Electrospinning의 원리와 응용
특 집
CERAMIST
공축 전기방사 및 열처리 공정을 통하여 제조된 중공 탄소나노섬유는 공정의 편의성뿐만 아니라 재료 자체의 미세구조 및 사이즈에 기인한 우수한 물성과 중공 구조 에 의한 다기능성 구현 등의 장점으로 인하여 각광받아 왔다. 그러나 낮은 공정 재현성 때문에 전기방사에 의한 중공 탄소나노섬유의 제조방법이 처음 제시된 2006년 이후 활발한 연구가 진행되지 않았다. 본 총설에서는 본 연구진의 연구를 중심으로 중공 탄소나노섬유의 제조에 적합한 재료선정, 공정 조건에 따른 나노섬유 형상, 탄화 온도에 따른 탄소나노섬유의 미세구조 변화, 다공성 부 여에 따른 탄소나노섬유의 형태 및 미세구조, 실리콘의 복합화를 통한 탄소나노섬유의 에너지 소자 응용에 관해 살펴보고자 한다.
1. 서론
탄소나노섬유는 흑연 유사구조와 나노 사이즈로부터 기인하는 우수한 물성으로 연료전지,
1)슈퍼캐퍼시터,
2)더블레이어 캐퍼시터
3)및 리튬이온전지의 극재료
4)등과 같은 에너지 소자에의 응용 뿐만아니라, 바이오 센서
5)와 스트레인 센서,
6)케미컬 센서,
7)항균 소재,
8)마이크로웨이 브 흡수 장치,
9)자기저항 장치
10)등의 다양한 소자에 응 용되고 있다. 탄소나노섬유는 화학 증착법
11)혹은 공축 전기방사 공정 및 열처리 공정
12)을 통하여 제조되는데, 화학 증착법을 통하여 제조된 탄소나노섬유의 경우 구조 의 완전성이 뛰어나지만 길이가 제한적이고, 다기능성
재료 제조에 어려운 반면, 전기방사 된 탄소나노섬유는 불완전한 미세구조를 가지고 있으나, 공정 측면에서 연 속적이며 형상 제어가 용이하고, 특히 전기방사 공정이 진행되는 동안 나노구조형 재료의 복합화가 가능하므로 다기능성 탄소나노섬유 제조에 유리한 방법이다.
13)따라 서 전기방사 및 열처리 공정을 활용한 다기능성 탄소나 노섬유 제조에 대한 연구가 활발히 진행되고 있다.
탄소나노섬유 복합화의 방향은 크게 나노사이즈의 보 강재가 탄소나노섬유에 분산되어 있는 형태
14)와 탄소와 보강재가 두 층 이상으로 구획되어 있는 형태
15)로 나뉜 다. 분산되어 있는 형태는 나노입자 혹은 나노입자의 전 구체를 탄화가 가능한 고분자 용액에 함께 넣어 전기방 사 및 열처리 하는 방법으로 제조가 용이하나, 제조된 나 노입자의 뭉침 현상을 막기 어렵고 나노섬유의 균일도가 떨어지는 단점이 있다. 반면, 두 층 이상으로 구획된 형 태는 열처리 혹은 후처리에 의하여 제거되는 물질에 나 노입자 혹은 나노입자의 전구체를 포함시키고 탄화가 가 능한 고분자를 하나의 층으로 하여 제조된다. 이 방법은 층간의 독립적인 기능 부여로 응용 잠재성이 높으나 공 축 전기방사 공정을 활용하기 때문에 방사의 조건이 제 한적이므로 많은 연구가 이루어지지 않았다.
따라서 본 총설에서는 여러 층으로 구획된 탄소나노섬 유를 제조하기 위한 재료 조성 및 제조 공정, 탄소나노섬 유의 특성 평가, 다공성 탄소나노섬유의 제조, 실리콘 복 합 탄소나노섬유의 제조 및 리튬이온전지 음극재로의 응 용 등에 대하여 살펴 보고자 한다.
공축 전기방사를 이용한 탄소나노섬유의 제조 및 에너지 소자 응용
글
_ 이병선, 유웅열
서울대학교
이병선, 유웅열
특 집
CERAMIST
2. 중공 탄소나노섬유의 제조 공정 및 코어 재료 선정
중공 탄소나노섬유의 제조에 있어 선결조건은 공축 전 기방사 공정을 활용하여 코어/쉘 구조가 명확히 형성된 전구체 나노섬유를 제조하는 것이다. 전기방사 공정은 고분자 용액 등과 같은 높은 점도를 가진 유체에 고전압 을 인가하여 마이크론 이하의 직경을 가진 섬유를 제조 하는 방법이다.
