This is an Open-Access article distributed under the terms of the Creative Commons Attribution Non-Commercial License(http://creativecommons.org/licenses/by-nc/3.0) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
Journal of Welding and Joining, Vol.33 No.5(2015) pp14-19
FCAW 다층 용접 후 표면 GTAW 용접시 표면 용접부에 생성된 고착 슬래그 분석
김 정 민*․김 남 규*․김 기 동*․박 지 홍*
*한국기계연구원 부설 재료연구소
Analysis of Adhesive Slag Formed on Weld Metal Surface of GTAW Welding after Flux Cored Multi-Pass Welding
Jung-Min Kim*, Nam-Kyu Kim*, Gi-Dong Kim* and Ji-Hong Park*
*Korea Institute of Materials Science (KIMS), Changwon 642-831, Korea
†Corresponding author : [email protected]
(Received October 16, 2015 ; Accepted October 22, 2015)
Abstract
This study has been performed to investigate the adhesive slag at GTAW weld zone after FCAW multi-pass welding. The cause of adhesive slag formation was examined using optical microscope, field emission scanning electron microscope(FE-SEM) and XRD analysis. The results obtained in this experiment are summarized as follows. Slag of GTAW weld zone surface during welding were formed by mixing the presence of slag in FCAW weld zone. While the slag cools, Cr-spinel phase were formed due to reactions in slag/metal interface. Also, a Cr moves form the weld metal to the slag to strong affinity between oxide atoms and Cr atoms. Hence, detachability of slag was exacerbated by decreasing the interfacial tensions between slag and weld metal.
Key Words : GTAW, FCAW, Adhesive slag, Inclusion, Cr-spinel phase, Interfacial tension
특 집 논 문
ISSN 1225-6153
Online ISSN 2287-8955
1. 서 론
용접 구조물의 대형화에 따른 후판 사용의 증가로 인 하여 용접 공정에서의 작업성의 향상이 요구되고 있다.
따라서 높은 생산성과 모든 용접자세가 가능하며 자동 및 반자동의 적용이 용이한 FCAW 용접기술의 적용이 증가하고 있다.
1,2)그러나, FCAW 용융부의 낮은 충격특성으로 원자력 발전소 건설에서의 FCAW 용접기술의 적용은 제한되었 다. FCAW 용융부의 충격특성이 향상된 용접재료가 개 발된 후, 한울 원자력발전소 5, 6호기 CLP(Containment Liner Plate), SLP(Stainless Steel Liner Plate)등 구조 물 용접에 FCAW 용접기술이 최초로 적용되었다. 현재 원자력 발전소 건설에서의 FCAW 용접기술의 적용범위 는 TGB(Turbine Generator Building) 대구경 배관 및
Headplate 용접 등으로 확대되고 있다.
3,4)용접부에 결함이 발생하여 보수가 필요한 경우, 동일 한 용접공정을 적용하여 보수하는 것이 일반적이나 다 른 용접공정을 적용하여 보수용접을 수행하는 경우도 발생한다. 특히, 보수용접이 이루어지는 공간이 협소한 경우 또는 용접부 중 일부분에만 수정이 필요한 경우에 는 대부분 수동(manual)으로 보수용접을 수행하고 있다.
FCAW 용접부에 대한 보수용접에서는 좁은 부위의
보수 용접이 용이하고 용접부의 기계적 성질이 우수한
GTAW 용접기술이 적용되고 있다.
5,6)그러나 FCAW
용착금속에 생성된 결함을 GTAW 용접기술을 적용하
여 보수용접을 하는 경우, 최종 GTAW 용접비드 표면
에 제거가 용이하지 않은 고착 슬래그가 생성될 수 있
다. 이러한 고착 슬래그의 제거를 위해 추가로 기계적
연마를 수행함으로 용접부 품질 저하 및 보수 기간 증
가 등의 문제점이 발생하게 된다.
7)대한용접․접합학회지 제33권 제5호, 2015년 10월 399
GTAW FCAW
Voltage (V) 12 - 18 24 - 31
Current (A) 130 - 230 170 - 230
Welding Speed (cm/min) 11 - 18 19 - 28
Shielding gas 100% Ar 100% CO
2Flow Rate (ℓ/min) 15 - 20 15 - 20
Table 2 Welding condition of test coupon.
