한국표면공학회지 J. Korean Inst. Surf. Eng.
Vol. 52, No. 6, 2019.
https://doi.org/10.5695/JKISE.2019.52.6.310
<연구논문>
ISSN 1225-8024(Print) ISSN 2288-8403(Online)
곡면 커버 글라스용 금형 코팅을 위한 CVD-SiC 기반 세라믹 복합체의 두께에 따른 특성 연구
김경호a,b, 정성민a, 이명현a, 배시영a,*
a한국세라믹기술원 에너지환경본부
b부산대학교 재료공학과
Thickness Dependence of CVD-SiC-Based Composite Ceramic for the Mold of the Curved Cover Glass
Kyoung-Ho Kima,b, Seong-Min Jeonga, Myung-Hyun Leea, and Si-Young Baea,*
a
Energy and Environmental Division, Korea Institute of Ceramic Engineering and Technology(KICET), Jinju 52851, Republic of Korea
b
Department of Materials Science and Engineering, Pusan National University, Busan 46241, Republic of Korea
(Received 4 November, 2019 ; revised 18 November, 2019 ; accepted 27 November, 2019)
Abstract
The use of a silicon carbide (SiC)-based composite ceramic layer for the mold of a curved cover glass was demonstrated. The stress of SiC/VDR/graphite-based mold structure was evaluated via finite element analysis. The results revealed that the maximum tensile stress primarly occured at the edge region. Moreover, the stress can be reduced by employing a relatively thick SiC coating layer and, therefore, layers of various thicknesses were deposited by means of chemical vapor deposition. During growth of the layer, the orientation of the facets comprising the SiC grain became dominant with additional intense SiC(220) and SiC(004). How- ever, the roughness of the SiC layer increased with increasing thickness of the layer and. Hence, the thickness of the SiC layer needs to be adjusted by values lower than the tolerance band of the curved cover glass mold.
Keywords: SiC, VDR, CVD, mold, curved cover glass, composite ceramic
1. 서 론
최근, 스마트폰의 대중화와 함께 인간의 심미적 욕구를 만족시키기 위한 곡면 커버 글라스(Curved cover glass) 기술을 적용한 휴대폰 모델 출시가 점 차 증가하는 추세를 보이고 있다[1]. 곡면 커버 글 라스 제작 공정은 글라스 커팅(Cutting), 금형(Mold) 제작, 성형, 연마, 강화, 그리고 인쇄 및 합지의 순 서로 진행된다[2]. 이러한 제작 과정 중에 발생하는
금형의 마모 및 분진은 곡면 글라스의 결함으로 전 사될 가능성이 높다. 연마를 통해 성형 단계에서 발 생하는 글라스의 표면을 다시 매끄럽게 만들 수 있 으나, 이는 공정 단가를 높이는 문제를 유발한다.
따라서, 내구성이 높은 금형 소재의 적용을 통해, 후속 공정에서 발생하는 수율 저하 및 추가 공정 발생을 억제할 필요가 있다.
현재 산업에서 적용하고 있는 곡면 커버 글라스 제작을 위해 보편적으로 사용하는 금형 소재는 흑 연(Graphite)이다. 흑연은 탄소 여섯 개의 고리가 연 결되어 층을 이룬 모양으로, 수직방향 거리는 0.67 nm, 탄소간 결합 길이는 0.142 nm, 단위격자 내에서 격자 상수는 0.2456 nm이다[3]. 흑연은 글라
*
Corresponding Author: Si-Young Bae(Energy and Environmental Division, Korea Institute of Ceramic Engineering and Technology)
Tel: +82-55-792-2574 ; Fax: +82-55-792-2580
E-mail: [email protected]
스 성형을 위해서 필요한 최소 온도인 700oC 이상 의 온도에서 내열성을 갖는다. 또한, 고온에서 연화 (Softening) 및 용융되지 않고, 낮은 열팽창 계수(c- 방향, 400oC에서 28×10-6/K) 및 높은 열전도도(5 W/
cm)를 갖는다 [4]. 그러나, 흑연은 1~2 사이의 낮은 모스경도를 갖고, 700oC 이상의 고온에서 쉽게 이 산화탄소 형태로 쉽게 산화되는 특성을 갖는다. 따 라서, 글라스 성형 조건인 고온에서의 취약한 내마 모성을 보완하기 위하여 확산침투법(Pack cementation) 이나 화학기상침투(Chemical vapor infiltration) 등 의 다양한 표면 코팅을 통해 산화를 방지하는 방법 들이 사용되어 왔다[5,6]. 이러한 내산화 코팅재료 는 흑연과 열팽창계수가 유사하고 열분해 온도가 높으며 내마모성, 내약품성 등이 뛰어난 소재의 적 용이 필요하다.
