광학적 모니터링 장비를 이용한 안경렌즈의 무반사 코팅
정부영
충청대학 안경광학과
투고일(2010년 8월 9일), 수정일(2011년 4월 21일), 게재확정일(2011년 6월 18일)
···
목적: 광학적 모니터링 장비를 이용한 안경렌즈의 무반사 코팅의 신뢰성과 재현성을 연구하였다. 방법: 광학적 모 니터링 장비를 이용한 무반사 코팅의 수행 가능성을 확인하기 위해서 Essential Macleod 프로그램을 이용하여 RunSheet 실행과 랜덤 에러 전산시늉을 실시하였다. 전산 시늉 후에 AR coating의 재현성 확인을 위해서 19 배치 의 코팅 프로세스를 실시하였다. 결과: 19 배치의 코팅 프로세스 반사율 결과는 약 0.5%의 에러 내에서의 좋은 재 현성을 보였다. 결론: 결과들로부터 우리는 광학적 모니터링 법을 이용한 무반사 코팅의 가능성과 우수한 재현성을 확인하였다.
주제어:
코팅, 무반사 코팅, 안경렌즈, 광학적 모니터링 시스템···
서 론
코팅이 안 된 안경렌즈의 경우 안경렌즈 자체의 굴절률 로 인하여 공기 중에서 진행하던 빛이 안경렌즈에 입사할 때 경계면에서 빛은 반사되는 빛과 투과되는 빛으로 나뉘 게 된다. 이때 반사되는 빛의 반사율은 안경렌즈의 굴절률 에 따라서 변화된다. 만약 1.5의 굴절률을 보이는 안경렌 즈의 경우 한 면에서의 반사율은 약 4%이고, 다른 면에서 도 반사율이 존재하기 때문에 전체 반사율은 약 7.7%가 된다. 만약 안경렌즈에서 흡수나 산란이 없다고 가정하면 에너지 보존법칙에 의거하여 92.3%의 투과율이 나타나게 된다[1,2].
안경렌즈에서는 반사율에 의한 고스트 상등을 제거하고 투과율을 향상시킬 목적으로 양면에 무반사 코팅을 실시 한 후 상용화되어 출시되고 있다[3]. 코팅을 실시할 때는 크게 수동진동자(Quartz Crystal Monitor)를 이용한 진공증 착방법이나 광학적 모니터링법(Optical Monitoring System or Optical Process Monitering)을 이용한 증착방법, 또는 QCM과 OMS를 혼용하여 쓰는 방법이 선택적으로 사용되 고 있다. 코팅 설계 시 고려되는 항목은 크게 사용물질의 굴절률(n), 물리적 두께(d), 층수로 구별할 수 있다. QCM 을 이용한 광학박막 제작은 물리적 두께만을 제어하는 것 이고, OMS를 이용한 광학박막 제작은 광학적 두께(n × d) 를 제어하는 방식이기 때문에 OMS를 이용하는 방법이 보
다 더 정밀한 박막을 제작할 수 있다. 특히 협대혁 필터의 경우는 OMS를 이용한 코팅방법이 절대적이다.
QCM을 이용하여 광학박막을 제작할 경우 각 층에서 발 생되는 물리적 두께 에러에 대한 보정을 할 수 있는 방법 이 없다. 이에 비해 OMS를 이용할 경우 각 층에서 일어 나는 에러를 보정할 수 있는 장점을 가지고 있어서 에러 보정에 대한 많은 연구들이 이루어져 왔다[4]. OMS 증착 방법은 j번째 층에서 발생된 광학적 두께 에러를 j + 1번 째 층에서 보정하게 되는 데 만약 j번째 층의 에러가 크 게 발생하게 되면 j+1번째 층에서 에러 보정을 할 때 모 니터링 하는 파장에 대한 정밀도는 높일 수 있으나 모티 터링 하는 파장과 떨어져 있는 파장에서의 스펙트럼 결과 는 설계치와 비교 시 차이가 날 수 있는 단점도 동시에 가 지고 있어서 일본계 광학업체에서 사용하는 OMS 코팅방 법은 모니터링 칩당 한 층씩만을 코팅하여 정밀 제어하는 변형된 방법을 사용하고 있다. 따라서 이 경우 OMS 코팅 법이나 QCM 코팅법 모두 각 층의 에러는 보정되지 않는 공통점을 가지고 있으나 OMS 코팅법이 설계와 동일한 광 학적 두께를 제어하기 때문에 보다 더 우수한 코팅결과를 보이게 된다.
