< 기 술 논 문 >
CopyrightⒸ2014 KSAE / 130-18 pISSN 1225-6382 / eISSN 2234-0149 DOI http://dx.doi.org/10.7467/KSAE.2014.22.4.145 Transactions of KSAE, Vol. 22, No. 4, pp.145-151 (2014)
ECU 품질 개선을 위한 Accelerated Run-in Test 설계 및 효과고찰
조 효 근
*콘티넨탈 오토모티브 파워트레인 하드웨어팀
Design and Application of Accelerated Run-in Test for ECU Quality Improvement
Hyogeun Cho
*Powertrain Engine System ECU(Electronic Control Unit) Electronics, Continental Automotive Systems Corporation, 45-29 Saeum-ro, Icheon-si, Gyeonggi 467-080, Korea
(Received 12 November 2013 / Revised 27 December 2013 / Accepted 21 January 2014)
Abstract : Modern vehicle has a lot of ECU(Electronic Control Unit) products to control many parts such as engine, transmission, brake, body and so on. ECU quality is one of important factors related to vehicle quality and driver's safety. Based on Bath-tub curve which presents failure rate during product lifetime, we designed and applied Accelerated Run-in Test into manufacturing line by simulating stress amount to ECU and developing the required software and efficient test equipment for mass production. This test makes ECU products stressed through electrical and thermal stresses under excessive driving condition, which induce potential initial failure of components in the ECU during production. The outcome until these days proved that Acceleration Run-in Test have reduced initial failure rates and increased quality of ECU products in the field outstandingly.
Key words : Electronic Control Unit(ECU, 전자제어장치), Engine Management System ECU(EMS ECU, 엔진 제어 장치), Accelerated run-in test(가속화된 런인 시험)
Subscript1)
ASIC : application specific integrated circuit
1. 서 론
오늘날 자동차는 환경, 에너지 문제 등에 대한 대 응, 그리고 높아지는 안전, 편의 욕구에 대한 대응이 전자기술에 의해 구현되며, 이제 달리는 전자부품 이라 불릴 정도로 전장부품 비율이 높아지고 있다.
자동차에 대한 품질지수는 기계 부품의 품질뿐만 아니라 전자제어장치(ECU)의 품질이 밀접하게 연 관되어 있다.
*Corresponding author,
E-mail: [email protected]
제품 불량으로 인해 값비싼 대가를 치르고, 회사 의 이미지를 실추시키는 ‘리콜’ (불량 제품 회수)을 피하려는 이유 외에도, 사람의 생명과 직결되는 에 어백 / 엔진 / 변속기 제어장치 등의 작동 중단 및 불 량에 따른 비용 손실을 방지하기 위해 자동차 내의 ECU에 대한 품질의 중요성이 각별히 중요시되고 있고, 일반적으로 다른 전자 제품보다 높은 초기 품 질, 내구성과 신뢰성을 요구하고 있다.
ECU는 자동차의 기계 및 시스템을 전자 제어하는 장치로서, 차량의 운행과 안전에 직접적인 영향을 미 치므로, 제품 품질의 중요성은 날로 부각되고 있다.
따라서 ECU 제품의 대량 생산 기간 동안 충분한 검증 및 효과적이고 효율적인 시험을 통해 신뢰성과 내구 성이 보장된 ECU 제품을 생산하는 것이 요구된다.
조효근
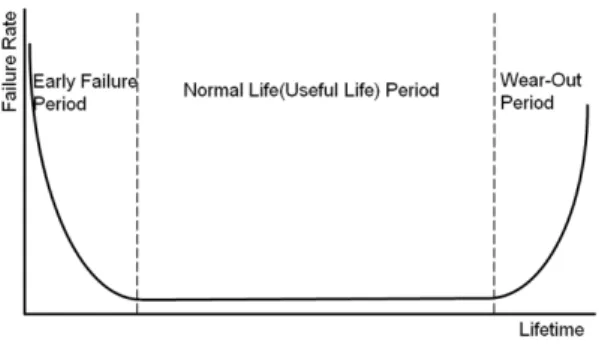
Fig. 1 Bathtub curve
Fig. 1은 제품의 전형적인 불량률과 제품 수명과 의 관계를 나타내는 욕조곡선(Bathtub Curve)이다.
