<학술논문> DOI https://doi.org/10.3795/KSME-A.2017.41.4.307 ISSN 1226-4873(P rint) 2288-5226(Online)
EuTroLoy 16006 분말을 이용한 내열강의 레이저 클래딩에 관한 연구 (Ⅱ)
- 멀티패스 클래드 층의 합금 성분 분포 특성 -
김종도* · 이은진**· 김철규***
* 한국해양대학교 기관공학과, ** 한국해양대학교 대학원, *** (주)종합폴스타
Study on Laser Cladding of Heat Resisting Steel Using EuTroLoy 16006 Powder( )
-
Characteristics of Alloying Elements Distribution of Multi Pass Clad Layer -
Jong Do Kim* , Eun Jin Lee** and Cheol Gyu Kim**** Division of Marine Engineering, Korea Maritime and Ocean Univ.
** Graduate School, Korea Maritime and Ocean Univ.
*** Jonghap Polestar Co., Ltd.
(Received August 5, 2016 ; Revised December 23, 2016 ; Accepted January 2, 2017)
Key Words: Overlapping Ratio(중첩률), Multi-Pass Clad(멀티패스 클래드), Hardness(경도), Alloying Element
Distribution(합금 성분 분포)
초록 : 레이저 클래딩은 아크 용접 및 용사와 같은 기존 클래딩 기술보다 우수한 장점을 가진다. 레이저 클래딩으로 형성한 클래드 층의 희석률은 낮으며 모재와의 결합력이 우수하고 결함이 거의 존재하지 않는다 . 이러한 특징을 가진 레이저 클래딩을 실제 선박용 배기밸브에 적용하기에 위해 지난 제1보의 논문에서 조사한 공정변수에 따른 1 패스 클래드 층의 특성을 통해 넓은 면적에 클래딩 시 1 패스 클 래드 층의 중첩이 필수적이라는 것을 알 수 있었다 . 따라서 본 논문에서는 중첩률에 따른 멀티패스 클 래드 층의 형상 차이를 비교하고 일정 중첩률 조건에서 EDS 및 EPMA를 통해 합금 성분 분포를 파악 하였다 . 실험결과, 중첩률이 증가할수록 클래드 층의 길이가 감소하고 높이가 증가하였으며 동일한 조 건의 1 패스 클래드 층보다 높이가 상승하였다. 성분 분석을 통해 모재 희석이 많이 발생한 첫 번째 클 래드 층에서 Fe이 높게 측정되었으나 나머지 영역에서는 희석이 감소하여 Co가 증가하고 Fe이 감소하 였으며 균일한 성분 분포가 관찰되었다.
Abstract: Laser cladding has some advantages compared to conventional cladding technologies such as arc
welding and thermal spraying. Laser cladding produces a metallurgically well-bonded clad layer with a lower dilution ratio and few defects. Based on the characteristics of a 1-pass clad layer with many parameters, which were investigated in a previous report, it was found that it was essential to overlap a 1-pass clad layer when cladding a large area. In this study, the shape differences of multi-pass clad layers with various overlapping ratios were compared. Then, the alloying element distribution of cladding with a certain overlapping ratio was investigated using EDS and EPMA. As the overlapping ratio increased, the length of the clad decreased and its height increased. In addition, the height of the multi-pass cladding was higher than that of the 1-pass cladding under the same condition. The Fe content of the highly diluted first clad was found to be approximately 20 % in an element analysis. However in the area outside of the first clad, the Fe content was decreased to 10 % as a result of minimum dilution, and a uniform distribution of elements was found.
Corresponding Author, [email protected]
Ⓒ 2017 The Korean Society of Mechanical Engineers
Element(%)
Material C Ni Cr Si W P S Mo Cu Co Fe
SNCrW 0.257 9.996 19.958 0.969 2.012 0.028 0.0028 0.14 0.275 - Bal.
