ISSN: 1738-7167
DOI: http://dx.doi.org/10.7731/KIFSE.2014.28.6.108
슬라이딩아크 방전과 코로나 방전의 복합공정을 통한 유해물질 처리효율 개선에 관한 연구
권우택 · 이우식*
†
을지대학교 보건환경안전학과, *가천대학교 화학생명공학과
A Study on Combined Processes of Sliding Arc Plasma and Corona Dielectric Barrier Discharge for Improve
the Efficiency Treatment of Harmful Substance
Woo-Taeg Kwon · Woo-Sik Lee*
†
Dept. of Environmental Health and Safety, Eulji University
*Dept. of Chemical & Biological Engineering, Gachon University
(Received December 3, 2014; Revised December 12, 2014; Accepted December 12, 2014)
요 약
유해물질처리를 효율적으로 개선하기 위해 슬라이딩아크방전(sliding arc plasma)과 corona dielectric barrier discharge (CDBD 공정)의 복합공정을 이용하였다. 이장치는 OH 라디칼과 음이온을 생성하여 강력한 산화력으로 탈취 및 살균 효 과를 가진다. 실험결과 SAP 반응기의 크기를 80 A를 50 A로 축소하여도 유해물질의 농도는 큰 변화가 없는 것으로 나 타나 반응기의 규모를 최소화할 수 있을 것으로 판단된다. 그리고 CDBD 반응기에서 생성된 음이온과 오존은 유해물질 과 반응한 후 음이온은 510,000 ppb에서 470 ppb, 오존은 98 ppb에서 22 ppb로 낮아짐을 확인하였다. 또한 플라즈마 발 생장치의 안정성 및 내구성이 우수한 것으로 판단되었다. 따라서 본 연구를 통하여 향후 플라즈마복합공정을 이용하여 실내공기중에 존재하는 유해물질 제거를 효율적으로 할 수 있을 것으로 생각된다.
ABSTRACT
The combined process of Sliding Arc Plasma and corona dielectric barrier discharge process (CDBD) was used to effi- ciently improve harmful substance, which convert into OH radicals which have strong oxidation potential, and so have deodorization and sterilizing effects, by generating specific radicals and anion and then reacting with the moisture con- tained in harmful substance. As a result of experiment, even if the size of SAP reactor is reduced from 80 A to 50 A, there is no much change and therefore it is judged the size of reactor may be minimized. And it was confirmed that after the anion and ozone generated from CDBD rector react with harmful substance, a anion was reduced from 510,000 ppb to 470 ppb and ozone from 98 ppb to 22 ppb. It was also judged the stability and durability of plasma producer are excel- lent. Accordingly, it is considered the harmful substances which exist in indoor air quality will be efficiently improved and removed by using further plasma combined process through this study.
Keywords : CDBD, Harmful substance, SAP, Plasma, Reactor
1. 서 론
우리나라는 2005년 악취방지법을 제정하여 생활환경의 쾌적성을 추구하고 있다. 그러나 사업장으로부터 배출되는 악취는 여러 가지 문제를 유발시켜 민원문제를 발생한다(1). 악취를 제거하기 위한 플라즈마 탈취법으로는 펄스코로나 방전, 유전체장벽방전, 그리고 가장 최근 기술로는 슬라이 딩아크방전 탈취법 등이 있다. 펄스코로나 탈취법은 고전
위의 펄스를 지속적으로 투입하여 코로나 방전을 발생시 켜 악취물질을 산화, 분해하는 방법으로 에너지 사용량이 많고 진공상태에서 진행시켜야 하며 처리량이 적고, 처리 효율이 펄스 형태에 따라 변동적으로 나타나는 단점이 있 다(2,3).
유전체장벽방전 탈취법은 두 개의 전극간에 유전체를 두어 안정적이고 균일한 플라즈마 형태를 만드는 장점이 있으나 전극간 간격이 매우 좁아 대량 악취처리 시, 압력
†
Corresponding Author, E-Mail: [email protected]
†
TEL: +82-31-750-5594, FAX: +82-31-750-8839
강하 등에서 불리하며, 유전체에 카본블랙 등의 불순물에 의한 오염이 심하여 청소 등의 보수 주기가 길어지는 단점 을 가진다. 이로 인하여 탄화수소 계통의 악취 및 VOCs 처리 보다는 축사 등의 암모니아 처리 등에 적용 사용하므 로 그 영역이 좁다(4,5).
