https://doi.org/10.5228/KSTP.2017.26.1.28
피스톤 링 제조용 선재의 다단 형상 압연공정 설계
김남진1 · 이경훈2 · 임상혁3 · 이제문3 · 김병민#
Process Design of Multi-Pass Shape Rolling for Manufacturing Piston Ring Wire
N. J. Kim, K. H. Lee, S. H. Lim, J. M. Lee, B. M. Kim
(Received October 11, 2016 / Revised December 9, 2016 / Accepted December 19, 2016)
Abstract
Multi-pass shape rolling is performed to produce long products of arbitrary cross-sectional shapes. In the past, the multi- pass shape rolling process has been designed by the trial and error method or the experience of experts based on the empirical approach. Particularly, the design of roll caliber in shape rolling is important to improve product quality and dimensional accuracy. In this paper, the caliber design and pass schedule of multi-pass shape rolling were proposed for manufacturing piston ring wire. In order to design roll caliber, major shape parameter and dimension was determined by analysis of various caliber design. FE-simulation was conducted to verify effectiveness of proposed process design. At first, forming simulation was performed to predict shape of the product. Then, fracture of the wire was evaluated by critical damage value using normalized Cockcroft-Latham criteria. The experiment was carried out and the results are within the allowable tolerance.
Key Words : Multi-pass Shape Rolling, FE-simulation, Piston Ring, Process Design, Roll Caliber
1. 서 론
피스톤 링은 엔진에서 피스톤의 왕복운동에 사용 되는 중요한 부품으로 피스톤과 실린더 사이의 기 밀을 유지하는 기밀작용, 링과 실린더 사이의 접촉 운동을 원활하게 하고 오일 소비량을 억제시키는 오일 제어 작용, 피스톤의 열을 실린더에 전달하는 열 전달 작용의 역할을 수행한다. 최근 자동차 엔진 의 연비향상을 위해 피스톤 링의 고강도화 및 경량 화가 요구되고 있으며 이에 대응하기 위해 기존의 피스톤 링보다 형상이 복잡하고 소형화된 제품이 개발되고 있다.
피스톤 링은 일정한 단면을 가지는 선재로부터
절단 등의 후가공을 거쳐 최종 제품으로 제조된다.
높은 치수정밀도가 요구되는 피스톤 링용 선재는 다단 형상 압연공정을 통해 생산되며 이 때 초기 형상으로부터 단면의 변화를 점진적으로 유도하여 야 원하는 최종 제품이 결함없이 제조된다. 다단 형 상 압연공정에서 부적절한 공형은 미충만 또는 과 충만 결함을 발생시키고 이로 인해 압연 롤 및 장 비의 파손을 가져올 수도 있기 때문에 적절한 공형 을 설계하는 것이 매우 중요하다.
열간 형상 압연을 통해 제조되는 각종 봉재, 채널 강, I-빔, H-빔, 앵글, 레일 등의 제품에 대한 공형 설 계는 오랜 경험에 의해 설계 법칙이 많이 제시되어 있으며 관련 연구도 활발이 진행되었다[1~5]. 하지만
1. 부산대학교 기계공학부 정밀가공시스템전공 2. 한국해양대학교 기관공학부
3. 고려특수선재 이형선부서
# Corresponding Author: School of Mechanical Engineering, Pusan Nat’l Univ., E-mail: [email protected]
피스톤 링용 선재와 같이 주로 냉간 형상 압연을 통해 제조되는 소형 정밀 이형선의 경우 용도 및 목적에 따라 형상이 매우 다양하고 복잡하여 주로 현장 작업자의 경험에 의존해 공형 설계가 이루어 지고 있다. 이는 공정설계 기간을 연장시키고 제품 개발 비용을 증가시킨다. 따라서 체계적인 형상압연 공정 설계를 위해 관련 연구가 필요하다.
