원자력발전소 주조 배관 용접부 위상배열 초음파검사 기술 개발
윤병식†․ 양승한*․ 김용식*
Development of Phased Array Ultrasonic Testing Technique for Nuclear Power Plant Cast Piping Weld
Byungsik Yoon†, Seunghan Yang* and Yongsik Kim*
ABSTRACT
Cast austenitic stainless steel(CASS) is used in the primary cooling piping system of nuclear power plant for it's relative low cost, corrosion resistance and easy of welding. However, the coarse-grain structure of cast austenitic stainless steel can strongly affect the inspectability of ultrasonic testing. The major problems encountered during inspection are beam skewing, high attenuation and high background noise of CASS component. So far, the best inspection performance involving CASS components have been achieved using low frequency TRL(Transmitter/
Receiver side-by-side L wave) angle beam probe. But TRL technique could not detect shallow defect and it contains an uncertainty for sizing capability. Currently, most of researchers are studying to overcome these challenge issue.
In this study, low-frequency phased array TRL technique used to detect and sizing the flaws in CF8A cast austenitic stainless steel.As conclusion, we could detect and size not only axial flaw but also circumferential flaw using low frequency phased array technique.
Key Words : Phased array ultrasonic testing (위상배열 초음파검사), Cast austenitic stainless steel(주조 오스테나 이트 스테인리스 강), Nuclear power plant(원자력발전소), Flaw sizing(결함크기)
†
*
책임저자, 회원, 한전전력연구원 원자력발전연구소 E-mail : [email protected]
TEL : (042)865-5553 FAX : (042)865-8764 한전전력연구원 원자력발전연구소
1. 서 론
최근들어 세계적으로 원자력발전소의 건설이 지 구온난화를 포함한 다양한 환경문제를 해결할 수 있 는 대안으로 제시되면서 원자력발전소 건설에 대한 관심이 고조되고 있다. 그러나 국내를 포함하여 세계 각국의 원전이 노후화 되면서 운영중인 원전에 대한 건전성 확보문제 또한 관심의 대상이 되고 있다. 특 히 1970년대와 1980년 초에 건설된 원전에는 주조 오스테나이트 계열의 배관이 다수 시공이 되어 있 으며 해당 재질에 대한 열취화 현상이 발생한다는 연구결과가 발표되면서 이에 대한 검사 필요성이 증
가하고 있는 실정이다.
현재 국내에서 운전중인 경수로형 원자로중 미국 웨스팅하우스사에서 제작한 노형의 원자로 냉각재계 통 배관에는 주조 오스테나이트 스테인리스 강(CAST : cast austenitic stainless steel)이 널리 사용되고 있 다.
주조 오스테나이트 스테인리스 재질은 상대적으로 저렴한 가격에 부식 저항성과 용접성이 양호하여 폭 넓게 사용되어 왔던 재질이다1). 그러나 주조 오스 테나이트 스테인리스는 재질이 불균일(inhomogeneous) 하고 냉각과정에서 열의 분산 방향으로 생성된 조직 이 주상 결정립(columnar grains)으로 형성되어 있다2). 또한 입자가 조대하고 이방성(anisotropic) 결정 구조 를 나타내고 있어 초음파의 전달과 진행방향에 영향 을 미치게 된다.
현재까지 원자로 냉각재계통 배관에 사용된 주조
오스테나이트 스테인리스 재질은 균열이나 파단사 고 없이 사용되어 왔으나 열 취화 결함발생에 대한 가능성이 상존하고 있어서 이에 대한 검사기술개발 이 시급하나, 현재의 초음파검사 기술의 제한으로 인 하여 검사의 유효성을 향상시키기 위한 연구가 세 계적으로 관심을 끌고 있다.