통상적으로 QCM을 이용할 때는 코팅 시 증착두께의 에러가 약 2%정도라고 보고되고 있으나[5,6], 만약 OMS를 이용하게 되면 0.5~1% 정도의 오차 내에서 양산을 할 수 있는 장점을 가지고 있다. 그럼에도 불구하고 한국 코팅관
교신저자 연락처: 정부영, 363-892 충청북도 청원군 강내면 월곡리 330번지 충청대학 안경광학과 TEL: 043-230-2751, FAX: 043-230-2759, E-mail: [email protected]
련 광학업체에서는 수년간 지속적으로 QCM 방법에 의한 코팅방법을 사용하고 있다. 이는 OMS 장비의 국산화가 이루어지지 않았던 부분도 있었지만 운영상의 어려움도 있었기 때문으로 사려 된다.
OMS를 이용한 광학코팅법에서는 설계치에서의 광학적 두께가 이상일 때 사용이 용이하지만 그보다 광학적 두께 가 작으면 OMS를 이용한 코팅법에 어려움이 있다. 본 연 구에서는 광학적 두께가 보다 적은 층을 보이는 무반사 코팅에 대해서 에러보정 효과도 고려하고 경제적인 부분 까지 고려한 최적의 OMS 운영법에 대한 방법을 제시하 여 OMS를 이용한 코팅법이 가능한지를 고찰하고자 한다.
이론적 고찰을 통해 안경렌즈에 무반사 코팅을 실시할 때 굴절률과 물리적두께의 랜덤에러(random error)를 발생시 켜 반사율의 변화추이를 고찰하고, OMS를 이용한 광학적 모니터링 방법을 이용하여 제작한 무반사 코팅에 대해 재 현성 결과를 알아보고자 한다. 또한 수동진동자를 이용하 여 제작한 무반사 코팅의 재현성 결과와 광학적 측면에서 비교분석하여 OMS를 이용한 광학적 모니터링법에 대한 우수성을 고찰하고자 한다.
기본이론
빛이 서로 다른 매질을 진행하게 되면 반사와 투과 현 상이 발생하게 된다. 공기 중에 놓여있는 유리 기판이나 안경렌즈의 경우 가시광선영역에서 빛이 진행하게 되면 한 면에 대한 반사율 R은
(1)
이다. 만약 기판위에 얇은 박막이 증착되어 있다면 박막 내부에서의 다중반사에 의한 간섭효과가 발생하게 되며, 이로 인해서 반사율은 다음과 같이 계산해야 한다.
(2)
여기서 nsub는 기판의 굴절률이며, j번째 층의 광학위상두 께 δj는
(3)
이다. 여기서 nj− ikj는 j번째 층의 복소 굴절률이며, n은 굴절률, k는 소멸계수를 나타낸다. 이때 기판위에 j의 개 수만큼 박막이 증착되어 있다면 반사율 R은
(4)
이 되며, 여기서 Yj는 어드미턴스라고 하고, 어드미턴스 Yj는
(5)
가 된다.
식 (4)에 의해서 계산된 반사율은 무한기판에 대한 반사 율, 즉 무한기판위에 박막이 증착되어 있을 때의 최종 반 사율을 의미하게 된다. 기판과 기판사이의 물리적 두께는 빛의 파장에 비해 매우 두꺼우므로 두 경계면 사이에서 단지 비간섭성 다중 반사만이 나타나게 되며, 뒷면에 의한 반사 효과가 존재하게 된다. 또한 유리 기판이나 안경렌즈 의 경우 경계면이나 매질 내에서 빛의 산란이나 흡수가 무시할 수 있을 정도로 작기 때문에 첫 번째 경계면과 두 번째 경계면에서의 투과율을 각각 T1과 T2라고 할 때 첫 번째 경계면과 두 번째 경계면을 통과할 빛의 총 투과율 T는
(6)
이 된다[7]. 따라서 안경렌즈나 유리기판위에 무반사 코팅 을 하게 되면 최대의 투과율을 보이기 위해서 양면 무반 사 코팅을 실시하게 된다. 전산시늉을 실시할 때는 기판에 대해 무한기판으로 간주하고 무반사 코팅의 결과를 고찰 하였다.
