1. 서 론
원자력발전소는 안전성을 최우선으로 고려하고 있으며, 이를 위해 모든 설비에 대해 주기적으로 가 동중검사를 수행하여 건전성을 확인하고 있다. 원전 의 가동중검사는 KEPIC MI(또는 ASME Section XI) 요건에 따라 검사대상을 선정하고 검사주기 및 검사 방법을 엄격하게 적용하고 있다. 원자력발전소 핵심 설비중 하나인 증기발생기 전열관은 와전류탐상검 사(ECT, Eddy Current Test)를 수행하여 건전성을 확
인하고, 이 결과에 따라 적합한 예방대책 수립과 보 수관리를 시행하고 있다(1). 그러나 증기발생기의 운 전년수가 증가함에 따라 고온, 고압 및 화학적 환경 등의 가혹한 운전조건으로 인하여 전열관이 각종 손 상을 받게 될 수 있으며 이로 인하여 관막음율이 증 가하게 된다. 증기발생기는 설계 관막음율을 초과할 경우 원자로 출력에 직접적인 영향을 미치게 되므로 증기발생기를 교체하여야 한다.
한울 3호기 증기발생기는 각 계획예방정비 기간 중에 발견된 손상 전열관의 관막음을 시행하였고 이 와 같은 전열관의 관막음율 증가로 인하여 2014년에 증기발생기를 교체하였다.
본 논문에서는 한울 3호기 증기발생기 교체작업 기간 중 증기발생기와 연결된 주급수배관 절단 작업
한울 3호기 주급수 배관 용접부 육안검사 경험
윤병식†· 문균영*· 김용식*
Experience in Visual Testing of the Main Feed Water Piping Weld for Hanul Unit 3
Byung Sik Yoon†, Gyoon Young Moon* and Yong Sik Kim* (Received 12 June 2015, Revised 17 June 2015, Accepted 23 June 2015)
ABSTRACT
Nuclear power plant steam generator that is one of the main component has several thousands of thin tubes.
And the steam generator tube is subject to damage because of the severe operation conditions such as the high temperature and pressure. Therefore periodic inspections are conducted to ensure the integrity of steam generator component. Hanul unit 3 also has been inspected in accordance with in-service inspection program and is scheduled to be replaced for exceeding the plugging rate which was recommended by manufacturer. During the steam generator replacement activity, we found several clustered porosity on inner surface of main feed water pipe. Additionally crack-like indications were found at weld interface between base material and weld of main feed water pipe. This paper describes the field experience and visual testing results for inner surface of main feed water pipes. The destructive test result had shown that these indications were porosities which were caused by manufacturing process not by operation service.
Key Words : Steam Generator (증기발생기), Main Feed Water Pipe (주급수배관), Visual Testing (육안검사), Check Valve(역지밸브), In-service Inspection(가동중검사)
†
*
회원, 윤병식(한국수력원자력 중앙연구원) [email protected]
TEL: (042)870-5556 FAX: (042)870-5549 한국수력원자력 중앙연구원
후에 배관의 내면에서 발견된 각종 지시에 대한 육 안검사 경험과 검사 결과를 소개하고자 한다.
2. 육안검사
2.1 검사배경
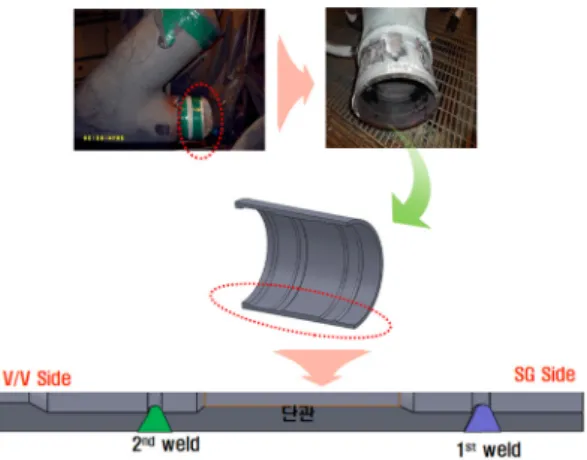
2014년 4월 20일 한울 3호기 증기발생기 교체작업 중 증기발생기 2번의 주급수배관 용접부 전단 모재 를 절단하고 배관의 내면을 확인한 결과 육안상으로 군집형 기공으로 보이는 지시가 다수 발견되었다.
