특별기획
(I)
한 종 훈
서울대학교 화학생물공학부, chhan@snu.ac.kr
21세기에들어서서 산업단지의 농도 규제, 폐기물 처리 규제 등의 사후오염처리 중심이 친환경설계 또 는 공정의 개선 등의 사전 오염저감 중심으로 변화함에 따라 생산 전 과정에 걸친 사전오염저감 및 기업간 연계 를 통한 효과 제고가 필요하게 되었다. 또한, 고유가 등 국제에너지 시장 불안 증대 및 기후변화협약 등 국제환 경규제 강화됨으로써 자원 에너지 사용의 효율성 증대 및 순환적 활용의 필요성이 대두되고 있다. 아울러 산업 단지의 오염물질 배출로 인한 지역사회 피해 및 NGOs와의 갈등이 심화됨에 따라 산업단지의 환경적 사회적 책 임이 증대되고 지역사회와의 공생을 위한 노력이 필요하게 되었다.
‘지속 가능한 산업발전(sustainable industrial development)’은 산업단지를 둘러싼 이러한 환경패러다임의 변 화로 인하여 등장한 개념으로서, 이에 대한 정의는 다양하나 그 중 환경, 경제, 지역 사회간의 균형이라는 개념이 국제적으로 널리 통용된다. 과거의 산업발전이 생산과 소비를 극대화시키는 방향으로 추진되었다면, 앞으로는 자원 효율성뿐만 아니라, 환경과 경제, 지역 사회 간의 조화를 추구하는 것이 기업 뿐 아니라, 인류의 생존을 위 해서도 중요하게 인식되고 있다. 지속가능 산업발전 달성 개념도에 따르면 지속가능 발전을 위한 대응 방법은 폐기물 처리, 오염 조절, 재순환, 폐기물 최소화, 오염 방지, 청정생산, 생태산업단지의 순서로 진화하였으며, 진 화가 거듭됨에 따라 지속 가능한 발전을 더 효율적으로 가능하게 한다.
지속가능 산업발전을 위한 모델중의 하나인 생태산업단지(EIP, Eco-Industrial Park)는 산업생태학의 개념을 산업단지에 도입하여 산업단지자체가 청정생산이 되도록 단지를 설계, 개발, 운영함으로써 높은 환경적, 경제적, 사회적 편익을 추구하는 산업단지를 의미한다. 즉, 기업과 기업의 생태학적 연결을 통해 물질 및 에너지의 사용 과 오염물 발생을 최소화하는 유기적 관계로 구성된 산업단지로 기업에서는 단독으로 환경개선활동을 하는 것 보다 몇 배의 오염물 저감효과와 생산성 향상을 부수적으로 얻을 수 있으며, 국가에서도 기업에 대한 개별지원 보다 많은 성과를 거둘 수 있다. 또한, 생태산업단지 구축을 통해 단지는 물론 기업과 지역사회, 종업원과 주민이 융화되는 형태로 발전할 수 있다는 것이 해외 사례를 통해 입증되고 있다.
생태산업단지는 덴마크의 칼룬보그 산업공생체에서 시작되었으며, 유럽, 북미주, 일본 등 선진 공업국은 물론 아시아와 중남미 등지의 개발도상국에서도 정부의 적극적인 지원 하에 추진되고 있다. 우리나라는 산업자원부가 3단계에 걸쳐 15년간 우리나라 산업단지를 생태화하기 위한 계획을 수립하였으며, 1단계는 2005년에서 2009년 까지 생태산업의 시범단지를 선정하여 산업 단지 내 기업간의 물질, 에너지 및 부산물을 유기적으로 연결토록 네트워크 구축 시범사업을 추진할 예정이다. 현재, 여수, 울산, 포항, 반월/시화, 청주산업단지를 시범단지로 선정
하여 향후 5년간 기존 산업단지를 생태산업단지로 전환하기 위한 사업을 추진하고 있다. 2단계는 2010년에서 2014년까지 1단계의 시범사업 결과를 활용하여 보다 많은 산업단지로 자원순환 네트워크를 확산할 계획이며, 최 종적으로 3단계에서는 기획 및 설계단계부터 산업 생태학적 관점에서 자원 순환형 산업단지를 조성함으로써 한 국형 생태산업단지를 구축할 계획을 가지고 있다.
본고에서는 자원은 무한하고 폐기물은 불가피한 결과물이라는 가정에 바탕을 둔 선형 구조의 전통 산업단지 의 개념에서 산업 간의 물질 및 에너지 흐름을 네트워크 구조로 이해한 생태산업 네트워크에 대한 새로운 패러 다임을 소개한다. 이어서, 생태산업단지의 핵심 사업으로 인식되어 있는 에너지, 용수, 물질의 부산물 교환(By- Product Exchange, BPX) 가운데, 수소와 용수 재활용 네트워크에 대한 기술과 국내외 현황 및 최신 연구동향 을 소개하고자 한다. 아울러, EIP 구성요소의 지리적 근접성을 전제 조건으로 환경적, 경제적, 사회적인 관점에 서 산업단지의 ‘집단적 최적화’를 생태산업단지의 근간으로 이해하는 관점에서 현 단계 시범사업의 생태산업단 지 설계를 위한 의사결정 지원시스템에 대하여 소개하고자 한다.
생태산업개발에서 네트워크
생태산업개발은 국가적으로는 자원효율성을 높이 고 환경영향을 줄이며 입주업체에게는 원부자재 구매 비용과 폐기물 처리비용을 절감할 수
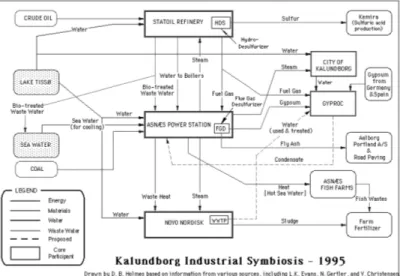
있는 기회를 제공하고 지역사회와의 유대를 증진시키는 여러 가지 긍정적 인 측면이 있다. 이러한 생태산업개 발을 여타 산업개발과 구분 짓는 주 요 특징 중에 하나가 산업 간의 물질 및 에너지 흐름을 선형구조가 아닌 네트워크 구조로 이해하고 이를 이용 한다는 점이라 할 수 있다. 예를 들어 생태산업공생의 고전적인 예 중의 하 나인 Kalundborg의 경우 정유, 열병 합발전, 폐수처리 시설들이 주변의 석회공장, 양식장, 비료생산 공장 등 과 에너지, 용수 및 부산물의 흐름으
로 연결되어 있는 것을 볼 수 있다[그림 1]. 환경계로 바로 연결되었을 이러한 흐름들을 산업네트워크 내의 구성요소간의 연결로 대체함으로써 자원의 사용과 환 서 상 원
Department of Bio-based Products, University of Minnesota sangwon@umn.edu
그림 1. Flow Diagram of Kalundborg EIP(courtesy D.B. Holmes).
특·별·기·획(Ⅰ)
경오염을 동시에 줄이고자 하는 것이 생태산업단지의 부산물 교환시스템의 목적이라 할 수 있다. 이러한 네 트워크에 기반한 시스템적 사고는 비단 생태산업개발 뿐만 아니라 산업생태학 전반에 걸쳐 하나의 학문적 근간으로 인식되고 있다.
산업생태학에서 추구하는 자원이용의 패러다임은 채취, 가공, 사용 그리고 폐기로 이어지는 전통적인 선 형 패러다임이 아니라 산업시스템내의 네트워크상에 서 자원이 순환하게 되는 닫힌 고리형 패러다임이라 할 수 있다. 공장내의 용수재이용 계획이나, 제품의 재 활용을 고려한 설계(Design for Recycling: DfR), 산 업간의 부산물교환(By-Product Exchange: BPX) 또는 일본에서 시행되고 있고 우리 정부도 기획하고 있는 자원순환기본법이나 국가자원순환기본계획도 서로 다른 규모에서 추진되고 있지만 모두 산업생태 학에서 추구하고 있는 닫힌고리구조의 자원활용이라 는 측면에서 이해할 수 있을 것이다.