1. 랜덤 에러 전산시늉
무반사 코팅에 대한 기본설계는 기준파장 510 nm에서 [air|1.26L0.32H0.2L1.46H0.95L|glass]와 같으며, Table 1에 나타내었다. 설계 시 사용한 고굴절률 물질과 저굴절률 물 질은 각각 ZrO2와 SiO2이였다. 기본설계를 이용하여 물리 적 두께와 굴절률의 에러를 랜덤하게 주어 에러 전산시늉 을 상용화 설계프로그램인 Essential Macleod 프로그램[8]
을 이용하여 실시하였다.
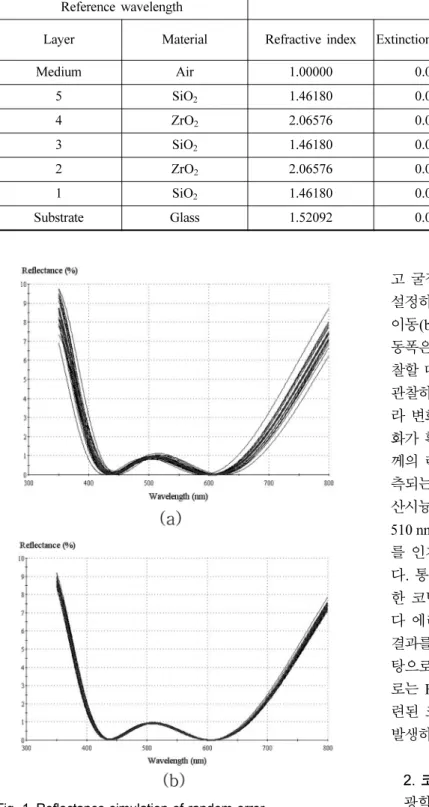
Fig. 1은 무반사 코팅에 대한 기본설계에서 물리적 두께 와 굴절률에 대해서 각각 랜덤 에러를 설정하여 20회 랜 덤 에러 전산시늉을 실시한 결과이다. 랜덤 에러 전산시늉 은 Table 1의 기본 설계를 이용하여 Essential Macleod 프 로그램 내에 에러 전산시늉 기능을 이용하여 실시하였다.
QCM을 이용한 광학박막 제작시 굴절률의 변화와 물리적 두께의 에러가 서로 독립적으로 이루어지기 때문에 QCM 증착법에 대한 전산시늉은 굴절률과 물리적 두께의 에러 R= 1 n– sub
1 n+ sub ---
⎝ ⎠
⎛ ⎞2
B
⎝ ⎠C
⎜ ⎟⎛ ⎞
= cosδj isinδj nf
--- infsinδjcosδj
⎝ ⎠
⎜ ⎟
⎜ ⎟
⎜ ⎟
⎛ ⎞
1 nsub
⎝ ⎠
⎜ ⎟
⎛ ⎞
δj=2π
--- nλ( j–ikj)djcosθj
R= 1 Y– j 1+Yj ---
⎝ ⎠
⎛ ⎞2
Yj= C ----B
1 T---=1
T1 ---+1
T2 ---−1
를 각각 독립적으로 입력하여 전산시늉을 하였으며, OMS 를 이용한 증착법은 광학적 두께의 변화를 모니터링 하기 때문에 광학적 두께에 해당하는 항목에 랜덤에러를 적용 시켰다. Fig. 1(a)는 QCM을 이용하여 코팅할 때를 가정하
고 굴절률의 랜덤에러는 0.5%, 물리적 두께는 2%일 때를 설정하여 전산시늉을 실시한 것이다. 전산시늉 결과 밴드 이동(band shift)는 21 nm이였으며, 510 nm에서 반사율 변 동폭은 0.21%였다. 통상 사람이 무반사 코팅의 결과를 관 찰할 때 밴드이동이 5 nm 이하면 육안으로 칼라의 변화를 관찰하기 힘들며, 밴드이동이 10 nm 정도 되면, 약간의 칼 라 변화를 인지할 수 있게 되는데 상기 결과는 칼라의 변 화가 확연히 나타나는 정도가 된다. Fig. 1(b)는 광학적 두 께의 랜덤 에러에 대해 OMS 제어 방법에 의한 결과로 예 측되는 물리적 두께와 굴절률 0.5% 랜덤 에러를 주어 전 산시늉을 한 결과이다. 이때 밴드이동의 결과는 7 nm이며, 510 nm에서의 반사율의 변화는 0.1%로 거의 칼라의 변화 를 인지하기 힘든 상태의 결과가 유추되었음을 알 수 있 다. 통상적으로 안경렌즈회사에서 사용하는 QCM을 이용 한 코팅법에서는 Fig. 1(a)의 결과가 나오기 때문에 이보 다 에러를 줄이기 위해서 코팅 엔지니어는 늘 배치간의 결과를 확인하고 엔지니어의 숙련도에 의거한 경험을 바 탕으로 물리적인 두께를 조절하여 코팅하기 때문에 실제 로는 Fig. 1(a) 보다는 더 좋은 결과들을 얻지만 문제는 숙 련된 코팅 엔지니어가 장비마다 있어야 한다는 문제점이 발생하게 된다.