E308LT1-1 E308L
C 0.02 0.01
Cr 19.9 19.86
Ni 10.1 9.64
Mo 0.06 0.12
Mn 1.44 1.87
Si 0.68 0.4
N 0.037 0.027
P 0.019 0.025
S 0.012 0.014
Table 1 Chemical composition of electrode.
Fig. 1 Macrographs of adhesive slag at GTAW weld zone.
(wt%)
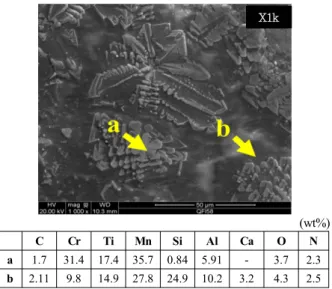
C Cr Ti Mn Si Al Ca O N
a 1.7 31.4 17.4 35.7 0.84 5.91 - 3.7 2.3 b 2.11 9.8 14.9 27.8 24.9 10.2 3.2 4.3 2.5
Fig. 2 FE-SEM micrographs and EDS analysis results of
the adhesive slag.SAW 및 FCAW 공정에서 발생되는 고착 슬래그에 대한 연구는 일부 보고되었지만
8,9)특히, 보수용접과 같 은 복합 공정 용접부 표면에 생성되는 고착 슬래그에 대한 연구는 미비한 실정이다.
따라서 본 연구에서는 FCAW 용접부 위에 GTAW 용 접기술을 적용하는 경우, GTAW 용접부의 표면에 생성되 는 고착 슬래그를 분석하여 생성 원인 및 과정을 분석하였 다.
2. 사용 재료
본 연구에서 사용된 모재는 두께 100mm의 STS 304 후판을 사용하였으며, FCAW 용접재료는 E308LT1-1 Φ 1.2mm, GTAW 용접재료는 E308L Φ2.4mm를 사용하였 다. 용접재료의 화학조성은 Table 1에 각각 나타내었다.
3. 실험 방법 및 실험 결과 3.1 실험 방법
3.2.1 시험재 용접
V-groove로 개선된 STS 304 판재를 GTAW를 적용 하여 루트(root)부를 용접한 후, FCAW 다층 용접을 실 시하였다. FCAW 용접 시에는 각 패스마다 용접비드에 생성되는 슬래그의 영향을 최소화하기 위하여 각각의 용접비드에 생성되는 슬래그를 기계적 방법으로 완전히 제거하였다. FCAW 용접이 완료된 시험재 표면에 GTAW로 단층(5 Pass) 용접을 수행하였다. 시험재를 제
작하기 위해서 사용된 각각의 용접조건은 Table. 2에 나 타내었다.
3.2.2 미세조직 관찰 및 화학성분 분석
시험재의 최종 GTAW 단층 용접 비드 표면에 생성 된 고착 슬래그는 마크로 현미경으로 관찰하였다. 각각 의 용접부 미세조직은 광학 현미경(Nikon, AM100) 및 전계방사현미경(FE-SEM, Inspect F50)으로 관찰하였으 며 고착 슬래그 및 개재물의 화학성분 분석에는 EDS(Apollo EDS)를 활용하였다.
XRD(X-ray Diffractometer, Rigaku Ultima Ⅳ)를 이 용하여 GTAW 단층 용접부 표면에 생성된 고착 슬래 그를 구성하고 있는 상을 분석하였다.
3.2 실험 결과
3.2.1 고착 슬래그 관찰
FCAW 용접부 위에 적용된 GTAW 용접부 표면에 형성되는 고착 슬래그의 마크로 조직을 Fig. 1에 나타
Adhesive Slag
X1k
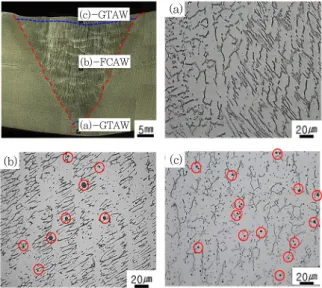
Fig. 4 Optical micrographs of inclusion distribution at
each weld zoneFig. 3 XRD analysis result of surface at GTAW weld zone.
