전기투석용 바이폴라막의 개발 및 응용동향
김 득 주⋅남 상 용
†경상대학교 나노ㆍ신소재융합공학과, 공학연구원 (2013년 10월 22일 접수, 2013년 10월 23일 채택)
Development and Application Trend of Bipolar Membrane for Electrodialysis
Deuk Ju Kim and Sang Yong Nam†
Department of Materials Engineering and Convergence Technology, Engineering Research Institute, Gyeongsang National University, Jinju, 660-701, Korea
(Received October 22, 2013, Accepted October 23, 2013)
요 약: 바이폴라막을 이용한 전기투석공정은 의약산업, 음식산업 등과 같은 고부가 가치산업에 이용되어 왔으며, 용액으
로부터 산 또는 염기를 생산하거나 회수할 수 있는 공정으로 많은 각광을 받아왔다. 전기투석공정은 경제적이며 친환경적인 시스템으로 이온교환공정, 추출공정, 흡착공정과 같은 타 공정과의 복합화가 가능하다. 따라서 본고에서는 이온교환막과 이를 이용한 잠재성을 가진 응용분야에 대하여 조사하였다.
Abstract: Electrodialysis with bipolar membranes (EDBM) has recently gained increasing attention for the recovery and production of acids or bases from the corresponding salt solutions and other high value –added business like food processing and biochemical industry. EDBM possesses economical and environmental benefits and can complex with other process such as ion exchange process, extraction and adsorption. So this paper investigates a brief overview of development for bipolar membrane and EDBM with the practical application.
Keywords: bipolar membrane, electrodialysis, cation exchange membrane, anion exchange membrane, catalyst
1. 서 론
1)
최근 들어 에너지 고갈 및 확보문제로 인하여 미래지 향적이며 고효율성을 나타내는 시스템의 개발이 요구 되고 있다. 분리막은 개념적으로 물질에 대하여 선택적 으로 투과되어 원하는 물질을 얻는 것으로 정립이 가능 하다. 투과 선택되어지는 물질의 종류에 따라 기체분리 막, 수처리용 분리막, 이온교환막 등 그 활용성도 다양 하게 적용 가능하다는 장점으로 최근 들어 개발이 활발 히 진행되고 있는 분야 중 하나이다. 다양한 종류의 분 리막 중, 이온교환막은 양이온 및 음이온을 선택적으로 분리할 수 있는 이온선택성 막으로 연료전지 시스템, 유기산의 정제, 산ㆍ염기회수, 확산투석, 초순수 제조
†교신저자(e-mail: [email protected])
등 광범위한 분야에 응용이 되고 있다. 실제 이온교환
막은 해수에 대한 제염공정에 적용하고자 개발되었지
만 다양한 성능을 가지는 막 소재의 개발이나 시스템의
설계의 발전에 의하여 점점 그 활용 가능성이 증가되고
있는 추세이다. 그 중 전기투석(electrodialysis) 공정의
경우 이온교환막과 전기투석조의 양단에서 공급이 되
는 전기적 힘을 구동력으로 이용하여 이온성 물질을 분
리해내는 막분리 공정이다. 전기투석은 역삼투법과 비
교하여 분리막을 이용한다는 점에서는 동일하나 역삼
투법의 경우 구동력이 압력을 이용하여 수중의 모든 물
질이 제거되는 반면에 전기투석법은 전기적 힘에 의해
구동이 되어 전기적인 전하를 가진 물질만 제거가 되므
로 양이온 또는 음이온을 선택적으로 통과시키는 멤브
레인을 이용한다[1-2]. 양이온 교환막은 양이온을 선택
적으로 투과시키며, –SO3
−COO
−등의 음전하 작용기를
Company Product Compositions
Aqualytics (GERMANY)
AQ-BA-06 (PS) or AQ-BA-04 (PSf)
APLa poly-styrene/vinylbenzoyl-chloride co-polymer, diamines for charge and crosslinks CPLb Sulfonated polystyrene and Kraton G
