한국표면공학회지 J. Korean Inst. Surf. Eng.
Vol. 50, No. 6, 2017.
https://doi.org/10.5695/JKISE.2017.50.6.523
<연구논문>
ISSN 1225-8024(Print) ISSN 2288-8403(Online)
습식법으로 제조된 BN 중간층을 가진 C
f
/SiC 복합재의 제조 및 물성 평가구준모a, 김경호a, 한윤수a,*
a한국세라믹기술원 엔지니어링세라믹센터
Fabrication and Characterization of C f /SiC Composite with BN Interphase Coated by Wet Chemical Process
Jun-mo Kooa, Kyung Ho Kima, and Yoonsoo Hana,*
a
Engineering Ceramic Center, Korea Institute of Ceramic Engineering and Technology(Icheon), Gyeonggi-do 17303, Korea
(Received December 8, 2017 ; revised December 26, 2017 ; accepted December 26, 2017)
Abstract
In this study, we developed the h-BN interphase for ceramic matrix composites (CMCs) through a wet chemical coating method, which has excellent price competitiveness and is a simple process as a departure from the existing high cost chemical vapor deposition method. The optimum condition for nitriding an h- BN interphase using boric acid and urea as precursors were derived, and the h-BN interphase coating through a wet method on a carbon preform of 2.5 D was conducted to apply the optimum conditions to the CMCs.
In order to control the coating property via the wet coating method, four parameters were investigated such as dipping time of the specimen in the precursor solution, the ratio of boric acid and urea in the precursor, the concentration of solution where the precursor was dissolved, and the cycle of dipping and dry process.
The CMCs was fabricated through polymer impregnation and pyrolysis (PIP) processes and a three-point flexural strength test was conducted to verify the role of the coated h-BN interphase.
Keywords: H-BN, Interphase, Composite, Wet coating, PIP
1. 서 론
CMC(Ceramic Matrix Composites)는 세라믹 기반 복합체로써, 무게가 합금의 30% 정도로 경량성이 뛰어나며, 초내열 합금보다 20% 이상 높은 내열성 과 우수한 내산화성 및 내크립성 등의 특성을 지니 고 있다[1]. 이러한 이유로 향후 발전용 가스터빈 외에도 로켓용 엔진부품, 비행기 및 자동차 브레이 크 디스크, 원자력 발전 설비 구조물 등 많은 분야
에 다양한 적용이 가능 할 것으로 예상된다[2-3].
CMC는 섬유상(fiber)과 기지상(matrix)으로 구성되 며, 인장강도가 높은 섬유상은 기지상에 발생한 균 열의 전파를 억제하는 역할을 한다[5]. 하지만, 섬 유상과 기지상만으로 균열 전파를 효과적으로 억제 할 수 없는데 이는 기지상와 섬유상이 강하게 결합 되어 있으면, 기지상에서 진행하는 균열은 세라믹 섬 유상으로 바로 진행하여 섬유의 손상을 일으키고, 결 과적으로 복합재의 파괴가 급격히 일어나기 때문이 다[6]. 이를 막기 위해 세라믹 기지상에서 발생한 균열이 섬유 내부로 진행하지 않고 우회할 수 있도 록 기지상과 섬유상 사이에 약한 계면을 형성시키 는 연구가 진행되어 왔다. 주로 섬유상과 기지상에 열팽창계수 차이를 주는 방법과 제3의 중간상
*
Corresponding Author: Yoonsoo Han
Engineering Ceramic Center, Korea Institute of Ceramic Engineering and Technology
Tel: +82-31-645-1457 ; Fax: +82-31-645-1492
E-mail: [email protected]
(interphase)을 형성시키는 방법이 연구되었는데, 특 히 중간상의 형성은 약한 계면으로 섬유의 pull-out 이 용이하도록 함과 동시에 섬유상을 보호하는 역 할을 하며, 더불어 섬유의 산화를 억제한다. 이처럼 중간상은 CMC에 신뢰성을 부여하는 중요 인자로 세라믹 복합재 설계의 핵심 중 하나이다[7-8].
