전력반도체 패키징을 위한 Transient liquid phase 접합 기술
노명훈1·Hiroshi Nishikawa1·정재필2·김원중2,†
1오사카대학교 접합과학연구소, 2서울시립대학교 공과대학 신소재공학과
Trasient Liquid Phase bonding for Power Semiconductor
Myong-Hoon Roh1, Hiroshi Nishikawa1, Jae Pil Jung2, and Wonjoong Kim2,†
1Joining and Welding Research Institute, Osaka University, 11-1 Mihogaoka, Ibaraki, Osaka 567-0047, Japan
2Department of Materials Science and Engineering, University of Seoul, 163, Seoulsiripdae-ro, Dongdaemun-gu, Seoul 02504, Korea (Received February 8, 2017: Corrected March 9, 2017: Accepted March 14, 2017)
Abstract: Recently, a demand in sustainable green technologies is requiring the lead free bonding for high power module packaging due to the environmental pollution. The Transient-liquid phase (TLP) bonding can be a good alternative to a high Pb-bearing soldering. Basically, TLP bonding is known as the combination of soldering and diffusion bonding. Since the low melting temperature material is fully consumed after TLP bonding, the remelting temperature of joint layer becomes higher than the operating temperature of the power module. Also, TLP bonding is cost-effective process than metal nanopaste bonding such as Ag. In this paper, various TLP bonding techniques for power semiconductor were described.
Keywords: Power semiconductor, Pb-free, TLP bonding, shear strength, mcirostructure
1. 서 론
전력반도체(Power Semiconductor)는 전기에너지(Electric Energy)의 효율적 사용을 위해 전기에너지를 제어, 변환, 분류 및 관리하는 반도체이다. 이러한 전력 반도체는 전 력산업, 자동차 산업, 가전제품 등 다양한 기기에서 전력 손실을 억제하여 에너지 절약 사회의 핵심 장치로 여겨 지고 있다. 기존에 사용되었던 전력반도체는 실리콘(Si) 기반의 반도체로서 전력반도체의 적용분야가 고전력, 고 온, 고속 스위칭 환경으로 바뀌어 감에 따라 그 한계를 보 이고 있다. 따라서, 탄화규소(SiC)나 질화갈륨(GaN) 소재 의 차세대 전력반도체에 대한 연구가 꾸준히 진행되어 왔 으며, 일부 상용화된 제품도 보고되었다.1-5) Fig. 1에 전력 반도체의 대표적인 응용분야를 보였다.
한편, 차세대 전력반도체의 연구와 함께 반도체 소자를 금속 기판이나 세라믹 기판에 접합 할 때 사용하는 접합 재 역시 기존의 유연 솔더(Pb solder)를 대체하기 위한 무 연(Pb free) 접합 소재 기술의 연구가 활발하게 진행되고
있다.5-14) 기존 시스템 반도체나 메모리 반도체에서 사용
되었던 Sn 기반의 무연 솔더는 대부분 융점이 250oC 이 하로, 차세대 전력반도체 사용에 있어서 접합부의 고온
신뢰성에 대한 우려가 있다.
금속 소결 접합은 기존의 유연 솔더와 유사한 온도에 서 접합이 가능하면서 고온 신뢰성을 동시에 확보할 수 있는 기술로 유연 솔더를 대체하기 위해 활발히 연구되 는 분야 중 하나이다. 주로 은(Ag)과 구리(Cu)를 원료로 하는 페이스트에 대해 연구가 이루어지고 있으며, Ag와 Cu의 나노 분말 제조 기술 발전과 함께 소결 접합 중 압 력을 낮추거나 무가압으로도 접합이 가능한 기술도 개발
†Corresponding author E-mail: [email protected]
© 2017, The Korean Microelectronics and Packaging Society
This is an Open-Access article distributed under the terms of the Creative Commons Attribution Non-Commercial License(http://creativecommons.org/
licenses/by-nc/3.0) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
특집 : 전력 반도체 패키징 기술
Fig. 1. Applications of power semiconductors.