탄화규소(Silicon carbide, SiC)는 높은 경도(비커 스경도 22 GPa), 내화학성, 높은 열전도성(5 W/cm), 낮은 열팽창 계수(4.0 × 10−6/K)의 물성으로 인해 흑연의 내마모 코팅소재로 활용해 오고 있다[7]. 흑 연 표면 위에 탄화규소의 코팅은 일반적으로 화학 기상증착법(Chemical vapor deposition, CVD)을 이 용한다[8]. 통상 CVD 방식은 1300oC 이상의 성장 온도에서 2~3 µm/h 수준의 낮은 성장률을 갖는다 [9]. SiC 성장을 위해 사용되는 전구체는 메틸삼염 화규소(Methyltrichlorosilane, MTS), 테트라메틸실란 (Tetra-methylsilane, TMS), 프로필실란(Propylsilane) 등의 유기금속이 사용된다. 이러한 전구체는 CVD 챔버 내부에서 가열을 통해 특정 활성화 에너지 (39 kJ/mol) 이상을 얻게 되면 Si과 C원자로 해리되 어 표면(흑연 금형 표면)에 성장을 시작한다. 특히, Si 함유기체(SiH4, SiCl4 등)와 탄화수소 기체(CH4, C2H4, C3H8 등)를 조합하여, 열분해 시키면 우수한 박막 특성 및 조성 조절이 용이하다[10].
하지만, 흑연 표면에 형성된 탄화규소는 결정핵 의 이동 및 성장이 표면에서 진행되고, 흑연의 기 공 내부로는 거의 유입되지 않아 금형(흑연)과 코 팅층(탄화규소)간의 부착력이 약화된다. 이러한 문 제점을 극복하기 위하여 본 연구팀에서는 흑연의
기공 내부로 Si을 침투시켜 탄화규소 조성 조절층 을 형성하는 방법인 기상증착반응(Vapor deposition reaction, VDR) 연구를 보고한 바 있다[11].
본 연구는 곡면 커버 글라스를 위한 금형의 코팅 층으로 사용되기 위해 흑연 표면에 부착력이 향상 된 VDR 기반 탄화규소 조성층을 증착시키고, CVD 를 이용하여 SiC 박막 두께에 따른 표면 특성 분 석을 통해 금형의 내구성을 더욱 향상시킬 수 있는 코팅층에 대하여 보고한다.
