터보 팽창기를 활용한 NGL 회수공정 최적화에 대한 연구
김유미
1, 조정호
1*1공주대학교 화학공학부
An Optimization Study on the NGL Recovery Process Using Turbo-expander
Yu Mi Kim
1and Jungho Cho
1*1Department of Chemical Engineering, Kongju National University
요 약 본 연구에서는 전처리 공정을 거친 천연가스로부터 에탄 이상의 성분을 회수하기 위한 탈메탄탑에 대한 전 산모사와 공정 최적화를 수행하였다. 전처리된 천연가스는 탈메탄탑 상부의 차가운 기상류와의 열교환 및 프로판 냉 동 사이클이 포함된 예냉공정을 거친 후에 기상과 액상이 분리된다. 기상은 터보 팽창기를 거치면서 생산되는 동력을 residue gas의 압력을 높이기 위한 압축기에 전달한 후에 부분적으로 응축되어 탈메탄탑 상부로 주입된다. 액상류는 줄-톰슨 팽창 밸브를 거친 후 더욱 냉각되어 탈메탄탑의 중간부로 주입된다. 원료 대비 에탄의 회수율은 75% 이상으 로 정하였으며, 탈메탄탑의 탑저에서 에탄에 대한 메탄의 몰비는 0.015로 정하였다. 한편 프로판 냉동 사이클의 heat duty를 최소화시키기 위해서 원료를 분리하여 side reboiler와 열교환시킴으로써 냉열의 일부 회수할 수 있었다.
Abstract In this study, simulation and optimization works for a demethanizer column have been performed to obtain ethane and heavier products from a pretreated natural gas stream. Pretreated natural gas feed stream is partially condensed after being precooled by exchanging heat with demethanizer top vapor stream and by using an external refrigeration cycle with a propane refrigerant. Vapor stream is furtherly cooled and partially condensed through a turbo-expander and the power generated from the expansion of turbo-expander was delivered to the compressor for the residue gas compression. Liquid stream is being cooled by Joule-Thomson expansion valve and is fed to the middle section of the demethanizer. Ethane recovery percent for feed natural gas was set to 75% and methane to ethane molar ratio was fixed as 0.015. Propane refrigeration heat duty was reduced by splitting the feed stream and to exchange heat with side reboiler.
Key Words : NGL Recovery Process, Turbo-Expander, Demethanizer, Natural Gas, Joule-Thomson Expansion
본 논문은 지식경제부 중대형사업의 “청정기술사업”과 한국가스공사의 연구과제로 수행되었음.
*교신저자: 조정호([email protected])
접수일 11년 01월 06일 수정일 (1차 11년 02월 06일, 2차 11년 02월 17일) 게재확정일 11년 03월 10일
1. 서론
가스전으로부터 얻어지는 천연가스의 온도는 보통 상 온 근처이지만 압력은 매우 높다. 천연가스의 주성분은 메탄이며 탄화수소 성분으로 에탄, 프로판, 부탄 및 펜탄 등의 성분이 포함되어 있다. 비탄화수소 성분으로 대표적 인 것들은 이산화탄소 및 황화수소 성분과 수분을 예로 들 수 있다. 이 중에서 이산화탄소는 천연가스 액화공정 에서 freezing 문제를 발생시키고, 황화수소 성분은 대기 방출에 대해 엄격히 제한되어 있는 독성 물질이기때문에
천연가스 액화공정에 주입하기 전에 반드시 제거해 주어 야 한다. 이산화탄소와 황화수소 성분을 산성가스라고 부 르며 이러한 산성가스는 monoethanol amine(MEA)이나 diethanol amine(DEA) 수용액을 이용하여 흡수탑과 탈거 탑으로 구성된 acid gas removal unit(AGRU)을 통해서 제거된다[1,2]. 또한 천연가스 중에 포함되어 있는 수분은 molecular sieve 또는 triethylene glycol(TEG) 용매를 이용 한 수분 제거공정을 통해서 제거된다[3,4]. 전처리 공정을 거친 후의 천연가스는 NGL(Natural gas liquids) 회수공 정을 거쳐서 에탄 이상의 성분들은 탈메탄탑의 하부로
얻어지고, 대부분의 메탄과 미량의 에탄 및 극히 일부분 의 프로판 이상의 성분들은 탈메탄탑 상부로 얻어진다.