현재까지 연구된 중간상 중 가장 널리 알려져진 것 은 PyC(pyrolytic carbon)와 h-BN(hexagonal boron nitride)이다[9-10]. 이 중 고온 안정성이 뛰어나다고 알려진 h-BN은 육각 층상구조를 가지며, 각 층끼 리는 결합력이 약해 섬유상의 pull-out이 쉽게 일어 나도록 한다. CMC 제조를 위한 h-BN은 주로 CVD(chemical vapor deposition)법을 사용하는데, BX3(X=Cl or F)와 NH3가스를 1000oC 온도에서 화 학반응시켜 BN을 코팅한다. CVD법은 코팅품질이 우수하고, 균일한 두께의 코팅층을 얻을 수 있어 산 업에 적용되고 있다[11]. 하지만, 코팅을 위한 전구 체 가스의 비용이 비싸고, BCl3 혹은 BF3와 같은 위험가스를 사용하여 가스 유출에 대한 위험성이 있으며, 가스 유출 방지를 위한 별도의 장비가 필 요하다는 단점이 있다. 이에 반해 습식법을 통한 h- BN 코팅은 가격경쟁력이 매우 우수하나 코팅 균일 성 및 두께 제어가 어려워 이를 극복하기 위해 다 양한 연구가 진행 중에 있다[12-16].
본 연구에서는 CMC 복합재의 중간상인 h-BN을 습식법을 이용해 탄소섬유 프리폼에 코팅하였다. 이 를 위해 붕산과 요소로 구성된 전구체 용액으로부 터 추출한 분말을 N2분위기에서 열처리하여, h-BN 상이 합성되는지를 확인하였다. 이후 전구체의 조성, 농도와 코팅 횟수 등 실험 변수를 조절하여 BN의 코 팅 균일도와 코팅 두께를 제어할 수 있는지 살펴보았 다. 마지막으로 BN이 코팅된 탄소섬유 프리폼에 PCS 를 침투시키는 PIP(polymer impregnation and pyrolysis) 법을 이용해 CMC 복합재를 제조하였고, 상온 물 성을 측정하여, 습식 BN 코팅에 의해 기계적 물성 이 개선되는지를 확인하였다.
2. 실험방법
본 실험에 사용된 h-BN 전구체로 붕산(H3BO3, boric acid, ≥ 99.5%, Sigma-Aldrich, USA)과 요소 (CH4N2O, urea, 99.0-100.5%, Sigma-Aldrich, USA) 를 사용하였다. 전구체 용액을 제조하기 위해서 메 탄올과 증류수가 3:1의 부피비로 혼합된 용매를 사 용하였다. 붕산과 요소의 조성은 몰비로 4:1, 16:1 로 변화시켰으며, 붕산과 요소를 용매에 녹여 제조 한 전구체의 농도는 0.8 mol/L, 4 mol/L이었고, 이를
표 1에 정리하였다. 전구체를 완전히 용해시키기 위 해 50oC의 온도로 가열하여, 교반기를 이용하였다.
하지만, 전구체 내 붕산과 요소의 조성이 16:1이며, 농도가 4 mol/L인 4번 조성보다 붕산의 첨가량이나 전구체의 농도가 높아지는 경우 재석출이 일어나, 균일한 전구체 용액을 제조하기 어려웠다.
h-BN 상합성을 확인하기 위해서 전구체 용액을 SiC 기판(polycrystalα-SiC, (주)맥테크) 위에 올린 후 80oC air분위기에서 2시간동안 건조 후 질화처리를 실시하여 XRD 분석을 하였다. h-BN의 상합성을 확인하기 위해서, SiC 다결정 기판을 사용한 이유 는 h-BN 상의 XRD 주 피크의 위치가 탄소 프리 폼이나 흑연 기판과 거의 일치하기 때문에, h-BN 합성여부를 판단하기 어렵기 때문이다. 한편, h-BN 코팅 실험은 탄소섬유 프리폼((주)DACC CARBON, 0.4 g/cm3)은 0/90o로 직조된 2.5D 프리폼에 실시하 였다. 탄소프리폼은 사용하기 전, 아세톤에 담근 후 초음파세정기를 이용하여 10분간 세척 후 80oC오 븐에서 1시간 건조하여 사용하였다. 건조된 탄소 프 리폼은 전구체 용액에 15분간 담가 일정시간 유지 시키고, 180 mm/min의 속도로 꺼낸 뒤 80oC air분 위기에서 2시간동안 건조하였다. 질화처리를 하기 위해서 시편을 알루미나 튜브로에 넣고, 5oC/min의 승온속도로 1275oC까지 승온 후 20시간 유지하였 으며, H2 4%-N2 96%의 고순도 혼합가스(5N)를 1 L/
min의 유량으로 흘렸다. 1275oC보다 낮은 온도거나 유지시간이 20시간보다 짧은 경우, BN으로 변환되 지 않은 B2O3상이 존재하였다. BN 코팅의 균일도 와 코팅 두께를 분석하기 위해서 FE-SEM(Field Emission-Scanning Electron Microscopy, JSM- 6701F, JEOL, Japan)을 이용하였다.