네트워크 이론의 발전
네트워크이론은 현상을 이해함에 있어서 두 개별 속성간의 인과관계를 통해 현상을 설명하기보다는 개 별 구성요소간의 관계와 상호작용을 통해 현상을 이 해하는 이론이라 할 수 있다. 네트워크이론은 이미 지 난 백년 넘게 여러 분야에서 그 학문적 기초가 만들어 져 왔으나 특히 최근 들어 그동안 완벽하게 설명되지 못했던 여러 가지 복잡계의 현상들을 풀어나가는 열 쇠로서 활발히 연구되고 있다. 최근 네트워크이론의 대중적 관심의 기폭제가 된 계기는 그 동안 여러 문 분야에서 개별적으로 연구되어오던 자연적으로 발생 된 네트워크들이 일단의 공통된 발현적 특성 (emergent properties)을 갖는다는 것이 알려지면서 부터라고 할 수 있다. 네트워크이론은 전통적으로 신 경학, 생태학, 병리학, 의학, 정보과학, 사회학, 문헌학, 전자공학 등의 분야에서 개별적으로 연구되어 왔다.
그러던 것이 최근의 학제간 연구에 힘입어 과학저널 의 인용네트워크 및 공저자 네트워크, world-wide
web의 컴퓨터 간 네트워크, 유전자의 단백질 간 상호 작용 네트워크, 인간관계 네트워크, 전력공급망 네트 워크, 먹이사슬 네트워크 등 실재하는 네트워크들은 무작위로 만들어진 네트워크와 구별되는 몇 가지 공 통된 주요 특성이 존재한다는 것이 알려지게 되었다.
이러한 시스템 수준에서 발현되는 실재하는 네트워크 의 특성은 각 개별 구성요소만을 놓고 보았을 때는 관 찰되지 않고 구성요소간의 상호관계로 엮인 네트워크 를 통해서만 관찰되는 자기조직(self-organization), 회 복력(resilience), 견고성(robustness)등의 유용한 특 성을 구성하는 속성으로 알려져 있다.
예를 들어 실재하는 네트워크의 대표적인 특성이라 고 할 수 있는 power-law distribution 특성은 각 네 트워크의 구성요소가 다른 구성요소들과 갖는 연결 또는 관계의 숫자를 나타내는 vertex degree의 확률 분포가 log-log그래프에서 선형적으로 표현된다는 것 인데[그림 2], 간단히 말해 이러한 성질은 극소수의 구성요소가 절대 다수의 구성요소와 연결되어 있고 절대 다수의 구성요소는 오직 소수의 구성요소와만 연결되어 있는 네트워크의 구조적 특성을 표현한다고 할 수 있다. 네트워크의 구성요소들을 무작위적으로 제거하고 네트워크간의 평균거리의 변화를 살펴보면
그림 2. Power-law Distribution of Naturally Occurring
Networks.
이러한 특성을 갖는 네트워크는 상당한 부분의 구성 요소가 제거되더라도 평균거리의 변화가 상대적으로 적은 것을 알 수 있다[그림 3]. 이 결과를 world-wide web의 경우에 적용하면 인터넷상의 컴퓨터를 무작위 로 추출하여 차례차례 마비시키더라도 상당수의 컴퓨 터가 마비될 때까지 전체 인터넷망의 성능은 대체로 유지된다고 해석할 수 있다. 그러나 그림에서 보듯이 절대 다수의 컴퓨터와 연결되어 있는 컴퓨터들부터 차례로 마비시키면 전체 네트워크의 연결력은 와해되 고 그 성능은 급격하게 떨어지게 된다.
산업생태학이 산업시스템의 모델로 삼고 있는 생태 계를 연구하는 학문인 생태학에서도 네트워크 이론이 활발히 연구되고 있다. 피식자(prey)와 포식자 (predator)의 관계를 나타내는 먹이그물(food web) 에서의 물질 및 에너지 대사구조(metabolic structure) 를 보면 각 영양단계(trophic level)마다 물질 및 에너 지의 흐름이 여러 먹이를 포식하는 범포식자 (generalist)와 특정먹이만을 포식하는 특수포식자 (specialist)를 거치며 복잡하게 연결되어 있음을 볼 수 있다. 생태계내의 물질 및 에너지의 흐름을 연구하 는 학문분야중의 하나인 생태네트워크분석 (Ecological Network Analysis)은 생태계구성요소들
간의 물질 및 에너지 흐름을 정량화하여 이를 분석함 으로써 생태계의 대사구조를 설명하기도 한다.
네트워크이론과 생태산업단지의 물질흐름 구조 네트워크이론이 생태산업단지의 계획과 관리에 있 어서 시사하는 것은 무엇인가? 첫째, 유연성의 중요성 이라 할 수 있다. 자연계와 경제계는 모두 여러 가지 변수들에 의해 조율되고 변화하는 역동적인 시스템들 이다. 이러한 시스템에서 발생한 네트워크들은 계획 된 네트워크에서 볼 수 있는 경직성보다는 변화에 항 상 대처할 수 있는 유연성을 필요로 한다. 예를 들어 생태계의 포식자와 피식자의 개체 수는 여러 가지 요 인에 의해서 증감을 거듭하는데 그럼에도 생태계의 물질 및 에너지 흐름 구조가 상대적으로 안정되게 유 지될 수 있는 중요한 이유 중의 하나는 여러 가지 대 안먹이사슬(alternative food chain)이 있어 특정 피 식자의 개체가 감소하더라도 다른 경로를 통해 물질 및 에너지를 취득할 수 있기 때문이다. 다양한 경로의 우회로가 확보되어 있는 유연한 네트워크구조가 아니 라면 생태계가 보여주고 있는 항상성(homeostasis)과 회복력은 쉽게 무너질 수 있다. 같은 맥락에서 자생 네트워크에서 관찰되는 power-law distribution의 특 성도 유연성의 관점에서 해석할 수 있다. 이러한 네트 워크에서 소수지만 절대 다수의 구성원과 연결된 소 위 super node는 먹이그물의 범포식자와 마찬가지로 필요에 따라 여러 가지 우회로를 제공해주는 통로라 고 할 수 있다.
둘째, 자발적인 참여와 동기부여의 필요성을 꼽을 수 있겠다. 위에서 살펴본 자생적 네트워크들은 모두 계획된 것이 아니라 양자간 상호 연결이 거듭된 결과 로 자연 발생한 네트워크들이다. 계획된 네트워크는 앞에서 말한 네트워크의 경직성과 뿐만 아니라 구성 원들로부터 강한 동기를 이끌어 내기 어렵다는 단점 이 있다. 자연발생적 네트워크가 만들어지는 원동력 은 상호 관계를 통한 개별 구성원의 편익 추구에 있 다. 대부분의 자연발생적 네트워크에서 개별 구성원
그림 3. Attack Simulation of a Network with the Power-
law Distribution Characteristics.
특·별·기·획(Ⅰ)
은 거시적인 차원에서 관찰 되는 네트워크의 존재를 인식하지 못한 상태에서 다른 구성원과 상호작용하게 되며, 이 경우 개별 구성원은 전체 네트워크의 구조라 든가 기능에는 관심이 없다. 개별 구성원은 자신의 편 익 추구라는 강력한 동기를 가지고 상호작용에 참여 하며 이러한 구성원들의 상호작용들이 집합적으로 유 용한 성질을 갖는 네트워크를 이루는 것이다. 개별 구 성원의 동기가 결여되었을 경우 작은 문제에도 전체 네트워크는 쉽게 와해되며 다시 쉽게 네트워크를 구 성하지 못하게 된다. 개별 구성원의 편익추구라는 동 기를 가지고 자발적으로 맺어진 네트워크는 만약 와 해되더라도 곧 구성원들이 자발적으로 다시 네트워크 를 구성하게 된다.
셋째, 부산물 교환망의 중요성을 덧붙일 수 있겠다.
