Vol. 31, No. 6 (2021)
313
Effects of Matrix Material Particle Size on Mullite Whisker Growth
Jinsung Hwang
1†and Songyul Choe
21Department of Materials Engineering Graduate School, Keimyung University, Daegu 704-701, Republic of Korea
2Department of Mechanical Engineering, Auburn University, Alabama 36849, USA
(Received February 26, 2021 : Revised May 10, 2021 : Accepted May 11, 2021)
Abstract
Understanding of effects of changes in the particle size of the matrix material on the mullite whisker growth during the production of porous mullite is crucial for better design of new porous ceramics materials in different applications.Commercially, raw materials such as Al2O3/SiO2 and Al(OH)3/SiO2 are used as starting materials, while AlF3 is added to fabricate porous mullite through reaction sintering process. When Al2O3 is used as a starting material, a porous microstructure can be identified, but a more developed needle shaped microstructure is identified in the specimen using Al(OH)3, which has excellent reactivity. The specimen using Al2O3/SiO2 composite powder does not undergo mulliteization even at 1,400oC, but the specimen using the Al(OH)3/SiO2 composite powder had already formed complete mullite whiskers from the particle size specimen milled for 3 h at 1,100oC. As a result, the change in sintering temperature does not significantly affect formation of microstructures. As the particle size of the matrix materials, Al2O3 and Al(OH)3, decreases, the porosity tends to decrease.
In the case of the Al(OH)3/SiO2 composite powder, the highest porosity obtained is 75 % when the particle size passes through a milling time of 3 h. The smaller the particle size of Al(OH)3 is and the more the long/short ratio of the mullite whisker phase decreases, the higher the density becomes.
Key words
mullite, whisker, particle size, needle-like shape.1. Introduction
Porous ceramics have increased utilied because of their lightweight structure given by the separation, storage and heat barrier properties that existing dense materials do not provide, and due to lower density, higher specific surface area, and higher specific strength than existing products. Because of the given characteristic, this material can be applied for a variety of applications in various fields such as ceramic separation membranes, electrode materials for fuel cells, catalytic bile, insulation, sensors, and rechargeable solid state batteries, etc.
1)In particular, the most used lithium ion batteries consist of anode, cathode, electrolyte, and separation membranes.
Among them, separation is important for the permeability of lithium ions between the cathode and the anode and increase. However, polyethylene separation membranes that are being used traditionally, are likely to be ignited and exploded due to low melting points. As a result, the
use of porous ceramics with high permeability and high temperature stability as a separator increases its stability and safety for lithium ion batteries object to high tem- perature, which has attracted attention recently from research communities.
Among the various ceramic materials, mullite is the only stable intermediary synthetic material in the atmospheric pressure alumina-silica system. Its stoichiometric com- position is Al
2O
3·2SiO
2and it is a compound with strong covalent bonds. There are various types, from relatively silica-rich 3Al
2O
3·2SiO
2and alumina-rich 2Al
2O
3·SiO
2. Because of its excellent thermal and mechanical properties such as coefficient of thermal expansion, creep resistance, high temperature strength, high melting point, and chemical stability, it is being studied as a refractory material, structural material, and electronic material such as thermal shock ceramic parts, electrical insulation and heat-resistant parts, and ceramic substrates for semiconductors.
2,3)Mullite formed by general high temperature sintering
†Corresponding author
E-Mail : [email protected] (J. S. Hwang, Keimyung Univ.)
©Materials Research Society of Korea, All rights reserved.
This is an Open-Access article distributed under the terms of the Creative Commons Attribution Non-Commercial License (http://creative- commons.org/licenses/by-nc/3.0) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
conditions of 1,700
oC or higher exists in an amorphous form with a large amount of alumina and silica at the grain boundaries. The challenging issue is the difficulty in manufacturing mullite as a completely dense single phase due to the high activation energy of ion diffusion through the mullite grid. The silica glass phase of mullite grain boundaries potentially deteriorates mechanical properties at high temperatures. The method for obtaining silica-free grain boundaries is subject to specimens by a two-step sintering process. The concept of this two-step process is to separate the reaction step and the densification step and sinter. In order to prepare a homogeneous composite powder between alumina and silica, there are currently studies underway on a method of densifying and mulliteizing at a temperature lower than 1,700
oC through reaction sintering. This method produces needle- shaped mullite whiskers with the advantage of being able to be mass-produced and low cost by using a commercial powder as a starting material.