최근의 슬라이딩아크방전 탈취법은 특정 라디칼, 이온은 악취가스 속의 수분과 반응해서 강력한 산화력을 가지는 OH 라디칼로 전환된다. 공기 중에서 OH 라디칼의 수명은 약 1초 미만이지만 산화력은 오존보다 1,000배 이상이다.
따라서 유입되는 악취 오염가스 속에 포함된 냄새, 세균, 곰팡이 및 다양한 오염물질들은 OH 라디칼에 의해 쉽게 산화되어 무해한 CO2와 H2O로 전환되기 때문에 강력한 탈취, 살균, 멸균효과를 일으킨다. 또한 바람직한 산화반응 을 유도하기 위하여 반도체 촉매를 결합시켜 처리한다(6,7). Corona Dielectric Barrier Discharge (CDBD) 공정은 Plasma 중 코로나 방전을 이용하여 음이온을 생성한다. 코 로나 방전은 양극판과 음극판 가운데 부도체인 유리 등을 장벽으로 설치하고 양극판과 음극판에 전압을 가하여 방 전을 유도하여 공기 중에 음이온을 발생시켜 이 음이온이 악취물질과 반응하도록 하였다(8-10).
실내공기질 악취는 배출가스 악취와는 다르게 대부분 실내공기가 순환되는 경우가 많다. 즉, 배출가스의 경우 한 개의 공정에 흡수탑 또는 흡착탑을 연결하여 악취 배출 을 최소화하도록 구성이 가능하나, 실내공기질 처리는 공 기의 재순환 및 유해물질의 완벽한 제거라는 두 가지 과제 를 수행해야 한다(11). 따라서 한 가지 공정으로 처리하기에 는 효율적인 문제가 발생할 수밖에 없다.
따라서 본 연구에서는 유해물질의 효율적인 처리를 위 하여 Sliding Arc Plasma (SAP) 공정과 CDBD 공정을 결 합하였다. 이는 음이온을 지닌 공기를 SAP 공정에 넣어주 면 유해물질간의 1차 반응을 유도할 뿐 아니라 SAP 공정 에서 라디칼 생성을 촉진시켜 효율적으로 유해물질을 처 리 할 수 있으리라 생각되어 진다.
2. 실험 및 실험방법
2.1 실험장치 구성
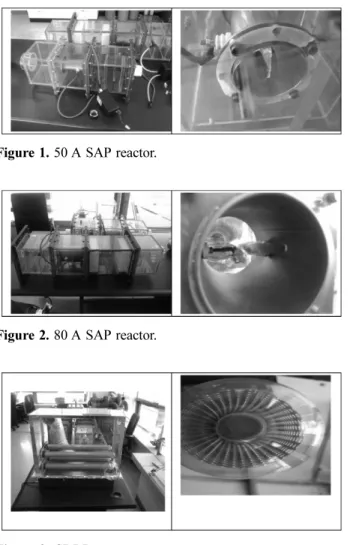
50 A, 80 A 방전관으로 구성된 1단 SAP 반응기 각 1대 (Figure 1, Figure 2) 4개의 플라즈마 방전관으로 구성된 CDBD 반응기 1대(Figure 3)로 총 3개의 장치를 제작하였 다. 각각의 반응기 내부에 반도체 촉매를 삽입할 수 있도 록 벌집 형태의 반도체 촉매층을 구성하고 플라즈마를 발 생시킬 수 있도록 플라즈마 공급장치를 각 반응기별로 구 성하였다.
50 A, 80 A SAP 반응기는 방전관의 크기만 다르며 별 도의 송풍기를 두어 10 m/s의 일정 유속으로 방전관에 유 체가 흐를 수 있도록 하였다. CDBD 반응기는 3가지 크기 로 제작하여 반응기 내의 체류시간을 변경할 수 있도록 하
였으며 반응기 내의 투입되는 에너지량을 조절할 수 있도 록 하였다. 양극과 음극에 전기를 공급하면 유전체 장벽에 의하여 전기가 차단된 상태로 있다가 전압이 10 kV 이상 상승하게 되면 유전체 장벽에 전기가 흐르게 되고 음극과 양극사이에서 코로나 방전이 일어나게 된다.