되었다.8-10, 15)그러나 Ag 페이스트의 경우 Fig. 2에 보인 것과 같이 구리(Cu), 니켈(Ni), 주석(Sn)과 비교해서 소재 자체의 가격이 고가일 뿐만 아니라, 나노 분말 제조도 고 가의 기술이므로 상용화를 위해서는 가격 경쟁력을 확보 해야 하는 문제점을 가지고 있다. Cu 페이스트의 경우 Ag 페이스트와 비교하여 가격 경쟁력의 확보는 용이하지만, 상대적으로 낮은 접합 강도와 낮은 내산화성은 해결해야 할 과제이다.
전력반도체의 접합에서 연구되는 Transient Liquid Phase(TLP) 접합은 Sn 기반의 솔더와 금속 페이스트의 단 점을 해결하기 위해 연구되고 있는 기술이다.14, 17-21) TLP 접합은 Sn 기반의 솔더와 주위의 다른 금속이 반응하여 접합 완료 후 금속간 화합물(Intermetallic compound)이 생 성되는 경우가 많다. 기본적으로는 저융점 재료를 고융 점 재료 사이에 위치시켜 온도가 상승함에 따라 저융점 재료가 용융되어 고융점 재료와 반응하여 금속간 화합물 을 형성하면서 접합이 되는 기술이다. 접합 후 적절한 온 도와 시간동안 열처리하여 접합부를 균일하게 금속간 화 합물화 할 경우, 재용융 온도는 금속간 화합물의 융점이 되기 때문에 대부분 300oC 이상이다. TLP 접합에 사용되
는 고융점 재료로는 Ni, Cu, Ag 등이 있으며, 저융점 재 료로는 Sn과 In이 대표적이다. TLP 접합에 사용되는 재 료는 기본적으로 금속 소결을 위한 Ag 페이스트 기술보 다 가격 경쟁력이 우수하고, 고강도 접합이 가능하며, 고 온 신뢰성에 대한 우려도 해소 할 수 있기 때문에 최근 차세대 전력반도체 소자를 접합하기 위한 소재로 활발히 연구되고 있다. 따라서 본고에서는 현재 연구되고 있는 TLP 접합에 대해 소개하고자 한다.
2. TLP 접합
TLP 접합은 기본적으로 솔더링(soldering)과 확산 접합 (diffusion bonding)이 결합된 개념으로, 1950년대 후반에 서 1960년대 초반 Lynch et al, Owczarski, Bernstein에 의 해 처음 소개되었다.22-25) 공정 브레이징(Eutectic brazing), 공정 접합(eutectic bonding), 액상선 확산 접합(solid-liquid interface diffusion bonding, SLID) 등 다양한 이름으로 소 개된 TLP 접합은 1972년에 Paulonis et al.의 특허 발표로 처음 명명되었다.26)
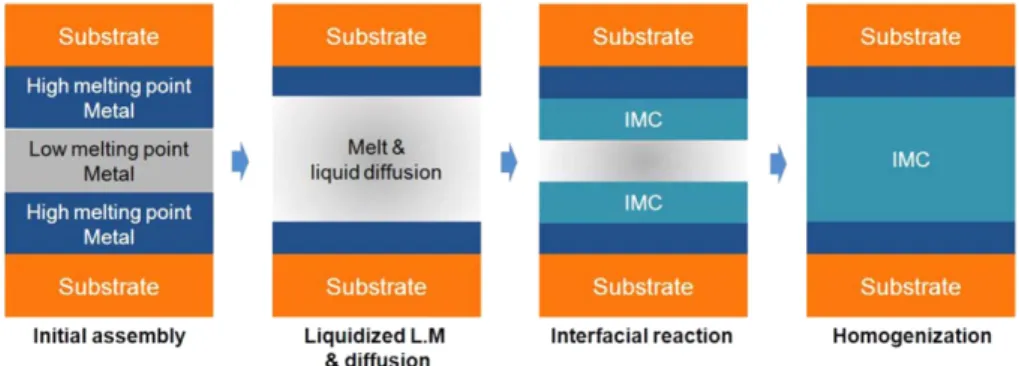
전통적인TLP 접합은 Fig. 3 보인 것과 같이 접합 전 저 융점 재료와 고융점 재료가 샌드위치 구조를 가진다. 그 후 온도가 상승함에 따라 저융점 재료의 용융, 확산, 금 속간 화합물 형성 등의 단계를 거치면서 두 기판의 접합 을 가능하게 한다. 전통적인 TLP 접합은 접합부의 균일 한 금속간 화합물 형성을 위해 추가적인 열처리 공정이 필요하다.