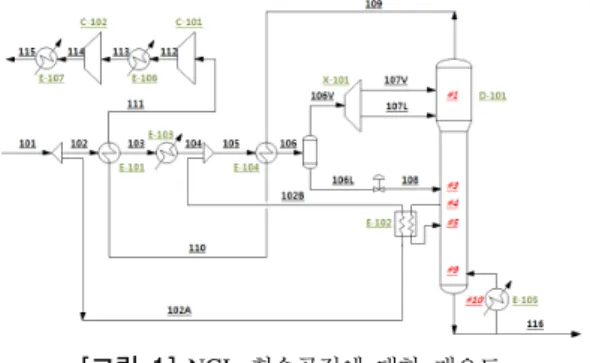
천연가스 처리공정을 위한 NGL 회수탑과 그 주변 공정 에 대한 개요도는 그림 1에 나타내었다.
[그림 1] NGL 회수공정에 대한 개요도
상기 그림 1에 의하면 천연가스는 102번과 102A번의 두 개의 스트림으로 나누어지고 102번 스트림은 E-101, E-103 및 E-104 열교환기에 의해서 연속적으로 냉각된 후에 부분적으로 응축된다. 이 중에서 E-101 및 E-104 열 교환기에서는 차가운 탈메탄탑의 상부 증기류에서 회수 한 냉열을 이용하여 천연가스의 온도를 낮춘다. 그리고 E-103에서는 천연가스를 원하는 온도까지 낮추기 위해서 프로판 냉매를 이용한 냉동 사이클을 설치하여 부족한 냉열을 공급한다. 한편 102A번 스트림은 프로판 냉동 사 이클의 heat duty를 줄이기 위해서 side reboiler와 열교환 되어진 후 프로판 냉동 사이클 후단의 스트림과 합쳐진 다. 천연가스는 106번 스트림에서 부분 응축이 이루어진 후에 플래쉬 드럼에서 기상과 액상의 분리가 이루어진다.
이때, 탈메탄탑의 운전압력 조건에서 106번 스트림의 온 도를 조절하면 탈메탄탑 하부에서 에탄의 회수율 75%를 맞출 수 있다. 플래쉬 드럼에 의해 분리된 기상류는 터보 팽창기인 X-101을 이용하여 탈메탄탑 상부의 압력까지 떨어뜨리는데 이때 터보 팽창기를 이용해서 압력을 낮출 경우에는 다음의 세 가지 측면에서의 장점이 있다. 첫째, 줄-톰슨 팽창밸브를 통해서 압력을 떨어뜨리는 경우보다 저온을 얻을 수 있기 때문에 탈메탄탑 상부에서 좀 더 저 온의 기상류를 얻을 수 있다는 것이다. 이는 좀 더 많은 냉열을 회수할 수 있게 하여 냉동 사이클의 heat duty를 줄이는 장점이 있다. 둘째, 터보 팽창기를 통해 얻은 동력 을 회수하여 첫 번째 압축기로 동력을 전달해 줄 수 있다 는 것이다. 셋째, 터보 팽창기 후단에서 부분 응축이 이루 어져 액상이 발생되는데, 이는 탈메탄탑에서 환류 스트림 의 역할을 수행하게 되어 에탄의 회수율을 증가시켜 주 는 장점이 있다. 그림 1에 의하면 터보 팽창기 X-101을
통해서 얻어진 동력은 residue gas의 압력을 높이는데 필 요한 동력을 C-101 압축기에 전달한 후에 탈메탄탑의 상 부로 주입된다. 한편 나머지 액상류의 천연가스는 줄-톰 슨 팽창 밸브를 통해서 압력을 떨어뜨린 후에 이론단수 기준으로 탈메탄탑의 제 3단으로 주입한다. 탈메탄탑에 의해 분리된 상부 증기류는 천연가스의 온도를 낮추기 위해서 열교환되어진 후에 압축기를 통해서 가압된다.