2.2 실험방법 2.2.1 실험조건
약 50 m3 정도의 실내공간에 실험장치를 설치하고 중심 에 유해물질이 악취를 유발할 수 있도록 항온조를 60oC로 유지시킨 후, 항온조 내의 임핀저에 유해물질을 각각 채우 고 일정온도로 맞춘 후 공기압축기를 이용하여 2 kg/cm2 이상의 압력으로 포말화를 실시한다. 공기로 유해물질이 포말화 되면서 유해물질은 일정량 증발 및 배출되어 밀폐 된 박스내의 공기질을 악화시켰다.
배출된 유해물질의 농도가 일정량 고정되면 송풍기를 통하여 반응기에 공기를 유입 및 순환 배출시키면서 실내 공간 내의 유해물질의 농도 변화를 측정기를 통하여 확인 하면서 반응기의 조건을 조절하였다.
사용한 유해물질은 반도체 공정에서 많이 사용되는 Figure 1. 50 A SAP reactor.
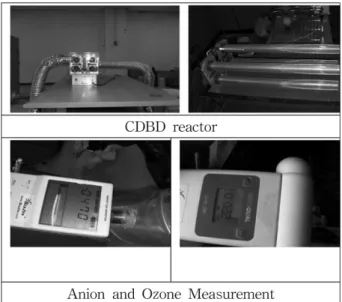
Figure 2. 80 A SAP reactor.
Figure 3. CDBD reactor.
methyl methacrylate (MMA, C5H8O2), n-butyl acetate (nBA, C6H12O2) 등을 사용하였다.
2.2.2 방전관 크기에 따른 효율 실험
50 A, 80 A SAP 반응기를 제작하여 방전관 크기에 따 른 유해물질의 제거 효율 실험을 하였다.
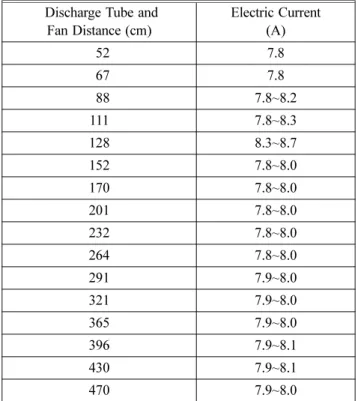
2.3.3 유량 변경에 따른 불꽃형태와 에너지 소모량 확인 송풍기 위치를 이동하여 반응기와 송풍기 사이 거리조 절을 통한 유량을 조절하였다. 52 cm에서 470 cm까지 일 정한 거리의 차를 두어 방전관을 통과하는 유량을 조절하 면서 불꽃 형태와 이에 따른 에너지 소모량 차이를 실험하 였다.
2.2.4 CDBD 반응기의 음이온과 오존의 생성량
CDBD 반응기의 에너지 공급량은 Figure 4와 같이 5단 계의 레벨조정기로 조절하면서 음이온과 오존의 생성량을 확인하였다.
2.2.5 SAP/CDBD 복합공정에서 라디칼 생성
CDBD에서 생성된 음이온 및 오존을 SAP 반응기에 순 환시켜, SAP에서 발생되는 라디칼의 생성량 증가를 알아 보기 위하여 50 A SAP 반응기와 CDBD 반응기를 결합하 여 실험을 실시하였다.
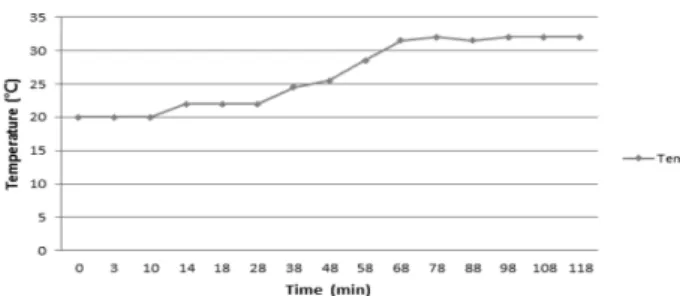
2.2.6 플라즈마 발생에 의한 온도변화 실험
SAP 반응기의 플라즈마 발생장치는 인버터, 승압기로 구성되며 밀폐된 박스에서 플라즈마를 발생시키므로 동작 시 열이 발생됨으로 플라즈마 발생장치의 안정성 및 내구 성을 확인하기 위한 목적으로 전원장치에 대한 온도 변화 를 확인하고자 실험을 하였다.