1980년대 초반부터 시작된 주조오스테나이트 검사 와 관련된 연구에서는 저주파 탐촉자와 SAFT(synthetic aperture focused technique)등의 신호처리 기법을 이 용한 검사 신뢰도를 향상하기 위한 노력에 경주하 여 왔으며, 현재까지 약 70%의 POD(probability of detection)를 보여주었다3). 특히 S.R. Doctor 등은 저 주파 굴절종파 탐촉자와 위상배열 초음파를 이용한 CASS 재질검사 기법에 대한 연구를 수년 동안 수 행하여 왔으며 20% 이상의 깊이에 대한 결함에 대 해서도 신뢰성있는 검출이 가능하다고 보고하였다3).
최근 들어 다양한 초음파 기법들이 개발되면서 위 상배열 초음파기법(phased array ultrasonic technique) 을 이용한 주조 오스테나이트 스테인리스 재질 검 사에 관한 관심이 집중되고 있다4).
본 연구에서는 국내 원자력발전소 원자로 노즐 배 관에 사용된 주조 오스테나이트 스테인리스 재질중 의 하나인 SA351 CF8A 재질 배관에 대한 검사 기 법 개발을 위하여 저주파 위상배열 초음파 탐촉자 를 설계하고 위상배열 초음파 기법을 적용하여 결 함의 검출 및 크기 평가를 수행하여 CASS 재질에 대한 검사 신뢰도를 향상하고자 하였다.
2. 실험 조건
2.1 재질 특성
CASS는 가공성이 좋고 응력부식균열에 대해 뛰 어난 저항성이 있으며 기계적 성질이 우수한 장점이 있다. 그러나 고온에서 장시간 사용될 경우 열취화 현상이 발생한다는 연구 결과들이 발표됨에 따라 최 근 건설되고 있는 발전소 배관에는 CASS 대신 다 른 재료가 사용되고 있다. 국내원전에서도 이러한 CASS의 문제점으로 인하여 근래 건설된 원전의 1차 계통 배관에는 스테인리스강으로 클래딩(cladding)된 SA508 Gr.1a 등을 사용하였으나, 초기에 건설된 고 리 1~4호기와 영광 1, 2호기에는 CF8M과 CF8A 주 조 오스테나이트 스테인리스강이 배관 재료로 사용
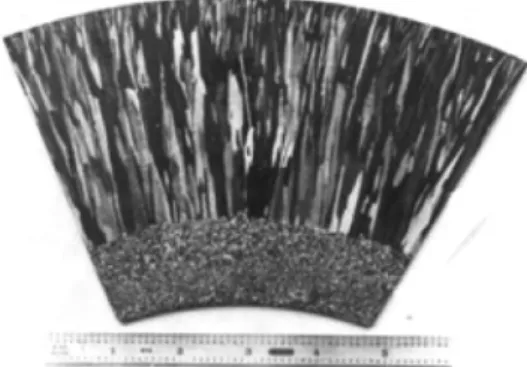
되어졌다2). CASS는 현재까지 약 35년 동안 원전 계 통의 각종 설비에 적용되어 왔으나 최근들어 앞서 언급한 열취화의 가능성으로 인하여 검사 필요성이 더욱 강조되고 있다. 그러나 CASS는 제조과정에서 조직이 불균일(inhomogenious)하고 주상조직(columnar structure)으로 형성되어 있으며 입자의 크기가 수십 mm에 달할 정도로 조대한 특성을 가지고 있다. 이 러한 CASS의 조직 특성으로 인하여 초음파를 이용 한 검사에 한계가 있어 왔다4). 특히 조대한 조직으 로 인하여 초음파빔이 진행중에 산란이 일어나고 재 질내의 이방성으로 초음파 빔이 진행중에 틀어지는 현상이 일어나므로 결함의 검출과 크기평가에 부정 확성이 상존하여 왔다. Fig. 1에는 주상조직이 발달된 주조 오스테나이트 조직의 일반적인 형태를 나타낸 다.