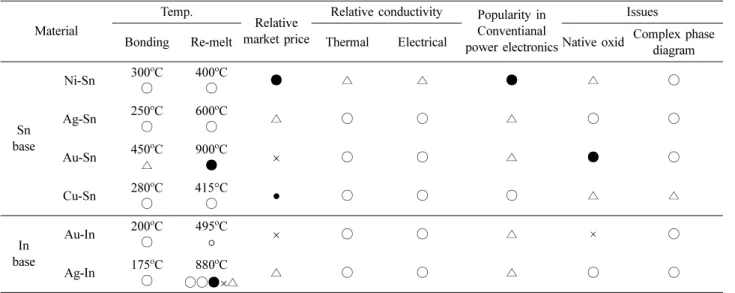
Table 1은 Ni-Sn TLP 접합을 기준으로 다른 TLP 접합 과의 특성을 비교한 것이다.20) Table 1에 의하면, Ni-Sn TLP 접합은 고온 신뢰성이 우수할 뿐만아니라, Ag-Sn과 Au-Sn과 비교해 가격 경쟁력이 우수하다. Ag-Sn TLP 접 합의 경우 대부분의 항목에서 양호한 값을 보였으며, 현 재 Cu-Sn TLP 접합과 함께 가장 널리 연구되고 있는 분 야이다. Au-Sn TLP접합의 경우 Au의 높은 가격으로 인 해 상용화는 현실적으로 불가능 할 것으로 예상된다. Cu- Sn TLP 접합의 경우 Ni-Sn TLP 접합보다도 가격 경쟁력 이 우수하고, 다른 특성들도 양호하기 때문에 현실적으 로 상용화가 유력한 기술 중 하나이다.
Fig. 2. Variation of Silver and base metals (USD per troy ounce) between years 2000-2016.16)
Fig. 3. Schematic process of TLP bonding.
Fig. 4는 다양한 TLP 접합에서 형성되는 금속간 화합 물의 종류를 확인하기 위하여 Cu-Sn, Ni-Sn, Ag-Sn의 2원 계 상태도를 나타낸 것이다.27) Fig. 4(a)에 보인 것과 같이 Cu와 Sn의 계면 반응은 Sn rich부분에서 Cu rich 부분으
로 확산이 진행되면서 발생하며, 그 과정에서 Cu6Sn5가 형성된다. Cu3Sn의 경우 Cu와 Cu6Sn5의 계면에서 발생하 는 것으로 보고되었다.28-30) Cu6Sn5와 Cu3Sn의 융점은 각 각 425oC와 676oC로 차세대 전력반도체 사용 온도보다 Table 1. Comparison of TLP bonding techniques20)
Material
Temp.
Relative market price
Relative conductivity Popularity in Conventianal power electronics
Issues
Bonding Re-melt Thermal Electrical Native oxid Complex phase
diagram
Sn base
Ni-Sn 300oC
○
400oC
○ ● △ △ ● △ ○
Ag-Sn 250oC
○
600oC
○ △ ○ ○ △ ○ ○
Au-Sn 450oC
△
900oC
● × ○ ○ △ ● ○
Cu-Sn 280oC
○
415°C
○ ● ○ ○ ○ △ △
In base
Au-In 200oC
○
495oC
○ × ○ ○ △ × ○
Ag-In 175oC
○
880oC
○○●×△ △ ○ ○ △ ○ ○
●: Best ○: good △: Moderate, ×: Bad
Fig. 4. Binary phase diagram (a) Cu-Sn, (b) Ni-Sn, and (c) Ag-Sn.27)
높은 것을 알 수 있다.
Fig. 4(b)는 Ni-Sn 상태도로 200~400oC의 온도에서 Sn 이 용융되면, 가장 먼저 융점이 약 794.5oC인 Ni3Sn4가 형 성된다. 그 후 연속적으로 시간이 경과함에 따라 Ni3Sn2 와 Ni3Sn이 형성될 수 있다. 형성된 Ni3Sn2의 융점은 1264oC이고, Ni3Sn의 융점은 1174oC이다. Ni의 결정 격자 내에서 Sn의 고용도는 매우 낮기 때문에, Ni-Sn 고용체는 거의 형성되지 않는다. Ni-Sn TLP 접합에서 형성되는 금 속간 화합물들의 융점은 Cu-Sn TLP 접합에서 형성되는 금속간화합물의 융점보다 높은 것이 특징이다. 따라서, Ni-Sn 시스템에서 형성된 금속간 화합물은 융점이 매우 높기 때문에 Ni-Sn TLP 접합은 고온 안정성이 매우 우수 할 것으로 기대된다.