NGL 회수공정을 설계하는 데 있어서 가장 중요한 것 은 첫째, 탈메탄탑의 운전 압력을 정하는 것이다. 만일 탈 메탄탑의 압력을 너무 높게 정하면 탈메탄탑 상부 증기 류의 온도가 높아지므로 회수되는 냉열의 양이 감소하여 프로판 냉동 사이클의 heat duty가 증가하게 되고 이는 냉동 사이클에 사용되는 압축기의 소요 동력을 증가시킨 다. 반대로 탈메탄탑의 압력을 너무 낮게 정하면 residue gas의 delivery pressure를 맞추기 위해서 압축기 소요 동 력이 증가한다는 단점이 있다. 둘째, 플래쉬 드럼 전단의 온도를 정하는 것이다. 이것은 탈메탄탑의 운전압력 조건 하에서 주어진 에탄 회수율을 맞출 수 있는 온도를 결정 하면 된다. 또한, 메탄과 에탄 사이의 분리도는 에탄과 프 로판 사이의 분리도보다 크기 때문에 탈메탄탑의 이론단 수는 재비기를 포함하여 10단이면 충분하다. 셋째, side reboiler와 열교환되는 천연가스의 분리 유량을 결정하여 이를 통해 프로판 냉동 사이클의 heat duty를 줄이는 것 이다. 이는 side reboiler의 heat duty를 크게 할수록 유리 하다. side reboiler에서 회수되는 온도를 -40oC로 정하고 환류되는 천연가스의 온도를 -37oC로 정하면 그림 1에서 보는 것과 같이 104번과 102B번 스트림이 같은 온도에서 합쳐지게 된다.
본 연구에서는 탈메탄탑 하부에서 에탄의 회수율은 75%로 정하였으며, 하부에서 에탄에 대한 메탄의 몰비는 0.015로 정하였다. 에탄 회수율을 높게 잡은 것은 추후에 NGL로부터 에탄을 분리하여 에탄 크래킹에 의해서 석유 화학 기초물질인 에틸렌을 얻기 위해서이다. 또한 에탄에 대한 메탄의 몰비를 0.015로 낮게 정한 것은 대부분의 메 탄과 원료 대비 25%의 에탄은 탑상으로 회수하여 천연 가스 액화공정으로 보내기 위함이다. 에탄의 회수율을 높 일수록 탈메탄탑의 운전압력은 낮아지게 되며 프로판 냉 동 사이클의 소요동력 또한 증가한다. 한편 residue gas의 Delivery pressure는 천연가스의 원료압력과 같은 70 bar 로 정하였다.
2. 전산모사
표 1에는 본 연구에서 적용한 천연가스의 온도, 압력,
유량 및 조성을 나타내었다. NGL 회수공정에 대한 전산 모사를 위해서 Invensys사의 PRO/II with PROVISION release 9.0[5]을 사용하였으며, 열역학 모델식으로는 Peng-Robinson 상태방정식[6]을 적용하였다. 탈메탄탑 하 부에서 에탄의 회수율은 75% 이상으로 정하였으며, 하부 에서 에탄에 대한 메탄의 몰비는 0.015로 정하였다. 한편 residue gas의 delivery pressure는 천연가스의 압력과 같 은 70 bar로 정하였다.