EuTroLoy 16006 1.1 1.7 28.0 1.2 3.9 - - - - Bal. 1.5
Table 1 Chemical composition of material
Fig. 1 Schematic illustration of laser cladding process
1. 서 론
모재 자체의 얇은 표면층의 특성을 변화시키는 표면 경화와 달리 클래딩은 제품 표면에 내마모 성 , 내식성, 내열성 등과 같은 특성을 갖는 코팅 층을 형성할 뿐만 아니라 사용하면서 마모된 부 분을 수리하기 위해 사용되는 프로세스이다 . 기 존 클래딩 기술은 아크 용접 및 용사로 크게 분 류할 수 있으나 아크용접 클래딩 시 높은 입열량 으로 모재의 희석률이 높으며, 제품의 기계적 변 형이 발생하여 후가공이 추가적으로 필요하게 된
다.
(1,2)용사의 경우 클래드 층과 모재간의 결합력
이 높지 않아 접착 및 내마모성의 문제로 이어질 수 있으며 코팅 층 내부에 기공이 발생할 수 있 다 . 반면 레이저 클래딩은 기존 프로세스의 장점 뿐만 아니라 단점을 보완한 기술로 Fig. 1에 나타 내듯이 클래딩 재료를 모재 표면상에 부가하면서 레이저 빔을 이용하여 두 재질을 용융시켜 접합 하는 방법이다 .
(3~5)이 기술은 모재 희석이 낮고 결함이 거의 존재하지 않는 우수한 클래드 층을 형성하므로 제품의 품질과 내구성을 보다 향상시 킬 수 있다. 이뿐만 아니라 저가의 모재에 레이 저 클래딩 시 귀금속 합금 , 금속 및 기타 고가의 물질을 절약할 수 있으므로 제조비용을 크게 절 감할 수 있게 된다 .
(6,7)앞선 제 1보의 논문에서는 실제 선박용 배기밸 브에 레이저 클래딩을 적용하기 위해 여러 공정 변수가 1 패스 클래드 층에 미치는 영향을 알아 보았다. 실제 산업현장에서는 넓은 면적의 부품 을 수리해야하므로 레이저 빔의 특성상 1 패스 클래드 층의 중첩(overlapping)이 필수적이다. 따 라서 이번 연구에서는 1 패스 클래드 층을 중첩 할 때 중첩률에 따른 멀티패스(multi pass) 클래드 층의 형상변화를 비교하고 일정 중첩률 조건에 대한 클래드 층의 기계적 성질 및 합금 성분 분 포 특성을 파악하고자 하였다 .
2. 실험 재료 및 방법
2.1 실험 재료
본 실험에서는 고온강도, 내산화성, 내마모성 및 고온피로강도가 우수한 내열강 SNCrW를 모재 로 사용하였으며 , 크기는 지름 115 mm, 두께 20 mm이다. 실험 전 모든 시험편은 메틸 알콜을 이 용하여 표면 탈지 후 , 샌드 블라스팅하여 표면 조 도를 일정하게 하였다. 클래딩 시 공급된 분말은 대표적인 Co계 합금 stellite 6과 동일한 조성의 EuTroLoy 16006이다. 가스 분사법(gas atomization) 으로 제조된 분말은 둥근형이나 불규칙한 형상을 나타내며 입자 크기는 53~150 μm의 범위에 속한 다 . 일반적으로 Co계 합금은 고온에서도 경도를 유지하며 뛰어난 내마모성, 내식성 및 내열피로성 을 가진다 . Co와 Cr은 함께 사용되어 고온 강도 및 고온 경도를 크게 증가시키는 특성을 가진
다 .
(8,9)모재와 분말의 화학적 조성을 Table 1에 나
타낸다.
2.2 실험 방법
실험에 사용된 레이저는 975±10 nm의 파장대를
가지는 최대출력 8.0 kW의 다이오드 레이저이며,
분말 공급 노즐을 클래딩 헤드에 장착하여 실험
을 진행하였다 . 레이저 빔은 크기가 6×6 mm인 사
각빔으로 균일한 파워밀도 분포를 나타낸다. 또
한 클래딩이 진행되는 동안 산화를 방지하기 위
(a) 1 pass clad (b) Multi pass clads
Fig. 2 Photos of clad layerFig. 3 Schematic diagram of different overlapping
ratio by beam size criterion
P : 4 kW, v : 4 mm/s, R
f: 3 rpm(19~20 g/min),
GS: 20 ℓ/min(Ar), G
C: 8 ℓ/min(Ar)
Clad layer
OLap.r(%) Surface Cross section
0 %
10 %
20 %
30 %
Fig. 4 Surface and cross section of multi pass clad
with overlapping ratio
0 10 20 30
0 2 4 30 35 40 45
Clad layer length Clad layer height
Clad layer length, l (mm) Clad layer height, h (mm)
Overlapping ratio, OLap.r (%)
Fig. 5 Variation of multi pass clad with overlapping
ratio
하여 불활성 가스인 Ar을 사용하였으며, 클래딩 용 광학헤드 내부에 실드가스 노즐을 설치하여 레이저와 동축으로 공급하였다 .