4,5)Okada and Otuska added AlF
3on alumina-silica xerogel to induce a gas phase reaction in a closed system to prepare needle-shaped mullite. Talmy and Haught announced that alumina, silica, and AlF
3composite powders produced whisker-like mullite by decomposing fluorotopaz and SiF
4gas at low temperature during reaction sintering.
6-9)Recently, the production process has been minimized by applying a near-net-shape manufacturing process that minimizes the post-sintering treatment process to the manufacturing of porous mullite. For use of a matrix material for ceramic composites, studies on the synthesis of porous molded bodies are being actively conducted.
9)This study attempts to identify the potentials for different applications as a porous mullite composite by observing the effects on the growth of mullite whiskers through reaction sintering by varying the particle sizes of Al
2O
3and Al(OH)
3as matrix materials.
2. Experimental Procedure
As starting materials for preparing porous mullite, Al
2O
3alumina (AM-21, Sumitomo Chemical Co., Ltd., Japan) having an average particle size of 3 µm, Al(OH)
3aluminum hydroxide (Korea Chemical Co., Ltd.) having an average particle size of 6 µm, and amorphous SiO
2(Duksan Pure Chemical Co., Ltd.) were used as main raw materials to increase reactivity, and mullite was prepared by mixing milling by adding the fluoride additive AlF
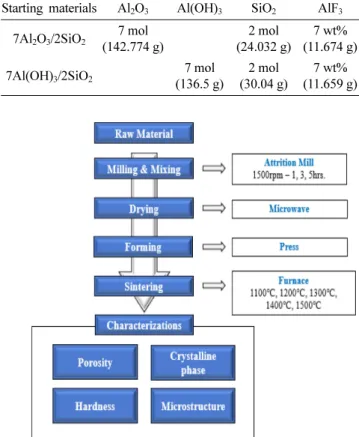
3(Duksan Pure Chemical Co., Ltd.). To prepare the specimen, alumina, aluminum hydroxide, and silica were combined in a composition of 7/2 as shown in Table 1, and 7 wt% of aluminum fluoride was added. The com- position of the starting material is shown in Table 1, and the experimental process is shown in Fig. 1.
The powder combined for an experiment to reveal the effect of the change in the particle size of the matrix on the growth of mullite whiskers was pulverized and mixed for 1, 3, 5 h at a speed of 1,500 rpm using an attrition mill with a 2 mm zirconia ball. The prepared slurry was completely dried using a microwave oven and then dry- ground, and after pulverization, a 325 mesh sieve was used to prepare a powder having a particle size of 45 μm or less. The prepared powders were put into a cylindrical metal mold having an inner diameter of 22 mm and an outer diameter of 80 mm, and pressurized molding was performed by maintaining a load of 20 kN for 2 min with a uniaxial bidirectional molding machine (NT-10H, Japan).
The molded specimens were charged in an electric furnace, and the heating rate was set to 5
oC/min to prevent the specimens from cracking due to abnormal shrinkage or thermal shock. The sintering procedure began with heating up to 900
oC at a rate of 5
oC/min to accelerate the chemical reaction of the powder components.
Heat treatment was performed at 900
oC for 1 hour for the synthesis of fluorotopaz, and for the synthesis of mullite, reaction sintering was performed at 1,100
oC, 1,200
oC, 1,300
oC, 1,400
oC, and 1,500
oC for 2 hours, respectively. Then, the furnace was cooled to prepare a sintered specimen. These two-stage sintering methods
Fig. 1. Experimental flowchart.Table 1. Compositions of starting materials.