16)매커니즘적으로는 고전압에 의하여 고 분자 용액에 대전된 힘이 액체의 표면 장력을 이겨 고분 자 용액 젯이 형성되고, 용액이 가진 전하로 인한 상호간 척력에 의하여 젯이 신장되고, 이때 용매의 휘발이 발생 하여 나노 혹은 마이크로 스케일의 섬유가 형성된다. 전 기방사 공정은 재료 자체의 변수와 공정 변수에 의하여 조절되는데, 재료 자체의 변수로는 고분자의 분자량 및 농도, 이들에 의하여 결정되는 점도, 용액의 전기전도도, 표면 장력 등이있다. 공정 변수는 인가된 전압, 노즐과 섬유의 타겟 간 거리(tip-to-collector distance, TCD), 유 속 및 노즐의 직경 등이다. 이외에도 온도 및 습도 등의 환경 변수도 존재한다. 공축 전기방사란 코어 용액 토출 부를 쉘 용액의 토출부 내에 축을 일치시켜 배치한 노즐 (Fig. 1 참조)
17)을 이용하여 동심원 형태의 단면을 가진 섬유를 제조하는 전기방사공정을 의미한다. 용액이 2종
이상이 되기 때문에 앞서 기술한 재료 자체의 변수도 증 가할 뿐 아니라, 두 용액 상호간의 관계 역시 변수가 되 기 때문에 일반 전기방사에 비하여 가능한 조성이 제한 적이다. Moghe와 Gupta에 의하여 정리된 내용에 따르면 공축 전기방사 공정은 전기방사가 가능한 쉘 용액을 활 용하고, 쉘 용액의 점도 및 전기전도도가 높고, 휘발성이 적은 용매를 사용하는 경우에 공축 전기방사가 용이하다.
18)중공 탄소나노섬유의 제조를 위하여 공축 전기방사 공 정과 더불어 중요한 것이 열처리 공정이다. 일반적으로 탄소를 backbone으로하는 고분자나 방향족을 기반으로 한 피치 등이 탄화가 가능하지만, poly(acrylonitrile) (PAN)은 전기방사를 통한 나노섬유의 제조와 탄화가 용 이하여 탄소나노섬유의 주된 전구체로 활용되었다. PAN 의 열처리 공정은 일반적으로 공기 분위기와 240-300℃
의 온도범위 내에서 공기 중의 산소를 이용하여 분자 내 수소를 제거하고, C≡N 결합을 C=N-C 결합으로 대체함 으로써 ring 구조를 형성하기 위하여 수행하는 안정화 공 정과 아르곤이나 질소 등의 비활성 기체 분위기와 600℃
이상의 고온에서 상기 안정화된 PAN 분자가 수 나노미 터 단위의 불완전한 흑연 구조의 결정으로 성장하는 탄 화 및 불활성 기체 분위기와 2000℃ 이상의 고온에서 완 전한 흑연 구조를 형성하는 흑연화 공정 등으로 구성된 다.
19)일반적인 탄소나노섬유는 270-300℃ 정도의 안정 화와 1000℃ 정도의 탄화를 통하여 제조된다.
20)공축 전기방사 공정을 활용하여 중공 탄소나노섬유의 전구체는 코어에 추후 제거가 가능한 물질을 투입하고, 쉘에는 탄화가 가능한 물질을 투입하여 제조된다. 이 방 법은 2006년 Zussman 및 Yarin 등에 의하여 poly(methyl methacrylate) (PMMA) 코어/PAN 쉘 조성을 활용하여 전기방사 된 탄소마이크로 섬유를 제조하는 데 사용되었 다 (Fig. 2).
12)N, N-Dimethyl formamide(DMF)를 용매로 사용하여 제조된 두 용액은 상호간 섞임도가 크기 때문 에 코어/쉘 구조의 형성이 어렵고 결과적으로 뚜렷한 중 공 구조를 얻지 못하므로, 확실한 겹구조의 형성을 위하 여 PAN/DMF 용액을 순간적으로 고화시킬 수 있는 ace- tone을 도입하였다.
12)그러나 acetone의 첨가에도 불구하 고 여전히 PMMA와 PAN 용액의 섞임도가 높고,
13)300℃
Fig. 1.
공축 전기방사 노즐 모식도.
17)CERAMIST
공축 전기방사를 이용한 탄소나노섬유의 제조 및 에너지 소자 응용
이하의 낮은 열분해 온도
21)로 인하여 PAN의 안정화 및 탄화 공정에 의하여 발생하는 수축으로 중공 구조의 형 성이 용이하지 않아, 재현이 어렵고 나노단위의 외경을 가진 탄소섬유의 제조가 용이하지 않았다. 한편, 2009년 에 이르러 Yu 등은 mineral oil을 활용하여 Sn의 전구체 인 tributyltin(TBT)를 PAN의 코어에 남기고 octane을 활용하여 mineral oil을 제거 후 열처리하여 나노사이즈 의 직경을 가진 Sn 코어/C 쉘 구조를 제조하였다 (Fig.
3).
15)Mineral oil의 경우 점도의 조절이 어려워 코어부의 직경을 조절하는데 어려움이 있고, 열처리 과정에서 안 정화 공정을 배제하고 수행함에 따라 쉘의 구조와 두께 가 일정하지 않은 등의 문제로 인하여 균일한 탄소나노 섬유의 제조가 용이하지 않았다. 이로부터 본 연구진은 PAN과 같은 DMF를 사용하여 이질감이 적으면서도 코 어 용액과 PAN/DMF 용액의 섞임도가 적어 뚜렷한 계 면을 형성하고, 열분해 온도가 안정화 온도인 240-300℃
이상에서 시작되며, 열분해 후 질량이 5% 미만으로 중공 구조의 형성이 가능한 코어 재료를 선정하였다. 이렇게 선정된 acrylonitrile(AN)계 공중합체인 Styrene-co-acry- lonitrile(SAN)을 코어에 도입하여 단면 형상의 조절이 용이한 중공 탄소나노섬유를 제조하였고 탄화 온도의 변 화 및 다공성 부여 효과에 대하여 연구하였다.