본 연구에서는 피스톤 링용 선재 제조를 위한 다 단 형상 압연공정의 설계 방법을 제안하였다. 유사 한 단면 형상의 선재 제조용 공형의 치수로부터 주 요 설계변수를 도출하고, 도출된 설계 변수를 점진 적으로 변화시켜 공형을 설계하였다. 제안된 다단 형상 압연공정 설계안을 검증하기 위하여 해석 및 실험을 수행하였다. 이를 통해 각 패스 별 선재의 변형률 분포를 분석하고 미충진율을 계산하였으며 선재 파단을 예측하였다.
2. 다단 형상 압연공정 설계
2.1 초기 소재 및 패스 수 설정
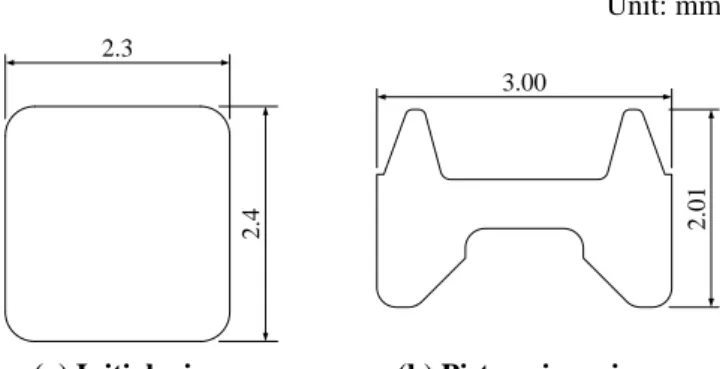
Fig. 1은 본 연구에 사용된 초기 소재 및 피스톤 링용 선재의 단면 형상 및 치수를 나타낸 것이다.
형상 압연공정 시 롤의 압하에 의해 폭퍼짐이 발생 하므로 초기 소재는 높이 2.4mm 및 폭 2.3mm인 사 각 선재로 결정하였다.
패스 수는 식(1)로부터 8패스로 결정하였다. 이 때, Um은 평균 단면감소율을 나타내고 An 및 A0는 각각 최종 및 초기 단면적을 나타낸다. 또한 n은 패스 수 를 나타낸다. 여기서 평균 단면감소율(Um)은 장비 사양을 고려해 7%로 선정하였다[6].
ln( / 0) ln(1 )
n m
A A n U
(1)
2.2 피스톤 링용 선재에 대한 공형설계
공형설계 시, 그루브 형상, 공형 폭, 공형 선단부 와 외측벽을 이루는 각도 등 공형 설계변수의 치수 결정이 중요하다[7]. Fig. 2에 피스톤 링용 선재의 공 형설계를 위한 주요 설계변수를 나타내었다. Wt는 공형의 전체 폭, Wf는 플랜지의 폭, Ww는 웨브의 폭, Hf는 플랜지의 높이, Ht는 공형의 전체 높이, tw는 웨 브의 두께이며 a는 플랜지와 웨브 사이의 각도이다.
Unit: mm 2.3
2.4
3.00
2.01
(a) Initial wire (b) Piston ring wire Fig. 1 Dimension of initial wire and piston ring wire
Ht
Wf
Wt
Ww Hf
tw
a
Fig. 2 Parametric representation of the final pass for piston ring wire
Table 1 Criteria for caliber design using parameter Parameter Dimension Wt, Ww, Hf, a Gradually increase
Wf, tw, Ht Gradually decrease
주요 설계변수가 결정되면 공형설계를 수행하며 각 패스 별 공형은 최종 패스로부터 역으로 설계한다.
다양한 단면에 대한 공형을 분석하여 각 설계변수 별 치수 결정 기준은 Table 1에 나타내었다[8]. 다단 형상 압연 패스가 진행됨에 따라 Wt, Ww, Hf, a는 점 진 적으로 증가하도록, Wf, tw, Ht는 감소하도록 설정한다.