실험은 Fig. 2에 나타낸 것과 같이 총 6개의 1 패스 클래드 층을 동일한 방향으로 중첩하여 멀 티패스 클래드 층을 형성하였다. 중첩률에 따른 클래드 층의 형상 변화를 파악하고 , 일정 중첩률 조건에서 마이크로 비커스 경도기를 사용하여 경 도를 측정하였으며 , SEM-EDS 및 EPMA 분석을 통해 합금 성분 분포 경향을 관측하였다.
3. 실험 결과 및 고찰
3.1 중첩률에 따른 클래드 층의 형상변화 앞선 제 1보에서 공정변수에 따른 1 패스 클래 드 층의 특성 변화를 파악하였다. 빔 사이즈가 6×6 mm 크기의 광학계를 사용하였을 때, 레이저 출력(P) 4 kW, 클래딩 속도(v) 4 mm/s, 분말 공급 량 (R
f) 3 rpm(19~20 g/min), 실드 및 이송가스 유량 (G
S&G
C) 20&8 ℓ/min 조건에서 클래드 층의 폭은 약 10 mm 이하를 나타내었다. 실제 적용을 위해 서는 이보다 넓은 폭을 가진 클래드 층이 요구되 므로 중첩을 실시하여야 한다 . 현재까지 많은 논 문에서 중첩률 기준이 빔 사이즈를 중심으로 한 중첩률과 클래드 층 폭 길이를 중심으로 한 중첩 률로 각각 달랐으나 본 논문에서는 빔 사이즈를 중심으로 중첩률을 정의하였다 .
높이 약 1 mm, 폭 약 10 mm의 1 패스 클래드 층을 형성하는 조건인 출력 4 kW, 클래딩 속도 4 mm/s, 분말 공급량 19~20 g/min에서 중첩률을 0~30 %로 변화시켰다. 0 %는 빔이 겹치지 않고, 10 %는 0.6 mm, 20 %는 1.2 mm, 30 %는 1.8 mm 겹치는 것을 Fig. 3의 멀티패스 레이저 클래딩 실 험 모식도를 통해 확인할 수 있다. 멀티패스 클
래딩 후 클래드 층의 외관 및 횡단면, 길이 및
높이 변화를 Fig. 4 및 Fig. 5에 각각 나타낸다.
P : 4 kW, v : 4 mm/s, R
f: 3 rpm(19~20 g/min),
GS: 20 ℓ/min(Ar), G
C: 8 ℓ/min(Ar), O
Lap.r: 20 %
a b
c d
e f
Fig. 6 Hardness distribution of multi pass clad at
overlapping ratio 20 %
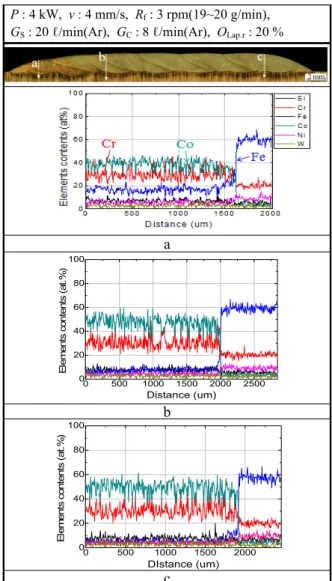
P : 4 kW, v : 4 mm/s, R
f: 3 rpm(19~20 g/min),
GS: 20 ℓ/min(Ar), G
C: 8 ℓ/min(Ar), O
Lap.r: 20 %
a
0 500 1000 1500 2000 2500 0
20 40 60 80 100
Elements contents (at.%)
Distance (um)
b
0 500 1000 1500 2000
0 20 40 60 80 100
Elements contents (at.%)
DIstance (um)
c
Fig. 7 Results of EDS lining analysis along the cross
section of multi pass clad at overlapping ratio 20 %
전체적으로 균일한 높이의 클래드 층을 얻을 수 있었으며 중첩률이 증가할수록 클래드 층의 길이 가 짧아지고 높이가 상승하였다 . 모든 중첩률 조 건에서 높이 1.5 mm, 길이 30 mm 이상의 클래드 층이 형성되었으며 동일한 조건의 1 패스 클래드 층 보다 약 0.5~0.9 mm 정도 높이가 상승하였다.