C-SiC 복합재 밀도를 확보하기 위해서 PCS (Polycarbosilane, SMP-10, Starfire Systems, Inc., USA)를 탄소프리폼에 침투시켜 SiC 기지상을 형성 시키는 PIP(Polymer Impregnation and Pyrolysis)법 을 사용하였다. 탄소프리폼 시편을 PCS에 잠기도 록 담근 후 진공 탈포기를 이용하여 10분간 함침하 고, 180oC의 건조기에서 2시간 저온 열경화하였다.
Table 1. the ratio of boric acid to urea in the precursor and the precursor concentration.
condition composition
(Boric acid : Urea) concentration
1 4:1 0.8mol/L
2 4:1 4.0mol/L
3 16:1 0.8mol/L
4 16:1 4.0mol/L
이 후 1500oC 2시간 열처리하여 침투된 PCS를 SiC 기지상으로 변화시켰으며, XRD(D/MAX2500VL/PC, Rigaku, Japan, at 40 kV, 100 Ma from 10-80o) 분석 을 이용하여 SiC 생성물을 확인하였다. 사용된 PCS 는 1200oC에서 β-SiC로 변환된다고 알려져 있으나, 1200, 1350, 1500oC에서 열처리한 후 상분석한 결 과, 1500oC에서 열처리한 시편이 가장 뚜렷한 XRD 결정상 피크를 보였다.
기계적 물성을 측정하기 위한 시편을 제조하기 위해서 PIP 공정을 10회 진행했으며, 매회 PIP 공 정이 완료되면 부피와 중량을 측정하여 겉보기 밀 도를 계산하였다. PIP 공정을 완료한 시편은 기계 가공을 하여, 막대 시편을 만든 후 3점 꺾임강도를 측정하였다. 측정 시편은 ASTM C 1161 상온 꺾임 강도 규격에 의거하여 제작하였고, 만능시험기에서 0.5 mm/min의 속도로 하중을 가해 하중-변위 곡선 을 얻었다.
3. 결과 및 고찰
전구체의 조성(붕산과 요소의 비율)이 h-BN 합성 에 영향을 주는지 알아보기 위해, 붕산과 요소의 비 율이 각각 4:1, 16:1인 전구체의 h-BN 상의 합성 여부를 확인하였다. Y. Zheng이 TG 분석을 근거로 제시한 h-BN 합성기구에 의하면, 붕산과 요소의 혼 합물을 열처리할 때, 화학반응은 4단계로 이루어진 다[17]. 1단계 반응은 상온에서 160oC까지의 온도 영역에서 일어나는 붕산의 탈수반응이다. 2단계 반 응은 160oC부터 200oC까지의 온도영역에서 발생하 는데, 요소의 중합 및 가수분해 반응이 일어난다.
200oC에서 400oC의 온도영역에서 3단계 반응은, 붕 산의 탈수 반응과 가수분해를 통한 암모니아 기체 가 생성된다. 마지막 4단계 반응은 400oC이상에 진 행되는 질화반응이며, 식 1처럼 B2O3가 암모니아와 반응하여 h-BN이 된다.
B2O3 + 2NH3 → 2BN + 3H2O (1)
그림 1에서 보듯, 모든 조성에서 결정질 h-BN의 XRD 피크가 관찰되었다. 회절각(2θ) 22o에서 관찰 되는 넓은 피크는 B2O3 비정질상으로 추정된다. 이 결과는 Y. Zheng이 제시한 BN 합성기구의 마지막 인 4단계가 진행 중이어서, 아직 BN으로 합성되지 않은 미반응 B2O3 중간상이 비정질상으로 존재하 며, 동시에 h-BN 결정상이 존재함을 알 수 있다.