지난 30년간 여러 생태시스템의 실측 데이터를 통해 일관되게 입증되고 있는 것 중에 하나가 안정되고 성 숙한 생태시스템일수록 영양물질의 내부순환이 늘고 외부로부터 유입되는 영양물질에의 의존도가 줄어든 다는 것이다. 그 의미를 공학적인 관점에서 보면 여러 요인에 의해 수시로 변화하는 외생 독립변수(시스템 으로 유입되는 영양물질의 양)를 더 통제하기 쉽고 안정된 내생 종속변수(시스템 내에서 recycle되는 영 양물질의 양)화 시키는 과정이라고도 할 수 있겠다.
이를 생태산업단지에 비유하면 공급안정성이 낮고 가 격상승요인이 높은 원부자재의 일부를 네트워크 안에 서의 내부순환을 통해 공급하도록 함으로써 원부자재 의 안정적 확보를 도모하는 경우를 생각할 수 있을 것 이다. 이러한 내부순환이 시스템 전체에 걸쳐 활발히 진행되면 갑작스런 공급중단이나 가격충격과 같은 외 부요인의 급격한 변화에도 전체 시스템을 안정적으로 운전하는데 도움을 줄 수 있다.
앞으로의 발전방향
이제까지 살펴본 네트워크 이론의 생태산업개발에 의 적용은 이제 막 그 가능성을 탐색하고 있는 걸음마 단계에 있다. 그런 만큼 흥미로운 연구의 가능성이 많 이 열려있다고도 할 수 있겠다. 네트워크이론의 관점 에서 본 생태산업개발 분야의 연구방향을 다음 몇 가 지로 생각해 보았다.
첫째, 하이브리드 방법에 대한 연구: 본고에서 강조 한 상향식(bottom-up)접근 못지않게 하향식(top- down)접근도 여러 가지 장점을 가지고 있다. 예를 들 어 계획된 생태산업단지는 국가균형개발, 고용창출, 환경개선과 같은 목표를 달성하는데 전략적으로 활용 될 수 있다. 따라서 자생적 생태산업단지와 계획 생태 산업단지의 장점들을 동시에 살릴 수 있는 하이브리 드 모델에 대한 연구가 유용하리라 생각된다.
둘째, 입주업체의 자발적인 부산물 교환망 구축을 유도하기 위한 법적, 제도적 장치에 대한 연구: 앞에 서도 살펴보았듯이 개별 입주업체의 편익 실현과 이 를 위한 자발적인 참여가 네트워크 형성에 있어서 무 엇보다 중요하다. 업체들이 부산물교환에 참여하는 동기는 무엇인지, 부산물 교환망 구축을 활성화하기 위해 필요한 법적, 제도적 장치는 어떤 것들인지에 대 한 연구가 필요하리라 생각된다.
셋째, 실제 데이터를 바탕으로 한 우리나라 산업 네 트워크의 자원이용구조 국제비교: 아직까지 실제 데 이터를 바탕으로 한 산업 네트워크의 물질흐름 구조 에 대한 연구는 많지 않다. 천연자원이 부족한 우리나 라의 자원이용구조를 물질흐름분석(Material Flow Analysis: MFA)으로 분석하여 산업단지 및 국가 차 원의 자원효율성을 산업구조적 측면에서 외국과 비교 하는 연구는 큰 의미가 있다고 생각된다.
머리말
국내 석유화학산업계는 강화되고 있는 환경규제, 원유가 상승으로 인한 비용 증가, 인도 및 중동시장의 저가제품의 공격적 수출로 인하여 국제 경쟁력이 저 하됨에 따라 산업의 지속적인 성장이 심각하게 위협 받고 있다. 이러한 문제를 해결하는 한 방안으로써, 지 속 가능한 산업발전을 위한 모델로 ‘생태산업단지’가 등장하였다. 생태산업단지 구축의 핵심적인 부분은 기존 산업단지의 물질, 에너지 사용 효율을 극대화하 고 환경배출물질을 저감하기 위하여 부산물, 폐기물 의 재활용하는데 있다. 현재 기업간, 혹은 작게는 공장 간에 생성/소비/회수되는 부산물을 재활용하여 부산 물의 부가가치를 극대화하는 관련기술이 일본이나 유 럽을 중심으로 개발되고 있는데, 특히 일본의 경우 최 근 5년간 4,000억원의 대대적인 투자를 통하여 막대한 성과를 거두고 있다.
부산물 가운데, 차세대 에너지원으로 각광 받고 있 는 수소는 모든 석유화학단지에서 공통적으로 생산 혹 은 소비되고 있는 원료물질로써 국가적인 차원에서 에 너지 자원의 대외의존도를 낮추고, 에너지 안보에 기 여함과 동시에 대기 오염 및 온실가스 배출을 획기적 으로 낮출 수 있는 에너지 운반자로서 중요한 위치를 차지하기 때문에 향후 폭발적인 수요가 예상된다.
현재 석유화학단지 내에서 발생하고 있는 수소는 공정 내에서 특별한 수소의 수요처가 없어 연료로 사 용되는 경우가 대부분이어서, 연료로 사용되는 상당 량의 부산물 수소를 공정의 원료로 재활용할 경우 그 가치를 극대화 할 수 있다. 본고에서는 석유화학단지
내 수소의 발생/소비공정을 소개함으로써 수소 재활 용을 위한 최적의 교환망 구축 대상을 파악하고, 수소 재활용 교환망 구축을 위한 주요 기술을 소개하고자 한다.
수소 발생 및 소비를 통한 수요 예측
현재 수소를 제조하는 경제성이 가장 높은 방법은 스팀 개질로써 전체 수소 생산량의 48%를 차지하며, 그 외에 석유제품 이용이 30% 그리고 전기분해에 의 한 시장점유율이 4%를 차지한다. 국내에서 유통되는 수소는 대부분 석유 화학공정 중 부산물로 생성된 것 으로 가스 공급업체에 의해 정제, 충전되어 시중에 공 급되고 있다.
전 세계의 수소 생산량은 연간 약 5천억Nm3 규모 이며, 세계 수소시장의 약 70%이상을 미국과 유럽의 다국적 기업인 Air Product & Chemical, Air Liquid, BOC Group 등이 점유하고 있다. 수소는 주로 암모니 아, 메탄올과 같은 석유화학 제품을 생산하는 화학용 공정의 원료로 사용된다.
2020년경 세계 수소시장의 규모는 연간 총 2.1억 톤 으로 현재 규모의 약 5배까지 증가할 전망이며 현재 미국의 수소 수요는 연간 9백만 톤 규모이나, 2040년 경 미국 내 연료전지 자동차가 약 1억대까지 증가하 고, 또한 2천5백만 가구에 대한 전력 공급이 수소로 이루어진다고 가정하면 수소의 수요는 연간 4천만 톤 에 이를 것으로 전망된다. 일본의 경우에는 2030년경 연료전지 자동차에 연간 62만8천 톤, 발전용 연료전지 에 연간 292만3천 톤 등 총 415만 톤 규모의 수소가 정창현, 이철진, 홍선주, 한종훈
서울대학교 화학생물공학부
{hyun1002, cjlee99}@snu.ac.kr, cool317@freechal.com, chhan@snu.ac.kr
특·별·기·획(Ⅱ)
필요할 것으로 예상하고 있다. 현재 국내 수소 생산량 은 연간 57만 톤 규모로 납사 크래킹에 의해 대규모 석유화학 단지에서 생산되고 있으며, 생산된 수소는 자체적으로 원료로 재활용되거나 공정 내에서 연료로 수소가 사용되어 수급이 거의 일치하고 있는 상황이나 수소에너지 시대의 도래로 수소의 수요는 크게 증가할 전망이며 이에 대한 연구가 필요한 상황이다.
석유화학단지내의 수소 발생 및 소비공정
일반적으로 석유화학단지의 정유 공장에서는 탈황 이나 기타 공정 등 수소를 첨가하는 공정에서 대량의 수소가 필요하며, 에틸렌, 프로필렌을 생산하는 석유 화학공장의 NCC 공정에서는 대량의 수소가 발생한 다. 또한 기타 공장에서는 염소 제조 시 대량의 고순 도 수소가 발생하며, 수소를 원료로 사용하는 공정에 서는 수소제조업체로부터 수소를 구매하여 사용하고 있다. 석유화학 공장의 몇가지 예를 들어보면,
● 에틸렌 공정(Naphtha Cracking Unit)
원유를 정제하여 생산된 나프타를 주원료로 고온에 서 열분해반응 후 급냉공정, 압축공정, 정제공정을 거 쳐 주요제품인 에틸렌, 프로필렌과 여러 종류의 부산 물(C4혼합물, 중질연료유, 수소, 메탄 등)을 생산하는 공정이다. 이때 부산물로 수소가 대량으로 발생한다.