(wt%)
Si Mn Ti Al O N Cr Ni Fe
a 4.5 25.9 10.4 4.2 1.8 1.2 27.6 2.6 19.5 b 8.2 12.5 3.7 2.1 0.8 0.7 17.7 6.3 44.6
(wt%)
Si Mn Ti Al O N Cr Ni Fe
a 8.5 16.0 2.5 2.3 0.9 - 16.2 6.0 42.4 b 5.0 10.0 3.6 1.2 0.8 0.9 18.5 6.7 50.0
Fig. 5 FE-SEM and EDS analysis results of inclusion at
FCAW multi-pass and final GTAW weld zone.FCAW X4K
최종 GTAW X4K
내었다. Fig. 1과 같이 최종 GTAW 용접부의 패스경 계 및 비드 중앙부에 고착 슬래그가 많이 형성된 것을 확인하였다.
고착 슬래그에 대한 FE-SEM 및 EDS 분석한 결과 를 Fig. 2에 나타내었다. 고착 슬래그는 Cr의 함량이 높 은 수지상을 Si의 함량이 높은 상이 둘러싸고 있는 것 으로 관찰되었다. 용접부 표면 XRD 분석 결과 Fig. 3과 같이 Cr 함량이 높은 상은 Cr스피넬상(MnCr
2O
4)
10-13), Si 함량이 높은 상은 SiO
2및 CaAl
2Si
2O
8로 각각 분석 되었다.
3.2.2 용접부 개재물 및 플럭스 관찰
최종 GTAW 용접부에 생성된 고착 슬래그의 생성 원인을 알아보기 위해 초층 GTAW 용접부, FCAW 용 접부 및 최종 GTAW 용접부의 미세조직을 관찰한 결
과를 Fig. 4에 나타내었다. Fig. 4 (a)와 같이 초층 GTAW 용접부에는 개재물이 관찰되지 않았다. 반면, Fig. 4 (b)에 나타낸 FCAW 용접부에는 다수의 구형 개 재물이 관찰되었다. 이 같은 개재물은 FCAW 용접공정 에서 차폐가스로 사용된 CO
2의 분해로 생성된 산소와 합금원소와의 반응으로 구형의 개재물이 생성된 것으로 판단된다.
14-17)Fig. 4의 (c)의 최종 GTAW 용접부에서는 초층 GTAW 용접부(Fig.4 (a))에는 존재하지 않은 개재물이 관찰되었다. FCAW 용접부와 최종 GTAW 용접부의 개재물을 FE-SEM 및 EDS 분석한 결과를 Fig. 5에 나 타내었다. FCAW 용접부와 최종 GTAW 용접부에 존 재하는 개재물은 오스테나이트 입내에 구형으로 존재하 는 것을 확인하였다. 또한 EDS 분석 결과 FCAW 용접 부와 최종 GTAW 용접부에 존재하는 개재물은 Si, Al, Mn 및 Ti의 함량이 높은 유사한 화학 조성을 나타내었
20 30 40 50 60 70 80 90 100 2θ
(c)-GTAW
(b)-FCAW
(a)-GTAW
(a)
(b) (c)
대한용접․접합학회지 제33권 제5호, 2015년 10월 401
(wt%)
Cr Si Mn Al Ti O Ca
a 49.0 2.9 29.7 5.2 9.5 1.2 - b 4.0 35.5 32.8 10.9 * 13.1 2.2 3.2
Fig. 7 FE-SEM and EDS analysis result of weld surface/
adhesive slag interface.
Fig. 8 Line EDS analysis result of weld surface/adhesive
slag interface.Fig. 9 EDS Mapping analysis result of weld surface/
adhesive slag interface. (a) adhesive slag free surface (b) adhesive slag surface
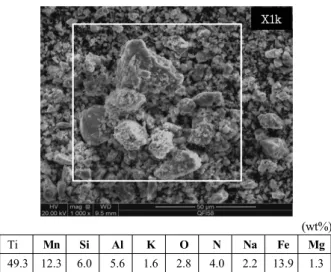
(wt%)
Ti Mn Si Al K O N Na Fe Mg
49.3 12.3 6.0 5.6 1.6 2.8 4.0 2.2 13.9 1.3
Fig. 6 EDS analysis result of FCAW flux.