[표 1] 천연가스의 원료 성분 및 조건
성분 조성 (몰%)
N2 0.22
CH4 91.33
C2H6 5.36
C3H8 2.14
iC4H10 0.46
nC4H10 0.47
iC5H12 0.01
nC5H12 0.01
Temperature (oC) 45.0
Pressure (bar) 70.0
Flowrate (kg/hr) 625,000
2.1 side reboiler와 열교환을 하지 않는 경우 에 대한 전산모사
우선 NGL 회수공정의 설계를 위해서 탈메탄탑의 운 전압력을 27 bar로 정하였다. 탈메탄탑의 운전압력을 결 정한 다음에는 플래쉬 드럼 전단의 천연가스의 온도를 탈메탄탑 하부에서 에탄의 회수율인 75%를 만족할 수 있도록 정하였다. 그림 2에는 천연가스의 주입 온도를 45oC에서 시작하여 탈메탄탑 하부에서 에탄 회수율 75%
를 얻는데 필요한 플래쉬 드럼 전단의 온도인 -54.54oC까 지 냉각하는 과정에 대하여 온도와 엔탈피의 관계인 cooling curve를 곡선 (a)로 나타내었다. 탈메탄탑 상부 증기류와 원료 천연가스와의 열교환을 위해서 5oC의 최 소접근온도를 감안하여 40oC까지 가열하는 과정에 대한 heating curve를 곡선 (b)로 나타내었다. 그림 2에 나타낸 천연가스와 residue gas에 대한 heating 및 cooling curve 는 그림 3의 천연가스 원료를 분리하여 side reboiler와 열 교환을 하지 않은 경우를 기준으로 작성한 것이다. 여기 에서 천연가스의 온도를 -54.54oC까지 냉각하는 것은 탈 메탄탑 하부에서 에탄의 회수율인 75%를 얻을 수 있는 온도이다.
[그림 2] side reboiler와 열교환을 하지 않는 경우에 천연 가스와 탈메탄탑 상부 스트림 및 프로판 냉매에 대한 heating 및 cooling curve
곡선 (a): 원료 천연가스의 cooling curve 곡선 (b): 탈메탄탑 상부 residue gas의 heating
curve
곡선 (c): 고온부의 천연가스와 열교환을 위한 residue gas의 heating curve
곡선 (d): 프로판 냉동 사이클의 heating curve 그림 2에 의하면 천연가스를 냉각시키기 위해 필요한 총 heat duty는 곡선 (a)에 의하면 55.4729x106 kcal/hr이 다. 이때 탈메탄탑 상부 증기류는 약 -89.79oC에서 40oC 까지 가열되는데 이 스트림은 heat duty는 곡선 (b)로 나 타낸 것과 같이 적기 때문에 천연가스에 대한 cooling curve와 온도 cross-over가 일어난다. 따라서 탈메탄탑 증 기류의 온도가 -40oC까지만 냉열을 회수하고 나머지 heating curve는 왼쪽으로 수평 이동하여 천연가스의 온 도가 높은 쪽의 스트림과 열교환을 시킨다. 온도가 높은 쪽의 천연가스와의 열교환을 위한 heating curve는 곡선 (c)에 나타내었으며, 이 과정에 대한 heat duty는 24.3923x106 kcal/hr이다. 한편 천연가스의 중간온도 영역 은 -40oC의 프로판 냉매를 이용한 냉동 사이클에 의해서 냉각시키는데 이것은 직선 (d)로 나타내었고 이에 대한 heat duty는 13.6163x106 kcal/hr이다. 이 과정에서 프로판 냉매는 순수한 프로판 성분으로 간주하였기 때문에 증발 하는 과정동안에 온도변화가 없다. 한편 그림 3에서 열교 환기 E-01은 천연가스의 고온부분과 Residue gas와의 열 교환을 나타낸 것이며, E-02은 프로판 냉매를 이용한 냉 동 사이클에 의한 천연가스의 냉각을 E-03는 탈메탄탑 상부 증기류와 천연가스와의 열교환을 나타낸 것이다. 마 지막으로 E-04은 탈메탄탑의 재비기를 나타낸 것이다.
[그림 3] Side reboiler와 열교환을 하지 않은 경우의 NGL 회수공정에 대한 개요도
그림 4에는 탈메탄탑의 운전압력의 변화에 따른 프로 판 냉매 압축기의 소요동력과 residue gas 압축기의 소요 동력의 합의 변화를 나타낸 것이다. 그림 4에서 보듯이 탈메탄탑의 운전압력이 27bar일 때, 총 소요동력이 43,857kW로 최소가 되므로 이를 탈메탄탑의 최적의 운 전압력으로 결정하였다.