2. 코팅 증착 시 각층에 대한 민감도
광학적 모니터링법을 최적화 상태로 적용하기 위해서 각 층의 민감도를 전산시늉하여 조사하였다. 이번 민감도 조사에서는 굴절률의 변화는 배제하고 물리적 두께만을 고려하였다. 첫 번째 층의 경우 무반사 코팅 기본 설계에 서 전체 5층의 구성층 중 가장 두꺼운 층으로 구성되어 있 다. 약 10%에 해당하는 물리적 두께의 에러를 발생시켰을 때 전산시늉 결과는 약 2 nm 정도의 밴드이동을 보였다.
이에 비해서 2번째 층에서 5번째 층까지의 결과는 각각 7.6 nm, 3.2 nm, 17.6 nm 그리고 23.6 nm의 밴드이동 결과
Table 1. Basic design of anti-reflection coating
Reference wavelength 510.00
Layer Material Refractive index Extinction Coefficient Optical Thickness (QWOT)
Physical Thickness (nm)
Medium Air 1.00000 0.00000
5 SiO
21.46180 0.00000 0.95484604 83.28
4 ZrO
22.06576 0.00004 1.45818419 90.00
3 SiO
21.46180 0.00000 0.19834353 17.30
2 ZrO
22.06576 0.00004 0.32202376 19.88
1 SiO
21.46180 0.00000 1.26326597 110.18
Substrate Glass 1.52092 0.00000
Fig. 1. Reflectance simulation of random error.
(a) QCM: refractive index (0.5%), physical thickness
(2%), (b) OMS: refractive index (0.5%), physical thick-
ness (0.5%) (red line: standard design)
를 보였다. 특히 4번째 층은 중심파장에서의 반사율 변화 에 민감하게 영향을 주며 장파장 쪽의 에지 부분에 많은 밴드이동을 주는 결과를 보이는 반면 5번째 층은 중심파 장에서의 반사율 변화는 거의 없이 전체적으로 밴드이동 에 영향을 주는 층으로 전산시늉이 되었다. 따라서 무반사 코팅에서는 4번째와 5번째 층의 제어를 얼마나 잘 하느냐 가 좋은 재현성을 얻느냐 못 얻느냐의 관건이 되는 것을 알 수 있었다.
3. 얇은 층에 대한 고찰
통상적인 광학필터의 기본구조는 기준파장에 대해 λ/4 의 광학적 두께로 설계를 하게 된다. 이에 비해서 무반사 코팅의 경우 λ/4가 아닌 비정수 층의 얇은 층들이 다수 존 재하게 되는데 안경렌즈의 무반사 코팅 시 기본 설계 (Table 1)에서 나타나는 것처럼 2번, 3번, 5번층의 광학적 두께가 λ/4 보다 얇은 층으로 구성되어 있다. 따라서 순수 하게 광학적 모니터링을 이용하여 모든 층을 제어하는데 다소 어려움이 있게 된다. 본 연구에서 사용된 제어방법은 모든 층을 광학적 모니터링 법만으로 제어하는 방법을 사 용하지 않고 OMS 장비를 이용하되 2번과 3번 층은 수정 진동자를 병행하여 사용하는 것이 좋다는 결론을 전산시 늉을 통해 알 수 있다. 비록 2번 층과 3번 층의 경우 수동 진동자를 사용하더라도 광학적 측정방법을 이용하여 동시 에 모니터링을 하여 정밀도를 향상시키는 것이 좋다.