1250oC에서 20시간 처리했음에도 그림 1에서 미반 응 B2O3 상이 존재하는 이유는 SiC 기판에 코팅된
전구체 막의 두께가 수 mm 정도로 매우 두껍기 때 문이다. 실제 복합재를 제조하기 위해 탄소 프리폼 에 전구체를 코팅하는 경우, 막의 두께는 수 십 nm 정도여서 B2O3 상은 모두 h-BN으로 변환된다.
전구체 용액에 탄소 프리폼을 넣고 유지시간이 코팅에 어떤 영향을 주는지 확인하였다. 표 1의 1 번 조성을 가지는 전구체 용액을 제조하고, 유지시 간을 5분, 10분, 15분, 90분으로 변화시켰다. 질화 처리까지 끝낸 시편의 미세구조를 관찰하여 그림 2 에 나타내었다. 그림 2을 살펴보면, 유지시간이 각 각 5분과 10분인 시편은 BN이 존재하지 않은 어 두운 회색 표면이 자주 관찰되었으나, 유지시간이 15분과 90분인 시편의 경우, 탄소 섬유 표면으로 추정되는 어두운 회색 표면이 거의 관찰되지 않았 다. 결과적으로 균일한 BN 코팅을 위해서는 전구 체 용액내에서 최소한 15분 이상의 유지시간이 필 요함을 확인하였다. 또한, 코팅 두께는 유지시간이 90분 인 시편의 경우 24 nm정도의 매우 얇은 BN 층으로 관찰되었으며, 유지시간이 15분 이하인 시 편들의 BN 코팅층은 너무 얇아 FE-SEM으로 두께 측정이 어려웠다.
전구체에서 붕산의 함량과 전구체 농도가 변하더 라도 h-BN 코팅 균일성이 크게 변하지는 않았다.
그림 3은 전구체내 붕산과 요소의 비율을 4:1에서 16:1로 변화하고, 전구체 농도는 0.8 mol/L에서 4.0 mol/L로 변화시킨 후, 이를 탄소 프리폼에 코팅하 고 질화처리를 완료한 시편의 미세구조이다. 그림 3 (a)에서 나타난 붕산과 요소의 비율이 가장 낮은 4:1이고, 농도도 가장 낮은 0.8 mol/L인 조건에서 h- BN 코팅된 탄소 섬유의 미세구조와 그림 3 (d)에 서 나타난 붕산과 요소의 비율이 가장 높은 16:1이 고, 농도가 가장 높은 4.0 mol/L인 조건에서의 미세
Fig. 1. XRD peak of h-BN phase formation by precursor
composition.
구조를 비교하면, 코팅 균일도는 큰 차이가 나지 않 는다. 반면, 코팅 두께는 다른 양상을 보이는데, 그 림 4는 그림 3과 같은 조건에서 처리된 h-BN 코팅 층의 두께를 보여준다. 그림 4 (a)는 붕산과 요소의 비율이 4:1이고, 농도가 0.8 mol/L인 조건에서 코팅
처리된 h-BN의 미세구조이며, 코팅 두께는 약 20 nm 이다. 전구체 농도가 4 mol/L로 증가할 경우, h-BN 코팅층 두께는 약 40 nm이며(그림 4 (b)), 붕산과 요소의 비율이 16:1로 증가할 경우, h-BN 코팅층 두께는 약 40 nm(그림 4 (c))이다. 붕산과 요소의
Fig. 3. Coating uniformity of h-BN on carbon fiber according to the precursor composition and concentration (a) condition 1, 4:1, 0.8 mol/L, (b) condition 2, 4:1, 4.0 mol/L, (c) condition 3, 16:1, 0.8 mol/L, (d) condition 4, 16:1, 4.0 mol/L.
Fig. 2. Coating uniformity of h-BN on carbon fiber according to dipping time: (a) 5 minutes, (b) 10 minutes, (c) 15
minutes, (d) 90 minutes.
비율이 16:1, 전구체 농도가 4 mol/L로 모두 증가 한 조건에서 h-BN 코팅층 두께는 약 80 nm로 관찰 되었다. 한편, 전구체 농도가 5 mol/L 이상에서는 붕산의 과포화가 발생하여, 농도 증가를 통한 BN 코팅 두께 증가는 어려웠다.