13, 22, 23)3. 중공 탄소나노섬유의 형태 및 미세 구조 분석
SAN을 코어 재료에 활용함으로써 나노사이즈의 직경 을 가진 균일한 탄소나노섬유의 제조가 가능하게 되었 다.
13)Fig. 4 a)와 b)에서와 같이 1µm 이하의 직경과 200
Fig. 3. (a) 1000℃ 에서Ar/H2
의 분위기에서
5 h 동안 열처리된나노섬유의
TEM image, (b) 탄소(blue)및 주석(yellow) 의 원소 대응
image, (c) 중공 탄소나노섬유에 포함된 Sn@carbon TEM image, (d) (c)에서 표시된 부분의 단결정
Sn과 흑연구조 탄소에 대한HRTEM및
SAED(inset) image.15)Fig. 4.
중공 탄소나노섬유의
(a) FE-SEM 및(b) TEM image와 (c)타원형 단면에 대한 정량 분석.
13)Fig. 2. (a,b) Zussman 등에 의하여 제조 된 탄화된 중공 탄소
마이크로섬유의
SEM images, (c) 배열된 중공 탄소 마이크로섬유, (d) 표면에 아치 구조를 가진 탄화된 마이크
로튜브.
12)이병선, 유웅열
특 집
CERAMIST
nm 이하의 직경을 가진 튜브형태의 균일한 탄소나노섬 유를 제조할 수 있었으며 탄소나노섬유의 단면을 Fig. 4 (c)와 같이 정량적으로 평가하였다. 코어와 쉘의 이심률 이 0.50과 0.64로 비교적 큼에도 불구하고 쉘의 두께는 장 축과 단축 방향으로 각 144 및 134 nm로 균일하게 형성 되었다.
SAN/PAN 조성을 활용하여 재현성 및 전기방사 공정 변수에 따른 중공 및 쉘 두께 조절을 확인하기 위하여 코 어 용액의 유속 및 농도, 쉘 용액의 농도를 변화시켜 Fig. 5 와 같이 직경 및 이심률에 대한 정량적 평가를 수행하였 다.
13)코어의 유속 및 농도가 증가함에 따라 코어에 공급 되는 SAN의 양이 증가하여 중공 구조가 증가하였고, 이 심률과 외경은 큰 차이를 보이지 않았다. 쉘의 농도가 증 가함에 따라서는 중공의 직경과 쉘의 두께가 공히 증가 하였고, 이심률은 감소하는 경향을 보였는데, 이는 쉘 용 액의 농도가 증가됨에 따라 코어 용매의 증발을 가로막
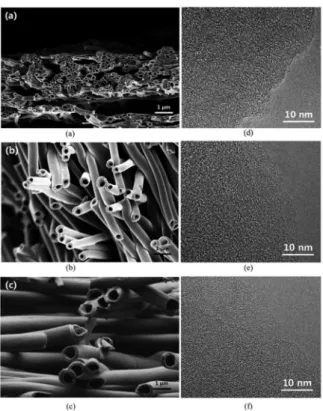
아 코어부의 수축이 감소하였기 때문으로 보인다. 한편, 중공 탄소나노섬유 외경 및 쉘 두께에 따른 미세구조의 변화에 대하여 정량적인 분석을 수행하였다 (Fig. 6).
PAN계 탄소나노섬유는 불완전하고 작은 흑연 결정인 터보스트래틱(turbostratic) 결정과 비정질로 구성되어 있 으며, 중공 탄소나노섬유도 비슷한 구조로 구성되어 있 다. 정량적인 분석 결과, 쉘의 두께가 얇을수록 전체적인 결정화도는 36.2%에서 42.7%로 증가하였으나, 각 결정 의 길이(La) 및 두께(Lc)가 각각 4.6 겹에서 3.4 겹으로, 4.56 nm에서 1.13 nm로 감소하였고, 층간 거리(d
002)가 0.342 nm에서 0.356 nm로 증가하는 등 터보스트래틱 결정 자체는 작고 불완전하게 형성되었다.
13)이는 결정핵 형성 및 결정 성장의 길항 작용으로 인하여 쉘 두께가 얇 을수록 결정핵의 형성이 우세하기 때문이고, 두꺼울수록 결정 성장이 우세한 것으로 보인다.
미세 구조 변화의 주된 변수가 열처리 온도이므로 탄 화 온도에 따른 중공 탄소나노섬유의 미세구조 변화에
Fig. 6. (a-c)
두께 별 중공 탄소나노섬유의
SEM image, (d-f) 해당
HR-TEM image. (a) 및 (d): S-1 (thinnest), (b) 및 (e): F-2 (moderate), (c) 및(f): S-3 (thickest).13) Fig. 5. (a-c):중공 탄소나노섬유의 외경 및 내경
. (d-f) 제조 공정에 따른 이심률. (a) 및
(d): SAN 유속 효과(0.1 to 0.5 mL/h), (b) 및 (e) SAN 농도 효과(20 to 30 wt%), (c)및
(f) PAN 농도 효과(10 to 20 wt%)). (a-c) Inset fig- ure는 쉘 두께를 나타냄.13)대하여 검토하였다.