표 2에는 그림 3의 공정에 대한 전산모사 결과를 요약 하였다. 표 2에는 그림 3의 공정배열인 side reboiler와 원 료 천연가스 사이의 열교환을 하지 않는 경우에 대한 전 산모사 결과를 요약하였다. 표 2에 의하면 E-01의 heat duty는 24.3923x106 kcal/hr로써 이는 그림 2의 곡선 (c)에 해당한다. E-02의 heat duty는 13.6136x106 kcal/hr로써 이 는 그림 2의 곡선 (d)에 해당한다. E-03의 heat duty는 17.4670x106 kcal/hr로써 이는 곡선 (a)의 heat duty에서 곡선 (a)와 곡선 (d)의 heat duty를 합한 만큼을 뺀 것과 같다. E-04의 heat duty는 16.5769x106 kcal/hr로써 탈메탄 탑의 재비기의 heat duty이다. 그리고 E-05와 E-06는 각 각 residue gas에 대한 압축공정에서 inter-cooler와 after-cooler에 대한 heat duty로써 각각 3.6396x106 kcal/hr 와 30.7754x106 kcal/hr임을 알 수 있었다.
P re s s u re (b a r)
1 1 1 3 1 5 1 7 1 9 2 1 2 3 2 5 2 7 2 9 3 1 3 3
Work(kW)
4 3 0 0 0 4 4 0 0 0 4 5 0 0 0 4 6 0 0 0 4 7 0 0 0
[그림 4] 탈메탄탑의 운전압력 변화에 따른 냉동 압축기와 residue gas 압축기 소요 동력의 총합의 변화
[표 2] 그림 3의 전산모사 결과 요약
항목 결과
E-01 heat duty 24.3923x106 kcal/hr E-02 heat duty 13.6136x106 kcal/hr E-03 heat duty 17.4670x106 kcal/hr E-04 heat duty 16.5769x106 kcal/hr E-05 heat duty 3.6396x106 kcal/hr E-06 heat duty 30.7754x106 kcal/hr
04번 스트림의 온도 -54.54℃
X-01 소요 동력 5,301kW
C-01 소요 동력 5,301kW
C-02 소요 동력 29,873kW
2.2 Side reboiler와 열교환을 하는 경우에 대한 전산모사
그림 5에는 그림 1에 나타낸 side reboiler와의 열교환 을 함으로써 프로판 냉동사이클의 heat duty를 줄이는 공 정배열에 대한 각각의 스트림의 cooling curve와 heating curve를 나타내었다. 곡선 (a)는 천연가스가 원료조건인 45℃에서 주입되어 탈메탄탑 하부에서 에탄 회수율 75%
를 얻기위해 요구되는 플래쉬 드럼 전단온도인 -54.54℃
까지 냉각되는 과정에 대한 cooling curve를 나타내었다.
이 과정에 대한 총 heat duty는 43.3832x106 kcal/hr이다.
곡선 (b)는 원료에서 분리되어 side reboiler와 열교환되는 천연가스 스트림에 대한 cooling curve를 나타내었으며 이 과정에 대한 heat duty는 12.0874x106 kcal/hr이다. 원 료 천연가스가 일부 분리되어 side reboiler와 열교환하여 -37℃까지 냉각되어진 후에 프로판 냉동 사이클 후단의 원료 스트림과 합쳐짐으로써 프로판 냉동 사이클에 대한 heat duty를 줄일 수 있다. 곡선 (c)는 탈메탄탑 상부 증기 류에 대한 heating curve를 나타낸 것이며 출구 온도는 -40oC까지 가열되도록 하였으며 이 과정에 대한 heat duty는 17.4646x106 kcal/hr이다. 또한 곡선 (d)는 residue gas에 대한 heating curve를 나타낸 것이며 이 과정에 대 한 heat duty는 24.3934x106 kcal/hr이다. 그리고 곡선 (c) 와 곡선 (d) 사이의 직선은 프로판 냉동 사이클에 대한 heating curve를 나타낸 것으로써 이 과정에 대한 heat duty는 1.5252x106 kcal/hr이다. side reboiler와 열교환을 하지 않은 경우에 프로판 냉동 사이클의 heat duty는 13.6163x106 kcal/hr이었으므로 side reboiler와 열교환을 하는 경우에는 side reboiler와 열교환을 하지 않는 경우 에 비해서 heat duty가 89% 감소함을 알 수 있었다. 표 3 에는 그림 1의 공정배열인 side reboiler와 원료 천연가스 사이의 열교환을 하는 경우에 대한 전산모사 결과를 요
약하였다. 표 3에 의하면 E-101의 heat duty는 24.3934x106 kcal/hr로써 이는 그림 5의 곡선 (d)에 해당 한다. E-102의 heat duty는 12.0874x106 kcal/hr로써 이는 그림 5의 곡선 (b)에 해당한다. E-103의 heat duty는 1.5252x106 kcal/hr로써 이는 프로판 냉동 사이클의 heat duty이다. E-104의 heat duty는 17.4646x106 kcal/hr로써 곡선 (c)에 해당한다. E-105의 heat duty는 4.8216x106 kcal/hr로써 탈메탄탑의 재비기의 heat duty이다. 그리고 E-106과 E-107은 각각 residue gas에 대한 압축공정에서 inter-cooler와 after-cooler에 대한 heat duty로써 각각 3.5934x106 kcal/hr와 30.8318x106 kcal/hr이다. X-101은 터보 팽창기에서 얻어내는 동력으로써 5,254kw의 동력 을 첫 번째 압축기인 C-101에 모두 전달하며, C-102는 두 번째 압축기로써 소요동력은 29,932kW이다.