Fig. 1 Example of columnar grain structure in CASS material
2.2 시험편
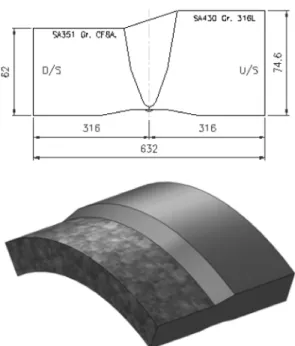
본 연구에서 사용한 시험편은 웨스팅하우스형 원 자로의 세이프엔드(safe-end)와 배관을 연결하는 용 접부를 포함하는 부위이다. 세이프엔드부는 SA 430 Gr. 316L이며 배관은 SA351 CF8A 재질인 CASS 재 질로 구성되어 있다. 시험편의 세이프-엔드부의 외경 은 885mm이며, 배관의 외경은 860mm이다. 시험편의 상세 치수와 형상은 Fig. 2와 같다.
시험편에는 총 5개의 결함이 용접부를 중심으로 세이프엔드부와 배관에 깊이와 크기별로 분포하였으 며 결함의 종류는 열피로 균열(thermal fatigue flaw) 이다.
Table 1은 시험편에 삽입된 결함의 제원을 나타 내었다.
Fig. 2 Test sample dimension and configuration
Fig. 3 Flaw position and orientation of (a) flaw #1, (b) flaw #2, (c) flaw #3, (d) flaw #4 and (e) flaw #5
2.3 탐촉자 설계
위상배열 초음파탐촉자는 여러개의 압전소자를 배 열하고 각 압전소자에 시간지연 규칙이 적용된 펄스 를 발생하여 각각의 초음파 빔들의 간섭효과에 의하
Table 1 Dimensional characteristic of flaws No Location Flaw
type Orientation OD
length Depth % depth
#1 Safe-end Thermal
fatigue Circumferential 151 56 74
#2 Pipe Thermal
fatigue Axial 51 15 24
#3 Safe-end Thermal
fatigue Axial 27 12 11
#4 Safe-end Thermal
fatigue Circumferential 71 30 48
#5 Safe-end Thermal
fatigue Circumferential 101 19 25
여 원하는 방향으로 초음파 빔을 보낼 수 있다. 따 라서 각 압전소자의 피치와 크기에 따라 초음파 빔 의 특성이 달라진다6). 본 연구에서는 주조 오스테나 이트 스테인리스 재질의 검사에 적합하도록 저 주 파수를 발생하면서 사이드 로브(side lobe)나 그레이 팅 로브(grating lobe)를 최소화 할 수 있도록 압전 소자간의 피치와 크기를 결정하고자 하였다. 위상배 열 초음파탐촉자의 주파수는 0.5 MHz로 하였으며, 압전소자는 2차원 매트릭스 형태인 10×5의 배열로 구성하여 총 50개의 압전소자를 배열하였다. 본 연 구에서 결정한 위상배열 초음파탐촉자의 상세 사양 은 Table 2와 같다.
Table 2 Phased array probe specification (unit:mm)
Frequency 0.5 MHz
No. of elements in primary axis 10 EA No. of elements secondary axis 5 EA Element size in Primary axis 5.5 mm Elements size in secondary size 6.0 mm
Primary axis pitch 6.5 mm
secondary axis pitch 7.0 mm
본 연구에서는 앞에서 설계된 위상배열 초음파탐 촉자를 이용하여 pitch-catch 모드로 30°에서 60°까 지의 굴절 종파를 발생시켜 실험을 하였다. 따라서 해당 범위에서 빔의 집속과 생성이 원활하도록 웻지 를 설계하였다. 웻지는 송신과 수신탐촉자 사이에 코르크 막을 두어 웻지 내부에서의 음향간섭이 발 생하지 않도록 하였으며, 웻지 각도를 15.5°로 설계 하였다. 설계된 최종 웻지의 형상은 Fig. 4와 같다.