CRc cation microbeads in polystyrene/vinylbenzoyl chloride co-polymer (PS) or in polysulfone (PSf) with tertiary and quaternary amines
FuMA-Tech
(GERMANY) FBM
APL polysulfone with bicyclic amines
CPL sulfonated, crosslinked poly-ether ether ketone CR poly acrylic acid/poly vinylpyridine salt complex Tokuyama-
(JAPAN) BP-1
APL aminated polysulfone CPL CM-1 Membrane
CR roughened with sand paper, Fe(III) ions WSI Technologies
(USA) WSI
APL Pall / Raipore R1030 CPL Pall / Raipore R1010
CR chromium (Ⅲ), immobilised as hydroxide Asahi Glass
Selemion (JAPAN)
BP-1
APL styrene/divinylbenzene co-polymer with quaternary amines including poly propylene support
CPL perfluorinated polymer with sulfonic acid groups
CR inorganic ion exchange layer such as zirconium oxide or aluminosilicate Tosoh
(JAPAN) BiTAC B-17
APL perfluorinated polymer with quaternary and secondary amines CPL perfluorinated polymer with sulfonic acid groups
CR not reported
Russian membranes
(RUSSIA)
MB-1, MB-3
APL ion exchange resin with secondary to quaternary amine groups (MB-1) or with quaternary amines (MB-3) in poly-ethylene binder
CPL
ion exchange resin with sulfonic acid groups (MB-1) or with phosphoric acid groups (MB-3) in polyethylene binder (similar to cation exchange
membrane MK-41) CR not reported
a Anion exchange layer, b Cation exchange layer, c Contact region
Table 1. Commercial Bipolar Membranes
포함하여 양이온을 투과시키고 음이온 교환막은 –NH
3+, –NR
3+등의 양전하 작용기를 포함하여 음이온을 선택 적으로 투과시키게 된다. 따라서 이온교환막을 개발하 기 위하여 일반적으로 상용화된 고분자에 관능기를 도 입시켜 제조된 막의 성능을 테스트한 연구결과들이 보 고되어 왔다. 일반적으로 이온교환막은 높은 투과선택 성, 낮은 전기저항, 우수한 물리적 강도 및 화학적 안정 성이 요구된다[3]. 최근 들어 기본 물성을 충족하며 고 성능을 가지는 바이폴라막 및 이온교환막의 개발로 인 하여 바이폴라막을 이용한 전기투석 공정에 대한 관심 이 급증하고 있는 추세이나 분리막의 개발이나 이를 응 용한 시스템의 개발 등 대부분의 기술력이 미국, 일본, 유럽 등 선진국의 주도하에 이루어지고 있는 현실이며
국내에서는 일부 연구소 및 대학에서 연구개발을 시작
하고 있는 추세이다[4]. 세계최초로 개발된 ASTOM社
의 바이폴라 이온교환막은 라이신, 콜라겐, 젖산의 제조
등 고부가가치 상품의 제조 공정에 다양하게 사용되고
있으며 Tokuyama社, Fumatech社 등 세계 여러 기업들
이 바이폴라막을 제품화하여 활용되고 있다. 상용화된
바이폴라막에 대한 기본적인 정보를 Table 1에 대하여
나타내었다. 따라서 이를 극복하고자 정부차원의 많은
투자가 이루어지고 있고 앞으로 발전 가능성이 고부가
가치산업으로써 계속적으로 연구가 이루어져야 할 분
야이다. 따라서 본고에서는 바이폴라막 소재에 대한 연
구동향과 바이폴라막의 응용 및 활용방안에 대하여 최
근까지 개발된 내용에 대하여 조사하였다.
Fig. 1. Principle of bipolar membrane.