현장에서 발견된 지시에 대한 정밀검사를 위하여 한수원 중앙연구원 육안검사자(Level III)가 해당 지 시에 대한 확인과 추가 지시의 존재 유무를 확인하 고자 직접 검사를 수행하였다. 육안검사 대상은 증 기발생기 1번과 2번 주급수배관 4개소이며, 검사 부 위는 증기발생기 1번의 V1036번과 V1037번 역지밸 브 후단과 증기발생기 2번의 V1043번 및 V1044번 역지밸브 후단의 배관 모재부 내면과 용접부이다.
Fig. 1은 한울 3호기 계통의 주급수 배관의 위치를 표시한 P&ID이다.
역지밸브 후단에 연결된 주급수 배관은 Fig. 2와 같이 밸브와 단관 사이의 2차 용접부와 단관과 주 급수 배관이 용접된 1차 용접부로 구성이 되어 있 다. 주급수 배관은 SA-335 Gr. P22 재질로 제작이 되었다.
Fig. 1 P&ID drawing showing main feeder water pipe location
Fig. 2 Configuration of main feed water pipe
2.2 검사요건
역지밸브와 주급수배관 용접부는 KEPIC MIC-2500 에 따라 가동중검사 프로그램에 포함이 되어 주기적 으로 검사를 수행하고 있다(2). 그러나 주급수배관 모 재부는 ASME Section XI 또는 KEPCI MI의 가동중검 사 검사체적(examination volume)에 포함되지 않아 정 기적인 가동중검사 대상이 아니고, 더욱이 내부표면은 육안으로 확인이 어렵기 때문에 검사가 불가능하여 가 동중검사 기간 중에 점검을 할 수 없는 부위이다.
2.3 검사방법
주급수배관 내면에 대한 육안검사는 한수원 육안 검사 절차서 “원자력발전소 기기 육안검사”에 따라 VT-1(표면상의 균열, 마모 및 부식검사) 기법을 적용 하여 수행하였다3). 발견된 기공성 지시의 표면상태 를 정밀하게 확인하기 위해서 휴대용 비디오 확대 장비와 깊이 게이지 등의 육안검사 보조도구를 사용 하였다. 육안검사에 사용된 Camscope 및 깊이 게이 지 등의 육안검사 보조기구를 Fig. 3에 나타내었다.
(a) Camscope (b) Depth gauge Fig. 3 Visual testing equipment
3. 육안검사 결과
3.1 증기발생기 1번 주급수 배관
증기발생기 1번의 V1036번과 V1037번 역지밸브 후 단 주급수배관 절단부 2개소의 내부면에 대하여 모재 부를 포함한 용접부 인근에 대한 육안검사를 수행하였 다. 육안검사 결과 V1036번 역지밸브 후단 8시 방향 모 재부에서 1개의 미소한 기공성 지시가 확인이 되었다.
이외의 부위에 대한 검사에서는 추가적인 지시들 이 발견되지 않았다. 확인된 지시에 대하여 깊이 게 이지를 이용하여 깊이를 측정한 결과 지시의 깊이는 0.35 mm로 확인되었다.
V1037번 역지밸브 내면에 대하여도 동일한 검사 를 수행하였으나 지시가 발견되지 않았다.
Fig. 5는 1개의 기공성 지시가 나타난 원주방향 위 치와 배관에서의 위치를 나타내었다. 그림에 나타난 것과 같이 기공성 지시는 밸브측 2차 용접부에서 1 차 용접부 방향으로 약 75 mm 떨어진 단관의 중심 부에서 발견되었다.