Fig. 4 Wedge design for pitch-catch mode experiment
웻지는 실험대상인 시험편과의 접촉을 위하여 접 촉면을 직경 900 mm로 곡률 가공하였다. 또한 원 주방향과 축방향 주사를 위하여 주사방향별로 웻지 를 각각 제작하였다.
Table 2와 Fig. 4에서 설계된 탐촉자와 웻지 파라 미터로 제작에 앞서 시험편의 형상에 대하여 빔 모 델링을 실시하여 각도별도 빔의 유효성을 분석하였 다. 모델링은 실험 굴절각 범위인 30°에서 60°까지 이며, 각 각도별로 빔의 집속 및 음향간섭이 발생하 지 않음을 확인하였다. Fig. 5은 설계된 탐촉자와 웻지를 조합하여 45°각도에 대한 빔 모델링 결과를 나타내었으며 Fig. 6은 이때 적용된 focal law의 형 상을 나타내었다.
적용된 focal law는 위상배열 초음파탐촉자가 10×
5의 배열로 구성되었으므로 10개의 압전소자별로 시 간지연이 감소하는 형태를 나타내며 5개의 그룹으 로 묶여진 압전소자들이 펄서 또는 리시버에 따라 감소하거나 증가하는 양상을 보여주고 있다.
Fig. 5 Ultrasound beam modelling for the incident angle of 45°
Fig. 6 Focal law profile for the 45° steering angle
2.4 실험 장치
본 실험에서는 저주파 위상배열 초음파탐촉자를 구동하기 위하여 ZETEC사의 Dynaray를 사용하였으 며, 실험을 위하여 서보모터로 구동되는 2축 스캐 너를 제작하고 스캐너 구동 컨트롤러는 MCDU-02 를 사용하였다. 구성된 실험장치는 Fig. 7과 같다.
Fig. 7 The Schematic diagram of automated phased array ultrasonic system
3. 실험 및 고찰
시험편에 가공된 원주 방향 결함을 검출하기 위 하여 용접부 중심선의 상부(upstream)와 하부(down- stream)에서 각각 축방향 주사를 하였으며, 축 방향 결함을 검출하기 위하여 용접부 상부와 하부에서 시 계방향과 반시계 방향으로 각각 총 6회 주사를 하 였다. 데이터 취득 실험에서 초음파시스템의 게인 (gain)은 25dB로 하고 검사모드는 pitch-catch로 설정
하여 신호를 취득하였다. 시험에 적용된 변수는 Table 3과 같다.
검출된 결함에 대한 길이 측정은 12 dB drop법을 적용하였으며, 깊이 측정은 AATT(absolute arrival time technique)를 적용하여 평가하였다. 평가결과 용 접부의 상부와 하부에 가공된 3개의 원주방향 결함 과 2개의 축방향 결함이 모두 검출이 되었다.
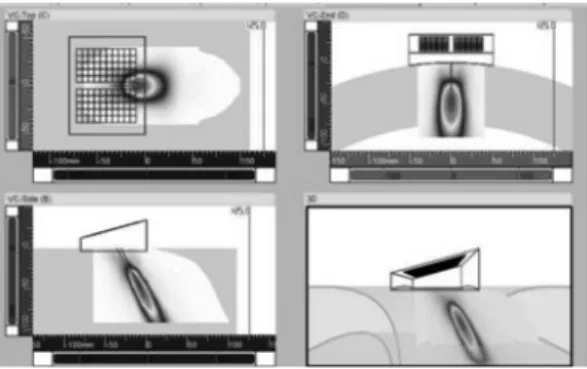
결함 #1은 세이프-엔드에 가공된 깊이 74%의 원 주방향 결함으로써 CASS 재질이 아닌 스테인리스 재질에 위치한 결함이다. 초음파탐촉자가 세이프-엔 드에서 위치하고 용접부 방향으로 빔을 주사하여 신 호를 취득하였으며 검출된 신호는 양호한 신호대 잡 음비를 나타내었다. 신호 평가 소프트웨어에서 평가 된 결함 신호는 Fig. 8과 같다. 검출된 결함의 길이 측정은 C-scan 신호에서 이루어 졌으며, 깊이 측정은 B-scan에서 이루어 졌다. D-scan에서는 결함면(flaw face)에서 반사된 신호로 결함의 전체적인 형상을 관 찰할 수 있었다.