Fig. 3은 위 설계법을 통해 설계된 피스톤 링 제조 용 공형의 패스 별 형상 및 치수를 나타낸다. 본 연 구에서는 상하롤을 사용하는 압연 방식과 상하롤과 수직롤을 동시에 사용하는 유니버셜 압연을 복합적 으로 적용하여 압연 공정을 설계하였다. 1패스에서 는 소재를 좌우로 균등하게 분할하기 위해 유니버 셜 압연을 사용하였고, 2~3패스에서는 폭퍼짐을 유 도하기 위하여 상하롤 만을 사용하였다. 4~8패스에
Unit: mm
2.3
2.4 2.3
2.4
2.2
2.6
(a) Initial wire (b) Pass No. 1 (c) Pass No. 2
2.08
2.8
2.06
2.85
2.04
2.9
(d) Pass No. 3 (e) Pass No. 4 (f) Pass No. 5
2.02
2.93
2.01
2.97
2.01
3
(g) Pass No. 6 (h) Pass No. 7 (i) Pass No. 8 Fig. 3 Roll caliber designed by proposed method
Table 2 Pass schedule of multi-pass shape rolling No. of pass Reduction of area (%)
1 10.0
2 5.3
3 4.9
4 4.7
5 9.4
6 5.0
7 4.7
8 3.9
서는 압하에 의한 과도한 폭퍼짐을 방지하고, 측면 의 치수 정밀도를 위해 상하롤을 사용하는 압연 방 식(5, 7패스)과 유니버셜 압연 방식(4, 6, 8패스)을 교 대로 적용하였다. 전체 압연 공정에서 1~4패스는 수 평롤의 압하에 의해 폭퍼짐을 유도하는 1공정, 5~8 패스는 유니버셜 압연을 통해 제품 형상을 만드는 2공정으로 구분하였다. 현장 작업 조건에 의해 1공 정과 2공정 사이에 어닐링 열처리를 수행하였다. 각 패스 별 단면감소율을 Table 2에 나타내었다. 총 단 면감소율은 41%이며 냉간 압연의 경우 패스가 진행 됨에 따라 가공경화가 발생하기 때문에 각 공정의
0.00 0.02 0.04 0.06 0.08 0.10 0.12 0.14 0.16 0.18 0.20 0
100 200 300 400 500 600 700 800 900
True stress (MPa)
True strain (mm/mm)
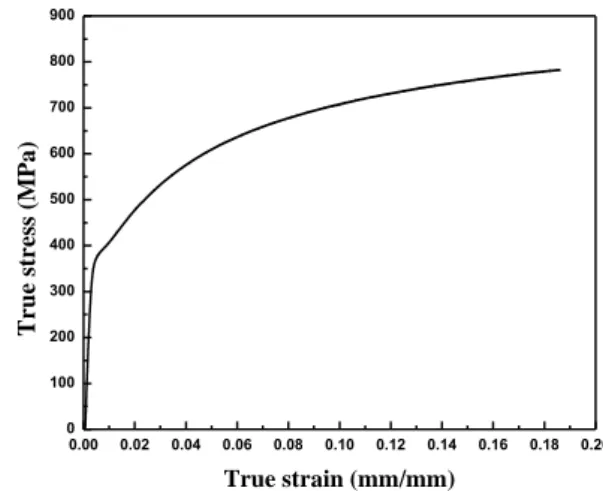
Fig. 4 True stress-strain relationship by tensile test
초반 패스에서 단면감소율을 비교적 크게 설정 설 정하고 마지막 패스에서 치수 정밀도를 고려하여 단면감소율을 낮게 설정하였다.
3. 유한요소해석
3.1 유한요소해석 조건 3.1.1 선재의 재료 물성
본 연구에 사용된 소재는 SUS440B이며, 유한요소 해석을 수행하기에 앞서 인장시험을 실시하여 초기 소재의 기계적 물성을 도출하였다. 시험편은 KS B 0802 A9를 참고하여 제작하였고 표점 거리는 100mm 이다. 속도는 5mm/min으로 수행하였고 Fig. 4에 인장 시험을 통해 얻은 유효 응력-변형률 선도를 나타내 었다. 항복강도 이후의 소성 영역에 대하여 얻은 유 동응력 식은 다음과 같다.