Fig. 4 Local porosity at SG #1 main feed water pipe
Fig. 5 Indication map of local porosity for main feed water pipe of #1036 check valve
3.2 증기발생기 2번 주급수 배관
증기발생기 2번의 V1043번과 V1044번 역지밸브 후단 주급수배관 절단부 2개소의 내부면에 대하여 모재부를 포함하여 용접부 인근에 대한 육안검사를 수행하였다. 육안검사 결과 V1043번 밸브와 V1044 번 밸브 내부면에서 다수의 지시가 발견되어 정밀 육안검사를 수행하였다.
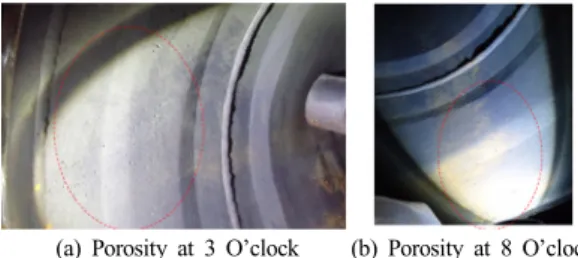
V1043번 역지밸브 후단부의 주급수 배관 내면에 서는 3시 방향과 8시 방향에 Fig. 6과 같이 군집형 기공이 발견되었다.
3시와 8시 방향의 기공들에 대하여 각각 깊이게이 지로 깊이를 측정한 결과 기공의 최대 깊이는 0.75 mm로 측정이 되었다. 기공성 지시의 손상원인 분석을 위하여 기공성지시의 경계면을 Camscope로 정밀하게 촬영을 하였다. 촬영 결과 Fig. 7과 같이 기공의 모서 리 부분이 날카롭게 형성된 것으로 보아 모재에 내재 되어 있던 기공이 유동 또는 외력에 의하여 외부로 나 탄 것으로 확인이 되었으며 가동중에 유동에 의하여 발생된 일반적인 침부식은 아닌 것으로 확인되었다.
모재부에서 발견된 기공성 지시이외에 용접부와 모재부사이의 경계면에서 간극이 육안상으로 관찰 이 되었다.
(a) Porosity at 3 O’clock (b) Porosity at 8 O’clock Fig. 6 Porosity indication on 1043 valve
Fig. 7 Camscope image of porosity on V1043 valve(×100)
Fig. 8은 확인된 간극에 대하여 Camscope로 정밀 하게 촬영한 사진을 나타내었다. 육안상으로는 내부 로의 진전 상태를 확인할 수 없으므로 초음파검사를 통하여 높이를 확인하였으나 높이가 없는 간극으로 확인되었다.
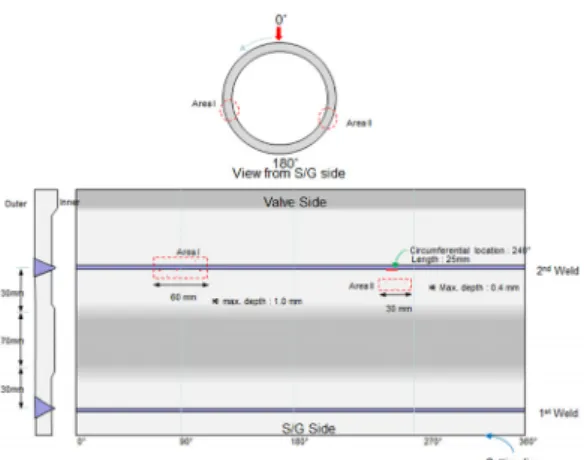
Fig. 9는 V1043번 역지밸브 후단의 주급수 배관 1 차 용접부와 2차 용접부 사이의 모재부 군집형 기공 성 지시와 용접부 경계면의 지시에 대한 원주방향 위치와 축방향 위치를 나타내었다.
