원료의 배합 비율에 따른 펄프몰드 구조 및 흡수성 변화 연구
성용주·김동성·이주엽·백민석·이지영
1†접수일(2018년 10월 8일), 수정일(2018년 10월 21일), 채택일(2018년 10월 22일)
Study of the Changes in the Structure and the Water Absorption Properties by the Pulp Mixing Ratio
Yong Joo Sung, Dong Sung Kim, Joo Yub Lee, Min Seok Baek, and Ji Young Lee
1†Received October 8, 2018; Received in revised form October 21, 2018; Accepted October 22, 2018
ABSTRACT
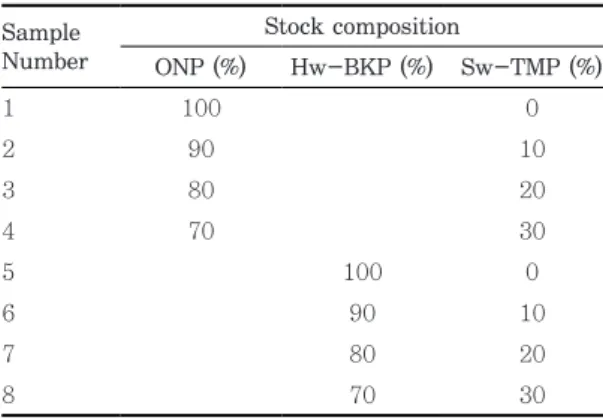
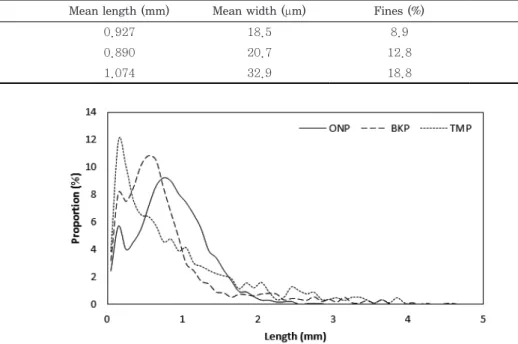
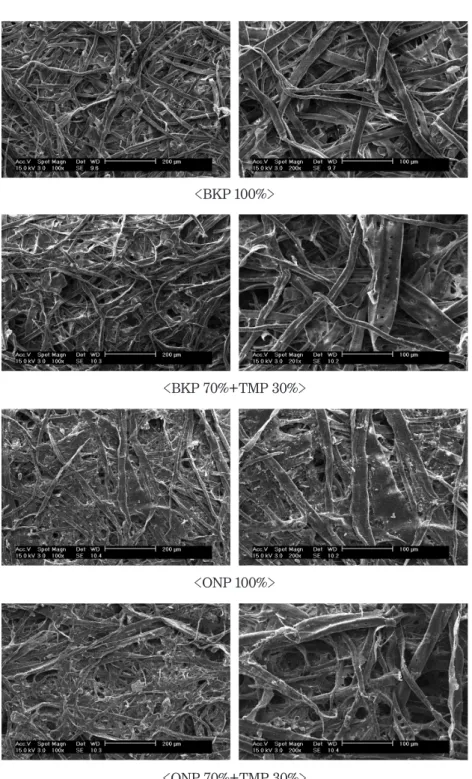
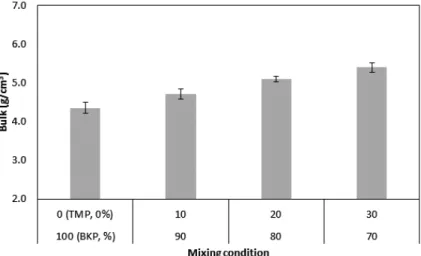
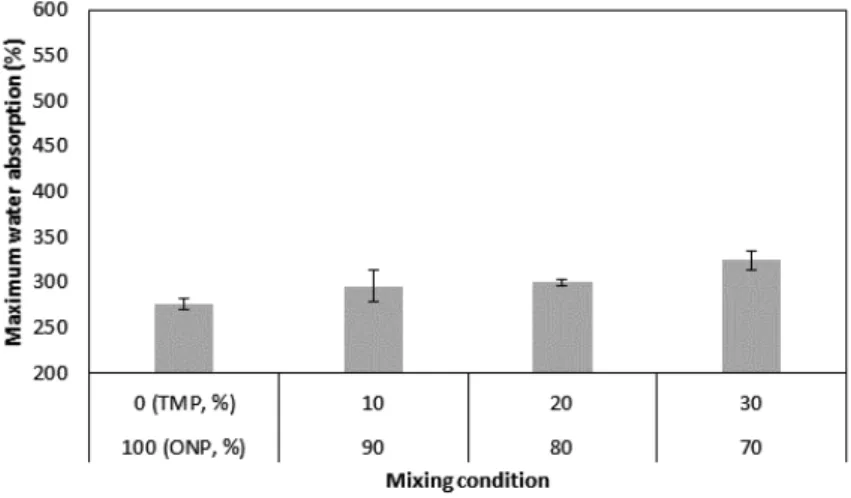
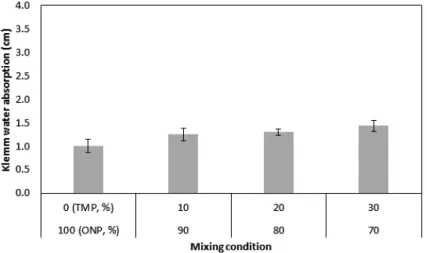
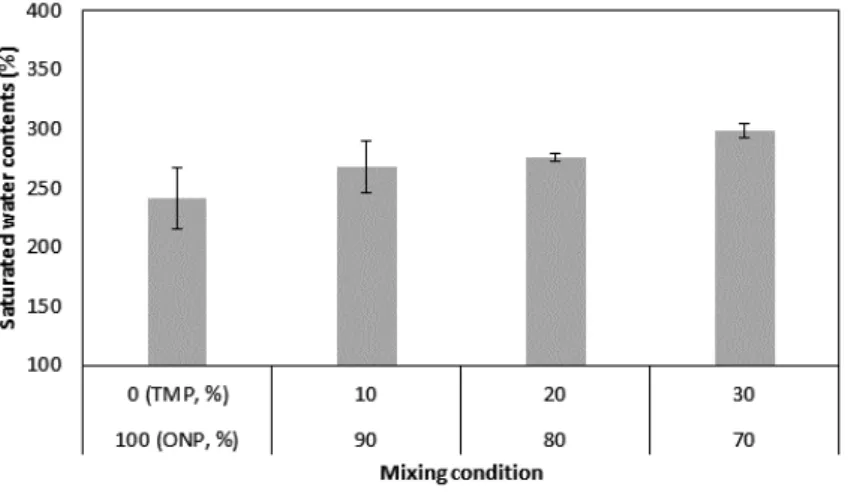
The effects of pulp types on the structure and the water absorption properties of pulp mold were investigated. The ONP (old newspaper recycled pulp), Sw-TMP (softwood thermomechanical pulp), Hw-BKP (hardwood bleached kraft pulp) were selected for this study. The pulp mold samples were prepared by using the laboratory wet pulp mold sim- ulator. The pulp mold samples made with ONP showed lower bulkiness, lower Klemm water absorption property, lower maximum water contents and lower saturated water contents than those of the pulp mold made with Hw-BKP, which might be originated from the lower hydrophilicity and the higher ash contents of ONP. The addition of Sw- TMP increased the bulk and the water absorption properties of the pulp mold samples made with ONP. However, in case of the pulp mold samples made with Hw-BKP, the higher addition of Sw-TMP resulted in the lower Klemm water absorption and the lower saturated water contents. These results showed that the structural properties and the water absorption properties of pulp mold could be controlled by the raw materials de- pending on the fiber properties.
Keywords: Pulp mold, bulk, fiber property, water absorption property, saturated water content
• 충남대학교 농업생명과학대학 환경소재공학과(Department of Biobased Materials, College of Agriculture and Life Science, Chungnam National University, Daejeon 34134, Republic of Korea)
1 경상대학교 환경재료과학과/농업생명과학연구원(Department of Environmental Materials Science/IALS, Gyeongsang National University, Jinju, 52828, Republic of Korea)
† 교신저자(Corresponding Author): E-mail: [email protected]