1010 0.15
[MPa] (2)
3.1.2 연성파괴기준
본 연구에서는 다단 냉간 형상 압연공정 시 선재 파단을 예측하기 위해서 연성파괴기준을 도입하였 다. 성형 중 발생하는 연성파괴의 예측을 위하여 많 은 이론이 제시되어 있지만 본 연구에서는 식 (3)의 수정된 Cockcroft-Latham의 연성파괴기준을 이용하였 다[8].
* 0
f d C
(3)여기서, *는 주응력의 최대성분, 는 유효응력,
는 유효변형률, f 는 파괴 시 유효변형률, C는 실 험으로 결정되는 재료 상수이다.
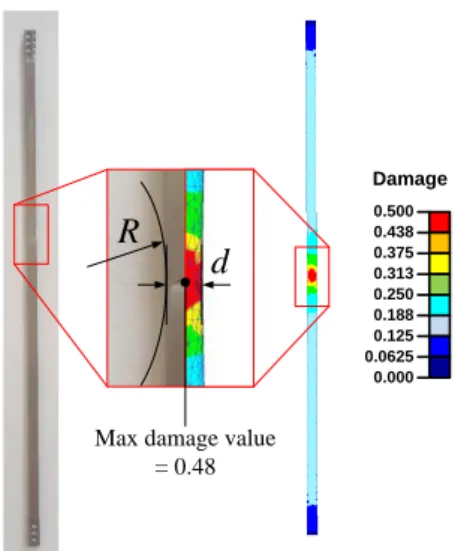
본 연구에서는 인장시험 결과와 유한요소해석 결 과의 비교를 통해 SUS440B 소재의 임계 데미지값 (critical damage value)을 도출하였다[9]. 실제 인장시 험 시 시편의 네킹 부분의 곡률반경(R)과 직경(d)을 측정하여 유한요소해석 결과와 비교하였고 Fig. 5에 나타내었다. 비교 결과로부터 SUS440B 소재의 임계 데미지값은 0.48로 결정되었고 유한요소해석에 적용 하였다.
3.1.3 유한요소해석 모델
유한요소해석은 상용 소프트웨어인 DEFORM-3D 의 형상압연 템플릿을 이용하여 수행하였다. 유한요 소해석 모델을 Fig. 6에 나타내었다. 최종 제품의 형 상이 좌우 대칭임을 고려하여 3D-half 모델을 적용 하였다. 수평롤 및 수직롤은 강체로 설정하였고, 소 재는 강소성체로 설정하였다. 소재의 길이는 해석 시간을 고려하여 30mm로 설정하였고 소재 내 약 7,000개의 육면체 메쉬를 생성하였다. 압연 시 윤활 유 사용을 고려하여 마찰계수는 0.12를 사용하였고 초기 롤 속도는 10rpm으로 설정하였다. 롤 직경은 120mm이고 폭은 12mm이다. 어닐링 열처리 효과를 부여하기 위해 1공정(1~4패스) 이후 누적된 변형률 은 삭제하고 2공정(5~8패스)에 대해 해석을 수행하 였다.
3.2 유한요소해석 결과
Fig. 7에 각 패스 별 변형률 분포 및 형상을 나타 내었다. 패스의 진행에 따라 플랜지와 웨브가 연결 되는 부위에 변형률이 증가하는 경향을 보인다. 이 는 패스가 진행됨에 따라 유사한 부위에 압하가 지 속적으로 이루어져 변형이 누적되기 때문이다. 특히 4패스에서 웨브와 플랜지 사이에 최대 2.0에 가까운 높은 변형률을 나타내고 있다. 4패스 이후에는 열처 리 효과에 의해 변형률이 다시 감소하는 것을 알 수 있다. 1~4패스와 달리 5~8패스에서는 웨브부의 압하량이 적고, 주로 수직롤에 의한 플랜지부의 압 하량이 많기 때문에 최종 패스로 갈수록 플랜지부 에 변형률이 주로 증가함을 알 수 있다.