● 수첨탈황공정(Hydrodesulfurization Unit)
촉매와 수소를 이용하여 나프타, 등유, 경유 속에 포 함되어 있는 불순물을 제거하고 불포화 탄화수소를 포화시키는 공정이다. 이 공정은 나프타, 등유, 경유를 처리하며, 접촉개질공정의 원료유가 되는 Treated 나 프타를 생산한다.
● 접촉개질공정(Platforming Unit)
옥탄가가 낮은 경질유분의 탄화수소 구조를 바꾸어 옥탄가가 높은 유분으로 변환시키는 방법을 리포오밍 (Reforming)이라고 한다. 리포오밍의 대표적인 방식 이 접촉개질법이다. 접촉개질공정은 저옥탄가의 나프 타를 백금계 촉매하에서 수소를 첨가, 반응시킴으로 써 휘발유의 주성분인 고옥탄가의 접촉개질유
(Reformate)를 생산하는 공정이다. 접촉개질유에는 방향족화합물이 다량 함유되어 있으므로 벤젠, 톨루 엔, 자일렌을 생산하기 위한 방향족 추출공정의 기본 원료로도 사용된다.
● CA공정(Chloro-Alkali의 약자로서 염소(Chlorine)와 가성소다(Caustic, Sodium Hydroxide)를 총칭하는 말) 염소와 가성소다를 정제된 소금물을 전기 분해하여 제조하고 있으며, 전해조는 Frame, 양극, 음극과 이 를 구분해주는 Membrane으로 구성되고, 양극에서는 염소가 생성되며 음극에서는 가성소다와 수소가 생성 된다.
수소 재활용 교환망 구축 필요 요소 기술
수소 물질 교환망 구성을 위해서는 원하는 스펙(순 도, 양)에 맞는 효율적인 수소의 분리 정제/회수 기술, 교환망 설계 기술과 더불어 구축 이후, 수요처와 공급 처가 안정되게 수소를 주고 받을 수 있도록 최적의 조 업관리기술이 함께 적용되어야 한다.
1) 수소 분리 정제/회수 기술
● PSA 공정(Pressure Swing Adsorption)
수소정제를 위한 PSA 프로세스는 가스상태의 높 은 압력에서 불순물의 흡착이 이루어지고, 낮은 압력 에서는 탈착되는 원리를 이용한 것이다. 수소는 불순 물에 비해 상대적으로 적은 양이 흡착되는데, 이때 분 리를 위한 원동력은 공급물과 테일가스(tail gas)에 함유되어 있는 불순물의 분압의 차이가 되며, 수소의 분리를 위한 공급물과 테일가스 간의 최소 압력비는 4:1이다.
PSA 장치의 생성물인 수소의 경우 원료의 압력근 처에서 분리된다. PSA 분리는 크로마토그래피 장치 와 유사하며, 가벼운 불순물은 생성물의 처음에서 나 타나고, 순차적으로 흡착력이 강한 물질들이 나타나 게 된다. PSA 공정의 두 가지 이점은 어떤 수위로도 불순물을 제거할 수 있다는 것과, 매우 높은 순도의 수소를 얻을 수 있다는 점이다.
정유산업에 쓰이는 PSA 장치에서 원료의 최적압 력범위는 200~400psig이며, 테일가스 압력은 낮으면 낮을수록 좋으나, 높은 회수를 위해서는 2~5psig가 일반적으로 요구된다. 전형적인 PSA 수소생성물 순 도는 99%부터 99.999vol-%이다. PSA로 얻어지는 수소 회수는 최적의 운전시 80~92%정도를 달성가 능하며, 테일가스의 압력이 상대적으로 높은 40~80psig에서는 60~80%의 수득율을 얻을 수 있다.
미국의 UOP사는 병렬흡착 탑 방식의 Polybed PSA 공정을 이용하여 고순도의 수소를 생산하고 있 으며, 국내에서는 UOP와 Sumitomo 등의 PSA 공정 을 도입하여 고순도 질소와 산소를 분리정제하고 COG(coke oven gas) 및 석유화학 공정 중의 고순도 수소를 분리 정제하는 공정에 사용하고 있다.
● 막분리 공정(Membrane separation)
막분리 공정은 원료가스 내 물질들의 상대적인 투 과율의 차이를 이용하는 방법이다. 원료 내에 있는 수 소와 같은 투과력이 높은 물질은 막의 높은 압력을 가 지는 편에서 낮은 압력을 가지는 부분으로 이동하기 위해 막을 통과하는데, 먼저 가스 상태인 이들 성분은
막에 용해된 후, 다음 투과 가능한 편으로 확산된다.
반면, 투과력이 낮은 탄화수소 물들은 높은 압력을 가 지는 편에 남아있게 되는데, 이처럼 분리의 원동력은 막의 양쪽 간 분압 차이이며 분압 차이가 클수록 높은 회수율을 얻을 수 있다.
분리에 사용되는 고분자막은 초산섬유소(cellulose acetate), 폴리아세테이트(polyacetate), 폴리서포네 이트(polysulfonate), 폴리아마이드(polyamide) 등이 다. 막분리시스템을 통하여 90~95% 순도의 수소를, 85~90%의 수율로 얻을 수 있다. 더 높은 회수율을 위해서는 투과막면적을 증가시켜야 하며, 투과막 시 스템의 경우, 원료 조성이 변화하게 되면 수소 순도에 큰 영향을 준다. 또한, 막에 충격을 입힐 수 있는 무거 운 성분을 제거하기 위해서는 예열시스템이나 별도의 분리장치가 필요하다.
● 극저온 공정(Cryogenic Process)
극저온 공정은 낮은 온도에서의 휘발성 차이를 이 용하여 원료가스를 분리해내는 프로세스이다.
가장 간단하면서 널리 쓰이는 저온장치는 부분 냉 각 장치(partial condensation process)이며, 이는 원
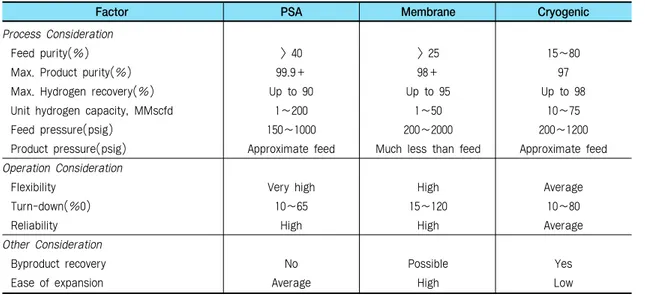
Process Consideration
Feed purity(%) > 40 > 25 15~80
Max. Product purity(%) 99.9+ 98+ 97
Max. Hydrogen recovery(%) Up to 90 Up to 95 Up to 98
Unit hydrogen capacity, MMscfd 1~200 1~50 10~75
Feed pressure(psig) 150~1000 200~2000 200~1200
Product pressure(psig) Approximate feed Much less than feed Approximate feed Operation Consideration
Flexibility Very high High Average
Turn-down(%0) 10~65 15~120 10~80
Reliability High High Average
Other Consideration
Byproduct recovery No Possible Yes
Ease of expansion Average High Low
F.Liu and N.Zhang, “Strategy of Purifier Selection and Integration in Hydrogen Networks”, Chemical Engineering Research and Design, 2004
표 1. Selection Guide for Hydrogen Purification Process
Factor PSA Membrane Cryogenic
특·별·기·획(Ⅱ)
료의 불순물을 응축함으로써 정제가 이루어진다. 부 분냉각장치는 보통 수소/탄화수소의 분리에 적용되는 데, 그 이유는 탄화수소와 비교하였을 때, 수소는 상대 적으로 높은 휘발성을 가지기 때문이다.