Fig. 4(c)는 Ag-Sn의 상태도로 Ag와 Sn의 계면에서 가 장 먼저 Ag3Sn이 형성된다. 그 후 비교적 넓은 범위의 조 성을 갖는 ζ-상의 금속간 화합물을 형성한다. Ag의 경우 200~400oC 온도 범위에서 약 8~10%의 Sn 고용도를 가지 고 있다. Ag3Sn과 ζ-상 화합물의 융점은 각각 480oC와 724oC로 다른 조성들과 마찬가지로 전력 반도체의 사용 온도보다 높다. Table 2에는 대표적인 금속간화합물의 물 리적 특성을 보였다.31)
앞서 언급한 바와 같이 균일한 TLP 접합을 형성하기 위해서는 접합 후 일정시간 열처리가 필요하다(Fig. 3 참 조). TLP 접합은 금속간 화합물 접합이기 때문에 금속간 화합물 층의 성장 속도는 TLP 공정 시간을 결정하는 중 요한 요소이다. 시간 변화에 의한 금속간화합물 층의 평 균 두께는 다음과 같이 정의 될 수 있다.31, 32)
(1)
여기서 x는 시간 t에서의 금속간화합물 평균 두께를 나 타내고, k는 성장 속도 상수(growth rate constant), n은 성 장지수(growth exponent)이다. 일반적으로 n은 계면에서 의 반응 메커니즘을 나타내는 지수로 여겨지는데, n=1 일 경우 주로 화학적 반응을 의미하고, n=0.5일 경우는 부피 확산(volume diffusion), n ≤ 0.33 일 경우는 결정립계 확산 (grain boundary diffusion)을 의미한다. 결국 k만이 서로 다 른 조성으로 이루어진 계면에서 온도에 따른 성장동역학 (growth kinetics)을 나타낸다. 따라서 k는 다음의 Arrhenius 관계식으로 표현된다.
(2)
여기서 Q는 활성화 에너지(activation energy), R은 기체 상수(gas constant, 8.314 J/mol/K), T 는 열처리 온도(K), k0 는 전지수 계수(preexponential coefficient)이다. 따라서 금 속간화합물의 성장속도는 Cu-Sn, Ni-Sn, Ag-Sn의 조성에 따라 각각 다르며, 동일한 두께의 금속간 화합물을 형성 하는데 필요한 시간도 서로 달라지게 된다.
TLP 접합에서 기계적 특성은 기본적으로 사용되는 소 재와 공정 변수에 따라 달라진다. 동일한 공정 변수를 사 용했을 경우 TLP 접합에 사용된 소재의 종류에 따라 미 세조직과 기계적 특성은 변화하게 된다.14,19) Lis et al. 은 동일한 공정 조건에서 Ag/Sn/Ag, Ni/Sn/Ni, Ag/Sn/Ni의 세 가지 구조의 TLP 접합을 실시하여 전단 강도를 측정하 였다.14) 그 결과 Fig. 5에 보인 것과 같이 Ag/Sn/Ag 구조 의 강도가 평균 60.4 MPa로 가장 높았으며, Ni/Sn/Ni 구 조의 강도가 평균 27.4 MPa로 가장 낮았다. Fig. 5에 내삽 되어 있는 각각의 파단면의 경우도 다른 형상을 보였다.
강도가 가장 낮았던 Ni/Sn/Ni 구조의 경우 다른 두 구조 와 비교했을 때 상대적으로 기공이 많았다. 파괴가 일어 난 쪽은 Ni과 Ni3Sn4의 경계면으로 접합 후 이 부분에 결 함이 많았음을 예측할 수 있다. 결국 사용되는 소재에 따 라 공정 조건을 최적화하여 접합부에 결함을 줄이는 것 이 우수한 기계적 특성을 갖는 TLP 접합을 형성하는데 유리하다고 할 수 있다.