2.2.7 전류 소모량 실험
플라즈마 발생 장치의 전류 소모량을 확인하기 위하여 직교류변환기(inverter)와 승압기를 직렬로 연결하였으며 직교류변환기 전 · 후는 일반 전기전선, 승압기 후단은 고 압전선으로 방전관과 연결하였고, 전원접속기(hookmeter) 를 통하여 전원플러그, 직교류변환기 전단, 변압기 전단의 전류를 측정하였다.
3. 결과 및 고찰
3.1 SAP 방전관 크기에 따른 효율
Figure 5는 실내에서 22 ppm의 유해물질 농도를 50 A SAP 반응기로 처리한 결과로 실험 시작 후 빠른 시간에 50%의 제거효율을 보였으며 그 후 점차적으로 낮아져 65%
의 제거효율을 나타내었다. 이때 임핀저에서의 배출양은 임 의조절이 불가하였으며 임핀저 내의 유해물질량이 한정되어 긴 시간의 실험과 유해오염물질의 농도 유지가 어려웠다.
장치 박스내의 유해오염물질 농도가 29 ppm에서 80 A SAP 반응기로 처리한 결과는 Figure 6에서와 같이 1시간 정도 운전했을 때 약 50%의 제거효율을 보였으며 2시간 정도에서 60%의 제거효율을 나타내었다. 운전초기에 급 격히 20 ppm 이하로 농도가 떨어지고 추후 조금씩 낮아지 는 경향을 나타내었다.
이상의 결과로 볼 때 50 A, 80 A SAP 반응기의 방전관 크기에 따른 방전관의 크기에 따른 제거효율 경향은 거의 없다는 결론을 얻을 수 있었다.
Figure 4. Experimental of CDBD reactor.
Figure 5. Removal efficiency at 50 A SAP reactor.
Figure 6. Removal efficiency at 80 A SAP reactor.
이는 초기에는 송풍기로 빨아들이는 영향으로 박스내의 오염물질이 급격히 낮아지는 것으로 예상되거나 측정 위 치가 반응기 배출구 부분이어서 장치 안에서 오염의 전체 척도로 보기 어렵다고 판단할 수도 있을 것이다.
3.2 불꽃 형태와 에너지 소모량
송풍기의 위치를 이동시키면서 반응기로의 유체통과 유 량을 확인한 결과, 반응기와 거리가 멀어질수록 통과유량 은 낮아지는 것으로 확인하였으며, 불꽃의 형태는 통과 유 량이 높을수록 불꽃 길이는 길어지고 불꽃 색상은 보라색 에 가까웠으며, 통과 유량이 낮을수록 불꽃길이는 짧아지 고 불꽃 색상은 황색에 가까워졌다. 통과유량이 높으면 불 꽃 색상이 보라색에 가까운 것은 에너지가 높음을 의미하 며 플라즈마의 에너지원이 강하다는 것을 의미한다. 따라 서 유량을 줄이면 플라즈마 에너지가 낮아져 라디칼 형성 에 영향을 줄 것으로 판단되었다.
또 방전관과 팬 사이의 거리에 따른 에너지 소모량의 차 이를 확인한 결과 Table 1과 같이 전체 에너지 소모량에는 차이가 없었다. 그러나 거리가 멀어 질수록, 통과 유량이 낮아져 측정되는 전류치의 검지(hunting)가 심하게 일어나 는 것을 확인할 수 있었다. 이는 유량이 많을수록 방전관 에서의 아크 유속이 빨라져 플라즈마 발생 시 소요되는 전 류가 안정적으로 공급되면서 플라즈마가 높은 에너지를 나타내는 것으로 보인다.
3.3 음이온과 오존의 생성량
CDBD 반응기는 5단계 레벨조정기를 조절하여 각 단계
Table 1. Energy Change According to Electric Current Discharge Tube and
Fan Distance (cm)
Electric Current (A)
052
7.8067
7.8088
7.8~8.2111 7.8~8.3
128 8.3~8.7
152 7.8~8.0
170 7.8~8.0
201 7.8~8.0
232 7.8~8.0
264 7.8~8.0
291 7.9~8.0
321 7.9~8.0
365 7.9~8.0
396 7.9~8.1
430 7.9~8.1
470 7.9~8.0
Table 2. Compared Before and After the Reactions of Anion and Ozone Change According to Level Control
Level Anion (ppb) Ozone (ppb) Before After Before After
1 190,000 - 44 -
2 320,000 - 56 -
3 390,000 - 70 -
4 440,000 - 87 -
5 510,000 470 98 22
Figure 7. Removal efficiency of MMA by SAP/CDBD combined process.
