This is an Open-Access article distributed under the terms of the Creative Commons Attribution Non-Commercial License(http://creativecommons.org/licenses/by-nc/3.0) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
Journal of Welding and Joining, Vol.32 No.4(2014) pp34-38
침탄 두께에 따른 피로강도 영향 특성 평가
최현민
*
ㆍ박용하**
ㆍ신용택***
ㆍ김명현*, †
* 부산대학교 조선해양공학과
** 삼성중공업 재료분석연구
*** 동아대학교 신소재공학과
The Effect of Fatigue Strength according to Carburizing Depth
Hyun Min Choi*, Yong Ha Park**, Yong Taek Shin*** and Myung Hyun Kim*
,
†*Dept. of Naval Architecture and Ocean Engineering, Pusan National University, Busan 609-735, Korea
**Dept. of Materials Research, Samsung Heavy Industries Co., Ltd, Geoje-si, Gyungnam 656-710, Korea
***Dept. of Materials Science and Engineering, Donga University, Busan 604-714, Korea
†Corresponding author : [email protected]
(Received March 24, 2014 ; Revised June 11, 2014 ; Accepted August 27, 2014)
Abstract
Carburizing treatments are the important way to developing fatigue strength and wear resistance. It is well known that the case depth is one of the most significant parameters determining fatigue strength. In this study, 3-point bending fatigue test was conducted to evaluate fatigue strength for the carburized depth with 18CrNiMo7-6 steel. As a result, fatigue strength increased with effective case depth decreased. It is shown that hardness in case hardened layer played principal role in the fatigue strength.
Key Words : Fatigue strength, 3-Point bending fatigue test, Carburized steel
ISSN 1225-6153 Online ISSN 2287-8955
1. 서 론
기어, 크랭크축 등 기계 부품에서는 주로 반복 하중 에 의해 피로 파괴가 발생한다. 따라서 재료의 피로 거 동은 구조물의 설계 시 고려해야할 필수적인 요소라고 할 수 있다. 피로파괴는 대부분 재료의 표면에서 시작 되는 피로균열에 의해 일어나는데, 이를 지연시키기 위 해서는 열처리를 통해 재료의 강도를 높여야 한다. 여 러 열처리 방법 중 표면 경화는 재료의 표면을 단단한 재질로 만들기 위한 방법으로 기계적 강도의 증가를 통 해 재료 및 구조물의 피로 수명을 증가 시킬 수 있다
1,2) . 표면 경화에는 침탄법, 질화법, 고주파 경화법 등 의 다양한 열화학적 표면처리 방법이 이용되고 있다.
침탄 처리는 가공성이 좋은 저탄소강 또는 저탄소합 금강을 기계가공한 후 그 표면층에 탄소를 증가시켜 담 금질하여 표면을 경화시키는 방법이다. 자동차 부품,
선박용 부품 등 각종 기계부품에 널리 응용되고 있으며 표면열처리 중에서 가장 많이 사용되고 있다. 침탄 처 리한 강재의 표면은 경도가 높고 내마모성이 좋으며, 내부는 인성이 뛰어난 특성을 가진다 3) .
침탄처리를 통해 구조물은 재료적 특성의 변화가 일어 나고 이를 통해 피로수명이 증가하게 된다. 그러나 침 탄처리시간이 늘어난다면 생산비용이 증가하므로 경제 적인 효과를 고려한다면 적절한 침탄시간 및 두께의 고 려가 필요하다.