2. 실험방법
SiC 코팅은 두 가지 방법, 즉 VDR법과 CVD법 으로 진행하였다. Sample A의 경우 흑연 블록 위 에 VDR법을 이용하여 SiC층을 형성시켰다. 이 때 순도 99%이상의 Si 파우더를 박스형 소결로(furnace) 에 장입하여 반응온도 1300oC, 반응시간 30분, Ar 분위기에서의 반응압력 10--1 Torr의 조건으로 반응 을 진행하였다. 본 연구의 VDR법은 다른 문헌에 조금더 상세하게 보고한 바 있다[11]. 한편, CVD법 을 이용한 시료 Sample B와 C의 경우 성장 방식 은 유지한채 성장 시간을 달리하여 SiC 코팅층의 두께를 조절하였다. 그림 1은 본 실험에서 사용된 CVD 시스템의 개략도이다. 반응로(reactor)의 구조 는 저항가열을 통한 열벽(hot wall) 수평형 전기로 방식을 채택하였다. 성장시 이용한 전구체는 MTS(Sigma-Aldrich, 미국)를 버블링(bubbling) 하여 사용하였다. 이 때 수소가스를 MTS와 1:1로 혼합 하여 반응로 내부로 운반 시켰다. 시료의 지지대는 약 30o 기울어진 흑연 소재를 사용하였다. 성장된 시료는 25 mm × 25 mm × 5 mm 크기의 VDR 시 료를 사용하였다. 반응 후에 배출되는 가스는 MTS 분해에 의한 염산(HCl) 부산물을 포함하므로, 수산 화나트륨(NaOH) 알갱이(pellet)가 담겨있는 여과장 치(Filter)를 설치하여 중화시킨 후 진공 펌프를 통 해 스크러버(Scrubber)로 흘려 보냈다. SiC 성장 온 도는 1300oC, 압력은 20 Torr로 유지시켰다. SiC 코 팅층의 두께를 조절하기 위하여 Sample B는 1시간,
Fig. 1. Schematic illustration of chemical vapor deposition equipment for SiC coating.
Sample C는 8시간 동안 성장을 진행하였다. 성장 된 코팅층의 두께 및 미세구조는 전계 방사 전자현 미경 (Field-emission scanning electron microscopy, FE-SEM)을 통해 관찰하였다. 표면의 거칠기는 조 도기로 측정되었으며, 광학적 특성은 라만분광법 (Raman spectroscopy)을 이용하여 측정하였다. 증착 된 SiC 코팅층 결정 배향성은 엑스선회절(X-ray diffraction, XRD)을 통해 확인하였다.
3. 결과 및 고찰
우선, 흑연 위에 증착되는 코팅층에 대한 응력 변 화를 확인하기 위하여 COMSOL 시뮬레이터를 이 용하여 유한요소 모델링 및 해석을 진행하였다. 그 림 2(a)는 흑연, VDR 기반 Si 코팅층, SiC 코팅층 에 대한 구조도이며, 그림 2(b)는 2차원 구조도에 대한 메쉬 구성을 나타낸다.
응력 계산을 위해 아래의 von Mises 식(1)을 사 용하였다.
(1) 위에서 σν는 전체 응력이며, σij는 각 방향에 따른 응력값이다. 계산의 효율화를 위하여 2차원 축대칭 모델을 적용하여 σ3=0, σ31=σ23=0 일 때 유한요소 해석을 하였다. 그리고 각 층의 경계면 주변 및 두 께가 얇은 층에 대해서는 급격한 응력변화에 대한 계산을 위해 메쉬가 촘촘하게 설정되었다. 시뮬레 이션을 위해 적용된 각 층의 열팽창 계수 및 영 계
수(Young’s modulus)는 표 1과 같다. 흑연, VDR, SiC 소재의 열팽창 계수 및 영 계수는 모두 ‘SiC >
VDR > 흑연’의 순서로 크기를 갖도록 설정되었다.