으며, FCAW 용접봉의 플럭스만을 채취하여 EDS 분석 한 결과(Fig. 6), Fig. 5에서 용접부에 존재하는 개재물 과 같이 Ti, Mn, Si 및 Al의 함량이 높게 나타났다. 따 라서 최종 GTAW 용접부에 존재하는 개재물은 FCAW 용접부에 생성된 개재물이 최종 GTAW 용접중에 혼입 된 것으로 판단된다.
3.2.3 용접부/슬래그 계면 관찰
최종 GTAW 용접부에 생성된 고착 슬래그의 박리성 이 악화된 이유를 알기 위해서 용접부와 고착 슬래그의 계면을 FE-SEM 및 EDS 분석한 결과를 Fig. 7에 나타 내었다. 용접부와 슬래그의 계면을 분석한 결과 고착 슬 래그는 Fig. 2의 결과와 같이 Cr의 함량이 높은 수지상 의 Cr 스피넬상과 Si의 함량이 높은 상이 관찰되었다.
Cr 스피넬상은 용접부 표면에서 슬래그 방향으로 성장 하여 불규칙한 계면을 형성하고 있었다. 또한 슬래그로 부상하지 못한 구형의 개재물이 GTAW 용접부 내부에
서도 관찰되었다.
용접부와 고착 슬래그의 계면을 Line EDS 분석한 결과 Fig. 8과 같이 수지상의 Cr 스피넬상에서 Cr의 함 량이 높게 분석되었다. 또한 최종 GTAW 단층 용접부 와 고착 슬래그의 경계에서 용착금속보다 높은 Cr 함량 을 나타내었다.
이 같은 현상은 용접부와 고착 슬래그의 계면을 EDS Mapping한 결과인 Fig. 9에서 뚜렷하게 관찰할 수 있었
X1k
X15k
Cr
Fe Mn
Cr
Fe Mn (a)
(b)
Interface
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 Length(μm)
700 600 500 400 300 200 100 0
AI
Si
Ca
Ti
Cr
Mn
Equation 1 Equation of quantify slag adhesion.
W = σ
m+σ
S- σ
smW = Work of adhesion
σ
m= surface tension of weld metal σ
S= surface tension of slag
σ
Sm= interfacial tension of weld metal and slag
Equation 2 Chemical reaction.
1) 2Cr
2O
3+ 2Si = 4Cr + 3(SiO
2) 2) Cr
2O
3+ Mn = 2Cr + 3MnO 다. 고착 슬래그가 생성되지 않은 최종 GTAW 용접부
는 Fig. 9 (a)와 같이 표면은 균일한 Cr 함량을 보였다.
반면에 고착슬래그가 생성된 최종 GTAW 용접부의 표 면에서는 Fig. 9 (b)와 같이 Cr 결핍 구역이 관찰되었으 며, 용접부와 고착 슬래그의 계면에서는 Cr 과다 구역 이 관찰되었다. Cr 결핍구역은 최종 GTAW 용접한 후 FCAW 용접부에 존재하는 개재물의 혼입으로 생성된 슬래그와 용착금속간의 반응으로 산소와의 친화력이 높 은 Cr이 슬래그로 확산하여 용접부의 표면에서 결핍구 역이 관찰된 것으로 판단된다.
9,12,18-20)4. 실험 고찰
4.1 고착 슬래그의 박리성 악화 원인
최종 GTAW 용접부의 표면에 생성된 슬래그가 박리 성이 악화된 이유는 슬래그와 GTAW 용착금속간의 반 응 때문으로 판단된다. 최종 GTAW 용접한 후 FCAW 용접부의 개재물 혼입으로 생성된 산소 함량이 높은 슬 래그와 GTAW 용착금속간의 계면을 형성하게 된다. 계 면의 형성은 냉각되면서 산소의 함량이 높은 슬래그와 용착금속의 반응으로 Cr이 슬래그로 확산하게 된다. 이 는 Cr이 산소와의 친화력이 매우 크고 높은 온도에서의 높은 확산계수로 확산이 용이하여 계면에 Cr 과다 및 결핍 구역이 관찰된 것으로 판단된다.