Table 3 Experimental parameter for data acquisition
Parameter Setting
Gain 25 dB
Digitizing frequency 100 MHz Inspection mode Pitch-catch
Scan resolution 1 mm
Index resolution 1 mm
Voltage 180 V
Scan velocity 50 mm/s
(a)
(b) (c)
Fig. 8 Signal evaluation result of flaw #1; (a) C-scan, (b) B-scan and (c) D-scan)
결함신호의 최대 진폭에서 12dB로 진폭이 감소 하는 결함의 시작점과 끝점의 위치를 측정하여 결 함의 길이를 측정한 결과 결함 #1의 길이는 150mm 로 측정이 되어 실제 길이와 1.0mm의 미소한 오차 를 나타내었다. 깊이는 결함 선단(tip) 신호를 확인 하고 잔여깊이를 측정하여 시험편의 두께와의 차이 를 이용하여 측정한 결과, 깊이가 54.66mm로 나타 나 1.34mm의 오차로 평가되었다. 초음파빔의 주사 가 Safe-end 방향에서 이루어져 CASS 재질의 영향 을 받지 않아 검출과 크기평가가 모두 양호하게 나 타났다.
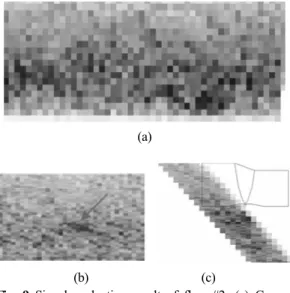
결함 #2는 CASS 재질에 가공된 길이 51.0mm, 깊 이 24%의 축방향 결함이다. 원주방향으로 주사하여 취득된 신호에 대하여 평가한 결과 신호의 크기가 상대적으로 미약하게 검출되었으며, 길이평가를 제 외한 깊이 측정이 가능하였다. 평가된 결함 신호의 형상은 Fig. 9와 같다. C-scan 신호에서 결함을 확인 하고, B-scan에서는 검출된 결함의 깊이 측정을 하 였다.
신호 평가결과 결함의 깊이는 15.74mm로 측정이 되어 실제 깊이에 비하여 0.74mm 크게 평가되었다.
축방향 결함의 길이 측정은 세이프엔드와 배관을 연결하는 용접부의 경사면으로 인하여 길이측정이 가능한 검사가 이루어지지 않았으므로 길이 측정은 평가가 되지 않았다.
결함 #3은 세이프-엔드에 가공된 길이 27mm, 깊
(a)
(b) (c)
Fig. 9 Signal evaluation result of flaw #2; (a) C-scan, (b) B-scan and (c) D-scan)
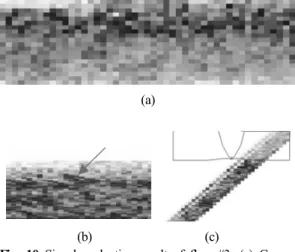
이 12%의 축방향 결함이다. 원주방향으로 주사하여 취득된 신호에 대하여 신호 평가한 결과 결함 #2과 같이 신호의 크기가 상대적으로 미약하게 검출되었 으나 길이평가를 제외한 깊이평가가 가능하였다. 평 가된 신호는 Fig. 10과 같다. C-scan 신호에서 결함 을 확인하고, B-scan에서는 검출된 결함의 깊이 측 정이 이루어 졌다.
신호 평가결과 결함의 깊이는 14.31mm로 측정이 되어 실제 깊이에 비하여 2.31mm 크게 측정이 되 었다.