2~3패스에서 공형의 좌우측에 미충진이 발생한 것으로 보이는데 이는 의도적으로 소재가 공형에
R d
Damage
0.438 0.375 0.313 0.250 0.188 0.125 0.000 0.500
0.0625
Max damage value
= 0.48
Fig. 5 Comparison of specimen before fracture in experiment and FE-simulation
Upper roll
Lower roll Side roll
Coiling drum
Rolling direction
(a) Schematic illustration of multi-pass shape rolling
Upper roll
Lower roll Wire
v
Side roll Upper roll
Lower roll Wire
v
(b) 2-high rolling (c) Universal rolling Fig. 6 Model for the FE-simulation
충만하지 않도록 하여 소재의 폭퍼짐을 유도하고 과도한 충만성으로 인한 롤 파손을 방지하기 위함 이다. 성형해석 결과, 8패스 이후 최종 제품은 치수 결함 없이 성공적으로 압연되었다.
Fig. 8에 유한요소해석을 통한 각 패스 별 데미지
2.3
2.4
Upper roll
Lower roll Side
roll Side
roll
Upper roll
Lower roll
(a) Initial wire (b) Pass No. 1 (c) Pass No. 2
Upper roll
Lower roll
Upper roll
Lower roll Side
roll Side
roll
Upper roll
Lower roll
(d) Pass No. 3 (e) Pass No. 4 (f) Pass No. 5
Upper roll
Lower roll Side
roll Side
roll
Upper roll
Lower roll
Upper roll
Lower roll Side roll Side
roll
(g) Pass No. 6 (h) Pass No. 7 (i) Pass No. 8
Effective Strain
2.00 1.75 1.50 1.25 1.00 0.75 0.50 0.25 0.00
Fig. 7 Cross-sectional shape and effective strain distribution of rolled wire in each pass
값을 나타내었다. 1패스에서 4패스로 갈수록 데미지 값이 증가함을 알 수 있다. 이는 소재의 가공경화에 의한 연성의 감소로 볼 수 있다. 특히 3패스에서 데 미지값이 0.48의 값을 나타내었다. 이는 임계 데미 지값인 0.48에 도달한 값으로 선재 파단이 발생할 것으로 예상된다. 또한 4패스에서 0.5의 최대 데미 지값을 나타내었다. 4패스 후 어닐링 열처리를 수행 하기 때문에 5패스 이후에는 다시 데미지값이 감소 된 상태에서 점차 증가함을 보인다. 마지막 패스에 서 최종제품의 데미지값은 0.34로 나타났다. 해석 결과로부터 3 패스에서 선재 파단이 예측되었기 때 문에 2패스 이후에 열처리 공정이 추가로 필요함을 알 수 있다.
선재 파단을 방지하기 위해 2패스 이후에 어닐링 열처리 공정을 적용하여 유한요소해석을 수행하였 다. 유한요소해석 시 열처리 효과를 부여하기 위해 2패스 해석 후 소재의 메쉬에 부여된 변형률 이력 을 리메쉬를 통해 제거하여 3패스 성형해석을 수행 하였다. 각 패스 별 변형률 분포 및 데미지값을 Fig.
9과 Fig. 10에 각각 나타내었다. Fig. 9에서 2패스
2.3
2.4
Upper roll
Lower roll Side roll Side
roll 0.1
Upper roll
Lower roll 0.32
(a) Initial wire (b) Pass No. 1 (c) Pass No. 2
Upper roll
Lower roll 0.48
Upper roll
Lower roll Side roll Side
roll 0.50
Upper roll
Lower roll 0.12
(d) Pass No. 3 (e) Pass No. 4 (f) Pass No. 5
Upper roll
Lower roll Side roll Side
roll
0.17 Upper roll
Lower roll
0.21 Upper roll
Lower roll Side roll Side
roll
0.34
(g) Pass No. 6 (h) Pass No. 7 (i) Pass No. 8
Damage
0.500 0.438 0.375 0.313 0.250 0.188 0.125 0.063 0.00
Fig. 8 Damage distribution of multi-pass shape rolling
이후 열처리효과로 인해 3패스에서 변형률이 감소 하는 것을 볼 수 있다. 특히, Fig. 10에서 열처리 추 가 이후 모든 패스에서 파단 임계 데미지값인 0.48 보다 낮은 값을 가지는 것을 볼 수 있으므로 선재 파단이 발생하지 않는 것을 확인할 수 있다.