21)용착금속의 Cr이 슬래그로 확산하여 최종 GTAW 용착금속과 슬래그와의 계면에서 Cr 과다 구역이 형성 되며 슬래그와 용착금속간의 화학반응으로 Cr 스피넬상 이 생성된다. 이같이 생성되는 Cr 스피넬상으로 인하여 용착금속과 슬래그의 계면에너지는 감소하게 된다.
9,22-25)계면에너지의 감소가 슬래그의 박리성에 미치는 영향 은 Equation 1에서 설명이 가능하다.
9,26)Equation 1은 슬래그의 접합력을 나타내는 식으로 계면에너지가 감소 하면서 슬래그의 박리성은 악화된다. 따라서 슬래그와 용착금속간의 반응으로 생성되는 Cr 스피넬상으로 인하 여 계면에너지는 감소하게 되고 슬래그의 박리성은 악 화된다.
9,27-29)또한 생성된 Cr 스피넬상은 Si 및 Mn의 함량이 높게 나타난 슬래그와 Equation 2의 1), 2) 화학반응으로 국 한적인 고갈이 일어나게 된다.
9.30)이러한 국한적인 고갈
은 Cr 스피넬상과 슬래그와의 불규칙 계면을 형성하게 되고 용착부와 슬래그의 화학결합으로 슬래그의 박리성 이 더욱 악화시키는 것으로 판단된다.
5. 결 론
FCAW 용접 후 최총 GTAW 용접으로 표면에 생성 되는 고착 슬래그의 생성 원인 및 과정을 연구한 결과 다음과 같은 결론을 얻었다.
1) 고착 슬래그의 생성 원인은 최종 GTAW 용접시 FCAW 용접부에 존재하는 개재물의 혼입 및 재용해로 생성되었다.
2) 최종 GTAW 용접 후 냉각되는 과정에서 생성된 산소 함량이 높은 슬래그로 용착금속의 Cr이 확산하여 용접부와 슬래그의 계면에 Cr 스피넬상이 생성되어 낮 은 계면장력으로 인하여 슬래그의 접합력이 상승하여 슬래그의 박리성이 악화되었다.
3) 최종 GTAW 용접부와 슬래그의 계면에서 Cr 스 피넬상과 슬래그와의 화학반응으로 국한적인 고갈로 인 한 불규칙 계면의 형성으로 슬래그의 박리성이 악화되 었다.
References
1. Tea-Hoon Kim et al., Development of Welding Consumables for GMAW and FCAW, Journal of KWJS. 26 (2) (2008), 103 (in Korean)
2. D. Katherasan et al., Flux Cored Arc Welding Parameter Optimization of AISI 316L (N) Austenitic Stainless Steel, World Academy of Science. 61 (2012), 760 3. D. J. Kotechi et al., A Toughness Study of Steel Weld
Metal From Self-Shielded Flux-Cored Electrodes,
Welding Research Supplement. April (1970), 157
4. Min-Chul Kim, Effects of Al, Mn and Si Contents onSpatter, Microstructure and Mechanical Property with 490Mpa Grade Flux Core Wire, Journal of KEJS. 28 (1) (2010), 60 (in Korean)
5. M. Vedani et al., Problems in Laser Repair-Welding a Surface-Treated Tool Steel, Surface & Coating
Technology. 201 (2007), 4518
6. W. T. Preciado et al., Repair Welding of Polymer Injection Molds Manufactured in AISI P20 and VP50IM Steels, J. Mater. Process. Tchnol. 179 (2006) 244
7. Y. C. Woo et al., A Study on the Evaluation Method for Slag Detachability, Journal of KWJS. 5 (1) (1987), 57
대한용접․접합학회지 제33권 제5호, 2015년 10월 403 (in Korean)
8. Li Zhuoxin et al., Study on Slag Detachability and Stick Slag Mechanism of SSFCE, Transactions of Tianjin
University. 3 (1997), 79
9. A. O. Oladipupo : Slag Detachability from Submerged Arc Welds, Massachusetts Institute of Technology. (1987) 10. Ingvar Atli Sigurdsson et al., Calcium-Rich Melt
Inclusions in Cr-Spinels from Borgarhraun Northern Iceland, Earth and Planetary Science Letters. 183 (2000) 15
11. Joo-Hyun Park, Formation Mechanism of Spinel-Type Incusions in High-Alloyed Stainless Steel Melts,
Metallurgical and Materials Transaction B. 38B (2007)
65712. C. K. Kim et al. : Thermodynamics of Iron Alumino- Chromite Spinel Inclusions in Steel, Metallugical and