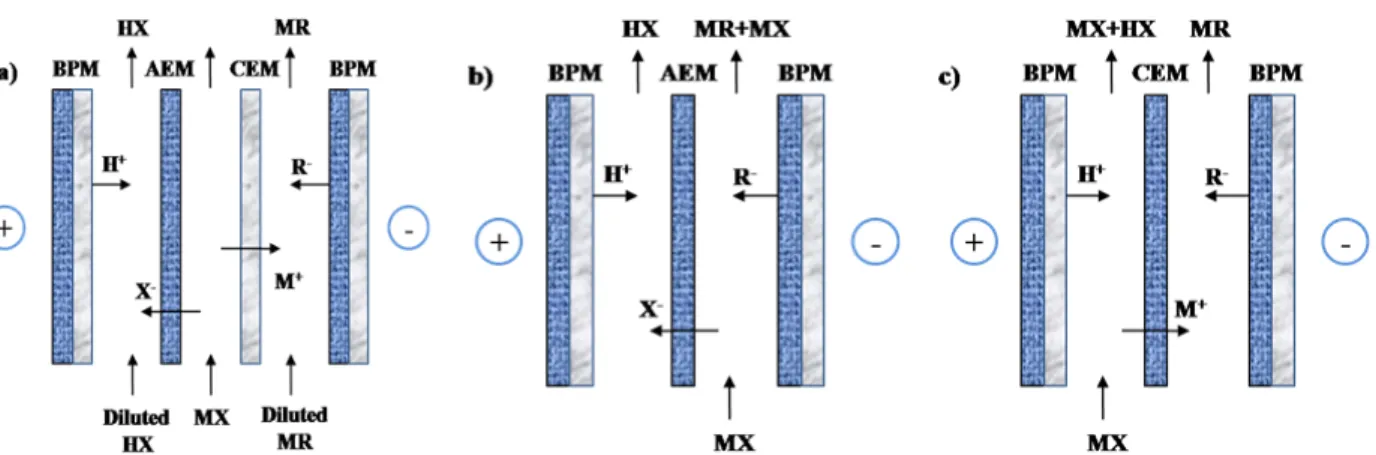
Fig. 2. Ion exchange mechanism of bipolar membrane system (a) 3- compartment EDBM; (b) 2- compartment BM/AEM; (c) 2- compartment BM/CEM.
2. Bipolar memebrane의 기본원리
바이폴라막을 이용한 시스템은 전기가 공급이 되면 양ㆍ음이온 교환막의 접합부분에서 물이 해리되어 H이 온과 OH이온이 되어 이들이 전기를 운반하게 된다. 이 처럼 바이폴라막은 주로 물의 해리를 담당하는 역할과 동시에 이온을 선택적으로 동시에 이동시키는 역할을 담당하고 있다. Fig. 1에 바이폴라 멤브레인 시스템을 나타내었다. 바이폴라막은 공급된 H이온과 함께 산이 생성되며 OH이온에 의해 염이 생성되어 동시에 산과 염기를 동시에 생산 및 농축을 시킬 수 있는 시스템으 로 기존의 단일 이온교환막보다 향상된 효율성을 나타 내고 있다. 이러한 원리로 전기투석으로 응용할 경우 산화환원반응이 필요하지 않고, 한대마다 전극이 필요 하지 않게 되므로 설치공간이 작고 운영비의 저감을 이
룰 수 있다. 이러한 원리를 이용하여 바이폴라막과 양 이온 교환막, 음이온 교환막을 이용하여 산ㆍ염기를 변 환하는 시스템으로 만들어 이용하고 있다.
2.1. 바이폴라막과 음이온 또는 양이온 교환막의 조합에 따른 전기투석방법
전기투석은 양이온과 음이온을 선택적으로 투과시키 기 위하여 바이폴라막과 양이온/음이온 교환막을 이용 하여 시스템을 설계가 가능하다. 원하는 생성물의 상태 에 따라 2단 또는 3단으로 설계가 가능하다.