각 패스 별 공형과 압연 해석 결과를 통해 식(4) 로부터 미충진율(unfilling rate: UR)을 계산하여 Table 3에 나타내었다.
1 simulation 100[%]
product
UR A
A
(4)
미충진율은 계산된 값이 작을수록 단면의 치수 정 도가 우수하다. 2패스와 3패스에서 미충진율이 각각 5.3%와 4.6%로 다른 패스에 비해 비교적 크게 나타 났는데 이는 롤 파손을 방지하기 위해 의도적으로 공형의 폭을 크게 설계 하였기 때문이다. 최종 패스 에서 예측된 미충진율은 0.2%이므로 미충진 결함은 발생하지 않으며 최종제품의 형상 및 치수가 충족 됨을 알 수 있다.
2.3
2.4
Upper roll
Lower roll Side
roll Side
roll
Upper roll
Lower roll
(a) Initial wire (b) Pass No. 1 (c) Pass No. 2
Upper roll
Lower roll
Upper roll
Lower roll Side roll Side
roll
Upper roll
Lower roll
(d) Pass No. 3 (e) Pass No. 4 (f) Pass No. 5
Upper roll
Lower roll Side
roll Side
roll
Upper roll
Lower roll
Upper roll
Lower roll Side roll Side
roll
(g) Pass No. 6 (h) Pass No. 7 (i) Pass No. 8
Effective Strain
2.00 1.75 1.50 1.25 1.00 0.75 0.50 0.25 0.00
Fig. 9 Cross-sectional shape and effective strain distribution of rolled wire in each pass
Table 3 Unfilling rate of each pass No. of pass Unfilling rate (%)
1 0.7
2 4.3
3 3.8
4 0.8
5 0.9
6 0.6
7 0.5
8 0.2
4. 다단 형상 압연 실험
본 연구에서 제시한 형상압연 공정 설계안과 유한 요소해석 결과의 타당성을 검증하기 위하여 형상압연 실험을 수행하였다. Fig. 11은 검증 실험에 사용된 KOS Ltd.의 냉간 7단 압연기를 나타낸다. 초기 사각 선재는 SUS440B를 사용하였고, 롤 직경과 폭은 유한 요소해석 조건과 동일하다. 압연 속도는 5 m/min이며
2.3
2.4
Upper roll
Lower roll Side roll Side
roll 0.1
Upper roll
Lower roll 0.32
(a) Initial wire (b) Pass No. 1 (c) Pass No. 2
Upper roll
Lower roll 0.14
Upper roll
Lower roll Side roll Side
roll
0.25 Upper roll
Lower roll 0.12
(d) Pass No. 3 (e) Pass No. 4 (f) Pass No. 5
Upper roll
Lower roll Side roll Side
roll
0.17 Upper roll
Lower roll
0.21 Upper roll
Lower roll Side roll Side
roll
0.34
(g) Pass No. 6 (h) Pass No. 7 (i) Pass No. 8
Damage
0.500 0.438 0.375 0.313 0.250 0.188 0.125 0.063 0.00
Fig. 10 Damage distribution of multi-pass shape rolling
Fig.11 Commercial rolling machine for experiment
유한요소해석의 마찰 조건을 고려하여 윤활제는 냉 간 압연유를 사용하였다.
다단 형상 압연 실험 결과를 Fig. 12에 나타내었다.
실험 결과로부터 각 패스 별 선재의 단면 형상을 유한요소해석 결과와 비교하였을 때 상당히 일치하 는 결과를 나타내는 것을 알 수 있다. 특히 최종 패 스에서 미충진율은 0.13%로 나타났으며 형상 및 치 수를 만족하였다.