앞선 연구들에서는 차량의 기어 및 부품에 사용되는 유효침탄두께 1.5mm 이하의 강재에 대한 피로강도 특 성을 확인하고자 수행한 연구가 많이 진행되었다 4) . 그러나 조선분야에서 사용되는 기어에는 약 3mm의 유효침탄두께를 이용하고 있으며, 3mm 유효침탄두께 가 구조 설계 시 기준에 만족하는지 판단하기 위해서는 3mm 침탄된 강재에 대한 경도, 피로강도 등의 특성을 파악하여야 한다. 또한 다양한 유효침탄두께를 가진 강
연 구 논 문
Time (h)
Te mpe ra tur e (℃ )
830℃
(6h)
930℃ 830℃
(6h)
Oil Quenching
180℃
Air Cooling
ⓐ ⓑ
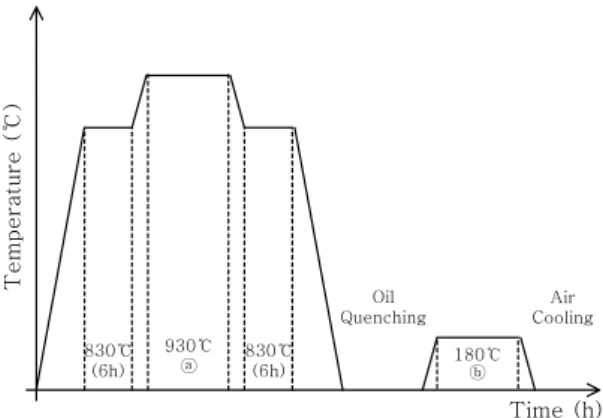
Fig. 1 Carburizing treatment for test specimens
Table 1 Carburizing treatment time for test specimens
Carburizing depth[mm]
Carburizing time (ⓐ in Fig.1)
Tempering time (ⓑ in Fig.1)
1.5 14h 4h 25’
3 61h 4h 25’
3.8 105h 5h 10’
t
B L
Fig. 2 Specimen used for the fatigue tests
Table 2 Dimension of specimens Carburizing
depth[mm]
L [mm]
B [mm]
t [mm]
1.5 353 23 54
3 349 20 54
3.8 346 17 54
800 700 600 500 400 300 200 100
0
0 1 2 3 4
1.5mm 3.0mm 3.8mm
Depth from surface(mm)
Har d n e s s , Hv10
5 6 7 8 9 10
Fig. 3 Vickers hardness profile 재와의 비교를 통해 3mm 침탄량이 적절한지 확인하여
야 한다.
이에 본 연구에서는 1.5mm 이상 유효침탄두께를 가 진 강재의 피로강도 평가를 위해, 침탄두께가 다른 세 가지 시험편으로 경도시험 및 피로시험을 수행하였다.
위 시험 결과를 통해 각 침탄 두께별 특성을 비교, 고 찰하였다.
2. 시험편 및 열처리 방법
본 연구에서는 기어, 체인기어, 베어링 등에 쓰이는 침탄용 강재 18CrNiMo7-6(DIN spec.) 5) 를 사용하였다.
시험편은 침탄시간을 달리하여 3종류의 열처리를 진 행하였고, Fig. 1 및 Table 1에 시험편에 대한 침탄공 정을 나타내었다. 각 침탄공정에서 목표한 유효침탄두 께는 1.5mm, 3mm 4.5mm이다. 침탄 공정 중 930℃
및 180℃에서 유지시간에 변화를 주었으며, 나머지 조 건은 동일하게 열처리를 진행하였다.
시험편의 형상과 치수를 Fig. 2 및 Table 2에 나타 내었다. 시험편은 침탄처리 이후에 굽힘응력이 작용하 는 t방향을 제외한 두 방향의 침탄층을 제거하였기 때 문에 침탄두께에 따라 L, B방향의 치수가 차이가 났 다. 그러나 균열이 진전하는 방향인 t의 값은 같고, 피 로시험 수행 시 하중값은 달라진 치수에 따라 적용하여 동일한 굽힘응력이 작용하기 때문에, 시험 결과에는 영 향을 미치지 않을 것이라고 판단된다.
3. 시험 방법 3.1 경도 시험
침탄처리를 거친 재료는 경화층을 형성하며, 이때 유 효침탄두께는 경도시험을 통하여 판단한다. KS D ISO 4507에서는 비커스 경도 시험법으로 550Hv에 상응하 는 곡선상의 점을 유효 침탄 두께로 정의하고 있다 6) . 침탄 열처리후 경화 깊이를 확인하기 위하여 Fig. 3과 같이 비커스 경도로 유효침탄깊이를 측정하였고, 측정 방향은 Fig. 2에 나타난 화살표와 같다.