본 연구에서는 제품 설계, 제조 공정상의 결함 또 는 잠재적인 결함을 가진 부품으로 인하여 불량 발 생 빈도가 높은 초기 고장 기간의 일정 시간을 거치 도록 하여, 제품 출고이후 발생하는 필드 불량을 줄 이고 대량 생산 과정에서 적용할 수 있는 효과적이 고 효율적인 Run-in Test을 제안하고자 한다.
2. Run-in Test System 설계
Accelerated Run-in Test system은 대량 생산의 시 험 공정 중 ECU 제품에 가속화된 전기적, 열적 스트 레스를 인가하여 Bath-tube curve의 초기 고장 기간 의 일정 시간을 거침으로써, 제조 공정상의 결함이 나 ECU의 반도체 소자가 가지고 있는 잠재적인 초 기 불량을 생산 시험 시스템에서 검출하고자 하는 것이다. Bath-tube curve는 3부분으로 나눠지는데, 이 중 Normal life period의 불량률은 생산 공정의 안 정화, 각 공정의 세부 특성에 대한 철저한 관리를 통 해 낮출 수 있고 마모고장기간 동안의 불량률은 제 품 개발 단계 동안 수명 시험(Life Time Test), 초가속 수명시험(Highly Accelerated Lifetime Test), 개발제 품 검증 절차 등의 여러 과정을 통해 제품 수명이 검 증이 된다. 하지만 초기 고장 기간 동안의 불량률은 대량 생산 공정의 수십 초 정도의 기능 시험만으로 는 줄일 수 없고 적절한 스트레스 인가를 통해 초기 고장 기간의 일정시간을 거칠 수 있도록 하여 불량 률을 줄일 수 있다.1) Run-in Test system은 스트레스 인가량, ECU제품의 구동방법 및 진단, 생산 장비 설 계 및 구현, 생산라인 내의 불량률과 출고이후 필드
불량의 모니터링 등 종합적인 프로세스가 요구된 다. 실제 Run-in Test system에는 EMS ECU(엔진제 어장치)가 적용대상이 되었으므로 EMS ECU 중심 으로 시험장비 설계 및 양산 적용, 필드 불량 분석에 대한 사례를 설명하고자 한다.
2.1 Stress Amount (스트레스 량) 설계
대량 생산의 효율을 높이고 실제 차량 조건보다 많은 스트레스 량을 인가하기 위해 가속 계수(Acce- leration Factor)를 도입하고 대량 생산 공정에서 수 용 가능한 시험 시간을 정의하였다. 두 가지 요인 모 두 크게 설정할수록 스트레스 량을 커지나, 제품 시 험을 위한 시간이 한정되어 있으므로 가속 계수 목 표치는 30, 시험 시간은 24분을 통해 총 720분을 주 행한 효과를 갖도록 목표 설정을 하였다.첫째로 가속 계수는 반도체 소자의 신뢰성 고장 모델에 의거하여 Table 1과 같이 정의된다.
EMS ECU에는 PCB(Printed Circuit Board), ASIC, 범용IC, BJT, FET, IGBT(Ignition Bipolar Transistor), R(Resistor), L(Inductor), C(Capacitor) 등 특성이 서로 다른 소자를 가지고 있으나 이 부품들을 모두 고려 한 가속 계수를 산출해내는 것은 아주 어렵다. 이를 간소화하고 EMS ECU에 가장 많이 쓰이는 주요 부 품을 고려하여 Table 1의 반도체 신뢰성 고장 모델 에 의거한 가속 계수를 적용하였다.
반도체 소자의 가속 계수에는 Electronmigration 과 Surface Inversion 두 가지가 있다.3,4) 실제 정확한
Table 1 Acceleration factor
4)ECU 품질 개선을 위한 Accelerated Run-in Test 설계 및 효과고찰
비율을 알아내기 힘들기 때문에 가속 계수 계산 시 50%, 50% 비율로 적용하였다.