Starting materials Al2O3 Al(OH)3 SiO2 AlF3 7Al2O3/2SiO2 7 mol
(142.774 g)
2 mol (24.032 g)
7 wt%
(11.674 g)
7Al(OH)3/2SiO2 7 mol
(136.5 g)
2 mol (30.04 g)
7 wt%
(11.659 g)
were carried out at temperatures below 1,550
oC to avoid excessive grain growth.
The apparent porosity of the sintered specimen was measured using a specific gravity meter (Sartorius MCI, Germany) using the Archimedes' principle, and to analyze the crystal phase of the prepared specimen, analysis was performed using an X-ray diffraction analyzer (MiniFlex 600, Rigaku Corp., Japan). The hardness of each specimen was measured using a Micro Vickers Hardness test (Akashi Corp., Japan), and the microstructure of the porous mullite was observed with a field emission scanning electron microscope (GEMINI 300, Carl Zeiss Corp., Germany) to observe the distribution and shape of pores.
3. Results and Discussion
Fig. 2 shows the average particle size of Al
2O
3and Al(OH)
3used as matrix materials milled for 5 h from the beginning. Based on this result, the experiment was conducted by varying the particle size of the starting material.
In general, the type of starting material, composition, chemical purity, particle size, and additives have a significant influence on the formation of mullite. In this experiment, a composite powder of Al
2O
3/SiO
2and Al(OH)
3/SiO
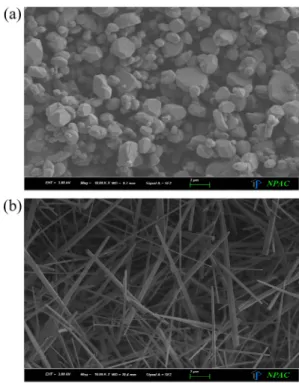
2was used, and the resulting microstructure and qualitative analysis are shown in Fig. 3 and Fig. 4.
In order to investigate the effect of the aluminum source, the composite powders subjected to attrition milling for 3 h by adding 7 wt% AlF
3to the 7/2 composition were sintered at 1,300
oC.
In Fig. 3, specimens using the Al
2O
3/SiO
2composite powder still exist as alumina, but all specimens using the Al(OH)
3/SiO
2composite powder formed a needle-shaped microstructure.
Since Al(OH)
3is chemically more unstable than Al
2O
3, the gas phase reaction of SiF
4gas between each powder
is active, so it was determined that a needle-shaped microstructure was formed more evenly.
As a result of the qualitative analysis in Fig. 4, mullite was produced in all specimens using Al(OH)
3/SiO
2composite powder; however, in the specimens using the Al
2O
3/SiO
2composite powder, alumina was still detected, so it is thought that the mullite reaction did not occur.
Fig. 5 shows that the specimens using the Al(OH)
3/ SiO
2composite powder showed much higher porosity than the Al
2O
3/SiO
2composite powder.
In the Al
2O
3/SiO
2composite powder, as the particle size decreases, the porosity decreases. The Al(OH)
3/SiO
2composite powder also shows the same tendency; however,
Fig. 3. SEM micrographs of sintered specimens with different starting materials of (a) Al2O3/SiO2 and (b) Al(OH)3/SiO2.
Fig. 4. XRD patterns of sintered specimens with different starting materials.
Fig. 2. Particle size measurements of starting materials with different milling times.
it shows the highest porosity of 75 % when the particle size is milled for 3 hours. It is believed that this was the result of lowering the reactivity due to size of the Al(OH)
3/SiO
2composite powder particles milled for 5 hours being too small.
The reason for the high porosity when Al(OH)
3is used as a starting material is that H
2O is generated when it is changed to Al
2O
3in the mullite reaction, so it is thought that more pores are generated due to the generation of H
2O.
The results of crystal phase analysis of the mullite sintered bodies obtained by adding AlF
3to the Al
2O
3/ SiO
2and Al(OH)
3/SiO
2composite powders and sintering at temperatures of 1,100
oC, 1,300
oC and 1,500
oC according to the milling time are shown in Fig. 6 and Fig. 7.