저온 장치는 다른 수소 분리정제장치에 비해 열역 학적으로 효율적이고, 높은 수소의 회수율(92~97%) 을 가지며, 95%이상의 고순도 수소를 얻을 수 있다.
또한 순도와 회수율의 상충(trade-off)도 투과막 장치 보다는 작다.
2) 수소 재활용 교환망 설계 기술
수소핀치–수소핀치는 수소를 포함하고 있는 스트 림을 source로, 수소를 소비하는 스트림을 sink로 정 의하여 수소의 회수가 최대로 될 수 있도록 이들을 연 결하는 방법을 찾는 것이다. 첫 단계로 source와 sink 를 찾고, 다음으로 이들의 최적연결망을 찾기 위하여 수소합성선도(hydrogen composite curve)를 구축하 는데[그림 1], 이것은 온도 vs 엔탈피로 도시하는 대 신 수소순도 vs 유량으로 도시하는 것을 제외하고는 일반적인 핀치분석의 에너지합성선도와 같다. 합성선 도에서 source 곡선과 sink 곡선이 가장 가까운 곳이 수요와 공급의 최적교환망을 의미하고, 이는 목표가 되는 수소요구량을 나타낸다. 또 다른 유용한 도구는 수소잉여도(hydrogen surplus diagram)[그림 2]이 다. 수소잉여도는 열 교환망설계에서의 핀치점과 같 이 수소핀치를 나타내준다. 잉여도에서 핀치점은 수
소 요구에 부합하기 위한 수소의 순도레벨을 나타내 주는데, 이것은 직접적으로 회수하고자 할 때 회수 되 는 수소의 순도가 만족스럽지 못할 경우 추가적인 수소 정제 장치 필요여부를 결정하는데 이용될 수 있다.
Alves(1999, Analasys and design of refinery hydrogen distribution systems)가 제안한 수소핀치 방법을 기반으로, 최적의 수소 교환망 구성을 위한 첫 번째 단계는 물리적으로 가능한 모든 연결을 나타내 는 구조도[그림 3]를 만드는 것이다. 구조도를 만드는 단계에서는 압축기의 입구와 출구의 압력이 모두 일 정하다고 가정한 후, sink보다 압력이 크거나 같은 모 든 source를 sink와 연결하게 된다.
구조도를 만든 이후 최적화를 위하여 목적함수를
1 0.9 0.8 0.7 0.6 0.5 0.4 0.3 0.2 0.1
00 10 20 30 40 50 Hydrogen surplus (MMsctd)
Purity (-)
Pinch
그림 3. 수소 교환망 구조도(Superstructure).
그림 2. 수소잉여도(Hydrogen Surplus).
1 0.9 0.8 0.7 0.6 0.5 0.4 0.3 0.2 0.1 0
0 50 100 150 200 250 300 Flowrate (MMsctd)
Purity (-)
+
+
그림 1. 수소합성선도(Hydrogen Composite).
만드는데, 일반적으로 추가적인 수소공급을 최소화하 거나, 운전비용을 최소화하는 것, 총비용의 최소화 등 이 목적함수가 될 수 있다. 이때, 수소교환망설계의 최 적화를 위한 일반적인 제약조건은 다음과 같다.
● Sink 요구량
공정에서 필요로 하는 수소의 순도와 유량은 네트 워크 구성을 통하여 만족시켜야 한다. Source에서 보 내어지는 양, 기타 외부에서 구입하는 양, 정제를 통 해서 공급되어지는 양으로 최소의 필요량을 충족시켜 야 하며, 이때 수소의 순도는 다음과 같은 관계식으로 유도될수 있으며 sink에서의 제약조건을 만족시켜야 한다.
● Source 가능량
Sink나 정제장치, 연료로 보내지는 가스의 양은 source에서의 사용 가능한 양과 같아야 한다.
이러한 목적함수와 제약조건들로 최적화 문제의 수학 적 구성이 가능하며, 수학적 문제를 풀어냄으로써 최 적화된 교환망 디자인을 얻을 수 있다. 사용 가능한 데이터나 지식에 따라서 PSA, 투과막 장치와 같은 정제장치의 추가, 압축기의 추가, 파이프라인의 설치, 유틸리티 비용, 운전비용의 사항 등이 수학식에 추가 될 수 있다.
3) 수소 재활용 교환망 조업 기술
시시각각 변하는 외부 환경에 따른 수소부생가스 발생량 및 에너지 사용량, 운전비용 등을 예측하는 모 델을 통해 실시간으로 수소 교환망의 현황을 파악하
고, 효율저하시 그에 대한 원인을 진단하는 과정이 필 수적일 것이다. 이를 위한 고려요소는 다음과 같다.
① 각 개별 공장간의 비밀정보를 제외한 수소 교환망 전체의 핵심 지표들만을 한눈에 볼 수 있도록, 핵 심성과지표(Key Performance Indicator, KPI)를 정의한다.
② 각 개별공장의 차이에 상관없이 일관된 관계를 나 타내기 위해 관리지표를 표준화한다.
③ 관리지표들 사이의 상관관계를 나타내는 모델을 구성한다.
더불어, 현황 및 제약조건을 고려하여 배출량 및 비 용을 최소화하는 실시간 최적화 기술을 적용해야 할 것이다. 실시간 최적화는 수소 교환망 운전 비용 절감 이나 부산물 및 수소부생가스의 최적분배 및 최적 조 업 가이드를 제공하는 기능을 수행할 수 있을 것이다.
이를 위한 세부적인 연구방향은 다음과 같다.
① 수소교환망의 주요 조절 변수를 정의한다.
② 조절 변수의 변화에 따른 수소교환망 전체의 거동 을 예측할 수 있는 모델을 개발한다.
③ 개발된 모델과 제약 조건을 결합하여 전체 시스템 의 부가가치를 최대화할 수 있는 방향으로 최적화 문제를 구성한다.
국내외 수소 재활용 교환망 현황 및 전망
석유화학단지에서 부산물 수소의 재활용은 고순도 잉여수소의 직접적인 재활용과 저순도 수소의 분리정 제공정을 통한 재활용으로 구분할 수 있다. 이때 재활 용되는 수소의 용도는 원료로써 자체적으로 소비하거 나, 수소를 필요로 하는 회사로 판매되고, 그 후 연료 로써 부산물 수소를 활용하고 있는데, 최근에는 연료 로 사용되고 있는 부산물수소의 양을 최소화하고 자 체소비 또는 외부판매 등의 용도를 최대화함에 따라 원료로써의 고부가가치화를 추구하는 방향으로 이익 의 극대화를 꾀하고 있다.
특·별·기·획(Ⅱ)
● 국외
일본의 Chiba 석유화학단지 경우 정유사에서 수소 를 얻기 위해 스팀개질공정에서 일부러 납사를 사용 하고 있는 반면, 석유화학에서는 NCC공정에서 나프 타 분해시 수소가 발생되므로 이를 정유공장(탈황장 치 등)으로 보내고 역으로 정유공장에서 연료를 받는 수소 교환망이 있다. 한편, 영국의 Humberside와 Mersey Banks에서는 그 지역의 수소 부산물을 활용 한 지역 수소 수급 최적화에 관심을 모으고 있으며 다 가오는 수소 경제 시대를 대비하여 지역 수소 에너지 공급방안도 중기적으로 추진 중에 있다.
● 국내
국내 대산단지의 경우 현대오일뱅크와 삼성토탈이 전략적 제휴관계를 맺고 수소 활용을 통한 시너지 창 출을 위해 배관망을 공동 구축하기로 하여 나프타, 수 소이송배관을 완공하였다. 삼성토탈과 현대오일뱅크 는 수소 및 나프타 공급을 위한 파이프라인 배관망을 통하여 삼성토탈은 석유화학의 기초원료인 나프타를 안정적으로 공급을 받고, NCC공정을 통해서 발생되 는 수소를 현대오일뱅크에 공급하고 있다. 그 결과 삼 성토탈은 그동안 공정 중에 부산물로 생산된 수소를 연료로 사용해오던 것을 현대오일뱅크에 판매하게 됐 고, 현대오일뱅크도 원유 정제 시 필요한 수소를 저렴 한 제조원가를 확보할 수 있게 되었다. 현대오일뱅크 는 공동 배관망이 설치되면 그동안 나프타 제품을 선 박을 통해 삼성토탈에 공급하면서 소요된 연간 10억 원 정도의 운임을 절약할 수 있으며, 삼성토탈은 그동 안 연료로만 사용되던 수소 연간 1만 7천여톤을 현대 오일뱅크에 판매를 통해 경제적인 효과를 얻을 수 있 게 되었다. 이 사례는 석유화학업체들이 원료, 제품 배 관망 공동으로 구축해 물류비를 연간 100억원 이상을 절감할 수 있는 상생경영 모델이다.