2.1.1. 바이폴라막ㆍ양ㆍ음이온 교환막을 이용한 3단법 (3-compartments method)
3 단법은 바이폴라막, 음이온 교환막, 그리고 양이온 교환막을 동시에 이용한다. 이 방법은 주로 고순도의 산/염기를 동시에 생산하기 위한 공정에 적용하여 산과 알칼리염에서 산과 알칼리가 생성된다(Fig 2).
2.1.2. 바이폴라막/양ㆍ음이온 교환막을 이용한 2단법 (2-compartments method)
이 방법은 바이폴라막과 양ㆍ음이온 교환막을 이용한
다. 2단법은 시스템을 설계하는 방법에 따라 다르나 일
반적으로 2단법은 약산과 약알칼리의 염으로부터 유기
산과 유기염을 회수하거나 새롭게 생산하는데 이용하게
된다(Fig. 2). 이 밖에도 공정설계를 변형하여 다양한 물
질에 대하여 적용이 가능하다. 분리막 챔버를 추가로 도
입함으로써 분리효율을 향상시킬 수 있으며 농축공정의
경우 산과 염기의 농축도를 향상시킬 수 있다.
Category Methods
Material for membrane
polymerization
introduction of functional groups blending
crosslinking
Layer attachment introduction and design of support layer development of material
Attachment technology laminating, pressing, casting, gluing, co-extruding, modifying Contact region polymerization
introduction of functional groups
Table 2. General Skills for Manufacture of Bipolar Membrane
Fig. 3. Quaternization with the aliphatic diamines of vari- ous lengths of the aliphatic chain (n = 1 – 6) [6].
Base polymer Ion exchange group
Anion exchange
layer
poly-styrene-co-divinylbenzene tertiary, quaternary amines poly-sulfone di-amines, quaternary amines poly-vinylidene fluoride different diamines
poly-ether sulfone quaternary amines
poly-methyl methacylate-co-glycidyl methacrylate quaternary amines
Cation exchange
layer
poly-styrene-codivinylbenzene sulfonic acid
poly-butadiene-co-styrene sulfonic acid
poly-phenylene oxide sulfonic acid
poly-sulfone sulfonic acid
poly-ether ether ketone sulfonic acid
Table 3. Base Polymer and Ion Exchange Groups in Bipolar Membranes
3. 바이폴라막의 연구 개발동향
고성능을 가지는 바이폴라막은 우수한 이온교환능력 을 가지는 고분자 소재의 개발과 동시에 이를 접합시키 는 고도의 기술력, 양극의 분리막 계면 접착력 등 여러 가지 인자들을 고려하여 제조를 하여야 하며 바이폴라 막을 개발하기 위한 주요 인자들을 Table 2에 나타내었 다. 양ㆍ음이온 교환막은 다양한 소재에 대하여 연구개 발이 진행되어 왔으며 현재까지 개발되어온 이온교환 막 소재에 대하여 Table 3에 정리하였다. 본고에서는 바이폴라막을 제조하기 위한 여러 인자 중 고성능을 가 지는 이온교환막 및 바이폴라막의 제조를 위한 연구동 향에 대하여 알아보았다. Wessling 등은 sulphonated poly (ether ether ketone) (SPEEK) 고분자를 이용하여 cation exchange membrane 을 제조하였으며 Neosepta社 의 CMX, CM2, CMS 분리막과의 비교성능 평가를 진 행하였다. 상용화된 이온교환막에 비하여 이온교환능력 등 전반적인 물성이 낮았지만 poly (ether sulfone) 고분
자와의 블렌딩, 술폰화도의 조절을 통하여 이온교환능
력의 조절이 가능하였으며 순수 고분자의 개질을 통하
여 향상된 물성을 나타냄을 확인가능하였다[5]. 또한
quaternized PSf 고분자(Fig. 3)와 알킬그룹 체인 사슬길
이가 조절된 다양한 종류의 아민 화합물을 이용하여 음
Fig. 4. Water uptake of S-PEEK/PES blends measured in pure water. Crosses: membrane in sodium-form; diamonds : membrane in proton-form. Theoretical lines are based on a linear mixing rule which uses the water uptake of pure PES (wS-PEEK = 0%) and pure S-PEEK (wS-PEEK =
100%) [7]. Scheme 1. The bromination and amination reactions as
well as the possible structure of anion-exchange layers with different type of functional groups. (a) Bromination, (b) secondaryamination, (c) tertiary amination, (d) I type quaternary amination and (e) II type quaternary amina- tion[8].