결함 #4은 CASS 재질의 배관쪽에 가공된 길이 71mm, 깊이 48mm의 원주방향 결함이다. 재질이 CASS 임에도 불구하고 S/N 비(signal to noise ratio) 는 8/1 이상으로 양호하게 나타났다. 검출된 결함에
(a)
(b) (c)
Fig. 10 Signal evaluation result of flaw #3; (a) C-scan, (b) B-scan and (c) D-scan)
(a)
(b) (c)
Fig. 11 Signal evaluation result of flaw #4; (a) C-scan, (b) B-scan and (c) D-scan)
대하여 길이 측정한 결과 89.98mm로 측정되어 실 제 결함에 비하여 18.98mm 크게 측정이 되었으며, 깊이 측정은 21.29mm로써 8.71mm의 오차로 깊이 가 작게 측정되었다.
결함 #5는 스테인리스 재질의 세이프-엔드에 가공 된 길이 101mm, 깊이 19mm의 축 방향 결함이다. 초 음파적으로 재질이 양호하여 깊이가 얕음에도 S/N 비가 5/1 이상으로 양호하게 나타났다. 검출된 결함 에 대하여 길이 측정 결과 101.99mm로 측정되어 실제 결함에 비하여 0.99mm 오차로 측정이 되었으 며, 깊이 측정은 17.03mm로써 1.97mm의 오차로 측 정되었다.
지금까지의 신호평가는 재질에 관계없이 용접부를 중심으로 결함이 위치한 쪽에서 신호를 취득하고 동 일한 쪽에서 평가를 하였으나 CASS 재질인 배관쪽 에서 CASS 재질을 지나 용접부를 관통하여 스테인 리스 재질에 놓여진 결함에 대한 검출능을 평가하 고자 배관쪽에서 신호를 평가하였다.
CASS 배관쪽에서 취득한 신호에 대하여 평가 한 결과 용접부 반대쪽의 스테인리스 재질에 위치한 결 함 #1과 결함 #5이 모두 검출 되었다. 검출된 결함
(a)
(b) (c)
Fig. 12 Signal evaluation result of flaw #5; (a) C-scan, (b) B-scan and (c) D-scan)
Fig. 13 Far side signal display for flaw #1 and flaw
#5
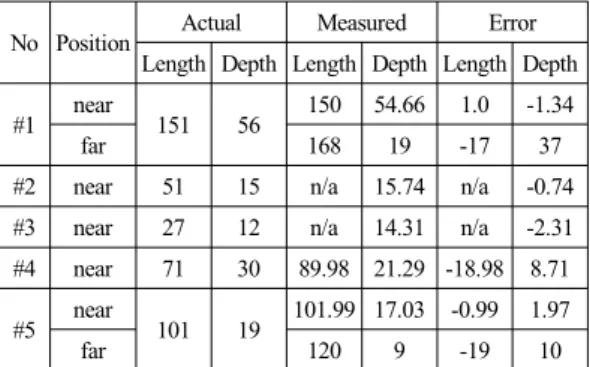
Table 4 Flaw sizing evaluation results (unit:mm) No Position Actual Measured Error
Length Depth Length Depth Length Depth
#1 near
151 56 150 54.66 1.0 -1.34
far 168 19 -17 37
#2 near 51 15 n/a 15.74 n/a -0.74
#3 near 27 12 n/a 14.31 n/a -2.31
#4 near 71 30 89.98 21.29 -18.98 8.71
#5 near
101 19 101.99 17.03 -0.99 1.97
far 120 9 -19 10
에 대하여 길이 평가한 결과 결함 #1은 168mm, 결 함 #5은 120mm로 측정이 되었으며, 깊이는 각각 19mm와 9mm로 측정이 되어 실제 결함의 길이에 비하여 크게 평가되었다. Fig. 12는 CASS 재질인 배 관쪽에서 용접부를 관통하여 오스테나이트 재질에 위치한 결함을 검출한 신호를 나타내었다.