Run-in test에 적용된 EMS ECU는 실차 조건의 차 량 동작 시 평균 소모전류 Ifield 는 약 1.7A이고 제품 기준 평균 온도는 약 49°C로 나왔다. 가속 계수 목표 치 30을 맞추기 위해 시험 동안 흐르는 평균 전류 Itest 는 3A, 평균 온도 Ttest는 83°C로 목표치를 정하였다.
또한 스트레스 량을 증가시키고 720분의 주행효과를 달성하기 위해 시험 시간을 24분으로 설정하였다.
ECU 단품의 기능시험 시간은 제품 설계 복잡도, 시험요건, 공정과정에 따라 달라지지만 일반적으로 ECU생산 업계는 1분 이내에 하나의 시험공정을 마 치게 되지만, Run-in Test의 총 시험 시간은 24분으 로 정하였다. Fig. 6과 같이 시험 장비 개발 시 64개 의 ECU 제품을 한 번에 시험이 가능하도록 멀티 테 스트 시스템으로 설계되었다.2) 이를 통해 대량 생산 공정에서 중요시되는 시험 효율성을 올릴 수 있었 고 동시에 스트레스 량의 목표치를 만족되게끔 구 성하였다. 이때 제품 1개당 소요되는 시험 시간은 24분 / 64 = 22.5초로 환산되어 대량 생산 공정에 적 용할 수 있음을 확인하였다.
2.2 EMS ECU의 구동 조건
우선 EMS ECU의 하드웨어를 살펴보면, 일반적 으로 Fig. 2와 같이 구성되어 있다.
- 마이크로 컨트롤러 & 메모리 - 전압 레귤레이터
- 디지털 / 아날로그 입력단 - 출력단(출력소자 및 IGBT) - CAN/K-line 통신단
EMS ECU가 소형화되고 많은 기능이 요구됨에 따라 이를 집적화한 ASIC 사용이 높아지는데 일반 적으로 전압 레귤레이터와 출력단은 ASIC으로 구 성되고 입력단은 R, C 수동소자로 구성된다.
ASIC의 불량 발생 확률이 저항, 커패시터와 같은 수동 소자에 비해 훨씬 높고 대부분의 전류가 출력 소자와 점화용 IGBT, 전원 레귤레이터에서 소모되 므로 이 부품들에 대한 가혹한 조건의 적용이 필요 하고, 각 부분에 맞는 구동조건은 다음과 같다.
아날로그 / 디지털 입력단에는 일정한 전압이 인
Fig. 2 Block diagram of EMS ECU
가되도록 하였다. 이때 입력단의 RC필터회로와 풀 업/풀다운 저항으로 인해 전류 유입량은 극히 제한 적이다.
ECU 제품의 Itest, Ttest를 높이기 위해서는 출력 단의 인젝터와 이그니션을 12000 rpm 조건으로 구 동, 다른 출력단은 50Hz(6000 rpm)조건으로 구동시 킴으로써 평균 전류 소비를 증가시키고 빠른 주파 수로 구동시켜 출력단의 클램핑 에너지와 스위칭 에너지를 증가시켜 소자, ASIC, FET 등 출력소자의 온도와 주변 온도를 짧은 시간 내에 올리도록 하였다.
Fig. 3과 같이 ECU 제품의 Itest, Ttest 에 직접적인 영향을 주는 전원 전압은 차량 상태에 근접한 13.5V 로 정하고 ECU의 차량 내 동작과 유사하도록 주기 적인 전원 ON/OFF를 반복하도록 하여, 24분의 시험
Fig. 3 Temperature profile in chamber & power supply
profile of tester
Hyogeun Cho
Table 2 Test loads for ASIC and IGBT
시간 내에 90개 사이클로 구성하였다. 한 주기를 16 초로 정하였고 14초 동안 EMS ECU 제품은 위와 같 은 구동조건으로 실행되고, 2초 동안 꺼지는 것을 90회 반복하게 된다.
테스트 로드는 차량 조건에 근접한 등가로드로 구성할 경우 전류 목표치에 도달시킬 수 없는 경우 가 생기므로, 반도체 소자의 특성과 출력단 용량에 적합한 테스트 로드를 할당하여 전류 목표치와 온 도 목표치에 도달할 수 있도록 구성하였다.