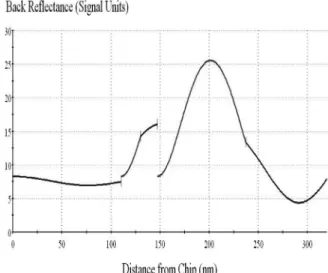
Fig. 2는 Essential Macleod 프로그램 내의 RunSheet를 이용하여 전산시늉된 무반사 코팅 시 모니터하는 파장에 서의 반사율 변화 그래프이다. 붉은선과 파란선은 각각 고 굴절률 물질 ZrO2와 저굴절률 물질 SiO2를 증착할 때 반 사율의 변화를 나타낸 것이다. 전산시늉 시 3개의 모니터 링 글라스를 사용하였다. 모니터링 글라스의 경우 가장 이 상적인 것은 1개의 모니터링 글라스를 사용하는 것도 좋 은 방법이지만 무반사 코팅의 경우 1개의 모니터링 글라 스를 사용할 때 단파장과 장파장 영역에서의 밴드이동이 많이 일어날 수 있는 단점도 동시에 안고 있기 때문에 무 반사 코팅의 경우 2개 또는 3개의 모니터용 글라스가 필 요하게 되는데 본 연구의 경우 최적의 전산시늉 결과는 3 개의 모니터링 글라스를 이용하는 것이었다. 첫 번째 모니 터링 글라스는 1첫째 층을 증착하는데 사용하였다. 두 번 째 모니터링 글라스는 2번 층과 3번 층을 증착하는데 사 용하였으며, 세 번째 글라스는 4번째와 5번째 층을 증착 하는데 사용하는 것이 좋다는 전산시늉 결과를 얻을 수 있었다. Fig. 2에서 보는 것처럼 비록 5번째 층의 광학적 두께는 λ/4 보다 다소 적은 두께지만 4번째 층을 증착하 고 5번째 층을 이어서 증착하게 되면 Turning point를 지 나서 코팅이 종료되기 때문에 OMS를 이용해서 광학적으
로 제어하는데 전혀 문제가 없음을 알 수 있다.
실험 및 결과
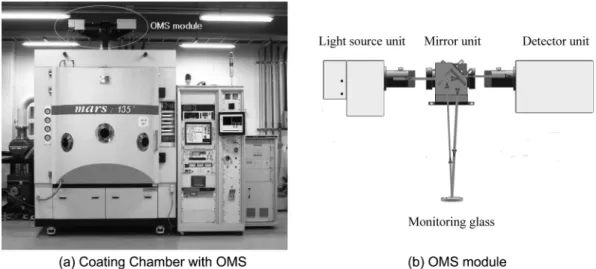
Fig. 3(a)는 OMS를 이용한 무반사 코팅의 재현성을 알 아보기 위해서 사용된 진공증착 장비이다. 챔버의 상단 정 중앙에 OMS의 광원부와 광수신부가 각각 왼쪽과 오른쪽 에 위치해 있으며, Fig. 3(b)에 OMS 모듈의 광경로 및 구 성도를 도식화했다. OMS 모듈은 Asahi Spectra Co., Ltd.
사 제품을 사용하였으며, OMS 제어 프로그램은 직접 개 발하여 시제품을 만들어 실험을 실시하였다. 챔버의 왼쪽 부분이 장비 컨트롤러 부분이며, 컨트롤러 부분의 오른쪽 모티터를 통해 OMS 코팅 공정을 제어하였다. OMS를 이 용한 무반사 코팅 공정시 증착률은 증착률 제어기(IC-5, Inficon)를 이용하였으며, OMS 전용 모니터에 입력된 반 사율 목표값을 근거로 finial swing 제어 방법을 사용하여 각 층을 제어하였다. Finial swing 제어 방법은 설계된 특 정 층의 초기 코팅시작 시 반사율, turning point에서의 반 사율, 해당 층이 코팅 종료 시 반사율을 이론적으로 알고 있는 상태에서 실제 코팅 시 코팅 시작 직전의 반사율과 turning point에서의 반사율을 광수신부를 통해 받아 들여 서 마지막 종료 시 목표값을 결정할 때 쓰는 알고리즘으 로 Essential Macleod 프로그램의 runsheet 기능을 이용해 서 계산할 수 있다. 본 연구에서 사용한 장비의 제어프로 그램 내에서는 이 알고리즘을 사용하여 자동제어 할 수 있게 하였다.