비슷한 사례로 여수석유화학단지의 경우 YNCC, LG석유화학, 호남석유화학 등 에틸렌 공정을 가진 석 유화학회사와 정유회사(GS칼텍스)간에 수소 배관망 을 통하여 석유화학공정에서 발생하는 잉여의 고순도
수소와 저순도 수소를 정제과정을 거쳐 정유공장의 고순도가 필요한 공정으로 공급하는 계약을 체결하였 다. 그동안 석유화학회사는 잉여로 발생하는 수소를 특별한 수요처가 없어 연료로 태우고 있던 상황이었 으나, 정유회사로의 잉여 수소 공급을 통하여 대체연 료비를 제외하고도 연간 100억원이상의 경제적인 효 과를 얻게 되었다.
수소 재활용 교환망 구축 및 운영 시 고려사항 석유화학산업단지 내에 수소 재활용을 위한 교환망 을 구축하기 위해서는 상호 기업간의 혜택은 극대화 하고 위험은 최소화해야 한다는 원칙이 필수적이며, 이를 동시에 충족하기 위해서는 양사간의 이해와 협 조가 반드시 필요하다. 아울러, 교환망을 구축함으로 써 발생할 수 있는 민원문제도 정부의 지원을 받아 갈 등관리 프로그램 등을 통해 원만하게 해결해야 할 것 이다. 또한 구축된 교환망을 운영하는 과정에서, 제품 수요 변화, 교환망 내 각 공장들의 가동 여부 가동률 변화, 에너지 및 원료 단가 상승, 운전 비용 상승, 환경 규제 강화 등 다양한 주위 상황 변화 발생시 이러한 변화를 제어하여 교환망 운영을 항상 안정적으로 보 장해야만 한다. 그러나 교환망의 규모가 커짐에 따른 관리의 어려움, 교환망 내 각 단위 공장 모델의 신뢰 도 저하, 각 공장 운영에 대한 데이터 부족, 공장 시동 /정지와 같은 비정상 상황 등이 발생할 수 있다는 것 도 교환망 운영 시 반드시 고려해야 될 사항이다.
석유화학산업단지 내 수소재활용 교환망 구축의 기대효과
석유화학산업단지 내 수소 재활용 교환망을 구축하 여 고순도/저순도의 수소를 자체적으로 재활용함으로 써 얻게되는 경제적인 효과는 대체연료를 제외하고도 수소를 생산하는데 소비되는 원부재료비와 에너지비 용을 절감할 수 있을 것으로 기대된다. 아울러, 수소를 제조할 때 발생하는 CO2배출량을 줄이거나, 수소 제 조/정제에 사용되는 스팀(에너지원)을 얻기 위해 보
일러를 가동할 때 발생되는 NOx, SOx 등의 환경오 염물질의 양을 줄임으로써 환경적 효과를 가져올 것 이다. 한편 앞으로 수소가 주 에너지원으로 사용하는
‘수소에너지사회’가 곧 도래함에 따라 수소의 제조, 저장, 운반 및 이용기술은 국가적으로 매우 중요한 산 업 기술이 될 것이며 그 기술의 축적, 발전에 따라 국 가의 국제경쟁력의 차이는 더욱 커질 것이다. 따라서 고순도 수소 분리정제, 회수 기술 수소 재활용 교환망 설계 기술, 최적 조업 기술 등의 연구를 통하여 국제 무대에서 경쟁력을 갖추고 시장을 선점할 수 있을 것 으로 기대된다.
맺음말
최근 석유화학산업단지에서 부산물 재활용을 위한 기술개발의 중요성이 강조됨에 따라, 이 중 차세대 에 너지원으로 주목 받는 수소를 원료로 재활용하는 연 구 및 투자가 한창 진행 중이다. 본고가 석유화학 산 업단지에서뿐만 아니라, 여러 분야에서 차세대 에너 지원으로 주목 받고 있는 수소를 재활용하고자 할 때 수소 재활용 교환망 구축에 필요한 일반적 정보를 전 달할 수 있기를 바란다.
서론
최근 환경 규제강화 추세, 폐수처리 비용증가와 더 불어 원수가 부족해짐에 따라 다양한 산업에서 원수 사용량과 폐수 방출량을 줄이는 방안이 설득력을 얻 고 있다. 이에 각 산업체에서는 배출수를 재활용하기 위하여 많은 노력을 기울여 왔으며, 국내에서도 막여 과 방법을 이용하여 폐수처리장의 처리수를 재처리 하여 공정수로 재이용하고자 하는 방법이 적용되었다.
그러나 막대한 시설비 및 유지 관리비와 더불어 농축 수 발생 등의 운영상 문제점으로 인해 많은 어려움을 겪게 되었다. 기존의 배출수를 고도 처리하여 재이용 하는 기존의 방법에서 벗어나 공정 내에서 용수를 절 약함과 동시에 생산 공정의 과학적이고 체계적인 분 석을 통하여 용수의 이용률을 최대화한 후 최종 방류 함으로써 물 이용의 효율성을 높이고자 하는 용수재 이용 기술이 많은 관심을 받고 있다. 이에 따라 제지 산업, 석유화학산업, 발전소 및 철강 산업 같이 용수를 많이 필요로 하는 용수 과소비 산업의 경우 공정수의 내부 재순환을 최적화하여 유입되는 공업용수를 저감
하는 동시에 재이용수의 사용으로 전체 용수 사용량 을 줄이고 폐수의 방류량을 줄이고자 하는 워터핀치 기술(water pinch technology)에 대한 관심이 높아 지고 있다. 그 동안 워터핀치기술은 산업 전반에 걸쳐 15~40%의 원수와 20~50%의 폐수를 절약함으로써 성공적으로 적용되어져 왔다. 본 기술소개에서는 공 정 설계 단계에서 병목을 찾아 용수의 사용을 최소화 하는 워터핀치 기술을 소개하고 생태산업단지에서 기 업간 용수 재이용 같은 최신 연구동향을 소개하고자 한다.
용수 및 폐수 최소화 기회
용수 재이용을 위한 출발점은 모든 공정들이 원수 로 채워진 용수 재이용 네트워크를 이용하는 것이다.
흔히 있는 일이지만, 분리 공정으로부터의 모든 유출 흐름들은 유출흐름처리장치에서 동시에 모아지고 처 리된다. 만약 도시와 공장의 배출용수를 즉각적으로 처리하는 폐수처리시설에서 사용된다면 처리장은 현 장에 사용되거나 하수시스템으로의 유출이 가능하다.
유창규, 이태영, 이인범
포항공과대학교 화학공학과/환경공학부, {ckyoo, solanic, iblee}@postech.ac.kr
특·별·기·획(Ⅲ)
이러한 공정에서 발생하는 용수 및 폐수를 이용하는 방식은 재이용(reuse), 재생후 재이용(regeneration), 재생후 순환 재이용(regeneration recycle) 등으로 구 분된다.