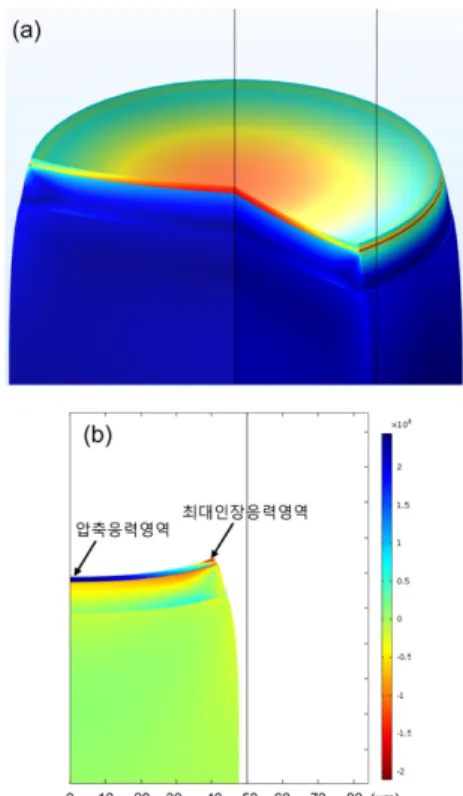
그림 3(a)는 3차원 원통 모델에 대해 유한요소 해 석 후 응력 편차의 결과를 보여준다. 보다 정량적 인 해석을 위해서 그림 3(b)와 같이 증착층의 단면 에 대하여 응력 변화를 확인하였다. SiC 코팅층의 표면을 기준으로 중앙에서는 압축응력, 모서리 부 근에서는 인장응력이 강하게 작용함을 확인하였다.
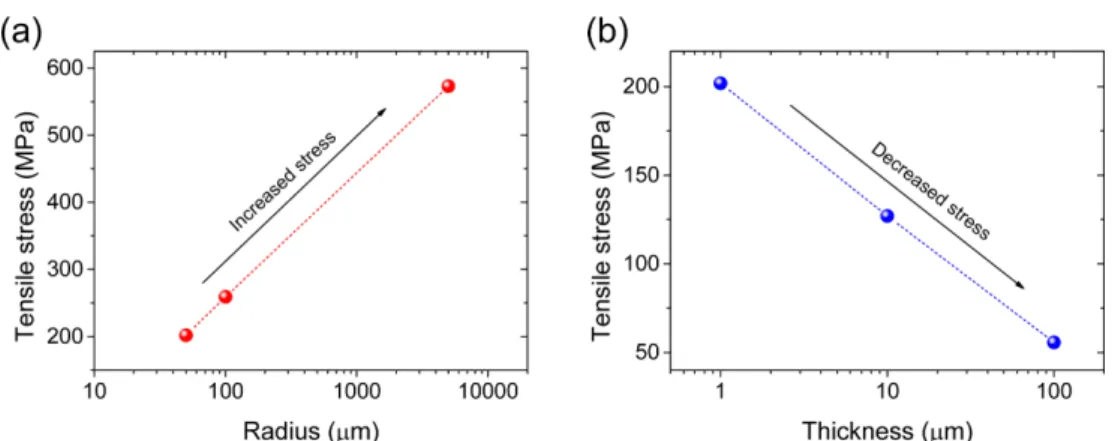
그림 4은 코팅 소재의 크기 및 두께에 따라 나타 나는 응력의 변화를 보여주는 그래프이다. 그림 4(a) 에서 보여지는 바와 같이 시료의 반지름의 크기(R) 를 50, 100, 5000 µm로 각각 조절 하였을 때, 발생 하는 표면 모서리 부근의 인장응력은 201.9, 259.1, 572.8 MPa로 각각 계산되었다. 이 때, SiC 코팅층 의 두께는 1 µm, VDR 층의 두께는 5 µm로 고정하 였다. 이를 통해, 샘플의 넓이가 커지면 최대 인장 응력이 서서히 증가하여 모서리 근방에서 코팅층이 쉽게 벗겨지거나, 외부 충격에 대한 파손이 쉽게 발 생할 수 있음을 확인하였다. 한편, SiC 코팅층의 두 께를 1, 10, 100 µm로 증가시키면 그림 4(b)에서 보 여지는 바와 같이 인장응력은 201.9, 127.0, 55.6 MPa로 계산되었다. 이 때, VDR 층의 두께는 5 µm, 반지름의 크기는 50 µm로 고정하였다. 따라서, 코 팅층의 두께가 얇아질수록 박막의 응력차에 의한
σ
ν1
2 --- σ [ (
11+ σ
22)
2+ ( σ
22+ σ
33)
2+ ( σ
33+ σ
11)
2+ 6 σ (
122+ σ
232+ σ
312) ]
=
Fig. 2. (a) Structure of SiC/VDR/graphite layer and (b) corresponding two dimensional mesh model.