Fig. 5. Schematic diagram of bipolar membranes prepared from the same base material PPO[9].
이온 교환막을 제조하고자 하였다. 동일한 구조를 가지 는 아민화합물의 경우 알킬체인길이가 길어질수록 상 대적으로 이온교환능력이 향상되었으며 막의 저항 또 한 감소가 됨을 확인할 수 있었으나 방향족 그룹을 포 함하는 다이아민 화합물은 오히려 막의 저항성을 급격 히 증가시키는 문제를 야기하였다[6]. 또한 Wessling 그 룹은 poly (ether sulfone)와 SPEEK 고분자를 블렌딩하 여 SPEEK의 함량과 도입된 Na
+, H
+이온에 따른 이온 교환능력에 대한 연구를 진행하여 최적화된 조성을 모색 하고자 하였다(Fig. 4)[7]. Xue그룹은 poly (2,6-dimethyl- 1,4-phenylene oxide) (PPO) 고분자와 methylamine (MA), dimethylamine (DMA), trimethylamine (TMA), triethylamine (TEA), tri-n-propylamine (TPA), tri-n-bu- tylamine (TBA) and dimethyethanolamine (DMEA) 과 같은 다른 종류의 아민화합물을 이용하여 도입된 아민 그룹이 이온교환능력에 어떠한 영향을 미치는지에 대 한 연구를 진행하였으며 합성 및 반응 메커니즘을 scheme 1, Fig. 5 에 나타내었다. 도입된 아민화합물의 경우 치환된 메틸기의 수가 증가할수록 높은 이온교환 능력을 가지며 막의 저항 또한 감소하였다. 그러나 다 이아민 화합물의 사슬길이가 증가될수록 막의 이온교 환능력이 감소됨과 동시에 막의 저항 또한 증가가 되는
결과를 확인 가능하였다[8-9]. JIANG그룹은 chlorom-
ethylated polysulfone 과 diamine, N,N-dimethyl-1, 3-
propanediamine 을 이용하여 음이온 교환막을 제조하였
으며 sulfonated polysulfone (s-PSf)을 사용하여 양이온
교환막을 제조하였으며 bilayer, multilayer를 가지는 바
이폴라막을 제조하여 특성평가를 진행하였다. 특히
s-PSf 의 경우 이온교환능력이 낮은 단점을 보완하고자
cation exchange resin 을 첨가하여 분리막을 제조하였으
Fig. 6. The effect of resin powder amount on bipolar membrane resistances[10].
Fig. 7. SEM pictures of the cut view of the PVA/PE membranes : (a) PVA/PSSNa (1300×) and (b) PVA/PEVPBr (2000×).
(c) PVA/PSSNa//PVA/PEVPBr BM (2000×) [12].
Fig. 8. Cross-linking mechanism of HEMA/MPD with TMC[13].