[그림 5] side reboiler와 열교환을 하는 경우에 천연가스와 탈메탄탑 상부 스트림 및 프로판 냉매에 대한 heating 및 cooling curve
곡선 (a): 원료 천연가스의 cooling curve 곡선 (b): 분리된 원료가스의 cooling curve 곡선 (c): 저온부의 천연가스와 열교환을 위한
residue gas의 heating curve
곡선 (d): 고온부의 천연가스와 열교환을 위한 residue gas의 heating curve
[표 3] 그림 1의 전산모사 결과 요약
항목 결과
E-101 heat duty 24.3934x106 kcal/hr E-102 heat duty 12.0874x106 kcal/hr E-103 heat duty 1.5252x106 kcal/hr E-104 heat duty 17.4646x106 kcal/hr E-105 heat duty 4.8216x106 kcal/hr E-106 heat duty 3.5934x106 kcal/hr E-107 heat duty 30.8318x106 kcal/hr
106번 스트림의 온도 -54.54℃
X-101 소요 동력 5,254kW
C-101 소요 동력 5,254kW
C-102 소요 동력 29,932kW
2.3 프로판 냉동사이클에 대한 전산모사
그림 5에는 프로판 냉동 사이클에 대한 공정 개요도를 나타내었다. 그림 6에 의하면 증기 압축식 프로판 냉동 사이클은 냉매 압축공정, 2차 냉매에 의한 냉매의 응축공 정, 줄-톰슨 팽창밸브에 의한 팽창 공정과 냉매 증발공정 으로 구성되어 있다.[그림 6] 프로판 냉동 사이클에 대한 공정 개요도
[표 4] 그림 6의 프로판 냉동 전산모사 결과 비교
항목 계산 결과
case 1 case 2
압축기 후단압력 (bar) 15.885 15.885
압축기 효율 (%) 70 70
냉동 압축기 소요 동력 (kW) 13,925 1,559
팽창밸브 후단압력 (bar) 1.114 1.114
응축기 heat duty (106 kcal/hr) 25.5491 2.8603 증발기 heat duty (106 kcal/hr) 13.6163 1.5252
냉매의 총 순환유량 (kg/hr) 279,557 31,325
표 4에는 그림 6의 프로판 냉동 사이클에 대하여 그림 3의 side reboiler와 열교환을 하지 않은 경우(case 1)와 그 림 1의 side reboiler와 열교환을 하는 경우(case 2)에 대해 서 전산모사 결과를 각각 비교 및 요약하였다. 표 4에 의 하면 프로판 냉동 사이클의 냉매 압축기 후단의 압력은 15.885 bar이다. 이것은 압축기 후단에서 응축기 사이의 압력강하를 고려하여 냉각수로 냉각시킬 수 있는 온도인 45oC에서 프로판 냉매가 충분히 응축이 일어날 수 있는 압력까지 가압한 것으로 45oC에서 프로판 냉매의 기포점 압력에 압력강하 0.5 bar를 더한 것이다. 한편 팽창밸브 후단의 압력은 1.114 bar로 이는 -40oC에서 프로판 냉매 의 이슬점 압력과 같다. 증발기의 heat duty는 case 1의 경우에 13.6163x106 kcal/hr에서 case 2의 경우에 1.5252x106 kcal/hr로 줄어들었으며 이에 따라서 프로판 냉매의 총 순환유량도 279,557 kg/hr에서 31,325 kg/hr로
줄어들었음을 알 수 있다. 이는 원료 천연가스의 일부를 side reboiler와의 열교환시킨 후에 프로판 냉동 사이클 후단의 천연가스와 혼합함으로써 프로판 냉동 사이클의 heat duty가 줄어들었기 때문이다.