전구체 용액에서 탄소프리폼의 코팅 횟수가 BN
코팅층에 어떤 영향을 주는지 살펴보았다. 이를 위 해 코팅-건조 공정을 반복하여 섬유상에 전구체를 두껍게 증착시킨 후, 이를 질화처리하여 h-BN 코팅 층을 제조하였다. 전구체 용액에 코팅-건조 공정을 연속적으로 2회 반복하였고, 그 이후에 질화처리한 시편의 FE-SEM을 통해 코팅면을 관찰하였다. 그 결
Fig. 4. Coating thickness of h-BN on carbon fiber according to the precursor composition and concentration (a) condition 1, 4:1, 0.8 mol/L, (b) condition 2, 4:1, 4.0 mol/L, (c) condition 3, 16:1, 0.8 mol/L, (d) condition 4, 16:1, 4.0 mol/L.
Fig. 5. SEM images of h-BN surface on carbon fiber after one and two repetitions of dipping in the solution fabricated
with No. 2 composition: h-BN film thickness after (a) once and (b) twice of dipping-dry repetitions, and h-BN coating
uniformity after (c) once and (d) twice of dipping-dry repetitions.
과 담금 회수를 1회, 2회 증가한 경우, 각각 약 40 nm와 70 nm 두께의 BN 코팅층을 확인하였다.
하지만 그림 5에서 볼 수 있듯이 코팅 횟수가 증 가할수록 코팅 균일성이 급격하게 감소되는 경향이 나타났다. 코팅 균일성의 감소는 건조 후 섬유에 붙 어있던 전구체가 담금 과정에서 재용해가 발생하기 때문으로 추정된다. 이러한 재용해를 방지하고, 두 께를 증가시키기 위해서는 담금과 건조 공정 뿐만 아니라 질화처리 공정까지 연속적으로 진행하는 공 정을 반복해야 할 것으로 판단된다.
BN 코팅층이 Cf/SiC 복합재의 기계적 물성에 주 는 영향을 확인하기 위해서, BN이 코팅되지 않은 탄소 프리폼과 습식법으로 BN이 코팅된 탄소 프리 폼에 PCS 용액을 침투시켜 복합재를 치밀화시키는 공정을 진행하였다. 탄소프리폼의 초기 밀도는 0.4 g/
cm3이었으며, 충분한 밀도를 가지는 Cf/SiC 복합재 를 얻기 위해, 10번의 PIP 공정을 진행한 결과, 복 합재의 최종 겉보기밀도는 BN 코팅 여부와 상관없 이 약 2.0 g/cm3이었다. PIP공정 차수에 따른 겉보 기 밀도 변화를 그림 6에 나타내었다.
그림 7은 3점 꺾임강도 측정을 통한 하중-변위 곡 선이다. 흑선은 BN이 코팅되지 않은 Cf/SiC복합재 의 하중-변위 곡선이고, 회색선은 BN이 코팅된 Cf/ SiC 복합재의 하중-변위 곡선이다. 복합재 밀도가 유사함에도 불구하고, BN이 코팅되지 않은 Cf/SiC 복합재는 파괴하중이 약 60 N에 불과한데 비해, BN이 코팅된 Cf/SiC 복합재는 파괴하중이 약 370 N에 달한다. 또한, BN이 코팅된 복합재는 약 170 N의 하중 이상에서 비선형 특성이 나타면서 복합 재 내부의 탄소 섬유의 pull-out 현상이 예상된다.
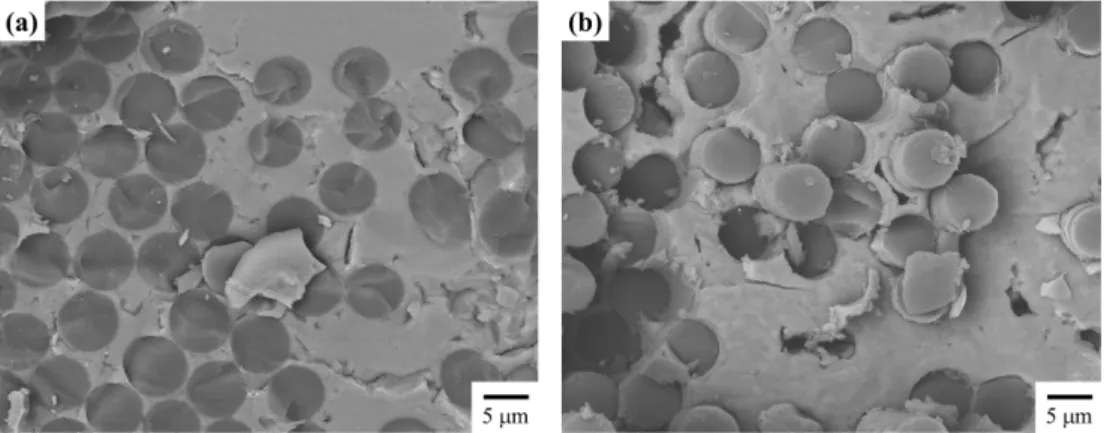
복합재 내부의 탄소 섬유 pull-out 현상을 확인하기 위해 복합재 파단면의 미세구조를 그림 8에 나타내 었다. 그림 8 (a)는 BN이 코팅되지 않은 Cf/SiC 복 합재의 파단면이고, 그림 8 (b)는 BN이 코팅된 Cf/
SiC 복합재의 파단면이다. 그림 7의 설명에서 언급 한대로, BN이 코팅되지 않은 Cf/SiC 복합재의 경우 기지상인 SiC와 탄소섬유의 파단면이 동일면에 존
Fig. 6. Variation of apparent density of Cf/SiC composite as function of PIP cycles.