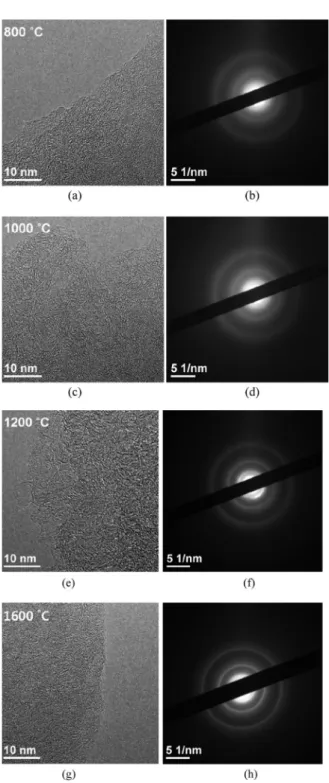
22)SAN의 열분해로 인하여 탄화 온 도에 관계없이 모두 중공 구조를 가졌으며, 탄화 온도가 800℃에서 1200℃로 증가함에 따라 직경이 점차 감소하 다가, 1600℃에서 약간 증가하였다(Fig. 7). 이는 사다리 형태의 안정화된 PAN 분자가 흑연층으로 발달됨에 따 라 나타나는 현상으로 보인다.
19)중공 탄소나노섬유의 미 세구조를 분석한 결과, 터보스트래틱 결정의 두께와 길 이가 각각 3.3 겹에서 8.1 겹으로, 1.28 nm에서 10.62 nm로 온도가 증가함에 따라 증가하였으며 층간 거리는 0.362 nm에서 0.341 nm로 감소하였고, 그에 대한 역격 자 패턴이 점차 뚜렷해지므로 흑연 구조의 탄소 결정의 완성도와 크기가 함께 발달됨을 확인하였다 (Fig. 8).
22)다공성 탄소나노섬유는 고온의 열처리 공정에서 열분 해 되는 고분자를 PAN/DMF의 쉘 용액에 첨가하여 유 탁액 형태로 제조하여 전기방사 및 열처리를 통해 얻거 나,
24)제조된 탄소나노섬유를 고온에서 활성화하여 얻을 수 있다.
25)유탁액을 활용하여 제조하는 경우 다공성을
전기방사 공정에 따라 부여할 수 있기 때문에 공정의 간 소화 측면에서 우수하다. 이 방법은 활성화시키는 경우
Fig. 8.
탄화 온도에 따른 중공 탄소나노섬유의
HR-TEM image.(a and b) 800, (c and d) 1000, (e and f) 1200, and (g and h) 1600℃.22)
Fig. 7.
탄화 온도에 따른 중공 탄소나노섬유의
FE-SEM image:(a) 800, (b) 1000, (c) 1200, (d) 1600℃. (e) 탄화 온
도에 따른 직경 분포.
22)CERAMIST
공축 전기방사를 이용한 탄소나노섬유의 제조 및 에너지 소자 응용
와 달리 공극의 크기가 수 나노에서 수십 나노미터에 달 한다. 그러므로 본 연구에서는 공극의 활용이라는 관점 에서 우수하여 유탁액을 활용하여 다공성 중공 탄소나노 섬유를 제조하였다. SAN을 공히 중공과 공극의 원형으 로 활용하여 연속적인 코어의 중공 구조와 다공성 쉘이 구현된 탄소나노섬유를 얻었다 (Fig. 9).
23)쉘 용액에 첨 가된 SAN으로 인하여 전체적인 점도가 낮아져 앞서 쉘 의 농도 조절에 의하여 외경과 쉘 두께가 공히 감소한 것 과 같은 원리로, 같은 조건에서의 중공 탄소나노섬유에 비하여 외경은 835 nm에서 397 nm으로, 쉘 두께는 145 nm에서 110 nm로 감소하였다. 미세구조는 중공 탄소나 노섬유에 비하여 터보스트래틱 결정의 두께와 길이가 4.6 겹에서 4.9 겹으로, 4.54 nm에서 5.00 nm으로 증가 한다. 한편, 층간 거리 역시 0.361 nm에서 0.376 nm로 증가하여 다소 예외적인 경우로 용액 점도의 감소에 의 한 효과와 쉘 내부의 SAN의 열분해로 인한 구조 변화 등 복합적인 요인에 의한 결과로 추가적인 연구가 필요 하다. 한편, 다공성 부여에 따라 공극은 단위 섬유의 단 면적 당 9.4개가 분포하였고, 타원체 형태로 섬유의 축방 향으로 형성된 장축의 평균 길이는 75.2 nm, 섬유의 단 면 방향으로 형성된 단축의 길이는 35.1 nm로 조사되었
다. 쉘에 공극이 추가적으로 형성됨에도 불구하고, 유탁 액 내에서 SAN과 PAN 사이의 완벽한 계면 형성으로 인하여 BET 비표면적이 중공 탄소나노섬유와 동일하게 나왔으나 (원형 물질과의 계면 형성이 뚜렷한 경우 그렇 지 않은 경우와 비교하여 비표면적이 현격히 적다.), 중 공 탄소나노섬유에 비하여 공극의 총 부피와 사이즈가 각각 42.6%와 41.2% 증가하였다.
23)4. 중공 탄소나노섬유의 리튬이온전지 음극재 로의 활용
중공 탄소나노섬유의 중공 코어에 전기화학 특성이 우 수한 재료의 복합화를 통한 음극소재 개발 연구가 이루 어졌다. 탄소 음극소재의 이론적인 용량은 372 mAhg
-1로 여섯 개의 탄소로 구성된 육각형의 중심에 한 개의 리 튬 원자를 저장하는 경우이다.