경도 시험 수행 결과 550Hv에 해당하는 유효 침탄
두께는 각 1.5mm, 3mm, 3.8mm로 나타났다. 따라
서 침탄두께가 1,5mm와 3mm 되도록 열처리를 진행
한 시험편은 유효침탄두께를 만족하는 것을 알 수 있
다. 4.5mm 침탄두께는 일반적으로 이용하는 침탄량보
다 매우 많기 때문에 두꺼운 침탄두께를 가지는 열처리
공정은 많이 수행하지 않았고, 이에 따라 4.5mm 침탄
공정 중 침탄 유지시간이 짧았던 것으로 판단된다. 그
Fig. 4 Fatigue test machine
Table 3 Number of test specimen
Carburizing depth [mm] No. of Specimen
1.5 4EA
3 5EA
3.8 9EA
1.5mm(Mean curve) 3mm(Mean curve) 3.8mm(Mean curve) 600
500
400
300
200
10
310
410
510
6Number of cycles
St re ss ra nge(M P a)
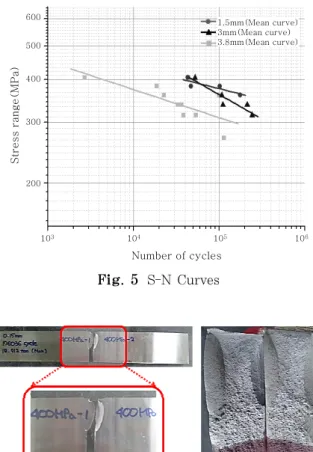
Fig. 5 S-N Curves
Fig. 6 Fracture surface of specimen(1.5mm, △σ=
400MPa) 결과 모든 시험편이 유효침탄두께 3.8mm로 예상한 것
에 비해 적게 나왔다.
표면에서의 경도값은 1.5mm, 3mm에서 약 700Hv, 3.8mm에서 약 600Hv으로 측정되어 침탄량이 더 적 은 시험편에서 더 높은 경도 값을 가지는 것으로 나타 났는데, 이 현상도 역시 유효침탄두께와 마찬가지로 기 존 열처리 과정과 다른 긴 유지시간에 따른 영향으로 판단된다.
경화층 내부에서 경도값은 약 430Hv으로 유사하게 측정되었으며, Fig. 3에 경도시험 측정결과를 정리하여 나타내었다.
3.2 피로 시험
본 연구에서는 3점 굽힘 피로 시험을 수행하였다. 피 로시험에 사용된 장비는 Fig. 4의 ±20ton의 최대 용 량을 가지는 축 인장/압축 유압 피로 시험기를 사용 하 였고, 피로 하중의 파형은 정현파, 응력비 R=0.1, 주 파수 2~3Hz의 조건에서 시험을 수행하였다. 또한 침 탄 두께 별 진행한 시험편의 개수는 Table 3에 나타내 었다. 기존에 각종 산업에서 사용하는 침탄두께보다 두 꺼운 침탄두께를 가지는 3.8mm 시험편은 그 특성을 알아보기 위해 피로시험을 진행하는데 더 많은 시험편 을 사용하였다.
4. 시험 결과 및 고찰 4.1 S-N data
침탄 두께의 차이 이외에 다른 시험 조건은 동일한 상태에서 피로시험을 진행하였으며, Fig. 5에 응력범위 (stress range) 기준으로 S-N curve를 나타내었다.
유효침탄두께가 가장 적은 1.5mm, 3mm시험편이 비슷한 피로강도를 가지며 3.8mm 시험편의 피로강도 가 가장 낮다.
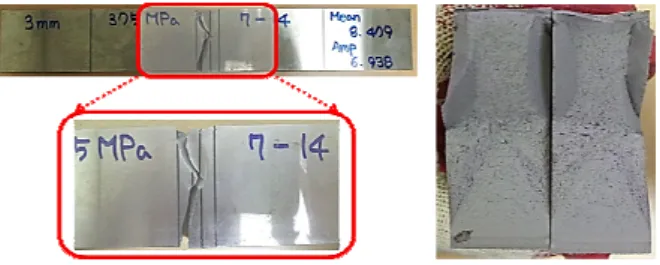
침탄 두께별 시험편의 대표적인 파단면을 Fig. 6~8 에 나타내었다. 모든 시험편은 응력 집중부인, 홈의 반 대쪽 면에서 균열이 발생하여 두께방향(그림 내 흰색 화살표)으로 진전하고 파단에 이르렀다. 균열이 시작된 아래쪽 면에서부터 침탄두께만큼 피로파괴가 발생하였 고, 이후에는 취성파괴가 일어남을 파면을 통해 확인하 였다. 그리고 모든 시험편은 전체 피로수명 대비 매우 짧은 균열진전수명을 가지고 있었다.