며 resin의 함량에 따른 분리막의 성능테스트가 진행되 었다. 그 결과 resin의 함량이 증가할수록 막의 저항은 감소하였으며 이온선택성이 증가함으로써 우수한 성능 을 가지는 분리막의 제조방법으로 가능성을 확인할 수 있었으며 계면의 상태에 따라 물성의 변화가 나타남을 확인하였다(Fig. 6)[10-11]. Metayer그룹은 Poly (vinyl alcohol) (PVA) 와 상업화된 poly (sodium styrenesulfo- nate) (PSSNa) 를 양이온 교환막으로 사용하였으며 poly (N-ethyl-4-vinylpyridinium bromide) (PEVPBr) 를 음이 온 교환막으로 사용하였다. Pressing 공정에 의하여 제 조된 PVA/ PEVPBr, PVA/PSSNa 바이폴라막(Fig. 7)은 water dissociation catalyst 촉매가 첨가되었을 때 양극 성을 나타내었으며 chromium 양이온을 투과시켰을 경 우 가장 우수한 성능을 나타냄을 확인할 수 있었다[12].
Moon 등은 상업화된 NEOSEPTA (CM-1, AM-1) 이온
교환막을 이용하여 바이폴라막을 제조하였으며 친수성의 계면바인더를 제조하여 바이폴라막 성능을 테스트하였다.
본 연구에서는 2-hydroxyethyl methacrylate (HEMA)와
m- phenylenediamine (MPD) 을 바인딩 물질로 사용하
였으며 화학적 안정성을 증가시키기 위하여 trimesoyl
chloride (TMC) 를 이용하여 가교반응을 진행하였다
(Fig. 8)[13]. TMC 를 가교제로 사용하여 제조된 바이폴
라막의 경우 상업화된 Tokuyama社의 BP-1 바이폴라막
과 비교하여 전기저항이 감소하였으며 분리막의 함수
율이 증가하여 친수성 바인더가 분리막에 끼치는 영향
을 확인할 수 있었다. Chen 등은 2-methacrylic acid 3-
(bis-carboxymethylamino)-2-hydroxyl-propyl ester (GMA-
IDA) 와 porous poly (vinylidene fluoride) PVDF 고분
Fig. 9. Schematic diagram of PAMAM G3 : the initiate core is ethylenediamine and the repeating unit is – CH
2CH
2CONHCH
2CH
2N–[16].
Scheme 3. Synthesis of PEEK-g-StSO
3Na[17].
Scheme 2. Overall procedure for the preparation of PVDF-GMA-IDA bipolar membrane. (A) dc power supply, (B) voltmeter, (C) bipolar membrane, (D) platinum electrodes (12 cm × 8 cm) and (E) thermostatic bath[14].
자를 plasma-induced polymerization을 이용하여 바이폴 라막을 제조하였다(Scheme 2). 다공성 PVDF막을 지지 체로 사용하였으며 GMA-IDA를 지지체에 그라프팅시 켜 준비되었다. GAM-IDA를 그라프팅시킴으로 인해 분리막의 contact angle은 감소되었지만 전해질의 농도 와 확산도는 증가되었다[14]. 또한 acrylic acid (AA: – COO −), 4-vinyl pyridine (4VP: –NH+Cl−)를 poly (2- hydroxylethylene-methacrylate (2-HEMA)/n-butylacrylate (BA)/ glycidyl-methacrylate (GMA)) 와 함께 그라프팅 반응을 통하여 샌드위치 형의 바이폴라막을 제조를 하 여 특성평가를 진행하였다[15]. Pan그룹은 Starburst
dendrimer polyamidoamine (PAMAM) 과 (Fig. 9) sulfo-
nated poly (phenylene oxide) (SPPO) 를 이용하여 바이
폴라막을 제조하였다. PAMAM의 경우 다량의 아민기
가 포함되어 있음으로써 향상된 전기적 물성을 가지고
자 하였으며 분자구조와 분자량이 상이한 PAMAM을
사용함으로써 그 영향을 확인하였다[16]. Chen 등은
Scheme 4. Schematic diagram of preparation of AEL and CEL of SPSEBS-PVA-QPSEBS BPM[18].