26)상용화된 흑연은 온전한 흑연구조에 리튬이온의 출입이 안정적으로 반복되는 반 면, 중공 탄소나노섬유와 같이 터보스트래틱 결정구조를 갖는 탄소의 경우 미세구조 발달 정도에 따라 용량이 결 정되며, 흑연 구조의 완성도가 낮은 경우 전체 저장 용량 및 가역적인 용량은 증대되지만, 전체 용량 대비 가역적 으로 출입할 수 있는 리튬이온의 비율은 감소하므로 장 단점이 공존한다.
27)그 때문에 전체 용량이 높으며, 비가 역 용량이 차지하는 비율이 낮은 복합 탄소난노 섬유가 리튬이온전지의 음극재로 적합하다.
중공 탄소나노섬유 윽극재의 전압-용량 곡선 (Fig. 10) 에서는 첫 충전 곡선에서만 관찰되는 탄소의 공극에 리 튬이온이 삽입되는 현상에 해당하는 0.85 V에서의 변곡 점
28)과 고체-전해질 계면(solid electrolyte interface, SEI) 층 형성에 해당하는 0.75 V에서의 변곡점
29)과 지속적으 로 반복되는 리튬이온이 흑연 구조의 탄소에 가역적으로 삽입되어 LiC
6를 형성하는 0.2 V의 변곡점
30)등이 관찰된 다.
22)전압-용량 곡선은 탄화 온도가 증가함에 따라 전체 용량이 감소하지만 충방전 곡선의 수렴이 가속화된다.
이는 상기 미세구조의 조사에서 800℃에서 1600℃로 탄 화온도를 증가시킴에 따라 터보스트래틱 결정의 두께와 길이가 증가하고, 층간 거리가 치밀해진 결과로 보인다.
이병선, 유웅열
특 집
CERAMIST
Fig. 9.
다공성 중공 탄소나노섬유의 전자 현미경
image (a) FE- SEM, (b) TEM, (c) HR-TEM23).정량적으로 50 mAg
-1의 전류밀도에 대하여 리튬의 가역 적인 저장 용량은 545 mAhg
-1에서 242 mAhg
-1로 감소 하였으며, 전체 용량 중 비가역 용량의 비율은 46.7%에 서 37.8%로 감소하였다.
22)사이클 반복 특성 (Fig. 11)에 서 10번째 사이클 이후 가역 용량은 390, 334, 273, 243 mAhg
-1로 수렴하였으며, 효율은 공히 99.3%를 초과하여 수렴하였다. 1000℃에서 탄화를 수행한 중공 탄소나노섬 유의 경우 362 mAhg
-1의 가역 용량을 가지고, 46.1%의 비교적 높은 비가역 용량 비율을 보이지만 2번째 사이클 이후의 리튬이온 반복 출입 거동이 1000℃이상의 고온 에서 탄화한 중공 탄소나노섬유와 같이 안정하게 나타나 복합화에 적합한 탄화 온도로 보인다. 또한 전류밀도를 200 mAg
-1로 증가시키는 경우에도 가역 용량이 345 mAhg
-1로 전류 밀도에 의한 절대적인 용량 감소와 전체 용량 대비 상대적인 용량 감소 비율이 모두 우수하다.
한편, 공극의 도입으로 인하여 리튬 이온의 출입이 용 이해질 것으로 기대하고, 다공성 중공 탄소나노섬유에 대한 전기화학적 특성을 상기 중공 탄소나노섬유와 비교 하였다.
23)다공성 중공 탄소나노섬유 역시 일반적인 PAN계 탄소 음극재와 같이 비가역 및 가역적인 리튬이 온의 삽입되는 전형적인 거동이 나타난다. 일반 중공 탄 소나노섬유에 비하여 다공성의 부여로 인하여 공극에 삽 입되어 비가역 용량을 발생시키는 리튬이온이 많은 단점 과 확장된 공극의 크기와 터보스트래틱 결정의 확장된
층간 거리(d
002)에 의한 용량의 증가와 초기 비가역 용량 비율이 낮은 장점이 있다. 충방전 사이클 반복 거동 (Fig.
12)에서 중공 탄소나노섬유에 비하여 미세구조가 전체적 으로 불완전하기 때문에 지속적으로 용량의 감소가 발생 하고, 충방전 효율 역시 98.99%로 약 0.3% 정도 낮은 것 이 단점으로 다공성의 부여가 복합화의 적합성을 떨어뜨 리는 것으로 보인다.
Fig. 11.
전류밀도
50 mA g-1에 대한 중공 탄소나노섬유의 사 이클 반복 특성: (a) 충방전 용량 및
(b)효율
.22) Fig. 10.중공 탄소나노섬유의 탄화 온도 별 전압-용량 곡선
: (a-d) 800, 1000, 1200, 1600℃.22)
CERAMIST
공축 전기방사를 이용한 탄소나노섬유의 제조 및 에너지 소자 응용
Fig. 12.
다공성 중공 탄소나노섬유의 전류밀도 별 사이클 반복특
성 및 중공 탄소나노섬유와의 특성비교.