Materials Transactions B. 10B (1979) 585
13. Alina Aguero et al., Oxidation under Pure Steam : Cr Based Protective Oxides and Coatings, Surface &
Coating Technology. 273 (2013), 30
14. D. Kathersan et al., Shielding Gas Effects on Flux Cored Arc Welding of AISI 316L (N) Austenitic Stainless Steel Joints, Materials and Design. 45 (2013), 43
15. M. A. Quintana et al., inclusion Formation in Self-Shielded Flux Cored Arc Welds, Welding
Research Supplement. April (2001), 98
16. Jun-Seok Seo et al., Characteristics of Inclusions in Rutile-Type FCAW Weld Metal, Weld World. 57 (2013), 65
17. E. Baune et al., Reconsidering the Basicity of a FCAW Consumable - Part 2 : Verification of the Flux/Slag Analysis Methodology for Weld Metal Oxygen Control,
Welding Research Supplement. March (2000), 66
18. Carmen Ostwald et al., Initial Oxidation and ChromiumDiffusion - Effects of Surface Working on 9-20% Cr Steels, Corrosion Science. 46 (2004), 1113
19. C. Wagner, Type of Reaction in the Oxidation of Alloys, Z. Elektrochem. 63 (1959), 772
20. G. C. Wood et. al., Chromium Oxide Scale Growth on Iron-Chromium Alloys, J. Elektrochem. Soc. 115 (1968), 126
21. J. D. Tucker et al., Ab initio-Based diffusion Theorty and Tracer Diffusion in Ni-Cr and Ni-Fe Alloys,
Journal of Nuclear Materials. 405 (2010), 216
22. I. K. Pokhodnya et al., Study of Peculiarities of the Mechanism of adhesion of the Slag Crust to the Weld Metal Alooyed with Titanium and Vanadium, Avt.
Svarka. 6 (1976) 1
23. I. K. Pokhodnya et al., The Mechanism of the Bond be- tween the Slag Crust and the Weld Surface, Avt.
Svarka. 5 (1974) 5
24. M. Naka et al., Formation of Hercynite (FeAl2O3) at Interface of Al2O3/Steel Joint, Trans. JWRI. Vol. 11 (1982) 131
25. J. T. Klomp, Interfacial Reactions between Metals and oxides during Sealing, Ceramic Bulletin Vol. 59 (1980) 794
26. S. B. Yakobashvili, The Inter-Phase Tension of Welding Fluxes and Its Effect on the Rase with which the Slag Crust is Removed, Avt. Svarka. 9 (1962)
27. D. M. Rabkin : About Detachability of Slag Crust in Automatic Submerged Arc Welding, Avt. Svarka. 3 (1950) 10
28. D. M. Rabkin et al, : Adhension of the Slag Crust to the Surface of the Weld Metal when Welding by SA Process, Autogennoe delo. 6 (1951)
29. S. B. Yakobashvili, Effects of Cr and V on Inter-Phase Surface Tension between Liquid Steel & Flux, Avt.
Svarka. 8 (1962)
30. P. V. Riboud et al., Mass Transfer in Iron &
Steelmaking, Canadian Metallurgical Quarterly Vol.
20 (1981)
∙김정민
∙1985년생
∙재료연구소
∙원자력공인검사
∙e-mail: [email protected]
∙김기동
∙1982년생
∙재료연구소
∙원자력공인검사
∙e-mail: [email protected]
∙김남규
∙1981년생
∙재료연구소
∙원자력공인검사
∙e-mail: [email protected]
∙박지홍
∙1960년생
∙재료연구소
∙원자력공인검사
∙e-mail: [email protected]