2.3 SW (SoftWare) 로직 개발
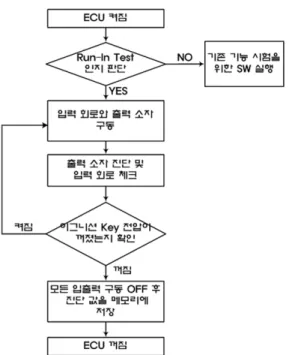
64개 EMS ECU제품이 동시에 시험할 수 있는 런 인 시험 장비는 개별적으로 제품과 통신하여 입출 력 회로 구동 및 진단정보를 읽어 들이는 것은 사 실상 어렵다. 각 EMS ECU제품이 켜질 때 특정 아 날로그 입력의 전압을 통해 기능시험인지, Run-in Test인지를 판단하도록 하여, Run-in Test로 인식이 되면 스스로 구동하는 기능(autostart)을 넣어 장비 의 overhead를 줄이고 시험 시간을 절약할 수 있었 다. EMS ECU의 SW 개발은 Fig. 4의 흐름도로 구성 하였다.
ECU에 전원 전압이 들어오면 SW는 Accelerated Run-in Test로 갈 것인지 기존 기능 시험을 갈 것인 지 판단하게 된다. Accelerated Run-in Test로 가게 되 면 ECU는 앞서 설명된 구동 조건에 따라 스스로 입 력회로와 출력 소자를 구동하게 되고, 입력 회로와 출력 소자들에 대한 실시간 진단을 통해 입력회로 및 출력 소자들의 정상, 불량(단락과 단선) 정보를 마이크로컨트롤러의 RAM영역에 저장 및 업데이트 하게 된다. 그리고 한 주기(16초)의 끝을 알려주는 이그니션 Key 전압을 확인하여 전압이 계속 켜져 있으면 입력 회로와 출력 소자를 구동하는 것과 내 부 회로 진단을 계속 하게 된다. 이후 한 주기의 마 지막에 이그니션 Key 전압이 떨어지면 이를 확인하
Fig. 4 Flowchart in EMS ECU SW operation for run-in test
여 입력 회로와 출력 소자 구동을 모두 끄고 진단 값 을 플래쉬 메모리 특정 주소에 저장한 후 ECU는 꺼 지게 된다. 이그니션 Key 전압이 켜지면 ECU가 깨 어나 다음 주기가 시작되고 SW는 같은 기능을 반복 수행하고 진단 값은 플래쉬 메모리의 다음 영역에 저장한다. SW내부적으로 90회 주기까지 반복되도 록 제한하였다. 24분(90회 주기)이후 시험 장비는 모든 EMS ECU제품(최대 64개)에 대해 90회 주기의 진단값을 플래쉬 메모리로부터 읽어 불량 유무를 판별한다. 불량이 발생할 경우 불량 발생한 주기, 불 량 회로(아날로그/디지털 회로, 출력소자 등), 불량 유형(입력회로 전압 이탈, 출력소자의 단선, 단락 등)을 알 수 있다.
3. Run-in Test System 구현 및 적용
기존의 시험 방식은 ICT(In Circuit Test)를 거친 후 온도 조건이 다른 기능 시험 2 ~ 3회를 거쳐서 제 품 검증을 하게 된다.
Fig. 5 Test process of ECU
Design and Application of Accelerated Run-in Test for ECU Quality Improvement
Accelerated Run-in Test가 추가된 시험 방식에서 는 Fig. 5에서 보는 바와 같이 ICT과 저온조건 기능 시험 1을 거친 후 Accelerated Run-in Test를 수행하고 고온조건 기능 시험 2를 수행하여 제품 검증을 하도 록 구성하였다.
Fig. 6 Block diagram and picture of run-in test system
ICT(In Circuit Test), 기능 시험 1, 2는 시험 장비 1 대가 제품 1개에 대해서 시험되는 것이고 이를 시험 하는데 각각 수십 초 정도 소요된다. 하지만, 수 십
분 이상을 소요하는 Accelerated Run-in Test 에서는 대규모 생산 방식에 적용될 수가 없기 때문에 한꺼 번에 수십 개의 제품을 동시에 시험할 수 있도록 멀 티 ECU 테스트 시스템을 구축하여 대량 생산 공정 에서 수용 가능한 시험 시간을 구성할 수 있었다.