OMS 장비를 이용한 안경렌즈의 무반사 코팅 시 코팅 조건 및 진공 등의 코팅 환경은 일부 광학업체에서 진행 하는 공정조건과 유사하게 실험을 진행하였다. 사용된 기 판의 굴절률은 1.498이였으며, 고굴절률 물질과 저굴절률
Fig. 2. RunSheet simulation.
물질은 각각 ZrO2와 SiO2이였다. 챔버의 기본진공은 2.5 × 10−5 torr이였으며, 코팅 실시 전에 기판의 표면 활성 화를 통한 부착력 향상을 위하여 이온빔 애칭 공정을 진 행하였다. 애노드 전압(anode voltage)과 애노드 전류 (anode current)는 각각 100V와 6A의 조건하에서 이온빔 을 120초간 조사시켰다. 이온빔 애칭 공정 후에 무반사 코 팅 공정을 진행하였으며 이때 ZrO2와 SiO2의 증착률은 각 각 0.6 nm/s와 1.5 nm/s이였다.
배치 간 코팅 조건의 일관성을 위하여 진공을 해제 후 챔버 문을 열고 차기 시료를 설치하고 챔버 문을 닫기까 지의 시간 간격을 10분으로 일정하게 유지하였다. 또한 전 자빔의 위치는 중앙에 위치시켜 dome 회전 시 야기되는 위치 편차에 따른 문제점을 개선시켰으며, 시료의 위치에 따라 코팅 결과가 달라질 수 있기 때문에 매 배치 간 시 료의 위치를 동일하게 설정하여 19번의 재현성 실험을 실 시하였다.
Fig. 4는 OMS 장비를 이용하여 광학적 모니터링 법을
적용하여 측정된 무반사 코팅의 19 배치의 재현성 결과이 다. 반사율 측정은 분광광도계(lambda 19, Perkin Elmer) 를 이용하여 측정하였다. Fig. 4(a)는 19개 시료에 대해 300~800 nm까지의 반사율을 모두 나타낸 그림이며, Fig.
4(b)는 395 nm 단파장 영역에서 19개 시료의 반사율의 변 화분포를 확인하기 위한 그래프이다. 첫 번째 배치의 결과 가 다소 장파장 쪽에 위치해 있으며, Run #8의 결과가 가 장 단파장 쪽에 위치해 있음을 확인할 수 있다 이외 모든 데이터는 Run #1과 Run #8 배치 사이에 반사율 그래프가 위치해 있는 것을 확인할 수 있다. 진공도가 나빠지게 되 면 스펙트럼이 통상 장파장 쪽으로 몰리게 된다. Run #1 의 결과가 장파장에 위치한 이유는 처음 코팅 시작에 따 른 첫 번째 시료에 나타나는 대표적인 진공도의 영향에 의한 결과로 사료된다. 19 배치 시료들의 반사율 측정결 과 밴드이동은 5.5 nm 이하였으며, 510 nm 근처에서의 반 사율 변화는 0.22%이었다. 특히 Run #1과 Run #8의 결과 를 제외하면 단파장 에지에서의 결과는 약 3 nm 이내 드
Fig. 3. (a) Vacuum evaporation chamber with OMS (Mars i 135), (b) Optical Monitoring System module.
Fig. 4. Reproductivity of AR coating on ophthalmic lens using OMS. (a) Reflectance graph of 19 batch samples, (b) Variation of
Reflectance spectra at shot wavelength region (
≈395 nm) for 19 batch samples.
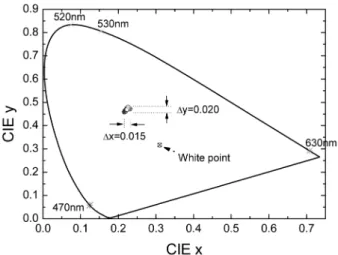
는 결과들이며, 19 배치 시료 모두 약 5.5 nm 이내의 밴드 이동 결과를 보이고 있다. Fig. 5는 19 배치 시료들의 CIE 값을 계산하여 그래프로 나타낸 것이다. 1931년 좌표계를 이용하였으며, 광원은 D55를 사용하여 계산하였다. 19 배 치 시료들에 대해 Δx=0.015와 Δy=0.02의 미세한 차이를 보이고 있으며, 거의 육안으로 칼라의 변화를 구별하기 어 려운 수준이었다.