V1044 역지밸브 후단부에 대한 육안검사 결과 4 시 방향에 Fig. 10과 같은 군집형 기공이 발견되었 다. 해당부위의 기공들의 깊이를 측정한 결과 최대 깊이는 1.0 mm로 확인되었다.
기공성지시들을 정밀하게 관찰 한 결과 Fig. 11에 나 타난 것과 같이 인접한 기공들이 내부에서 서로 연결 되어 있는 것으로 나타나고 모서리가 날카롭게 형성된 것으로 보아 소재에 내부 표면 인근의 개재물들이
Fig. 8 Camscope image for crack like indication on V1043 valve(×100)
Fig. 9 Indication map of local porosity for main feed water pipe on V1043 check valve
표출된 것으로 추정되었다. 이러한 결과는 역지밸브 V1043번에서 관찰한 유형과 동일한 것으로 확인되 었으며, V1043번과 V1044번의 발생 원인이 동일한 것으로 유추할 수 있다.
V1044번 역지밸브 용접부 루트면에 대하여도 육 안검사를 실시한 결과 V1043번 밸브와 유사한 양상을 가진 용접부 경계면에서 간극이 확인이 되어 해당
Fig. 10 Porosity indication on V1044 valve
Fig. 11 Camscope image of porosity at V1044 valve(×100)
Fig. 12 Camscope image for crack like indication on V1044 valve(×100)
Fig. 13 Indication map of local porosity for main feeder pipe on V1044 check valve
부위에 대하여 Camscope로 정밀하게 관찰하였다.
Fig. 12는 용접 경계면의 간극에 대한 정밀 촬영사진 을 나타내었다.
Fig. 13은 V1044번 역지밸브 후단의 주급수 배관 2차 용접부 인근의 군집형 기공성 지시와 용접부 경 계면의 지시에 대한 원주방향 위치와 축방향 위치를 전체적으로 표시하였다.
4. 결 론
한울 3호기 증기발생기 교체 기간 중에 증기발생 기와 연결된 주급수 배관 4개소에 대하여 육안검사 를 실시한 결과 역지밸브 내면의 모재부와 용접부에 기공성지시와 균열성 지시가 발견되어 해당부위에 대한 정밀 확대사진과 깊이를 측정하였다. 기공성 지시들에 대하여 깊이를 측정한 결과 V1044 역지밸
브 후단 쪽에서 최대 1.0 mm인 것으로 확인되었고 V1043에서는 0.75 mm가 최대 깊이인 것으로 확인되 었다. 모재부와 용접루트부 경계면에서 발견된 지시 는 내부로 진전이 되었는지 확인하기 위하여 보충 비파괴검사를 수행하여 깊이가 없는 간극으로 최종 판정하였다. 원인 분석을 위하여 V1043 역지밸브를 취외하고 파단면 분석 및 성분분석 등을 수행한 결 과 모재 표면의 기공성 지시는 제작당시 배관 표면 에 노출되어 있던 비금속 개재물이 운전중 계통수에 용해되어 생성된 기공으로 추정되었으며, 용접부의 균열성 지시는 백킹가스가 차단되는 과정에서 생성 된 산화물이 운전중 고온의 계통수에 용해되어 생성 된 연속된 기공으로 확인되었다. 결과적으로 이러한 지시들은 배관의 두께에 비하여 깊이가 매우 작으므 로 배관과 계통의 건전성에 미치는 영향은 없는 것 으로 평가되었다.
참고문헌
(1) Yoon, B. S., Kim, Y. S., Lee, H. and Lee, Y. H., 2006, "Study on Quantitative Flaw Evaluation of Nuclear Power Plant Steam Generator Tube by Ultrasonic Testing" J. of KSNT, Vol. 26, No. 1, pp.
12~17.
(2) ASME, 1995, "Rules for In-service Inspection of Nuclear Power Plant Components," ASME B&PV Sec.
XI, pp. 120~159.
(3) Allgaier, M. W. and Mclntire, P., 1993,
"Nondestructive Testing Handbook : Visual Testing", ASNT, Vol. 8, pp. 245~276.