Table 1. Parameter values used in stress simulation
SiC VDR Graphite
CTE (10
-6/K) 4.3 2.6 1.0
Young’s Modulus (GPa) 430 170 27.6
Fig. 3. An exmaple of stress distribution of (a) three
dimensional cylindrical model and (b) two dimensional
structure.
파괴가 쉽게 일어날 수 있으므로, 일정 두께 이상 의 코팅층을 성장시키는 것이 유리함을 확인하였다.
이러한 응력 해석 결과를 기반으로 기존의 VDR 코팅층에 다양한 두께의 SiC 코팅층을 CVD를 이 용하여 증착하였다. 그림 5는 VDR 위에 성장된 SiC 코팅층의 단면 및 표면에서의 전자현미경 사진 이며, 그림 5(a-c)의 내부 이미지는 실제 성장된 SiC 코팅층의 카메라 사진이다. 육안을 통해 볼 때, VDR 코팅층은 거울면과 유사한 은색 빛을 띠며, CVD를 통한 SiC 코팅층의 두께가 증가됨에 따라 점점 회 색 빛을 띠게 됨을 확인하였다. 그림 5(a-c)는 각 CVD SiC 코팅층의 표면 전자현미경 사진이다. VDR 의 미세구조는 1 µm 이하의 둥근 그레인(grain)들 로 구성된 반면, CVD를 통한 SiC 코팅층은 점차 피라미드 모양의 면(facet)으로 발달되는 것을 확인 하였다. 그림 5(d-f)는 VDR 및 CVD의 성장 두께 를 증가시킴에 따른 단면의 형상을 보여준다. 그림
5(d)의 VDR 시료의 경우 Si이 표면으로부터 흑연 내부로부터 점차 침투하는 현상으로 인하여 SiC의 두께는 뚜렷하게 구분되어 보이지 않는다. 그림 5(e) 에서 Sample B 시료는 약 6.3 µm의 두께로 뚜렷하 게 측정되었다. 그러나, Sample C는 그림 5(f)에서 보여주는 것과 같이 장시간 성장(8시간)에 따라 표 면과 코팅층 사이의 경계면이 불분명하나, 약 50 µm 두께의 SiC 코팅층이 형성됨을 확인하였다.
CVD를 통한 SiC 코팅층의 성장이 지속되는 동 안 표면 그레인의 피라미드 모양 각면화는 선행 문 헌의 결과와 일치한다[12,13]. 이 논문에 따르면 저 온(<1100oC)에서 성장할 때 반응물은 최소 표면 에 너지를 갖는 SiC(111) 방위의 입자들로 둥근 모양 의 형상을 이룬다. 성장 온도가 증가됨에 따라 SiC 는 더욱 치밀한 구조로 안정화되어 (220)면의 방위 를 갖는 입자들로 성장되려는 경향을 갖는다. 본 연 구의 Sample A(VDR)의 경우 Si 입자가 표면에서
Fig. 4. Plot of maximum tensile stress as a function of (a) radius and (b) thickness in the SiC-coated mold.
Fig. 5. (a-c) Top view and (d-f) cross-sectional view of SEM images for Sample A(VDR), Sample B (CVD), and
Sample C (CVD), respectively.