23)5. 실리콘 복합 탄소나노섬유의 제조 및 전 기화학 특성 평가
탄소의 우수한 기계적 물성과 실리콘의 우수한 리튬이 온 저장 특성을 조합하기 위하여 PAN을 탄화 전구체로 하고, SAN을 실리콘 나노입자의 수송매개체 및 중공 구 조의 템플릿으로 활용하고, 앞선 연구의 복합화에 적합 한 탄화 온도 등을 고려하여 실리콘 복합 탄소나노섬유 를 제조하였다 (Fig. 13).
17)나노입자의 뭉침 현상으로 인 하여 제조된 섬유는 beads-on-string 구조로 형성되었고, SEM 단면과 TEM 이미지에서 보이는 바와 같이 실리콘 나노입자와 탄소 쉘이 뚜렷한 경계를 이루고 있다. 1000℃
이상의 열처리로 인하여 리튬이온 저장 능력이 없는 SiO
2및 SiC 등의 구조 형성이 우려되었으나 X-ray 회절 분석 결과 터보스트래틱 탄소 결정과 실리콘이 전술한 부 반응에 의한 구조 없이 독립적으로 존재함이 확인되었다.
실리콘 코어/탄소 쉘 나노섬유의 리튬이온 충방전 거 동에 대한 구조적 안정성을 접촉에 의한 리튬 충전을 실 시간으로 관찰하여 확인하였다(Fig. 14). 실리콘 나노입 자는 직경이 평균 78% 증가하였고, 탄소 쉘은 둘레 방향 으로 1.49% 팽창하였으나 기계적인 파단이 일어나지 않 아, 탄소 쉘의 안정적인 완충 효과를 보였다 (일반적인 탄소의 파단 변형은 2% 정도이다.
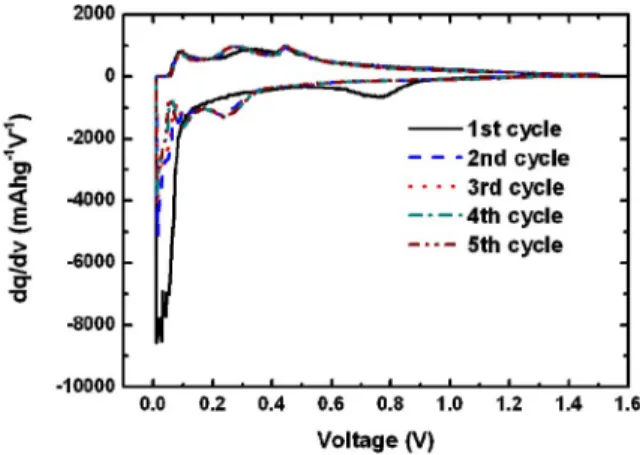
31)복합 나노섬유의 리튬이온 충방전 거동에서는 탄소 쉘
과 실리콘 나노입자가 각각 독립적으로 리튬이온에 대하 여 반응하였다. 용량 미분 곡선 (Fig. 15)에서 첫 번째 충 전 시 탄소와 실리콘의 SEI 형성에 대한 피크가 0.75 V 와 0.62 V에서 중첩되어 나타났고, 흑연 구조의 탄소에 리튬이온이 가역적인 삽입과 결정성 실리콘이 리튬이온 을 흡수하여 비정질화 되는 피크가 0.2 V 이하에서 중첩 되어 나타나 중공 탄소나노섬유의 거동과 유사하게 보였 으나, 첫 번째 방전 및 이후 충방전 거동에서 0.2-0.5 V 사 이의 실리콘 고유의 피크가 나타남으로써 실리콘과 탄소 가 독립적으로 리튬이온에 반응함을 확인하였다. 적게 포함된 실리콘 나노입자에 의하여 초기 용량 (967 mAhg
-1) 이병선, 유웅열
특 집
CERAMIST
Fig. 14.
실리콘 복합 탄소나노섬유의 실시간 리튬이온 주입 전
(left)
후
(right)의SEM image: (a) 저배율 및(b) 고배율.17)Fig. 15.
실리콘 복합 탄소나노섬유의 초반
5사이클의 용량 미분곡선
.17)Fig. 13.
실리콘 복합 탄소나노섬유의 형태 및 미세구조 평가: (a-
b)
저배율 및 고배율
FE-SEM image,(c) TEM image, (d) X-ray 회절 패턴.17)과 가역 용량(596 mAhg
-1)이 비교적 낮게 나왔으나, 이 는 추가적인 연구를 통하여 개선의 여지가 있는 것으로 사료된다. 한편 전압-용량 곡선과 충방전 사이클 곡선으 로부터 50 사이클에 이르기까지 실리콘과 탄소의 독립적 인 충방전 거동이 가역적으로 반복되며, 50 사이클에서 용량이 초기 가역 용량의 92% 정도가 유지되므로 사이 클 반복 특성이 우수하다 (Fig. 16). 이러한 실리콘 복합 탄소나노섬유의 제조 및 전기화학 특성 개선을 통하여 겹구조의 다기능성 나노섬유의 제조에 대한 연구를 촉진 할 수 있을 것으로 기대된다.