Fig. 6은 Run-in 시험장비 블럭도와 실제 생산라 인에 구성된 사진이다. 온도 챔버(Thermal Chamber) 안에 64개의 ECU 제품이 장착될 수 있도록 64개의 핀블럭이 있고 각 핀블럭은 외부 테스트로드와 연 결되어있다. ECU가 장착되면 출력단에 테스트로 드, 전원전압이 연결되고 입력단에 아날로그, 디지 털 신호가 입력되도록 구성하였고 1대의 컴퓨터가 제어하여 시험을 수행할 수 있도록 구성하였다. ECU 제품의 복잡도와 시험 공정 구성에 따라 ICT, 기능 시험의 시간이 달라지는데, 이에 맞게 Accelerated Run-in Test의 스트레스 시간을 탄력적으로 변경하 여 적용할 수 있다.
3.1 EMS ECU의 스트레스 측정
Fig. 7은 EMS ECU제품의 부품 배치도이고 선정 된 부품은 점화용 IGBT, 출력단을 구동하는 출력소 자(ASIC1,2)와 차량 밧데리 전원은 받아 ECU내부의 전원을 일정하게 공급해주는 전압 레귤레이터 집적 회로이다. 대부분의 전류가 이 부품들에서 소모되 고 불량 발생 확률이 수동 소자에 비해 훨씬 높기 때 문에 이 부품들을 중점적으로 온도를 측정하였다.
Fig. 8은 생산 공정의 Accelerated Run-in Test에서 시간에 따른 ECU 제품의 중요 부품 소자의 온도를 관찰한 것이다.
시험이 진행되는 동안에 입력 회로와 출력 소자, 전압 레귤레이터, 점화 IGBT 등은 온도 챔버에 의한 열적 스트레스와 EMS ECU 구동되는 동안 전기적 / 열적 스트레스를 동시에 받게 되고 결과적으로 부 품 소자의 온도로 발현이 된다. 점화IGBT, ASIC1/2, 전압 레귤레이터의 최고 온도는 107°C, 121°C, 100°C, 120°C로 챔버 온도보다 훨씬 높은 온도가 형 성되었다. 시험 시간동안 한 개의 EMS ECU에 흐르 는 평균 전류 Itest는 약 3.1A로 측정되었다. 제품의 평균온도를 정확히 정량화하기는 어려우나 각 중요 소자의 온도와 챔버 온도의 측정값을 감안하면 Ttest
조효근
Fig. 7 Component selection on hardware placement for thermal measurement
Fig. 8 Thermal measurement during accelerated run-in test
는 83°C 정도로 잡을 수 있다. 이에 따른 가속 계수 는 32.28이 되고 24분의 시험 시간을 통해 실차 조건 774분의 주행효과를 가지게 된다.
3.2 효과 분석 및 고찰
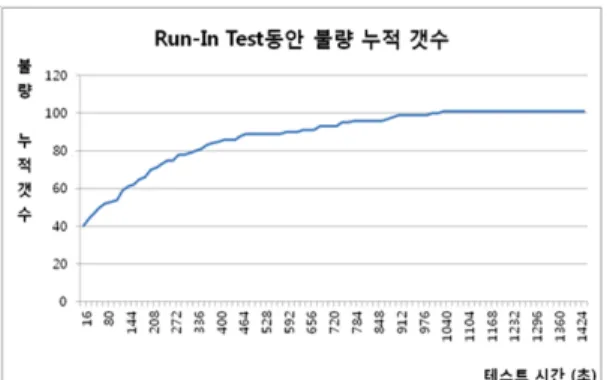
앞서 설명한 EMS ECU SW로직에 의해 각 제품은 총 90회 주기에 대한 입출력 진단 정보를 가지고 있 고 시험의 마지막 부분에서 시험장비가 불량 유무 를 확인한다. 불량이 발생한 제품은 로그파일에 불 량 시점, 불량 발생한 회로 등에 대한 정보가 기록된 다. Fig. 9는 Accelerated Run-in Test를 2006년 3월에 생산라인에 적용한 후 490,000개 EMS ECU 제품의
Fig. 9 Accumulative failure number during run-in test
24분의 시험 기간 동안 불량 검출 누적 개수를 조사 한 것이다.