3. 분말을 이용한 TLP 접합
최근에는 전통적인 TLP 접합의 저융점 재료와 고융점 재료의 샌드위치 구조를 이용한 방법이 아닌 분말을 이 x = ktn
k k0 –Q ---kT
⎝ ⎠
⎛ ⎞ exp
=
Table 2. Selected physical properties of various Sn based IMC31) Property Cu6Sn5 Ni3Sn4 Ag3Sn
Density, ρ (g/cm3) 8.28 8.65 9.63
Young’s Modulus, E (GPa) 102 125 80
Poisson’s Ratio, υ 0.32 0.28 0.35
Hardness (GPa) 3.51 3.74 1.8
Thermal Expansion, α (mm/m·K) 18.3 14.6 - Melting point, Tm (oC) 415 794.5 480
Fig. 5. Shear strength and fracture surface depending on composition of interlayer14)
용한 TLP 접합에 대한 기술도 연구가 이루어지고 있다.
분말을 이용한 TLP 접합은 페이스트 형태로 제작하여 접 합을 실시하게 되는데, 고융점의 금속 분말(Ag, Cu 등)에 Sn과 같은 저융점 금속 분말을 혼합하여 페이스트로 제 작하거나 저융점 금속을 고융점 금속 분말 표면에 코팅 하여 페이스트를 제작한다. 페이스트를 이용한 TLP 접합 은 공정이 기존의 유연 솔더와 공정과정이 유사하여 기
존의 전력반도체 패키징 제조공정과 호환성이 좋은 장점 을 가지고 있다.33-35)
금속 분말을 이용한 TLP 접합의 경우 선행되어야 할 연구는 혼합물 내의 고융점 금속과 저융점 금속의 적절 한 비율을 찾는 것이다. 적절한 비율은 발현되는 특성에 따라 기준이 달라질 수 있지만, 전력반도체 패키징에서 는 보통 기계적 특성의 전단 강도와 전기적 특성의 저항 을 기준으로 하는 경우가 일반적이다.
Fig. 6. Shear strength of TLP bonding using powder mixture of Cu-Sn and Ag-Sn depending on weight ratio of Sn in mixture.34,35)
Fig. 7. Shear strength of TLP bonding using mixture of micro- sized Ag and Sn depending on bonding temperature.
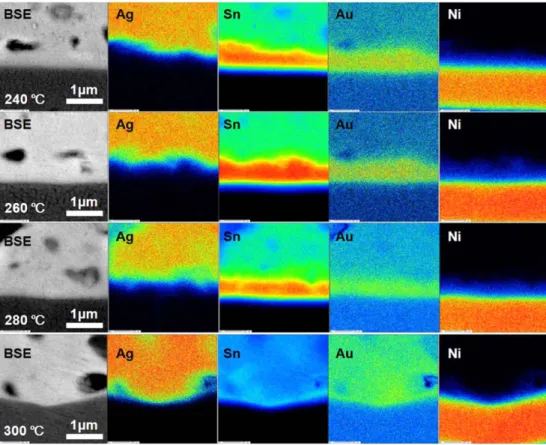
Fig. 8. EPMA mapping images of interface of TLP bonding depending on bonding temperature.
Fig. 6에 분말 TLP 접합에서 고융점 금속(Ag와 Cu)과 Sn의 조성에 따른 강도 변화를 보였다.34,35) Ag-Sn과 Cu- Sn의 분말 TLP 접합은 각각 공정 변수가 다르기 때문에 서로의 강도 크기를 비교하는 것은 의미가 없다. 다만 Fig.
6에서 확인 할 수 있는 것은 Ag-Sn의 경우는 50 wt%의 Sn이 첨가되었을 때, Cu-Sn의 경우 10 wt%의 Sn이 첨가 되었을 때 각각 강도가 최고값을 나타낸 것처럼, 발현하 고자 하는 특성의 최대값을 갖는 특정한 조성이 존재한 다는 사실이다.
분말 TLP 접합은 다른 접합 공정과 마찬가지로 공정 변수(온도, 시간)에 따라 기계적 특성이 변화한다. 본고의 저자가 실험한 결과를 바탕으로 마이크로 크기의 Ag와 Sn을 8:2의 무게비로 혼합하여 TLP 접합을 실시하였을
때, 온도에 따른 전단강도 변화를 Fig. 7에 보였다. Fig. 7 은 각각의 접합 온도 240-300oC에서10분동안 접합을 실 시한 후의 전단 강도로써 접합 온도가 240oC에서 300oC 로 증가할 때 전단강도는 9.2 MPa에서 23.6 MPa까지 증 가하였다. 또한 Fig. 8에 보인 온도에 따른 접합계면의 조 성변화에서 Sn과 Au는 280oC까지 계면에 다수 존재하는 것이 확인 되었으며, 300oC에서는 고르게 확산되었음이 확인되었다.