4.2 경도 및 잔류응력
일반적으로 유효침탄두께가 증가함에 따라 피로수명
은 증가하며, 유효침탄두께가 피로수명 증가에 가장 큰
Fig. 7 Fracture surface of specimen (3mm, △σ=
375MPa)
Fig. 8 Fracture surface of specimen (3.8mm, △σ=
375MPa)
영향을 미친다고 알려져 있다 1,7,8) . 그러나 본 연구에서 는 동일한 하중이 작용할 때, 1.5mm, 3mm 침탄 시 험편의 피로수명이 3.8mm 시험편에 비해 높은 것을 확인 할 수 있다. 탄소강의 강도와 경도는 비례관계를 가지는데 9) , 1.5mm, 3mm의 시험편이 3.8mm 시험편 에 비해 표면에서 더 높은 경도값을 나타냈다. 이에 따 라 1.5mm, 3mm 침탄두께 시험편의 표면에서 균열이 생성되는 것을 늦추어 균열생성수명이 늘어나 더 긴 피 로수명을 가진 것으로 판단된다.
침탄 열처리를 한 경우 경화층에는 압축 잔류응력이 생성되어 피로강도를 향상시킨다 10,11) . 또한 침탄두께가 증가함에 따라 피로강도 역시 증가하는 경향이 나타난 다. 그러나 침탄두께의 크기와 피로강도가 무관하거나 반대로 나오는 경우에는 압축잔류응력의 크기를 그 원 인으로 보고 있다 12) . Fig. 9에서 Group A, B, C, D 의 유효침탄두께는 각각 0.86mm, 1.2mm, 0.76mm, 1.49mm이다. 그러나 시험편에서 Fig. 2의 L방향과 같은 길이방향 잔류응력의 크기는 A>B>C>D 순서이며, 피로강도 역시 A>B>C>D 순서이다. 이와 같이 경화층 내의 압축잔류응력의 크기에 따라 피로강도가 나타나 며, 본 연구도 침탄두께와 피로강도의 경향이 다르기 때문에 이후 X-ray diffraction, 고유변형도법 13) 등의 방법으로 잔류응력 측정과 그 영향에 대한 연구가 필요 하다.
5. 결 론
본 연구에서는 침탄두께에 대한 피로강도 특성을 확
인하고자 하였다. 경도시험, 3점 굽힘 피로 시험을 수 행한 결과 얻어진 연구 성과를 아래와 같이 정리하여 나타내었다.
1) 경도시험 결과 표면에서부터 중심부로 갈수록 경 도 값이 줄어드는 것을 확인할 수 있으며, 표면에서의 경도 값은 침탄두께 1.5mm, 3mm, 3.8mm에서 각각 약 700Hv, 700Hv, 600Hv이다. 중심부의 경도 값은 약 430Hv로 일정하였다.
2) 유효 침탄 두께 1.5mm, 3mm 시험편은 비슷한 피로강도를 가졌으며, 3.8mm 시험편은 가장 낮은 피로 강도를 나타냈다. 이는 1.5mm, 3mm 시험편이 3.8mm 시험편에 비해 침탄량이 적음에도 표면에서 경도값의 영향으로 균열생성수명이 늘어나 전체 피로수명이 증가 한 것으로 판단된다.
3) 일반적으로 침탄두께가 증가함에 따라 피로강도 역시 증가하는 경향이 나타낸다. 그러나 본 연구에서는 침탄두께의 크기와 피로강도가 무관하였는데, 이는 경화 층 내 압축잔류응력이 피로강도에 영향을 받은 것으로 보인다. 따라서 경화층 내 잔류응력에 대해 추가적인 연구가 필요하다고 판단된다.
후 기
이 논문은 2013년도 정부(미래창조과학부)의 재원으 로 한국연구재단, 삼성중공업의 지원을 받아 수행된 연 구입니다(No. 2011-0030013). 위 기관의 후원에 감 사드립니다.
References