Fig. 7. Load-displacement curves of Cf/SiC composites according to the existence of h-BN interphase. Note that the Cf/SiC composite with h-BN interphase shows strong nonlinear behavior at 170 N.
Fig. 8. Micrographs of fracture surface of Cf/SiC composites (a) without h-BN interphase and (b) with h-BN interphase.
재하는 것에 반해, BN이 코팅된 Cf/SiC 복합재의 경우 기지상인 SiC 사이로 탄소섬유의 pull-out이 관찰된다. 하지만 pull-out되는 정도는 크지 않으며, 습식 BN 코팅층은 강한 계면을 가지는 중간상 (interphase)으로 추정되며, 추가적인 개선이 요구된 다. BN이 코팅되지 않은 Cf/SiC 복합재의 파괴 강 도는 BN이 코팅된 Cf/SiC 복합재가 보이는 파괴 강 도의 16% 수준이며, 이는 PIP 공정 중에 PCS와 탄 소 섬유 표면이 직접 접촉하여 생기는 표면 손상으 로 탄소 섬유 자체의 파괴강도가 낮아졌기 때문으 로 추정된다.
4. 결 론
본 연구에서 붕산과 요소로 이루어진 전구체 용 액으로부터 얻어진 혼합분말을 고온에서 질화처리 하여 중간 생성물인 비정질 B2O3가 결정질 h-BN로 변환되는 것을 확인하였다.
탄소프리폼을 전구체 용액에 넣고 유지하는 시간 은 h-BN 코팅 균일도에 영향을 주었지만, 코팅 두 께에는 큰 영향을 주지 못했다. 즉, 유지시간이 15분 이상일 경우 전반적으로 균일한 h-BN 중간층을 확 보 할 수 있었지만 코팅두께는 증가하지 않았다. 전 구체의 조성, 즉 붕산과 요소의 비율과 전구체 용 액의 농도는 h-BN 코팅 균일도에는 큰 영향을 주 지 못했지만, h-BN 코팅 두께에는 영향을 주었다.
전구체 내 붕산과 요소의 비율이 16:1이고, 전구체 용액의 농도가 4 mol/L일 경우 최대 80 nm 두께의 h-BN 코팅층을 얻을 수 있었다. h-BN 코팅-건조 공 정의 반복 횟수는 h-BN 코팅층 두께를 증가시켰으 나, 코팅 균일도는 저하되었다.
습식법으로 제조된 h-BN 코팅층이 있는 Cf/SiC 복합재가 h-BN 코팅층이 없는 Cf/SiC 복합재보다 6배정도 높은 파괴강도를 보였으며, 이는 h-BN 코 팅층이 약한 계면을 형성해 탄소섬유의 pull-out에 도움이 되며, 동시에 기지상인 SiC의 원료물질인 PCS가 PIP 공정 중에 탄소섬유 표면을 화학적으로 손상시키는 것을 막는 역할을 하는 것으로 추정된다.
Acknowledgments
이 논문은 산업통상자원부가 지원한 ‘전략적핵심 소재원천기술개발사업’으로 지원을 받아 수행된 연 구 결과입니다(과제명:고출력 터빈엔진 및 우주항 공 엔진 부품 적용을 위한 1400oC급 초경량 비산 화물 CMC 소재 개발).