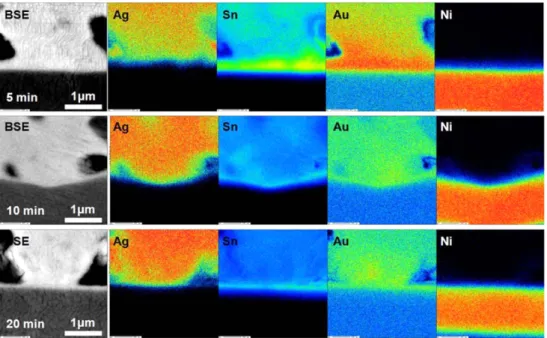
Fig. 9은 접합 온도 300oC에서 시간변화에 의한 전단 강 도 변화를 나타낸 것이다. 강도는 접합 시간 20분까지는 25.2 MPa까지 증가하였으나 그 이후에는 일정한 값을 보 였다. Fig. 10은 접합 시간에 따른 계면의 EPMA mapping 결과로서 Fig. 8과 유사한 현상이 관찰되었다. 접합 시간 이 5분이었을 경우, Sn과 Au는 계면에 주로 존재하였으 나, 10분부터는 고르게 확산된 것을 확인 할 수 있다. 즉, Fig. 7-10의 결과로부터 분말을 이용한 TLP 접합의 경우 에도 전통적인 TLP 접합과 유사하게 저융점 소재가 용 융 후 고르게 확산 할 수 있는 충분한 시간이 필요함을 알 수 있다. 다만, 균일하게 확산하는 시간은 전통적인 TLP 접합보다 단축되었음을 확인 할 수 있었다.
4. 결 론
지금까지 전력반도체에서 사용하는 유연 솔더를 대체 하기 위해 연구 중인 TLP 접합에 대하여 소개하였다. 전 통적인 TLP 접합 공정과 함께 기존 전력반도체 패키징 과 호환성이 좋을 것으로 예상되는 분말 TLP 접합 공정 도 유연 솔더를 대체할 수 있는 기술의 하나인 것으로 판 단된다. TLP 접합은 소재의 조성 및 공정변수와 기계적 강도가 밀접한 관계를 가지고 있었다. 분말 TLP 접합의 Fig. 9. Shear strength of TLP bonding using mixture of micro-
sized Ag and Sn depending on bonding time.
Fig. 10. EMPA mapping images of interface of TLP bonding depending on bonding time.
경우 전통적인 TLP 접합과 마친가지로 저융점 소재의 확 산이 접합 강도에 중요한 역할을 하였다. 본고에서는 언 급하지 않았으나 대부분의 TLP 접합 공정이 저압력 (1 MPa 이하)에서 실시되고 있다. 공정 자동화나 비용적 인 측면에서는 압력을 인가하지 않은 공정이 유리하기 때 문에 무가압 공정에 대한 추가적인 연구가 필요하다고 사 료된다. 또한, 전력반도체는 자동차와 같이 우리 생활과 밀접한 산업에서 많이 사용되고 안전과 직결되기 때문에 접합부의 신뢰성에 대한 연구가 꾸준히 진행되어야 할 것 이다.
감사의 글
이 논문은 2015년도 서울시립대학교 연구년 교수 연구 비에 의하여 연구되었음
References
1. R. Khazaka, L. Memdizabal, D. Hevry, and R. Hanna, “Sur- vey of High-Temperature Reliability of Power Electronics Packaging Components”, IEEE Transactions on Power Elec- tronics, 30(5), 2456 (2015).
2. Z. Liang, “Status and Trend of Automotive Power Module Packaging”, Proc. 24th International Symposium on Power Semiconductor Devices & ICs, Bruge, Belgium, June, 325 (2012).
3. J. Millan, “A Review of WBG Power Semiconductor Devices”, Proc. International Semiconductor Conference(CAS), 57 (2012).