Figure 8. Removal efficiency of nBA by SAP/CDBD com- bined process.
별로 가동하면서 측정한 음이온과 오존 생성량의 측정결 과는 Table 2와 같으며, 5단계 CDBD 반응기에서 생성된 음이온 510,000 ppb와 오존 98 ppb으로 유해물질과 반응 한 결과 음이온은 470 ppb, 오존은 22 ppb로 낮아짐을 확 인하였다.
3.4 SAP/CDBD공정에서 라디칼 생성
SAP/CDBD 복합공정에서 임핀저를 통한 장치내의 MMA의 농도는 98 ppm까지 상승하였다. 이때 타이어 타 는 냄새와 휘발유 냄새가 섞인 듯 매우 심각한 악취가 발 생하여 방독면을 쓰지 않으면 호흡이 곤란할 정도였으며 이 상태에서 2개의 반응기를 통과시켜 처리된 MMA의 농 도는 Figure 7과 같으며 60%의 제거 효율을 보였다.
CDBD에서 생성된 음이온 및 오존을 SAP 반응기에 순환 시켜, SAP에서 발생되는 라디칼의 생성량 증가를 기대하 였으나 CDBD 반응기에서 주는 효과는 없는 것으로 판단
되었다.
MMA를 대체하여 nBA를 시료로 하여 동일 한 실험을 한 결과, 오염물질의 농도는 11 ppm으로 MMA보다 초기 농도가 낮았다. Figure 8의 결과에서 보듯이 11 ppm인 낮 은 농도에서는 효율이 80% 정도 나타났다. 이는 농도에 따른 처리효율이, 농도가 낮을수록 높은 효율을 보이는 것 과 유사한 경향을 나타내었다(12). 또한 시간이 경과함에 따 라 안정화 되어 비교적 농도가 높은 Figure 7의 실험과 다 른 경향을 나타내었다.
3.5 온도변화와 전류 소모량
Figure 9에서 보듯이 밀폐 박스 내부의 온도는 20oC에 서 32oC로 2시간 동안 약 12oC 상승하여 플라즈마 발생 장치의 안정성 및 내구성이 우수함을 의미한다.
또 플라즈마 발생장치는 인버터와 승압기를 직렬로 연결 로 연결하여 전류치 실험 결과는 Figure 10과 같이 인버터 와 전압기에서의 전류치가 약간 상승되는 것을 볼 수 있다.
이는 주파수 및 전압의 변화에 따른 전류치 증가로 파악 되며, 아크 방전시 전압, 전류의 펄스폭이 줄어들고 전압 은 감소하며 전로파괴에 의해 전류는 매우 급증하는 것과 유사한 연구결과가 나타났다(13). 4시간 동안 전류치의 변 동은 크게 변화되지 않았다.
4. 결 론
본 연구는 기존의 SAP 시스템에 CDBD라는 플라즈마 장치를 부가한 복합공정을 접목시켜 유해물질을 효율적으 로 처리시킬 목적으로 연구한 결과 다음과 같은 결론을 도 출할 수 있었다.
1) SAP 반응기의 크기를 80 A를 50 A로 축소하여도 유 해물질의 저감효율은 약 50~65%로 큰 변화가 없는 것으 로 나타나 실내에 응용하여 설치 시 장치의 규모화를 최소 화 할 수 있을 것으로 판단된다.
2) 불꽃 형태가 보라색에 가까울수록 플라즈마 에너지원 이 강하였고 황색일수록 플라즈마 에너지가 낮아져 라디 칼 형성에 영향을 주는 것이 확인되었다. 따라서 방전관에 서의 순환 유량의 축소는 어려울 것으로 판단되며, 방전관 과 팬 사이 거리에 따른 전체 에너지 소모량에는 차이가 없음을 확인하였다.
3) CDBD 반응기의 레벨조정기를 이용하여 5단계에서 음이온 및 오존 생성량을 확인한 결과, 각각 510,000 ppb, 98 ppb가 검출되었으며, 유해물질과 반응한 후에 음이온은 470 ppb, 오존은 22 ppb로 낮아짐을 확인하였다.