워터핀치기술을 이용한 용수 재이용 최적화 워터핀치기술의 기본 모토는 다음과 같다. 즉 오염 물질을 최소화하는 가장 좋은 방법은 오염물질의 사 후처리방식보다는 공정 내에서 용수를 절약함과 동시 에 용수의 이용률을 극대화한 후 최종 방류함으로써 용수 이용의 효율성을 높이고자 하는 것이다(The best way to minimize pollution is not to produce it, therefore, find in-process solutions, before focussing on the ‘end of pipe’, Wang and Smith, 1994). 실제 산업에서는 하나의 공정에서 용수 최적화가 아니라 전체 산업공정에서 사용되는 용수 사용량을 최소화 시킬 필요가 있고 이 워터핀치 분석기법은 그래프에 기초한 방법으로 설명이 될 수 있다. 기본적인 개념은 source와 sink사이의 하나 또는 주요 대상이 되는 오 염물의 선정하여 공정 흐름도를 작성하는 것이다. [그 림 1]의 source와 sink사이의 전체적인 분석을 통해서 핀치점(pinch point)를 찾아내고 여기서 성립되는 제 한 조건에 의해 용수의 재이용 양과 그 대상공정을 효 과적으로 찾아낼 수 있는 방법이다. [그림 1]에서 보 면 용수의 source는 오염도가 낮은 수치를 나타내는 용수 흐름으로 오염물에 의한 오염이 거의 없는 상태 를 말한다. 그러나 공정이 운전되면서 용수가 각각의 공정을 지날 때 마다 오염물의 이동현상에 의해서 공 정수의 오염도는 점점 증가하게 된다. 이것은 공정수 의 흐름에 있어서 source와 sink의 관계를 정리하는 것으로 오염물의 물질 이동에 의해서 용수의 오염 정 도가 증가하게 되는 것을 말한다. 이 관계에서 각각의 공정의 오염농도는 공정의 제한 유입농도를 설정할 수 있는 자료로서 활용될 수 있다.
합성은 전체 공정을 워터핀치분석에 적용할 수 있 도록 농도에 따른 공정들 사이의 용수 재이용을 합성
(process integration)하는 것이다. 공정 합성은 공정 간의 오염물의 농도나 종류에 따라서 합성을 하여 간 략한 블록모식도로 표시할 수 있도록 하는 합성과정 이다. 먼저 pinch 분석을 통해 공정수의 오염물과 종 류를 파악한 후에 그려지는 composite curve를 통해 서 오염물의 흐름을 알 수 있다. 오염물의 이동현황에 대해서 파악하면 공정 간에 이동되는 오염물에 따라 서 공정합성을 수행하는 것이다. 비록 이러한 접근법 이 간단하지만, 워터핀치는 많은 흐름과 다양한 오염 물질에 의해 매우 복잡해질 수 있다. 이 과정은 한 번 에 하나의 오염물에 대한 각각의 최적화를 요구하며 각각의 분석 결과는 전체 최적 해를 구하기 위하여 종 합되어야 한다.
수학적 최적화를 이용한 용수 재이용 네트워크 설계
앞에서 기술한 워터핀치 방법은 근본적으로 경험에 의한 것이고 여러 가지 오염물질의 경우 다루기가 어 렵다. 이에 따라 용수 재이용 네트워크를 분석, 합성, 개선, 설계를 위한 수학적 최적화 기반 접근법이 제안 되었다. 수학적으로 구축된 모델은 재생공정, 유량제 한, 다성분 오염물질을 포함하는 비선형 모델로 구성이 가능하고 비선형 프로그래밍(nonlinear programm- ing)에 의해 해를 구함으로써 재이용 망이 설계될 수 있다. 비선형 문제에서는 전역 최적 해를 보장할 수
Purity
Water Sinks Water Sources
WATER PINCH FRESH WATER
WASTE WATER
Water Flow rate
그림 1. Source and Sink Composite Curves(water
TM, 2004).
없으므로 초기치를 잘 선택하여 좋은 결과를 얻어야 한다. 이러한 워터핀치와 수학적 최적화 방법은 서로 의 단점을 보안하고 장점을 강화할 수 있다. 엔지니어 나 사용자는 위의 두 가지 방법을 용수망을 설계하는 동안 계속해서 서로 전환할 수 있다. 다성분이고 많은 수의 공정을 가진 커다란 문제의 경우 수학적 모델로 먼저 시작하여 모델을 만들고 그 후에 단순화된 해에 대해 워터핀치방법을 사용하여 시각화가 가능하다.
즉 두 가지 방법은 공학적 이해와 시각화를 개선하는 워터핀치 방법과 복잡한 문제를 다루는 것이 가능한 수학적 방법의 상호 보완이 가능하다. 워터핀치의 기 본이론과 용수 재이용 네트워크 설계의 자세한 이론 은 21권 1호(2003. 2) 나이스지 지상강좌에 소개된
“공정산업의 용수 및 폐수 최소화를 위한 Water Pinch 기술” 논문(유창규 외)을 참조.
워터핀치 과제 수행단계
[그림 2]는 실제 산업공정에서 워터핀치 과제 수행 시 체계적인 과제 수행단계를 나타낸 것이다. 이 그림 은 공정모사기의 공정 모델링 및 합
성기능을 사용하여 용수재이용 과제 의 총괄적인 작업흐름을 예시하고 있 다. 중요한 단계는 공정 데이터 습득 단계, 공정 모델의 개발 단계, 설계의 제약 조건 규정 단계, 재이용 기회를 확인용 개선 선택사항 단계, 개선된 설계의 재모델링 단계로 구성된다.
가격 분석 및 민감도 분석 등은 추가 적으로 사용이 가능하다.
어떤 프로젝트에서든 첫 번째 단계 는 공정에 사용되는 모든 용수와 공 급되는 유틸리티의 위치를 정하는 것 이다. 공정도의 작성을 통하여 용수 시스템의 간략한 모델을 만드는 것이 다. 공정도 분석을 통해서 용수의 source와 sink를 명확히 구분하여 용
수 수지(water balance)를 만들게 된다. 가장 큰 유량 의 10%내의 정확도를 가지는 용수에 대한 수지를 세 우는 것이 중요하다. 연속공정이 아닌 회분식 공정에 대해서는 실험을 통해서 대체적인 값을 정한다. 재이 용수를 사용하게 되는 대상공정의 선정은 수질분석결 과, 현장조사, 현장 운전자들과의 협의, 물질수지 분석 결과, 용수 및 물질수지 등의 조사결과를 바탕으로 하 여 재이용수가 생산되는 지점을 제한요건으로 하여 선정한다. 구조적인 접근에 있어서 다음 단계는 핵심 오염물질을 선택하는 것이다. 핵심 오염물질은 재사 용하는 용수의 흐름에 방해가 되는 어떤 성질로써 정 의되고, 오염물질에는 부유물질, 전도도, 온도, 산성도, pH 등이 포함되고 특히 공정수 재이용에 사용될 경우 침전이 가능한 물질에 대한 금속이온도 대상이 된다.
현장 과제의 단순화를 위해서 복잡하고 주요 오염물 질의 수를 제한하는 것이 중요하다. 목표 농도, 즉 각 하수시설들에 대해 허용되는 최대의 농도와 공급원들 에 대한 실제적인 최소의 농도에 해당하는 설계 농도 들이 선택되어야 한다. 모든 오염물질이 알려지게 될
그림 2. 공정산업에서 워터핀치를 적용한 용수재이용 과제 흐름도
(Aspen water
TM, 2002).
특·별·기·획(Ⅲ)
때, 모든 공급원들의 수질이 평가된다.
용수와 오염물의 수지를 확인한 후에, 워터핀치 분 석을 시작하되 전 단계로부터 얻은 모든 정보가 포함 된다. 특히 유입농도의 민감도 분석으로부터 반응기 로 들어가는 유입농도의 증가에 따라 용수 사용에서 의 가장 높은 절수가 가능한 공정을 파악할 수 있다.
워터핀치분석은 ① 핀치기술을 이용하여 최소 원수 유량을 확인한다. ② 예비용수재이용 네트워크를 구 축한다. ③ 재이용수를 줄이면서 경험적인 방법을 통 해 예비용수재이용망을 단순화한다. ④ 재이용이 제 한된 지역을 확인하고 최소원수유량을 더 줄이기 위 해 공정변화를 제안하고 몇 가지 용수 재이용 시나리 오를 제시한다. 이러한 워터핀치를 이용한 최적 용수 망의 목적함수에는 원수 비용뿐만 아니라 배관비용, 재생비용 폐수배출비용을 고려할 수 있다. 마지막 단 계로 비용분석과 민감도분석이 이루어진다. 공정들 사이의 거리, 저장조의 사용 가능한 공간, 재생 장치 등을 고려하여 기술적으로 가능한 시나리오들 중에서 선택하면, 필요한 투자, 운영 비용 등이 계산된다. 최 종적으로, 워터핀치 방법의 사용으로 용수 및 폐수최 소화를 위한 방안이 제시된다.