Scheme 5. Schematic representation of a BPM with a M OH as the IL[20].
poly (ether ether ketone) (PEEK), sodium sulfonic styr- ene (StSO
3Na) 을 이용하여 side-chain 타입의 고분자를 그라프팅 반응을 통하여 제조하였다(Scheme 3). 도입된 StSO
3Na 그룹의 그라프팅율이 증가할수록 함수율과 이 온교환능력이 향상되었으며 멤브레인의 저항이 감소함 을 확인하였다[17]. Dharmalingam 등은 sulfonated pol- ystyrene ethylene butylene polystyrene (SPSEBS)-poly (vinyl alcohol) (PVA), Quaternized polystyrene ethyl- ene butylene polystyrene (QPSEBS) 바이폴라막을 제조 하여 특성평가를 진행하였으며 합성과정을 scheme 4에 나타내었다. 물분해 효율을 향상시키기 위하여 중간매 개체로 PVA를 사용하여 술폰화, 아민화를 진행하여 관 능기를 도입시켜 바이폴라막 특성평가를 진행하였다 [18]. 바이폴라막의 제조는 이미 언급하였듯이 소재의 준비 및 계면접착기술, 계면활성촉매 등 여러가지 요소 가 접목되어있는 기술로써 분리막 계면에 대한 연구와
소재탐색 또한 그동안 많은 연구가 되어왔다. Pan그룹
은 바이폴라막 계면촉매로써 친수성을 가지는 poly-
ethylene glycol (PEG) 소재를 이용하여 특성평가를 진
행하였다. 본 연구에서는 sulfonated polyphenylene ox-
ide (SPPO) 고분자 분리막을 제조한 후 캐스팅 방법으
로 분자량이 각각 다른 PEG를 사용하였으며 전기적인 거
동에 대하여 분석이 이루어졌다. 그 결과 사용된 PEG
촉매는 물분해를 활성화 시키는 역할을 하였으며 PEG
분자량과 함량이 증가할수록 물분해 기능이 향상되었
다[19]. Shahi 등은 바이폴라막 계면에 silica, titanium,
zirconium 과 같은 금속 알콕사이드 화합물을 이용하여
계면의 접착력 및 물 분해율을 향상시키고자 하였다
(Scheme 5). 그 결과 금속 알콕사이드 화합물이 도입되
었을 경우 막의 저항성이 감소가 되었으며 특히 실리카
가 사용된 바이폴라막의 경우 가장 낮은 막 저항도를
나타내었다[20]. Gao 등은 막 접촉시 이온전도성 spacer
Application Scale* Process characteristics Economic estimation Recovery of HF and HNO3 I 3C**-EDBM; membrane area, 3 × 105 m2;
recovery ratio, 90% for HF, 95 for HNO3; profits, $870 000/year Recovery of NaOH semi-I membrane area, 0.5 m2; current yield, 82%;
product concn, 1 M NaOH EC : a 5.0 kWh/kg of NaOH Recovery of NH3 and HNO3 semi-I membrane area, 120 m2; desalination rate, 97%; tot. cost : US$ 0.34/kg of NaNO3
Recycling of
dimethylisopropylamine semi-I membrane area, 0.3 m2; current yield, 30-70%; EC : 2.5-5.0 kWh/kg of amine Flue gas desulfurization I 3C-EDBM; membrane area, 560 m2; current
efficiency, 86%; EC : 1400 kWh/ton of NaOH
Regeneration of heat stable
desulfurizing agent LS membrane area, 7.07 cm2; productn capacity,
5.55 kgPz/year Pz; market price, $31/kg of Pz
Recovery of gluconic acid PS 2C-EDBM; membrane area, 0.19 m2; Na faradaic yield, 85.4%
membrane replacement,
$0.03/kg of Na gluconate;
Recovery of methanesulfonic
acid (MTA) I 3C-EDBM; membrane area, 64 m2;
methanesulfonic conversion ratio, 95%; market price, $5,500/ton of MTA Recovery of an amino acid I 3C-EDBM; membrane area : 3 × 180 m2;
concn of organic acid, 4-6 M; no information available Production of lactic acid I 2C-EDBM; membrane area, 280 m2; current
yield, 60%; conversion ratio, 96% EC, 1 kWh/kg of acid Regeneration of
camphorsulfonic acid PS
3C-EDBM; BM area, 0.14 m2; faradaic yield, 7%; salt conversion : 98.5%; final acid concentra- tion, 0.8 M
EC : 3,000 kWh/T of acid