4) 복합공정에서 음이온 라디칼 생성에 따른 처리효율이 증가 될 것이라 예측하였지만, 연구결과 유해물질의 농도 가 약 60%의 제거효율을 보여 CDBD장치에 의해 라디칼 생성 촉진에 의해 주는 효과는 없는 것으로 확인하였다.
5) 밀폐공간에서의 온도 상승은 2시간 동안 12oC 정도 상승하였으며, 전류치 변화는 4시간 측정동안 크게 변화하 지 않는 것을 확인하여, 플라즈마 발생장치의 안정성 및 내구성이 우수하다고 판단된다.
따라서 본 연구의 결과가 향후 플라즈마를 이용하여, 실 내에서 발생되는 유해물질의 처리와 개선을 할 수 있는 복 합공정개발 연구에 초석이 될 것으로 기대되며, 촉매 및 필터 등을 이용한 복합공정개발에 관한 추가 연구가 필요 하다고 생각된다.
References
1. Korea Environment Corporation, 2010 Actual Condition Survey of Civil Complaint to Odor (2010).
2. W. T. Kwon, “Development of Solution for Indoor Air Quality Improvement Using Plasma”, Eulji University (2011).
3. W. S. Lee and W. T Kwon, “A Study on Ammonia Removal by Sliding Arc Plasma”, Korean Journal of Odor Research and Engineering, Vol. 10, No. 4, pp. 180- 183 (2011).
4. Z. Bo, J. Yan, X. Li, Y. Chi and K. Cen, “Scale-up Anal- ysis and Development of Gliding Arc Discharge Facility for Volatile Organic Compounds Decomposition”, Jour- nal of Hazardous Materials, Vol. 155, No. 3, pp. 494-501 (2008).
5. S. J. Park, J. S. Shin and J. Kawasaki, “Ammonia Removal of Activated Carbons Modified by Ozone Treatment”, Journal of the Korean Industrial and Engi- neering Chemistry, Vol. 14, No. 8, pp. 1133-1137 (2003).
6. B. Y. Kim, “A Study on Indoor Air Cleaning in Crowd Facilities Using Arc Reaction” : Focused on Bacteria Figure 9. Temperature of container with reactor.
Figure 10. Current consumption for plasma generator.
Sterilization from the Air, Doctoral Dissertation at Myongji University (2011).
7. Z. Mi, L. Yan and S. Y. Zhou, “Study on the Characteris- tics of Dielectric Barrier Discharge and Dielectric Barrier Corona Discharge”, Proceedings of the Third International Symposium on Computer Science and Computational Technology (ISCSCT’0), pp. 492-494 (2010).
8. C. H. Lee, S. H. Lee, J. H. Kim, H. J. Song, S. K. Lee and K. S. Lee, “Ozone Characteristics of Ceramic Dis- charge Tube Using Dielectric Barrier Discharge”, Pro- ceedings of The Korean Institute of Illumination and Electrical Installation Engineers, Annual conference of Spring 2009, pp. 309-412 (2009).
9. Y. S. Mok, K. T. Kim and I. S. Nam, “Pilot Plant Study on Non - Thermal Plasma Flue Gas Treatment Process”, The Korean Journal of Chemical Engineering, Vol. 38, No. 1, pp. 97-102 (2000).
10. D. S. Kim and Y. S. Park, “Performance Improvement of
Dielectric Barrier Plasma Reactor for Advanced Oxida- tion Process”, Journal of Korean Society of Environmen- tal Engineers, Vol. 34, No. 7, pp. 459-466 (2012).
11. G. S. Jeong and E. S Baik, “A Study on the Improve- ment of Safety Management of Hazardous Chemicals Handling in the Workplace”, Fire Science and Engineer- ing, Vol. 28, No. 1, pp. 12-19 (2014).
12. J. W. Park, S. J. Kim, J. M. Seo, J. H. Park and G. C.
Choi, “Treatment of Odorous Air Pollutants by Pro- cess”, Korean Journal of Odor Research and Engineer- ing, Vol. 3, pp. 72-74 (2003).
13. Y. S. Lee, W. J. Song, S. W. Kim, J. H. Joung, Y. C.
Kim and H. J Kim, “High Efficient Metal-oxide Remov- ing Characteristics as Pulse Repetition Rates in the Atmospheric Arc Discharge”, The Transactions of the Korean Institute of Electrical Engineers, Vol. 52C, No. 4, pp. 179-184 (2003).