid analysis and manufacturing propulsion technology (RAMPT), MSFC-E-DAA-TN61457, 2018.
[8] P. R. Gradl and S. P. Christopher, ”Channel wall nozzle manufacturing technology advancements for liquid rocket engines,“ 70th International Astronautical Congress, Washington D.C., U.S.A., pp.
21-25, IAC-19-C4-3x52522, October 2019.
[9] NASA MSFC, “Standard for additively manufactured spaceflight hardware by laser powder bed fusion in metals,” MSFC Technical Standard MSFC-SPEC-3716, 2017.
[10]NASA MSFC, “Specification for control and qualification of laser powder bed fusion metallurgical processes,” MSFC Technical Standard MSFC-SPEC-3717, 2017.
[11]P. Simontacchi, R. Blasi, E. Edeline, S. Sagnier, N.
Ravier, A. Espinosa-Ramos, J. Breteau, and Ph.
Altenhoefer, “PROMETHEUS: precursor of new low-cost rocket engine family,” 8th European Conference for Aeronautics and Space Sciences, EUCASS2019-743, 2019.
[12]D. Kim, S. U. Ha, I. Y. Moon, and I. Moon,
“Design of mixing head part of combustion chamber for 8tonf class staged combustion cycle rocket engine,” Journal of Aerospace System Engineering, vol. 9, no. 2, pp. 34-40, 2015.
[13]S. Soller, R. Behr, S. Beyer, F. Laithier, M.
Lehmann, A. Preuss, and R. Salapete, “Design and testing of liquid propellant injectors for additive manufacturing,” 7th European Conference for Aeronautics and Space Sciences, EUCASS2017-306, 2017.
[14]D. M. Rosa, W. Schoroth, and K. Underhill,
“Overview of FLPP propulsion projects,” 7th European Conference for Aeronautics and Space Sciences, EUCASS2017-248, 2017.
[15]D. Kajon, D. Liuzzi, C. Boffa, M. Rudnykh, D.
Drigo, L. Arione, N. Ierardo, and A. Sirbi,
“Development of the liquid oxygen and methane M10 rocket engine for the Vega-E upper stage, 8th European Conference for Aeronautics and Space Sciences, EUCASS2019-315, 2019.
[16]D. Liuzzi, M. Sciarra, G. Bianchi, M. Rudnykh, and D. Drigo, “Firing test and program progress of the SMSP regenerative combustion chamber,” 7th European Conference for Aeronautics and Space Sciences, EUCASS2017-483, 2017.
[17]H. Kawashima, Y. Funakoshi, A. Kurosu, T.
Kobayashi, and K. Okita, “Development status of LE 9 engine for H3 launch vehicle,” AIAA Propulsion and Energy Forum, Indianapolis, I.N., U.S.A, pp.
19-22, August 2019.
[18]H. Kawashima, A. Kurosu, T. Kobayashi, and K.
Okita, “Design and development status of LE-9 engine for H3 launch vehicle,” 68th International Astronautical Congress, Adelaide, Australia, 2017.
[19]S. Moriya, T. Inoue, M. Sasaki, T. Nakamoto, T.
Kimura, N. Nomura, K. Kikuchi, A. Kawasaki, T.
Kato, and I. Masuda, “Feasibility study on additive manufacturing of liquid rocket combustion chamber,”
Trans. of JSASS Aerospace Tech. Japan, vol. 16, no.
3, pp. 261-266, 2018.
[20]K. Lee, B. Lim, D. Kim, M. Hong, and K. Lee,
“Technology trends in additively manufactured small rocket engines for launcher applications,” Journal of the Korean Society of Propulsion Engineers, vol. 24, no. 2, pp. 73-82, 2020.
![Fig. 1 Power-bed Fusion Process[1]](https://thumb-ap.123doks.com/thumbv2/123dokinfo/5101278.326613/2.892.107.403.291.501/fig-power-bed-fusion-process.webp)
![Fig. 3 Laser Wire Direct Closeout Process[2]](https://thumb-ap.123doks.com/thumbv2/123dokinfo/5101278.326613/3.892.530.731.371.614/fig-laser-wire-direct-closeout-process.webp)
![Fig. 5 AMDE Injector Head, FTP and MOV[3]](https://thumb-ap.123doks.com/thumbv2/123dokinfo/5101278.326613/4.892.111.401.781.1077/fig-amde-injector-head-ftp-mov.webp)
![Fig. 7 AMDE MCC Liner, Jacket and Firing Test[1]](https://thumb-ap.123doks.com/thumbv2/123dokinfo/5101278.326613/5.892.490.784.543.1036/fig-amde-mcc-liner-jacket-and-firing-test.webp)
![Fig. 11 Test of Composite Overwrapped Chamber and BPD Integral Nozzle[8]](https://thumb-ap.123doks.com/thumbv2/123dokinfo/5101278.326613/6.892.102.395.760.956/fig-test-composite-overwrapped-chamber-bpd-integral-nozzle.webp)
![Fig. 16 AM Fabricated Injectors on LE-9 Combustion Chamber Head[17]](https://thumb-ap.123doks.com/thumbv2/123dokinfo/5101278.326613/7.892.150.330.897.1068/fig-fabricated-injectors-le-combustion-chamber-head.webp)