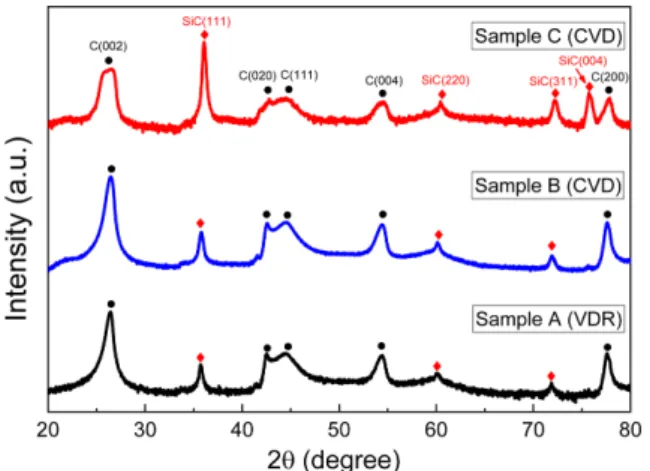
반응하기 보다는 흑연 내부로 침투하는 반응이 지 배적이므로 SiC 코팅층 성장 두께가 그림 5(d)와 같이 매우 얇다. 따라서, 1300oC의 고온에서 반응 시켰음에도 이러한 얇은 두께로 인한 각면화 현상 이 두드러지지않아 둥근 그레인 형상을 보인 것으 로 보인다. 그림 6은 Sample A~C의 XRD 2theta 결과를 보여준다. Sample A의 경우 주로 C(002), C(020), C(111), C(004), C(200) 등의 흑연 피크와 SiC(111), SiC(220), SiC(311) 등의 SiC 관련 피크가 함께 측정되었다. Sample B(CVD)의 경우도 상대적 으로 얇은 박막 두께로 인해 Sample A와 유사한 피크 특성을 보였다. 반면, Sample C(CVD)의 경우 1300oC의 고온에서 두껍게 성장되었기 때문에 흑연 피크강도 대비 SiC(220)의 상대적 비율이 높았으며, 특히, SiC(004)의 배향 특성이 두드러지게 강해졌다.
성장된 SiC 코팅층의 조성 분포를 확인하기 위하
여 EDX를 측정한 후 그림 7에 도시하였다. VDR 시료의 경우 측면 전자현미경 사진(그림 5(d))에서 는 SiC층의 구분이 어려웠으나, EDX 맵핑을 통해 표면 층에 Si을 포함한 원소층이 1 µm 이내로 형 성되어 있음을 그림 7(a)와 같이 확인하였다. CVD1 시료의 경우 SiC 코팅층에 해당하는 영역에서 뚜 렷한 Si 성분이 존재함을 확인하였으며, 코팅층 외 의 Si 분포는 EDX 측정 중 표면이 노출 되어있었 기 때문이다. 그림 7(c)에서 CVD2 시료는 CVD1과 유사한 SiC 코팅층의 Si 분포 특성을 보였으나, 고 온에서 장시간 성장시킴에 따라 흑연 내부로 VDR 의 Si 성분이 뚜렷하게 스며들어 간 것을 확인할 수 있었다. 그림 7(d)는 각 맵핑된 Si과 C 성분들 을 정량적으로 표시한 그래프이다. 두께가 두꺼워 짐에 따라 Si성분은 점차 증가하고, C 성분은 감소 하였다.
상기와 같이 EDX 맵핑을 통한 조성 분석을 하 는 경우 조성의 존재 유무에 따른 분포는 확인은 가능하나 원소의 정량 분석은 단위 면적당 차지하 는 비율로 진행되는 방식으로 인해 정확성은 매우 떨어진다. SiC 코팅층의 두께가 변화하였다면, 이 에 따른 광학적 특성이 변화할 수 있기 때문에 그 림 8에서 라만분석을 실시하였다. 대조군인 VDR 시료는 1580 cm-1 부근에서 G(Graphite) 피크, 1340 cm-1 부근에서 D(Diamond) 피크를 나타내었다.
특히 G피크의 강도가 높았으며, SiC에 해당하는 녹 색 점선 부군의 피크는 매우 약하게 나타났다. 반 편, CVD1과 CVD2 시료에서는 성장시간이 증가됨 에 따라 G 및 D 피크는 거의 관측 되지 않았다.
대신, 3C-SiC에 해당하는 TO(Transverse optical)과 LO(Longitudinal optical) 모드의 피크가 각각 795.15 cm-1과 974.95 cm-1에서 강하게 관측되었다. 두
Fig. 6. XRD 2theta scan of Sample A (VDR), Sample
B (CVD), Sample C (CVD).