It can be seen from the result of crystal phase analysis that the specimens using the Al
2O
3/SiO
2composite powder as a starting material produced hardly any mullite compared to the specimens using the Al(OH)
3/SiO
2composite powder.
As shown in Fig. 6, in the Al
2O
3/SiO
2composite powder, as the sintering temperature and milling time increased, the diffraction intensity of alumina decreased, and a new mullite phase was observed from 1,500
oC. It is believed that this demonstrates that mulliteization is still in progress.
In the Al(OH)
3/SiO
2composite powder in Fig. 7, it can
be observed that complete mulliteization occurred starting with particle-sized specimens milled at 1,100
oC for 3 hours, and it was confirmed that all of the particle- sized specimens milled for 1, 3, and 5 h had undergone mulliteization at 1,500
oC. It can be seen that as the sintering temperature increases, the diffraction intensity of alumina decreases, and the diffraction intensity of mullite increases.
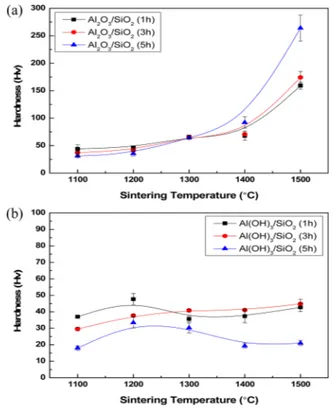
In Fig. 8, a hardness test was conducted to confirm that it has the minimum hardness value that can be used as a porous material. Changes in microhardness of Al
2O
3/SiO
2and Al(OH)
3/SiO
2composite powder sintered bodies according to changes in sintering temperature are shown, and it can be seen that it shows a similar trend to the change in porosity previously analyzed. Samples using Al
2O
3have almost similar microhardness values of 40-65
Fig. 6. XRD patterns of Al2O3/SiO2 specimens milled for different milling times and sintered at (a) 1,100oC, (b) 1,300oC and (c) 1,500oC.Fig. 5. Porosity measurements of sintered starting materials of (a) Al2O3/SiO2 and (b) Al(OH)3/SiO2.
Hv at sintering temperatures below 1,300
oC, and at tem- peratures above 1,400
oC, the smaller the particle size, the higher the microhardness value was found to be.
Meanwhile, particle-sized specimens using Al(OH)
3milled for 3 h have a microhardness value of 30 Hv or more from temperatures of 1,100
oC or higher, and exhibit a higher hardness value than that of particle-sized specimens milled for 1 to 5 h.
This is thought to be due to the fact that in the case of particle-sized specimens milled for 1 hour, mulliteization did not completely occur up to 1,400
oC, and when the particle size was too small when milled for 5 h, the long/
short ratio of the mullite whisker decreased.
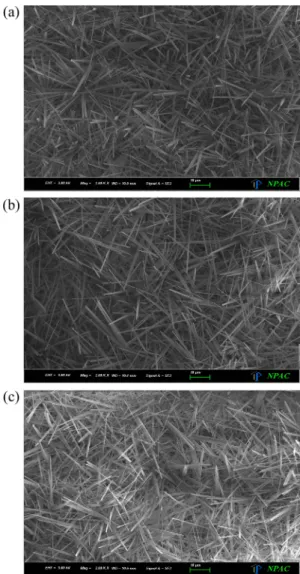
Fig. 9 and Fig. 10 show scanning electron micrographs of microstructural changes according to the particle size
of Al(OH)
3, which is a matrix, observed at each sintering temperature.
As shown in Fig. 3 and Fig. 6, Al
2O
3/SiO
2specimens still exist as alumina, and mullite reactions did not occur in almost all specimens from 1,100
oC to 1,500
oC sintering temperature among the grain-sized specimens milled for 1 to 5 h, so mullite whiskers could not be observed.
Since specimens using Al
2O
3as a matrix material are more chemically stable than specimens using Al(OH)
3, it can be seen that the gas phase reaction of SiF
4gas between particles did not substantially occur.