4. K. S. Ki, D. H. Choi, and S. B. Jung, “Overview on Thermal Management Technology for High Power Device Packaging”, J. Microelectron. Packag. Soc., 21(2), 13 (2014).
5. M. H. Roh, H. Nishkawa, and J. P. Jung, “A Review of Ag Paste Bonding for Automotive Power Device Packaging”, J.
Microelectron. Packag. Soc., 22(4), 15 (2015).
6. A. Kroupa, D. Andersson, N. Hoo, J. Pearce, A. Watson, A.
Dinsdale, and Stuart Muchlejohn, “Current Problems and Pos- sible Solutions in High-Temperature Lead-Free Soldering”, Journal of Materials Engineering and Performance, 21(5), 629 (2012).
7. M. Nahavandi, M. A. A. Hanim, Z. N. Ismarrubie, A.
Hajalilou, R. Rohaizuan, and M. Z. S. Fadzli, “Effects of Silver and Antimony Content in Lead-free Hig-temperature Solders of Bi-Ag and Bi-Sb on Copper Substrate”, Journal of Electronic Materials, 43(2), 579 (2014).
8. T. Yamakawa, T. Takenmoto, M. Shimoda, H. Nishikawa, K.
Shiokawa, and N. Terada, “Influence of Joining Conditions on Bonding Strength of Joints: Efficacy of Low-temperature Bonding using Cu Nanoparticle Paste”, Journal of Electronic Materials, 42(6), 1260 (2013).
9. K. S. Moon, H. Dong, R. Maric, S. Pothukuchi, A. Hunt, Y.
Li, and C. P. Wong, “Thermal Behavior of Silver Nanoparti- cles for Low-Temperature Interconnect Applications”, Journal of Electronic Materials, 34(2), 168 (2005).
10. Y. Akada, H. Tatsumi, T. Yamaguchi, A. Hirose, T. Morita, and Eiichi Ide, “Interfacial Bonding Mechanism using Silver Metallo-Organic Nanoparticles to Bulk Metals and Observa-
tion of Sintering Behavior”, Materials Transactions, 49(7), 1537 (2008).
11. T. A. Tollefsen, A. Larsson, O. M. Løovvik, and K. E. “Aas- mundtveit, High Temperature Interconnect and Die Attach Technology: Au-Sn SLID Bonding”, IEEE Transactions on Components, Packaging and Manufacturing Technology, 3(6).
904 (2013).
12. R. I. Rodriguez, D. Ibitayo, and P. O. Quintero, “Thermal Sta- bility Characterization of the Au-Sn Bonding for High-Tem- perature Applications”, IEEE Transactions on Components, Packaging and Manufacturing Technology, 3(4), 549(2013).
13. A. Sharif, C. L. Gan, and Z. Chen, “Transient Liquid Phase Ag-Based Solder Technology for High-Temperature Packag- ing Applications”, Journal of Alloys and Compounds, 587, 365 (2014).
14. A. Lis and C. Leinenbach, “Effect of Process and Service Conditions on TLP-Bonded Components with (Ag, Ni-)Sn Interlayer Combinations”, Journal of Electronic Materials, 44(11), 4576 (2015).
15. M. H. Roh, H. Nishikawa, S. Tsutsumi, N. Nishiwaki, K. Ito, K. Ishikawa, A. Katsuya, N. Kamada, and M. Saito, “Pres- sureless Bonding by Micro-Sized Silver Particle Paste for High-Temperature Electronic Packaging”, Materials Transac- tions, 57(7), 1209 (2016).
16. http://www.infomine.com/ChartsAndData/
17. H. A. Mustain, W. K. Brown, and S. S. Ang, “Transient Liq- uid Phase Die Attach for High-Temperature Silicon Carbide Power Devices”, IEEE Transactions on Components and Packaging Technology, 33(3), 563 (2010).
18. J. F. Li, P. A. Agyakwa, and C. M. Johnson, “Suitable Thick- nesses of Base Metal and Interlayer, and Evolution of Phases for Ag/Sn/Ag Transient Liquid-Phase Joints Used for Power Die Attachment”, Journal of Electronic Materials, 43(4), 983 (2014).
19. K. Chu, Y. Sohn, and C. Moona, “A Comparative Study of Cn/Sn/Cu and Ni/Sn/Ni Solder Joints for Low Temperature Stable Transient Liquid Phase Bonding”, Scripta Materialia, 109, 113 (2015).