Fig. 7. Cross-sectional EDX mapping image for (a) Sample A (VDR), (b) Sample B (CVD), (c) Sample C (CVD) and (d) plot of the composition for Si and C elements.
Fig. 8. Raman spectra of Sample A (VDR), Sample B
(CVD), and Sample C (CVD).
시료의 피크 강도 및 피크의 위치에는 거의 차이가 없기 때문에 성장시간에 따른 SiC 코팅층의 물성 은 크게 차이가 나지 않는 것으로 판단된다.
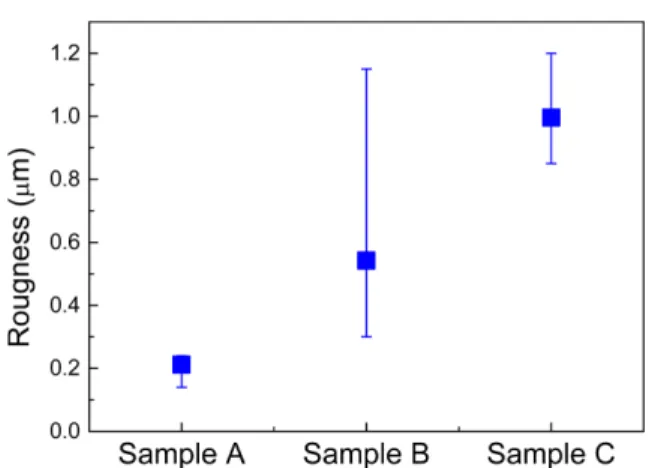
그림 9는 성장된 SiC 코팅층의 표면조도 분포를 나타내는 그래프이다. 이를 통해 평균 조도뿐만아 니라 최소 및 최대 조도값을 확인할 수 있다. 평균 조도값을 볼 때 VDR(0.21 µm), CVD(0.54 µm), CVD2(1.0µm)로 점차 표면 거칠기가 증가 하는 것 을 확인하였다. 이러한 결과는 그림 5의 표면 전자 현미경 사진에서 관측된 결과와 잘 일치한다. 또한, CVD의 성장시간을 증가시키게 되면 조도의 최소 및 최대 분포가 점차 커지는 것을 확인하였다. 이 를 통해 볼 때, 곡면 커버 글라스를 위한 금형의 SiC 코팅 소재는 내마모성을 향상시킬 수 있으나 성형된 글라스의 표면 거칠기 감소를 위하여 CVD 성장 두께를 일정 수준 이하로 제어시켜 활용할 수 있을 것으로 판단된다.
4. 결 론
곡면 커버 글라스를 위한 금형의 코팅층으로 사 용되기 위한 SiC/VDR 복합세라믹 코팅층의 물성 을 확인하였다. SiC/VDR/흑연의 구조를 가정한 유 한요소 해석을 통해 코팅층의 직경이 커질수록 가 장자리에서 높은 인장 응력이 발생하는 것을 확인 하였고, 이를 완화하기 위해서 두꺼운 SiC 코팅층 이 유효할 수 있음을 확인하였다. 실험적으로 VDR 시료 위에 CVD를 이용하여 각각 다른 두께의 SiC 코팅층을 형성하였다. 1300oC의 성장 온도에서 성 장시간이 지날수록 성장두께가 증가함에 따라 코팅 층의 SiC(220) 및 SiC(004)면이 안정화되는 배향특
성을 보였다. 그러나, 약 50 µm 두께의 SiC 코팅층 을 성장시키면 표면 조도값이 ~1 µm에 육박함을 확 인하였다. 따라서, SiC/VDR 복합세라믹 코팅층의 효율적인 활용을 위하여 금형의 공차 범위 내에서 SiC 코팅층의 두께가 제어될 필요성이 있음을 확인 하였다.
References