결과적으로 기본이론의 랜덤에러 전산시늉에서 고찰되 었던 굴절률과 물리적 두께 0.5%의 랜덤에러 결과와 유사 한 결과임을 알 수 있었다. 수정진동자를 이용하여 전문 코팅 엔지니어가 무반사 코팅을 실시할 때 증착조건에 맞 게 매 배치마다 앞전 결과를 참고하여 물리적 두께를 조 절하여 증착하게 되는데 이 경우 통상 515 nm 정도의 밴 드이동을 보인다. 이에 비해서 광학적 모니터링 법에 의해 증착된 무반사 코팅 결과는 전문 코팅엔지니어가 아닌 일 반 엔지니어가 증착해도 동일한 결과를 얻을 수 있기 때 문에 본 연구에서 얻어진 결과는 굉장히 우수한 결과로 판단된다. 또한 OMS를 이용한 코팅법은 수정진동자를 이 용한 코팅법과 코팅 제어방법론의 차이이기 때문에 필드 에서 사용할 때는 부착력 등의 문제에 대해 이미 충분한 검증이 이루어져 양산하고 있기 때문에 문제가 되지 않을 것으로 사료된다.
결 론
광학적 두께가 λ/4 보다 적은 층을 보이는 무반사 코팅 에대해서 Optical Monitoring System(OMS)를 이용한 광학 적 모니터링 법을 적용하기 위한 전산시늉을 실시하였다.
비록 무반사 코팅의 코팅 스펙상 광학적 두께가 λ/4 보다 적은 층수들이 존재하지만 전산시늉 결과 광학적 모니터 링 법이 적용될 수 있음을 확인하였으며, 랜덤에러 전산시 늉을 통해 우수한 재현성을 예측할 수 있었다. 현장에서 실시되는 코팅조건과 유사하게 제작된 19 배치의 무반사 코팅 결과 밴드이동은 5.5 nm 이하였으며, 510 nm 근처에 서의 반사율 변화는 0.22%이었다. 결론적으로 0.5% 정도 의 오차범위 내에서 모든 시료들이 제작되고 있음을 알 수 있는데 이와 같은 결과로부터 광학적 모니터링 법이 무반사 코팅에도 적용될 수 있음을 확인할 수 있었으며, 우수한 재현성이 나타남을 확인하였다.
참고문헌
[1] Macleod H.A., “Thin-Film Optical Filters”, 3rd Ed., Insti- tute of Physics Publishing, Philadelphia, USA, pp. 12- 54(2001).
[2] 성풍주, “옵토메트리개론”, 대학서림, 3판, 서울, pp. 133- 137(2009).
[3] 강현식, “안경재료학”, 신광출판사, 5판, 서울, pp. 257- 268(2010).
[4] Jung B.-Y., Lee J.-H., Jung S.-G., Chun B. J., and Hwangbo C. K., “Optimization of Optical Monitoring of Non-quar- terwave stacks Using Admittance”, Optical Interference Coatings, Optical Society of America, paper WC1(2007).
[5] Abdul Wajid, “On the accuracy of the quartz-crystal microbalance (QCM) in thin-film depositions”, Sensors and Actuators, 63(1):41-46(1997).
[6] Shivalingappa L., Srinivasan M. P., and Mohan S., “Digital mixer for quartz crystal thickness monitor”, Vacuum, 47(1):87-89(1996).
[7] 황보창권, 박막광학, 다성출판사, 서울, pp. 266-269(2001).
[8] Thin Film Center, “THE ESSENTIAL MACLEOD”, http:/
/www.thinfilmcenter.com/essential.html.
Fig. 5. CIE coordinator of 19 batch samples.
Anti-reflection Coating using Optical Monitoring System
Boo-Young Jung
Department of Optometry, Chung Cheong University
(Received August 9, 2010: Revised April 21, 2011: Accepted June 18, 2011)
Purpose: In this paper, the reliability and reproductivity of anti-reflection (AR) coating on ophthalmic lens using optical monitoring system (OMS) were investigated. Methods: The random error simulation and RunSheet performance in Essential Macleod software to confirm possibility of AR coating using OMS were performed. The coating process of 19 batches was carried out in order to perform reproductivity test of AR coating after simulation process. Results: As a result, the coating results of 19 batches had shown the excellent reproductivity of about 0.5% error. Conclusions: We confirmed the excellent reproductivity and reliability of AR coating on ophthalmic lens using optical monitoring system from our results.
Key words: Optical coating, Anti-reflection coating, Ophthalmic lens, Optical monitoring system