However, in specimens using Al(OH)
3, after milling for 1 h, gaseous reaction of SiF
4gas substantially occurred from sintering temperatures of 1,100
oC, so it can be observed that only the mullite peak is observed through the qualitative analysis in Fig. 7 above, and it can be confirmed through microstructure photographs that mullite whiskers were formed throughout the specimens.
As there is no significant difference in microstructure according to changes in sintering temperature, it is judged that the sintering temperature did not significantly affect the formation of mullite whiskers under the temperature conditions of this experiment. In addition, it can be seen that the smaller the particle size, the shorter the long/
short ratio of the whisker and the denser the distribution of the mullite whisker in the microstructure photograph of the specimen using Al(OH)
3.
Fig. 8. Hardness measurements of sintered starting materials of (a) Al2O3/SiO2 and (b) Al(OH)3/SiO2.
Fig. 7. XRD patterns of Al(OH)3/SiO2 specimens milled for different milling times and sintered at (a) 1,100oC, (b) 1,300oC and (c) 1,500oC.
4. Conclusions
When chemically stable Al
2O
3is used as a matrix, mullite whiskers are not generated, When Al(OH)
3is used, the mullite reaction occurs actively, which enables the one to obtain more developed mullite whiskers. In addition, Al(OH)
3with active gas phase reaction allows for obtaining a porosity of about 73 % that is much higher than that of Al
2O
3, Since complete mulliteization had already occurred from particle-sized specimens milled for 3 h at the relatively low temperature of 1,100
oC, the change in the sintering temperature did not have significant effects on formation of mullite whiskers. The smaller the particle size is and the lower the porosity is, the shorter becomes the length of the mullite whisker, and the denser becomes the distribution. If the particle size of Al(OH)
3is properly controlled at manufacturing
the porous ceramic composite, it can be applied as a porous ceramic supporting body having a porosity of 70 % or more. In addition, mullite, which has more than 70 % of porosity, is considered to have a lot of room for use as a ceramic separator as it improves the permeability of lithium ions as well as heat resistance, which provides an advantage of ceramics, compared to polyethylene separators typically used in lithium ion batteries.
Acknowledgment
This research was supported by the MOTIE (Ministry of Trade, Industry, and Energy) in Korea, under the Fostering Global Talents for Innovative Growth Program (P0008751) supervised by the Korea Institute for Advancement of Technology (KIAT).
Fig. 10. SEM micrographs of Al(OH)3/SiO2 specimens milled for 3hours and sintered at different temperatures of (a) 1,100oC, (b) 1,300oC, and (c) 1,500oC.
Fig. 9. SEM micrographs of Al(OH)3/SiO2 specimens milled for different milling times of (a) 1 h, (b) 3 h, and (c) 5 h and sintered at 1,300oC.
References
1. J. H. Eom, S. H. Chae and Y. U. Kim, Ceramist, 10, 14 (2007).
2. S. Kangak, H. Tabata, T. Kumagawaand and S. Hota, J.
Am. Ceram. Soc., 68, C-6 (1985).
3. I. Aksay and D. M. Sarikaya, J. Am. Ceram. Soc., 74, 2343 (1991).
4. W. E. Lee and W. M. Rainforth, Ceramic Microstructures:
Property Control by Processing, p.305, Chapman & Hall, London (1994).
5. T. Koyama, S. Hayashi, A. Yasumori, K. Okada, M.
Schmucker and H. Schneider, J. Eur. Ceram. Soc., 16, 231 (1996).
6. K. Okada and N. Otsuka, J. Mater. Sci. Lett., 8, 1052 (1989).
7. D. A. Haught and I. G. Talmy, U. S. Pat. no. 4910172 (1990).
8. D. A. Haught and I. G. Talmy, D. Divecha and S.
Karmarkar, Mater. Sci. Eng., A, 144, 207 (1991).
9. K. Okada and N. Otsuka, J. Am. Ceram. Soc., 74, 2414 (1991).
Author Information Jinsung Hwang
계명대학교 재료공학과, 학생
Songyul Choe
Professor, Auburn University Mechanical Engineering