20. S. W. Yoon, M. D. Glover, and K. Shiozaki, “Nickel–Tin Transient Liquid Phase Bonding Toward High-Temperature Operational Power Electronics in Electrified Vehicles”, IEEE Transactions on Power Electronics, 28(5), 2448 (2013).
21. N. S. Bosco and F. W. Zok, “Critical Interlayer Thickness for Transient Liquid Phase Bonding in the Cu–Sn System”, Acta Materialia, 52, 2965 (2004).
22. J. F. Lynch, L. Feinstein, and R. A. Huggins, “Brazing by the Diffusion Controlled Formation of a Liquid Intermediate Phase”, Weld J, 38, 85s (1959).
23. W. A. Owczarski, “Eutectic Brazing of Zircalloy 2 to Type 304 Stainless Steel”, Weld J, 42, 78s (1962).
24. L. Bernstein, “Semiconductor Joining by Solid-Liquid-Inter- diffusion (Slid) Process .1. Systems Ag-In, Au-In, and Cu- In”, J. Electrochem. Soc., 113, 1282 (1966).
25. L. Bernstein and H. Bartholomew, “Applications of Solid- Liquid Interdiffusion (Slid) Bonding in Integrated-Circuit Fabrication”, Trans. Metall. Min. Soc (Aime)., 236, 405 (1966).
26. D. Paulonis, D. S. Duvall, and W. A. Owczarski, “Diffusion bonding utilizing transient liquid phase”, US Patent US3678570 A, (1972).
27. http://www.geocities.jp/stkyjheiwa/binaryphasediagram.htm 28. J. F. Li, P. A. Agyakwa, and C. M. Johnson, “Interfacial Reac-
tion in Cu/Sn/Cu System During the Transient Liquid Phase Soldering Process”, Acta Mater, 59, 1198 (2011).
29. R. Labie, W. Ruythooren, and J. V. Humbeeck, “Solid State Diffusion in Cu-Sn and Ni-Sn Diffusion Couples with Flip- Chip Scale Dimensions”, Intermetallics, 15, 396 (2007).
30. J. Y. Song, J. Yu, T. Y. Lee, “Effects of Reactive Diffusion on Stress Evolution in Cu-Sn Films”, Scripta Mater, 51, 167 (2004).
31. A. Lis, “High Power Electronics Packaging by Transient Liq- uid Phase bonding”, a Thesis of Doctor of Sciences of Eth Zurich, (2015).
32. H. H. Hsu, Y. T. Huang, S. Y. Huang, and T. C. Chang, “Evo- lution of the Intermetallic Compounds in Ni/Sn-2.5Ag/Ni Microbumps for Three-Dimensional Integrated Circuits”, Journal of electronic Materials, 44(10), 3888 (2015).
33. X. Liu, S. He, and H. Nishikawa, “Thermally Stable Cu3Sn/
Cu Composite Joint for High-Temperature Power Device”, Scripta Materialia, 110, 101 (2016).
34. T. Ishizaki and R. Watanabe, “Pressurelss Bonding by Use of Cu and Sn Mixed Nanoparticles”, Journal of Electronic Mate- rials, 43(12), 4413 (2014).
35. A. Sharif, C. L. Gan, and Z. Chen, “Transient Liquid Phase Ag-based Solder Technology for High-Temperature Packag- ing Applications”, Journal of Alloys and Compounds, 587, 365 (2014).
• 이름: 노명훈
• 소속: 오사카대학교 접합과학연구소 (특임연구원)
• 분야: 친환경 소재 및 접합, 파워 디바이 스 패키징, 전해도금
• e-mail: [email protected]
• 이름: Hiroshi Nishikawa
• 소속: 오사카 대학교 (준교수)
• 분야: 친환경 소재 및 접합, 파워 디바이 스 패키징, 전도성 접착제
• e-mail: [email protected]
• 이름: 정재필
• 소속: 서울시립대학교 (교수)
• 분야: 마이크로접합, 솔더링, 브레이징, 전자패키징, 전해도금
• e-mail: [email protected]
• 이름: 김원중
• 소속: 서울시립대학교 (교수)
• 분야: 금속가공, 집합조직, 상변태
• e-mail: [email protected]