중첩률이 0 %에서 30 %로 증가할 때 클래드 층 길이가 약 10 mm 이상 감소하며, 높이 또한 변화 하게 되므로 생산성과 함께 클래딩 목적을 고려 하여 이에 적합한 중첩률 선정이 필요하다는 것 을 알 수 있다 .
3.2 멀티패스 클래드 층의 경도 분포
중첩률 20 % 조건에서 형성된 멀티패스 클래드 층의 경도는 하중 980.7 mN에서 유지시간 10초 로 종방향 및 횡방향으로 나누어 측정하였으며 , 그 결과를 Fig. 6에 나타낸다. 모재의 경도는 평 균적으로 220~250 Hv 정도이다. 종방향 경도분포 를 통해 첫 번째 클래드 층 영역인 a에서는 400~
460 Hv, 평균 443 Hv를 나타내었으나 나머지 영
역 b, c, d에서는 450~510 Hv, 450~530 Hv, 470~
530 Hv으로 평균 473 Hv, 482 Hv, 494 Hv의 값을 나타내었다. 첫 번째 클래드 층은 모재 성분의 희석이 많이 발생하여 다른 클래드 층보다 경도 값이 낮게 측정된 것을 확인할 수 있으며, 두 번 째 클래드 층에서부터는 모재 성분이 감소하면서 경도가 다시 증가한 것을 알 수 있다.
횡방향 경도분포 중 e 영역의 평균 경도는 505
Hv, f 영역은 490 Hv로, 측정위치에 관계없이 유사
한 값을 나타내었다 . 또한 클래드 층 중첩 시 기존
에 형성된 클래드 층은 열영향을 받게 됨으로써
조직이 조대화되어 경도 값의 증감이 반복적으로
나타나는 것을 확인할 수 있다. 일반적으로 경도의
증감이 반복하게 되면 경도가 낮은 위치에서 부분
마모가 발생하기 쉬우므로 고저 값의 차이를 최소
Fig. 8 Schematic diagram of multi pass cladding at
overlapping ratio 20 %
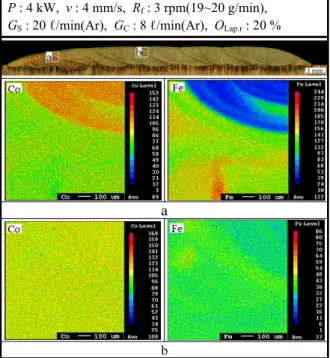
P : 4 kW, v : 4 mm/s, R
f: 3 rpm(19~20 g/min),
GS: 20 ℓ/min(Ar), G
C: 8 ℓ/min(Ar), O
Lap.r: 20 %
a
b
Fig. 9 Results of EPMA on overlapped area of
multi pass clad at overlapping ratio 20 % 화할 필요가 있다 .
(10)하지만 실험에 사용된 분말의 경도 값은 PTA로 2층 육성 용접 시, 42 HRC이므 로 클래드 층의 경도 분포가 전체적으로 분말의 특성에 유효한 값을 가지는 것을 알 수 있다.
3.3 멀티패스 클래드 층의 합금 성분 분석 중첩률 20 % 조건의 멀티패스 클래드 층의 횡 단면에 대하여 SEM-EDS 분석을 진행하였다.
EDS 라인분석 위치와 결과를 Fig. 7에 나타낸다.