5. 결 론
본 연구에서는 피스톤 링용 선재 제조를 위한 다
(a) Initial wire (b) Pass No. 1 (c) Pass No. 2 (d) Pass No. 3
(e) Pass No. 4 (f) Pass No. 5 (g) Pass No. 6 (h) Pass No. 7 Target shape
(i) Pass No. 8
Fig.12 Results for the experiment
단 형상압연 공정의 설계 방법을 제안하였다. 또한, 이를 검증하기 위해 유한요소해석 및 실험을 수행 한 결과는 다음과 같다.
(1) 피스톤 링용 선재를 제조하기 위해 최종 제품 의 형상 및 치수로부터 주요 설계변수를 도출하였 다. 도출된 설계변수를 통해 형상 압연 패스가 진행 됨에 따라 Wt, Ww, Hf, a는 점진적으로 증가하도록, Wf, tw, Ht는 감소하도록 공형을 설계하였다.
(2) 유한요소해석을 통해 최종제품의 형상 및 미 충진율을 예측하였다. 파단 임계 데미지를 통해 선 재 파단을 예측하였고 2패스 이후 열처리를 추가하 였다.
(3) 본 연구에서 제시한 다단 형상압연 공정 설계 안의 유효성을 검증하기 위해서 압연 실험을 수행 하였다. 압연 실험 결과 최종 제품의 미충진율은 0.13%로 계산되었으며 형상 및 치수를 만족하였다.
(4) 본 연구에서 제안한 설계 방법을 통해 I, H형 단면을 가지는 소형 정밀 이형선 제조 시 냉간 다 단 형상 압연공정의 체계적인 설계가 가능할 것으 로 보인다.
후 기
이 논문은 ㈜고려특수선재 위탁연구과제 및 PNU- IFAM 국제공동연구소의 지원을 받아 수행되었음.
REFERENCES
[1] R. Shivpuri, W. Shin, 1991, A Methodology for Roll Pass Optimization for Multi-pass Shape Rolling, Int. J.
Mach. Tools Manuf., Vol. 32, No. 5, pp. 671~683.
[2] H. C. Kwon, Y. T. Im, 2002, Interactive Computer- aided-design System for Roll Pass and Profile Design in Bar Rolling, J. Mater. Process. Technol., Vol. 123, pp. 399~405.
[3] S. H. Kim, Y. T. Im, 1999, A Knowledge-based Expert System for Roll Pass and Profile Design for Shape Rolling of Round and Square Bars, J. Mater. Process.
Technol., Vol. 89~90, pp. 145~151.
[4] S. J. Lee, K. H. Lee, D. C. Ko, S. K. Lee, B. M. Kim, 2015, Design of Roll Profile in Shape Rolling by 3D- EFA, Int. J. Precis. Eng. Manuf., Vol. 16, No. 4, pp.
701~706.
[5] S. J. Lee, K. H. Lee, B. M. Kim, 2015, Design of Roll Profile for Complex Shape in Shape Rolling by Combined 3D-EFA and BWT, Int. J. Precis. Eng.
Manuf., Vol. 15, No. 2, pp. 281~286.
[6] S. J. Lee, K. H. Lee, B. M. Kim, 2015, Design of Roll Profile for LM-Guide Block in Horizontal-Vertical Shape Rolling by 3D-EFA, Int. J. Precis. Eng. Manuf., Vol. 16, No. 4, pp. 767~773.
[7] J. M. Kim, K. W. Kim, B. M. Kim, 2016, BDM Rolling of Middle Sized H-beams from a Bloom, Trans. Mater. Process. Vo1. 25, No. 1, pp. 43~48.
[8] Z. Wusatowski, 1969, Fundamentals of Rolling, Pergamon Press, pp. 501~530.
[9] M. G. Cockcroft, D. J. Latham, 1968, Ductility and the Workability of Metals, J. Inst. Metals. Vol. 96, No.
1, pp. 33~39.
[10] H. K. Kim, M. Yamanaka, T. Altan, 1995, Prediction and Elimination of Ductile Fracture in Cold Forgings using FEM Simulations, Transaction-North American Manufacturing Research Institution of SME, pp. 63~70.