시험 시간 초기에 대다수의 불량이 발생하고 시 간이 갈수록 불량 발생은 줄어들어, 후반부터는 불 량 발생이 거의 나타나지 않았다. 이는 욕조곡선의 초기 고장기간과 일치하는 현상이다. 공정 순서상 ICT, 기능 시험1을 통과한 제품이므로 24분의 시험 시간 동안 스트레스 인가를 통해 잠재적인 불량이 발현됨을 알 수 있다.
Fig. 10은 Accelerated Run-in Test 적용 시점 전후 를 비교한 0-km return과 Field return 데이터를 수집 한 결과이다. 0-km return은 차량 조립 후 완성차가 소비자에게 전달되기 전까지의 불량을 지칭하고 Field return은 소비자에게 인도된 이후 발생한 불량을 지칭 한다. 현저히 줄어든 고객 불량 자료를 통해 Run-in Test 효과를 확인할 수 있었다. 특히 완성차 업계가 가장 중요시하는 0-km return 불량률은 적용 시점 이 후 두드러지게 줄어들었음을 확인할 수 있다.
Fig. 10 0km / field failure rate of EMS ECU
ECU 품질 개선을 위한 Accelerated Run-in Test 설계 및 효과고찰
4. 토 의
기존의 EMS ECU 제품 시험 공정은 ICT, 저온, 고 온 기능 시험으로 구성되고 수십 초내에 각 시험을 완료한다. 제품의 전원단, 입/출력단, 통신단 회로 등은 아주 짧은 시간동안 시험한 후 출고가 되는데, 제품이 가지는 초기 고장기간의 높은 불량률을 줄 이거나 대량 생산 기간 동안 제조 공정상의 결함과 잠재적인 결함을 가진 부품을 걸러내기가 힘들고 오늘날 자동차 품질과 안정성에 대한 요구를 대응 하기 어렵다. 따라서 Run-in Test 의 도입이 요구된다.
이 논문에서 소개된 Accelerated Run-in Test의 장 점은 열적, 전기적 스트레스를 동시에 인가하고 멀 티 ECU 테스트 시스템 구현함으로서 짧은 시간동 안 많은 스트레스가 인가할 수 있고 대량 생산에 적 용 가능한 테스트 시간을 가진다. 일반적으로 제품 1개당 수 십분이 소요되는 시험공정은 대량생산체 제에 적용할 수가 없다. 또한 ECU 제품의 기능과 복 잡도, 완성차 업계의 요구사항에 따라 탄력적으로 테스트 시간을 늘려서 대량생산 체제에 적용할 수 있다.
하지만 장비 가격이 기능 시험 장비보다 3배정도 비싼 것이 단점이다. 단점을 줄이기 위해 여러 개의 EMS ECU 제품군을 적용할 수 있도록 공용화하여 장비 효율성을 높이는 것이 요구된다.
5. 결 론
Run-in Test는 제품 출고 이후 ECU 제품의 품질을
높이고 초기 불량을 줄이기 위해 개발되었다. ECU 에 가해지는 전기적 열적 스트레스를 계산, SW 로 직 개발 및 그에 맞는 테스트 장비 구성을 통하여 대 량 생산 공정에 Accelerated Run-in Test를 적용하였 다. Bathtub Curve에 의거한 초기 고장 기간의 일정 시간을 거치도록 하여 제품 출고 후에 생기는 0-km return과 Field return 불량을 줄일 수 있었고 Accele- rated Run-in Test의 긴 시험 시간은 장비 개발 시에 수십 개의 제품을 한 번에 시험 가능하도록 하여 제 품 당 시험 시간을 줄임으로써 대량 생산 공정의 생 산 능력, 시험 효율성과 제품 품질을 높이기 위한 신 뢰성을 모두 구현할 수 있었다.
References