3. 결론
본 연구에서는 NGL 회수공정을 위한 프로판 냉동 사 이클을 포함한 열교환망의 구성과 탈메탄탑의 압력 결정 및 프로판 냉동 사이클의 heat duty를 최소화시키기 위하 여 원료를 분리하여 side reboiler와 열교환을 통해서 냉 열을 회수하는 공정에 대한 전산모사를 수행하였으며 다 음과 같은 결론을 얻었다.
1. 탈메탄탑의 운전 압력은 27 bar로 정하였고, 이 운 전 압력에서 에탄 회수율 75%를 얻어내기 위한 플 래쉬 드럼의 전단의 온도는 -54.54oC임을 알 수 있 었다.
2. 탈메탄탑에서 side reboiler와 bottom reboiler의 heat duty 분배를 통해서 회수한 열량은 12.0874x106 kcal/hr로써 재비기의 총 열량인 16.9090x106 kcal/hr 에 비하여 약 71.495%의 냉열을 회수할 수 있었다.
3. side reboiler의 heat duty 분배를 통해서 회수한 냉 열을 이용하여 천연가스 원료를 분리하여 냉각시킴 으로써 프로판 냉동 사이클의 heat duty를 13.6163x106 kcal/hr에서 1.5252x106 kcal/hr까지 줄 일 수 있었다. 또한 냉매 압축기의 소요 동력도 13,925 kW에서 1,559 kW로 줄일 수 있었다.
참고문헌
[1] Arthur Kohl and Richard Nielsen, "Gas Purification", Springer, 2005.
[2] Saeid Mokhatab, William A. Poe and James G.
Speight, "Handbook of Natural Gas Transmission and Processing", Elsevier Inc., 2006.
[3] Gas Processors Suppliers Association, "Engineering Data Book", Gas Processors Assication, 2004.
[4] Arthur J. Kidnay and William R. Parrish,
"Fundamentals of Natural Gas Processing", Taylor &
Franscis, 2006.
[5] 조정호, 김성태, 박종기, "PRO/II with PROVISION을 이용한 화학공정의 모사", 도서출판 아진, 2004.
[6] Peng, D. Y., and Robinson, D. B., "A New Two-constant Equation of State for Fluids and Fluid Mixtures", Ind. Eng. Chem. Fundam., vol. 15, pp.
58-64, 1976.
조 정 호
(Jungho Cho) [정회원]• 1988년 2월 : 한양대학교 공과대 학 화학공학과 (공학사)
• 1991년 8월 : 한국과학기술원 화 학공학과 (공학석사)
• 1998년 2월 : 서울대학교 공과대 학 화학공학과 (공학박사)
• 1991년 1월 ~ 1997년 2월 : 대 림산업(주) 공정부 과장
• 1997년 3월 ~ 2000년 2월 : 경인여자대학 산업환경공 학부 전임강사
• 2000년 3월 ~ 2008년 2월 : 동양대학교 공과대학 생 명화학공학과 조교수
• 2008년 3월 ~ 현재 : 공주대학교 화학공학부 부교수
<관심분야>
열역학, 공정 Simulation
김 유 미
(Yu Mi Kim) [준회원]• 2010년 현재 : 공주대학교 공과 대학 화학공학부 4학년 (대학원 진학 예정)
<관심분야>
열역학, 공정 Simulation