생태산업단지의 기업간 용수 교환망 설계
(도전과 기회)
최근 들어 개별 기업과 산업단지 내에서 수자원 관 리는 에너지 수배급에 못지 않는 중요한 문제로 대두 되고 있다. 환경규제 강화에 대한 국제적 압력은 폐 수처리 비용의 증가를 초래하여 지금도 폐수처리비 용이 원수 비용을 훨씬 초과하고 있으며 이 비용은 점점 더 증가할 것으로 예상되고 있다. 이러한 물 부족 현상은 외국의 문제가 아니라 우리 나라에서 도 여름 갈수기의 공장 가동을 위협하는 수준에 이 르고 있으며 점차 심화될 것으로 예측되고 있다. 용 수 수급 전망[그림 3]에 따르면 2006년부터 4억톤 이상의 용수 공급량 부족이 예상되며 신규 수자원 을 확보하기 위한 댐 건설을 필요로 하며 이로 인해
용수 생산 단가는 지속적으로 증가할 것이다. 이 밖에 도 대부분의 산업체에서는 용수를 생산공정에 적합하 게 사용하기 위해 가공, 운송하고 처리를 수행하므로 용수 구입 비용의 3~6배 정도를 지출하고 있으며 이 러한 비용도 지속적으로 상승될 것으로 예상되고 기 업의 경쟁력 악화의 한 요소로 작용될 것으로 판단된 다(박외, 2002). 산업단지에서는 이러한 신규수자원 확보 요구와 용수 부족 현상에 따라 수처리 및 용수 공급 비용 절감 측면에서 효율적인 수자원 관리가 요 구되고 있다.
최근 기존 산업단지에서 개별 공장 내뿐만 아니라 한 산업단지 내의 각 기업들이 물질, 용수 및 에너지 를 최대한 효율적으로 이용하는 생태산업단지(eco- industrial park, EIP)로의 전환이 전 세계적으로 활 발하게 이루어지고 있다. 생태산업단지가 아닌 일반 산업단지의 경우 단일 기업 내 용수 최소화의 기본 목 표는 각 기업 공장내 공정에서 적당한 운영과 환경 기 준을 유지하면서 비용 효율적인 방법으로 용수 요구 와 수질을 만족시키는 것이다. 한편 기업간 재이용을 고려할 경우 단일 기업 내에서 재이용이 불가능하다 고 판단되는 폐수나 용수를 다른 기업에서는 재사용 할 수 있는 기회를 제공하게 된다. 이에 따라 산업단 지 내에서 재이용이 가능한 용수를 많이 소비하고 배 출하는 공장들을 대상으로 하여 이들 기업간 용수 재 이용의 가능성을 확인하고 재이용 네트워크을 구축하 여 최적의 용수 재사용 구축에 대한 연구가 현재 진행
용수수요 및 공급량(백만m3)
과부족 및 신규 확보계획(백만m3)
용수수요량 용수공급량 용수부족량 신규수자원확보
그림 3. 용수 수급 전망(박외, 2002).
중에 있다. 예를 들어 제조공정에서 초순수를 필요한 반도체 공장에서 나오는 폐수는 다양한 종류의 산업 들에서 재이용 될 수 있다.
그러나 기존의 단일 공장의 워터핀치방법을 산업단 지 내 용수 재이용 네트워크 설계 시 직접 적용할 때 여러 가지 문제점이 나타날 것으로 예상이 된다. 예를 들어 인접 공장의 저농도 유출수나 또는 지역오수 처 리장에서 공급되는 3차 처리된 도시하수는 잠정적 대 체 용수 공급원으로서 고려되고 생태산업단지의 용수 재이용의 대표적 방법으로 제안되어 왔다. 그러나 산 업단지 내 도시하수를 기존공장의 냉각탑 및 보일러 의 보충수로 사용한 경우 관석 형성성, 부식성, 미생물 오염 가능성, 수질의 일관성 같은 문제점이 보고되었 다(Deul, 2002). 즉 생태산업단지내의 도시하수 중 생 산공정에 중요한 특정 오염물질과 공정 운영에 미칠 잠정적 영향을 평가하고, 다음의 일반적인 질문에 대 한 해답을 찾아야 한다.
① 그 용수가 무기 퇴적물을 만드는가? 관석 생성 경 향은 어느 정도인가?
② 용수가 시스템을 부식시키는가? 부식성은 어느 정 도인가?
③ 용수는 제어할 수 없는 미세균 성장을 만들어 내는 가?
④ 용수 공급원과 그것의 질은 일정하고 안정적인가?
신뢰성은 어느 정도인가?
⑤ 특별한 장비 문제는 있지 않은가?
또한 만일 재생 처리장비를 사용한 기업간 용수 교 환망의 경우 개별기업에서 배출된 높은 농도의 유출 용수는 하수 시스템으로 버릴 수 없기 때문에 특별한 마지막 처리가 필요할 가능성이 있다. 여기서 재생 기 술을 용수 교환망에 포함시키는 경우 만약 처리비용이 더 높다면 재활용되는 폐수의 양이 제한되거나 너무 비싼 기술일 경우에는 폐수처리를 하지 못할 것이며 이는 경제성 및 환경영향평가를 기초로 하여 최적의 용수 교환망이 다시 결정되어야 한다. 이러한 산업단
지 내 기업간 용수 재이용 네트워크 구축 경우 다양한 문제점이 발생할 것으로 예상하고 있다. 예를 들어, 목 적 함수 내에 너무 많은 대상공정 및 폐수처리장이 존 재하여 비선형 최적화 문제가 나타나고 기업간 그리고 단위 공장 내 용수 및 정보의 불활실성(uncertainty) 증가, 생태산업단지 내 각 기업별의 이해관계나 서로 의 trade off의 변수화 및 환경성/경제성 평가 같은 문제가 발생한다. 이를 극복하기 위해 각 단위공정뿐 만 아니라 공장별/기업별 더 나아가서는 생태적 영향 을 고려한 용수 재이용을 위한 체계적 워터핀치 방법 론에 대한 연구와 기술 개발이 필요하다. 예를 들어, 용수 재이용시 경제 및 환경저감 효과뿐만 아니라 그 로 인해 소모되는 생태적 가치(지표)를 고려하는 Emergy기반 용수재이용 네트워크 구축 같은 방법론 의 개발이 생태산업단지 구축시 지속가능한 발전에 필요하다.
석유화학 및 에너지기반 산업단지에서는 최근 높은 유가가 상당기간 유지될 것으로 예상되므로 에너지와 용수를 동시에 고려하여 교환망을 설계하는 것이 워 터핀치기술의 새로운 연구분야로 생각해 볼 수 있다.
즉 용수와 에너지 수지를 동시에 고려하여 교환망을 설계할 경우 각각의 방법으로는 구해질 수 없는 폐수 의 최대 에너지 회수가 가능한 새로운 교환망이 가능 하다. 워터핀치 기술은 기업 내에서의 용수 재이용이 아닌 기업간 또는 산업단지 내의 재활용율을 극대화 함으로써 용수 수급을 원활히 하고 산업단지 외부로 의 배출량을 최소화하여 환경, 경제, 사회적 성과의 향 상을 도모할 수 있는 생태산업단지의 조성에 크게 기 여할 것으로 판단되고 된다. 이를 위해 물리적인 흐름 보다는 생태단지의 용수 네트워크에 그 초점을 맞춤 으로서 망중심 전략(chain-oriented strategy)이 필요 하다. 생태산업단지의 기본이론은 43권 5호(2005. 10) 화학공학에 소개된 “총설: 청정 생산을 위한 생태산 업단지 구축과 주요기술”논문(유창규 외) 참조.