지금까지의 신호 평가결과를 요약하여 Table 4에 나타내었다.
측정결과에서 용접부를 중심으로 결함이 위치한 쪽의 반대쪽에서 결함의 길이를 측정하였을 경우가 그렇지 않은 경우에 비하여 결함의 길이가 실제보다 길게 측정되었다. 이는 CASS 재질이 입자가 큰 주 상조직으로 구성되어 있어 깊이 방향 뿐만 아니라 진행방향에 있어서도 빔이 굴절이 되어 결함으로부 터 수신되는 반사파가 확산되는 효과를 나타내어 결 함 신호가 크게 나타난 것으로 분석된다.
4. 결 론
웨스팅하우스형 원자로 노즐의 세이프-엔드와 연 결되는 CASS 배관 용접부에 가공된 결함을 검출하 기 위하여 위상배열 초음파탐상기법을 적용한 결함 검출 및 평가에 대한 연구를 수행하였으며 다음과 같은 결과를 얻을 수 있었다.
1. 주조 오스테나이트 스테인리스 재질 검사를 위 한 저주파 위상배열 초음파탐촉자를 설계하였으며, pitch-catch 기법을 적용하여 결함 검출에 대한 실험 결과 원주방향 결함과 축방향 결함이 모두 검출되 었다.
2. 검출된 결함의 신호 대 잡음비는 원주방향 결 함의 경우 6/1이었으며, 축방향 결함의 경우 4/1로 양호한 S/N 비를 얻을 수 있었다.
3. 원주방향 결함에 대한 길이 평가 결과 배관 용 접부를 중심으로 스테인리스 재질과 CASS 재질에 위치한 결함들의 길이 평가가 상이하게 나타났으며, CASS 재질에서 용접부를 통과하여 검출된 결함의 길이 평가는 실제 결함 크기보다 크게 측정이 되었다.
4. 깊이가 20% 미만의 축방향 결함에 대한 깊이 측정에서 CASS 재질쪽의 결함은 깊이 측정 오차가 약 5% 미만으로 양호하게 평가되었다.
후 기
본 연구에 사용된 CASS 시험편을 사용하도록 편 의를 제공하여준 한전 KPS 원자력정비기술센터에 감사드립니다
참고문헌
1. Anderson, M. T., Crawford, S. L., Cumblidge, S.
E., Denslow, K. M., Diaz, A. A., and Doctor, S.
R., 2007, “Assessment of Crack Detection in Heavy- Walled Cast Stainless Steel Piping Welds Using Advanced Low-Frequency Ultrasonic Methods”, NRC(NUREG/CR-6933), pp. 2.1
2. Kim, C, Park, H.B., Jin, T.E., Jeong, I.S., 2003,
“Evaluation of Material Properties due to Thermal Embrittlement in CF8M Cast Austenitic Stainless Steel”, Conference of KSME, pp. 131
3. Diaz AA, SR Doctor, BP Hildebrand, FA Simonen, GJ Schuster, ES Andersen, GP McDonald, and RD Hasse. 1998. “Evaluation of Ultrasonic Inspection Techniques for Coarse-Grained Materials”. US NRC (NUREG/CR-6594, PNNL-11171), pp. 12-18 4. M.T. Anderson, S.E. Cumblidge, S.R. Doctor, 2007,
“Low Frequency Phased Array Techniques for Crack Detection in Cast Austenitic Piping Weld:
A Feasibility Study”, Material Evaluation, Vol. 65, No. 1, pp. 55-61
5. Yoon, B.S., Kim, Y.S., 2009, “Pre-RCOP Round Robin Test Result for RCOP-2”, Conf. of KPVP, pp. 225-226
6. G. Maes, 1991 “Methematical Model for the Development and Optimization of Ultrasonic Transducer for Non-Destructive Testing in the Nuclear Industry”, Scientific publishing Co. IMACS, pp. 403