6. 결론
지난 수년 동안 전기방사를 이용한 탄소나노섬유는 우 수한 물성을 바탕으로 많은 분야에 응용되었고 나노입자 등과 복합화 된 복합 탄소나노섬유의 제조를 통하여 다 기능성의 구현에 대한 연구가 진행되어 왔다. 특히 층이
구획된 탄소나노섬유는 층간 독립적인 기능 부여로 응용 의 잠재성이 높은 것으로 평가되었다. 그러나 지난 기존 에 제안된 공축 전기방사는 제한적인 재현성으로 층이 구획된 탄소나노섬유 제조에 적합하지 않았다. 이에 본 연구진은 SAN 코어/PAN 쉘 조성을 통하여 균일한 중공 탄소나노섬유를 제조할 수 있는 방법을 제안하였으며, 더 나아가 중공의 직경 및 쉘 두께 등이 자유롭게 조절될 수 있는 공정임을 증명하였다. 또한 미세구조에 대한 정 량적 분석 및 다공성 부여 등에 대한 연구를 수행하였으 며, 실리콘 복합 탄소나노섬유를 제조하여 에너지 소자 응용에 관한 연구를 수행해오고 있다. 실용화를 위해 현 재 중공 탄소나노섬유의 다양한 응용에 관한 많은 연구 가 필요하며, 이런 연구에 본 총설이 도움이 될 것으로 기대한다.
참고문헌
1. V. Hacker, E. Wallnöfer, W. Baumgartner, T. Schaffer, J.O.
Besenhard, H. Schröttner, and M. Schmied, "Carbon Nanofiber- Based Active Layers for Fuel Cell Cathodes-Preparation and Characterization," Electrochem. Commun., 7 [4] 377- 82 (2005).
2. C. Kim and K. S. Yang, "Electrochemical Properties of Car- bon Nanofiber Web as an Electrode for Supercapacitor Pre- pared by Electrospinning," Appl. Phys. Lett. 83 [6] 1216-18 (2003).
3. X. Y. Tao, X. B. Zhang, L. Zhang, J. P. Cheng, F. Liu, J.
H. Luo, Z. Q. Luo, and H. J. Geise, "Synthesis of Multi- Branched Porous Carbon Nanofibers and Their Application in Electrochemical Double-Layer Capacitors," Carbon, 44 [8]
1425-28 (2006).
4. L. Ji, Y. Yao, O. Toprakci, Z. Lin, Y. Liang, Q. Shi, A. J.
Medford, C. R. Millns, and X. Zhang, "Fabrication of Car- bon Nanofiber-Driven Electrodes from Electrospun Poly- acrylonitrile/Polypyrrole Bicomponents for High-Performance Rechargeable Lithium-ion Batteries," J. Power Sources, 195 [7] 2050-56 (2010).
5. V. Vamvakaki, K. Tsagaraki, and N. Chaniotakis, "Carbon Nanofiber-Based Glucose Biosensor," Anal. Chem., 78 [15]
5538-42 (2006).
6. J. Zhu, S. Wei, J. Ryu, and Z. Guo, "Strain-Sensing Elastomer/Carbon Nanofiber Metacomposites,”J. Phys. Chem.
C, 115 [27] 13215-22 (2011).
7. J. S. Lee, O. S. Kwon, S. J. Park, E. Y. Park, S. A. You, H.
Yoon, and J. Jang, "Fabrication of Ultrafine Metal-Oxide- Decorated Carbon Nanofibers for DMMP Sensor Application,"
ACS Nano, 5 [10] 7992-8001 (2011).
8. A. Niu, Y. Han, J. Wu, N. Yu, and Q. Xu, "Synthesis of One- Dimensional Carbon Nanomaterials Wrapped by Silver Fig. 16.
실리콘 복합 탄소나노섬유의 사이클 반복 특성: (a) 1, 5,
10, 15, 30 사이클의 전압-용량 곡선 및(b)
용량
-효율-사이클 곡선.
17)CERAMIST
공축 전기방사를 이용한 탄소나노섬유의 제조 및 에너지 소자 응용
이병선, 유웅열
특 집
CERAMIST
Nanoparticles and Their Antibacterial Behavior," J. Phys Chem. C, 114 [29] 12728-35 (2010).
9. F. Nanni, P. Travaglia, and M. Valentini, "Effect of Carbon Nanofibres Dispersion on the Microwave Absorbing Proper- ties of CNF/Epoxy Composites,"Compos. Sci. Technol., 69 [3-4] 485-90 (2009).
10. Y. Wang and J. J. Santiago-Aviles, "Large Negative Mag- netoresistance and Two-Dimensional Weak Localization in Carbon Nanofiber Fabricated Using Electrospinning," J.
Appl. Phys., 94 [3] 1721-27 (2003).
11. C.-C. Chuang, W.-L. Liu, W.-J. Chen, and J.-H. Huang,
"Temperature and Substrate Dependence of Structure and Growth Mechanism of Carbon Nanofiber," Appl. Surf. Sci., 254 [15] 4681-87 (2008).
12. E. Zussman, A. L. Yarin, A. V. Bazilevsky, R. Avrahami, and M. Feldman, "Electrospun Polyaniline / Poly(methyl methacry- late)-Derived Turbostratic Carbon Micro-/Nanotubes," Adv.
Mater., 18 [3] 348-53 (2006).
13. B.-S. Lee, K.-M. Park, W.-R. Yu, and J. Youk, "An Effec- tive Method for Manufacturing Hollow Carbon Nanofibers and Microstructural Analysis," Macromol. Res., 20 [6] 605- 13 (2012).
14. L. Wang, C. X. Ding, L. C. Zhang, H. W. Xu, D.W. Zhang, T. Cheng, and C.H. Chen, "A Novel Carbon-Silicon Com- posite Nanofiber Prepared via Electrospinning as Anode Material for High Energy-Density Lithium ion Batteries," J.