클래드 층 표면에서부터 깊이 방향으로 성분 분 석을 실시하였다. 각각 그래프를 통해 클래드 층 에서 모재의 주성분인 Fe의 비율이 다른 것을 확 인할 수 있다. 즉, 첫 번째 클래드 층 영역인 a 그래프에서 Fe 비율이 약 20 % 가까이 측정되었 으나, 두 번째 클래드 층과 세 번째 클래드 층의 중첩부인 b와 마지막 여섯 번째 클래드 층인 c 영역에서는 Fe 성분이 약 10 % 미만으로 첫 번째 클래드 층보다 감소한 것을 알 수 있다 . 이는 Fig. 8의 20 % 중첩률 조건의 멀티패스 클래딩 진
행 모식도를 통해 확인할 수 있다 . 첫 번째 클래 드 층 형성 시 6 mm 길이의 레이저 빔이 모재에 조사된다 . 그러나 중첩률 20 % 조건은 빔이 1.2 mm 겹치므로 두 번째 빔부터는 기존에 형성된 클래드 층에도 빔이 조사된다 . 따라서 두 번째 클래드 층 형성 시 모재에 직접적으로 조사되는 빔의 길이가 6 mm보다 줄어들게 되면서 모재의 용융량이 감소한 것으로 판단된다.
멀티패스 클래드 층의 중첩부에 대한 합금 성 분 분포 차이를 좀 더 정확하게 확인하기 위해 EPMA 분석을 진행하였다. EPMA 면분석 위치와 그 결과를 Fig. 9에 나타낸다. 첫 번째 클래드 층 과 두 번째 층 중첩부인 Fig. 9의 a영역에서 희석 률의 차이를 명백히 알 수 있다. 첫 번째 층보다 중첩되는 두 번째 클래드 층에서 더 많은 양의 Co와 더 적은 양의 Fe이 분포하였다. 또한 레이 저의 특성상 빠른 냉각속도로 성분 분포가 균일 하지 않았다. 앞선 EDS 분석 결과를 통해 첫 번 째 클래드 층을 제외한 나머지 영역에서 전체적 으로 성분이 고르게 분포하는 것을 알 수 있었 다 . 따라서 Fig. 9의 b와 같이 세 번째 클래드 층 과 네 번째 층의 중첩부에서 Co와 Fe의 분포 차 이는 거의 나타나지 않았으며 , 두 번째 층의 결 과와 동일하게 첫 번째 클래드 층 보다 Co는 증 가하였으며 , Fe은 감소하였다.
4. 결 론
내열강 SNCrW에 EuTroLoy 16006 분말을 이용 하여 레이저 클래딩 시 중첩률에 따른 클래드 층 의 형상 변화와 멀티패스 클래드 층의 경도 및 합금 성분 분포를 조사한 결과, 다음과 같은 결 론을 얻을 수 있었다 .
(1) 6×6 mm 크기의 빔 사이즈를 중첩률 기준으 로 정의하여 중첩률에 따른 멀티패스 클래딩을 실시한 결과, 중첩률이 증가할수록 클래드 층의 길이가 짧아지고 높이가 증가하였다 . 동일한 조 건의 1 패스 클래드 층 보다 높이가 상승하였다.
(2) 멀티패스 클래드 층에 대하여 깊이방향으로 경도를 측정하였으며 첫 번째 클래드 층에서 모 재 희석이 많이 발생하여 평균 443 Hv를 나타내 었지만 두 번째 클래드 층부터는 희석이 감소하 면서 평균 470~490 Hv로 경도 값이 증가하였다.
(3) 클래딩 진행방향의 경도분포에서 측정위치
에 상관없이 평균 505 Hv와 490 Hv로 비슷한 값
을 나타내었으며 중첩 시 기존에 형성된 클래드 층이 열 영향을 받게 됨으로써 경도 값의 증감이 반복적으로 관찰되었다 .
(4) 중첩률 20 % 조건의 클래드 층에 대한 EDS 성분 분석을 통해 첫 번째 클래드 층에서 모재의 주성분인 Fe이 약 20 % 가까이 측정되었으나, 다 른 영역에서는 약 10 % 미만으로 감소하여 나타 났다. 이는 첫 번째 클래드 층 형성 시 6 mm 길 이의 빔이 모재에 조사되나 두 번째 클래드 층부 터는 기존에 형성된 클래드 층에도 빔이 조사되 면서 모재에 직접적으로 닿는 빔의 길이가 6 mm 보다 줄어들게 되므로 모재의 희석이 감소하게 된 것으로 판단된다 .
참고문헌