Productn of vitamin C
(ascorbic acid) LS 2C-EDBM; current efficiency, 75%;
acid concn, 1 M EC : 1.4-2.3 kWh/kg of acid
Productn of citric acid PS 2C-EDBM; BM area, 0.004 m2;
current efficiency, 70%; acid concn, 30 g/L EC : 2-5 kWh/kg of acid
Productn of salicylic acid LS
3C-EDBM; Tokuyama BM; elementary cell voltage, 30 Vat 750 A/m2; current efficiency, 80-90%
EC : 15-20 kWh/kg of product
Conversion of sodium acetate PS 5C-EDBM; BM area, 0.008 m2; current efficiency 99.9%,
EC : 1.5-2.2 kWh/kg of product (1 M sodium acetate)
Regeneration of p-toluenesulfonic
acid LS 2C-EDBM; mean current efficiency, 50% EC : 1.2 kWh/kg of acid Regeneration of formic acid LS 3C-EDBM; mean current efficiency, 80%; acid
concn, 7 mol/L EC : 2.6 kWh/kg of acid
Recovery of sulfuric acid LS 6C-EDBM; 3C-EDBM EC, 2.4 kWh/kg of acid
Recovery of Mg2+ and protein LS EDBM EC : 1.7 kWh/kg of Mg2+,
0.6 kWh/kg of protein
*Scale : I = industrial plant, semi-I = semi-industrial pilot, LS = lab scale, PS = pilot scale
**# C = Number of compartment
![Fig. 3. Quaternization with the aliphatic diamines of vari- vari-ous lengths of the aliphatic chain (n = 1 – 6) [6].](https://thumb-ap.123doks.com/thumbv2/123dokinfo/5470652.440099/4.892.84.808.168.363/fig-quaternization-aliphatic-diamines-vari-lengths-aliphatic-chain.webp)
![Fig. 5. Schematic diagram of bipolar membranes prepared from the same base material PPO[9].](https://thumb-ap.123doks.com/thumbv2/123dokinfo/5470652.440099/5.892.106.402.136.453/fig-schematic-diagram-bipolar-membranes-prepared-base-material.webp)
![Fig. 6. The effect of resin powder amount on bipolar membrane resistances[10].](https://thumb-ap.123doks.com/thumbv2/123dokinfo/5470652.440099/6.892.487.787.141.411/fig-effect-resin-powder-bipolar-membrane-resistances.webp)
![Fig. 9. Schematic diagram of PAMAM G3 : the initiate core is ethylenediamine and the repeating unit is – CH 2 CH 2 CONHCH 2 CH 2 N–[16]](https://thumb-ap.123doks.com/thumbv2/123dokinfo/5470652.440099/7.892.229.710.139.409/fig-schematic-diagram-pamam-initiate-ethylenediamine-repeating-conhch.webp)
![Table 4. Process Economics for EDBM Applications[4]](https://thumb-ap.123doks.com/thumbv2/123dokinfo/5470652.440099/9.892.82.811.167.1009/table-process-economics-for-edbm-applications.webp)
![Fig. 15. Cell configurations for the production of organic acids with different radicals by using electrodialysis with bipolar membranes (EDBM) : BP, bipolar membrane; A, anion exchange membrane; C, cation-exchange membrane [28]](https://thumb-ap.123doks.com/thumbv2/123dokinfo/5470652.440099/11.892.88.423.139.508/configurations-production-different-radicals-electrodialysis-membranes-membrane-exchange.webp)