Power Sources, 195 [15] 5052-56 (2010).
15. Y. Yu, L. Gu, C. Wang, A. Dhanabalan, P.A. vanAken, and J.
Maier, "Encapsulation of Sn@carbon Nanoparticles in Bamboo- like Hollow Carbon Nanofibers as an Anode Material in Lithium-Based Batteries," Angew. Chem. Int. Ed. 48 [35] 6485- 89 (2009).
16. B.-S. Lee and W.-R. Yu, "PA6/MWNT Nanocomposites Fabricated Using Electrospun Nanofibers Containing MWNT," Macromol. Res., 18 [2] 162-69 (2010).
17. B.-S. Lee, S.-B. Son, K.-M. Park, J.-H. Seo, S.-H. Lee, I.- S. Choi, K.-H. Oh, and W.-R. Yu, "Fabrication and of Si Core/C Shell Nanofibers and Their Electrochemical Per- formances as a Lithium-ion Battery Anode," J. Power Sources, 206 267-73 (2012).
18. A. K. Moghe and B. S. Gupta, "Co-Axial Electrospinning for Nanofiber Structures: Preparation and Applications," Polym.
Rev., 48 [2] 353-77 (2008).
19. M. S. A. Rahaman, A. F. Ismail, and A. Mustafa, "A Review of Heat Treatment on Polyacrylonitrile Fiber, "Polym. Degrad.
Stab., 92 [8] 1421-32 (2007).
20. E. J. Ra, K. H. An, K. K. Kim, S. Y. Jeong, and Y. H. Lee,
"Anisotropic Electrical Conductivity of MWCNT/PAN Nanofiber Paper," Chem. Phys. Lett., 413 [1-3] 188-93 (2005).
21. T. C. Chang, P. Y. Yu, Y. S. Hong, T. R. Wu, and Y. S. Chiu,
"Effect of Phenolic Phosphite Antioxidant on the Thermo-Oxida- tive Degradation of PMMA, "Polym. Degrad. Stab., 77 [1] 29- 34 (2002).
22. B.-S. Lee, S.-B. Son, K.-M. Park, W.-R. Yu, K.-H. Oh, and S.-H. Lee, "Anodic Properties of Hollow Carbon Nanofibers for Li-ion Battery," J. Power Sources, 199 53-60 (2012).
23. B.-S. Lee, S.-B. Son, K.-M. Park, G. Lee, K. H. Oh, S.-H.
Lee, and W.-R. Yu, "Effect of Pores in Hollow Carbon Nanofibers on Their Negative Electrode Properties for a Lithium Rechargeable Battery," ACS Appl. Mater. Interfaces, 4 [12] 6702-10 (2012).
24. L. Zhang and Y.-L. Hsieh, "Carbon Nanofibers with Nanoporosity and Hollow Channels from Binary Polyacry- lonitrile Systems," Eur. Polym. J., 45 [1] 47-56 (2009).
25. C. Kim, Y. I. Jeong, B. T. N. Ngoc, K. S. Yang, M. Kojima, Y.A. Kim, M. Endo, and J.-W. Lee, "Synthesis and Characterization of Porous Carbon Nanofibers with Hollow Cores Through the Thermal Treatment of Electrospun Copolymeric Nanofiber Webs," Small, 3 [1] 91-95 (2007).
26. Y. S. Hu, P. Adelhelm, B. M. Smarsly, S. Hore, M. Antonietti, and J. Maier, "Synthesis of Hierarchically Porous Carbon Monoliths with Highly Ordered Microstructure and Their Application in Rechargeable Lithium Batteries with High-Rate Capability," Adv.
Funct. Mater., 17 [12] 1873-78 (2007).
27. M. Endo, C. Kim, K. Nishimura, T. Fujino, and K. Miyashita,
"Recent Development of Carbon Materials for Li ion Bat- teries," Carbon, 38 [2] 183-97 (2000).
28. Z.-h. Yang and H.-q. Wu, "Electrochemical Intercalation of Lithium into Carbon Nanotubes," Solid State Ionics, 143 [2] 173-80 (2001).
29. S. Flandrois and B. Simon, "Carbon Materials for Lithi- um-ion Rechargeable Batteries," Carbon, 37 [2] 165-80 (1999).
30. J. S. Kim and Y.T. Park, "Characteristics of Surface Films Formed at a Mesocarbon Microbead Electrode in a Li-ion Battery," J. Power Sources, 91 [2] 172-76 (2000).
31. S. N. Arshad, M. Naraghi, and I. Chasiotis, "Strong Carbon Nanofibers from Electrospun Polyacrylonitrile," Carbon, 49 [5] 1710-19 (2011).
이 병 선
2007년 서울대학교 재료공학부 학사 2009년 서울대학교 재료공학부 석사 2012년 서울대학교 재료공학부 박사 2012년-2013년 서울대학교 재료공학부 박사 후
연구원
유 웅 열
1991년 서울대학교 섬유공학과 학사 1993년 서울대학교 섬유고분자공학과 석사 1998년 서울대학교 섬유고분자공학과 박사 1998년-2000년 한국생산기술연구원 연구원 2001년-2003년 Michigan State University, Visiting Research Associate 2003년-2004년 The University of Nottingham,
Research Fellow 2004년-현재 서울대학교 재료공학부 교수