정수장 급속혼화설비 성능향상에 관한 연구
조인준ᆞ오상한*ᆞ이상욱*ᆞ손창호*ᆞ정의준*,†
한국수자원공사
*울산대학교 기계공학부
A Study on the Performance Improvement of Flash-Mixer in Water-Treatment Plant
In-Jun Cho⋅Sang Han Oh*⋅Sang Wook Lee*⋅Chang Ho Son*⋅Wui Jun Chung*,†
Korea water Resources Corporation
*School of Mechanical Engineering, University of Ulsan, 680-749, Korea (Received 24 August 2010, Revised 6 March 2011, Accepted 7 March 2011)
Abstract
In results of accomplishing fundamental study to improve the flocculant-mixing of the Flash-Mixer in Onsan Water-Treatment Plant at the small cost, We obtained 8.9% of mixing-efficiency from the field data and 3.2% of the characteristic flow-ratio as the available maximum volume-ratio in this Water-Treatment Plant. The optimum elements with the deflector diameter of 400 mm and deflector angle of 145° at the flow ratio of 3.2% could be obtained from the expanded study on the ground of the fundamental study. Finally, the efficiency could be improved about 510% from 8.9% to 45.4% and the average turbidity could be improved about 14%.
keywords : CFD, Field-data, Flow-Ratio, Mixing-Efficiency, Mixing-Strength, Zeta-Potential
1. 서 론
1)물의 중요성은 인간 뿐만 아니라 지구상의 모든 생물의 생존에 절대적으로 필요로 하기 때문에 아무리 강조하여도 지나치지 않을 것이다. 특히 인간이 필요로 하는 먹는 물 은 대부분 정수장을 통하여 생산되며 공업용수 또한 마찬 가지다. 정수장에서는 여러 가지 방법에 의해 물의 탁도를 낮추는 것이 목적이며 혼화에 의한 방법도 그 중 하나다 (수도기술센터, 2007; 유명진과 조용모, 1995; 한국상하수도 협회, 2004, 2007; 한국수자원공사, 2009).
일일 221,000 m3 (2.56 m3/s) 공업용수를 생산하는 울산 소재 온산 국가산업단지 내에 있는 온산정수장의 PDM (Pump Diffusion Mixer) 급속혼화설비(수도기술센터, 2007) 는 기초연구를 통하여 8.9%의 낮은 혼화효율로 운전되는 것이 확인되었으며 모든 상황을 종합해보면 처음부터 개선 의 여지를 안고 있었다 하겠다. 본 설비의 혼화효율은 여 러 가지 요인에 의해 영향을 받고 있으므로 이러한 요인들 을 찾아내어 적은 비용으로 개선함으로서 혼화효율을 향상 시키는데 목적이 있다.
본 연구에서는 이런 목적을 달성하기 위해 먼저 현장측 정 데이터에 의한 기존설비의 혼화효율의 결과와 같은 조 건에서 수치해석에 의한 혼화효율의 결과를 비교하여 수치 해석의 신뢰성을 확인한 다음 이를 바탕으로 확장된 수치
†To whom correspondence should be addressed.
해석으로 기존 설비의 최적의 요소들을 도출하고 이 요소 들을 현장설비 개선에 적용하여 최소의 현장설비 개선으로 최대의 혼화효율을 얻고자 한다.
2. 연구방법
점성계수와 물질 확산계수가 일정한 비압축성(Bird et al., 1960) 유동장에서 화학반응이 없는 2종 혼합물의 물질확산 을 동반한 난류유동( )의 지배방정식(김찬중, 1998; Rodi, 1984)은 아래식과 같으며 수치해석은 아래 기본 방정식들 을 차분화하여 사용하였다.
2.1. 지배방정식 2.1.1. 연속방정식
∇⋅ (1)
2.1.2. 운동량방정식
∇ (2)
2.1.3. 물질전달식
∇ (3)
∇
2.1.4. 방정식
(4)
(5)
여기서
이고
이며 상수는
, , , , ,
이다.
2.2. 용어 및 수식 2.2.1. 제타전위
크기가 1 μm ~ 1 nm 인 수중의 현탁물질, 콜로이드(col- loid)는 수중에서 (-)전하를 띈 채 안정된 상태로 부유하고 있어 (+)전하를 띄는 응집제를 수중에 혼화시킴으로써 콜 로이드를 중화시켜 제거한다. 콜로이드에서 고정층(fixed- layer)과 분산층(dispersed-layer)의 경계면을 전단면(shear- plane)이라 하며 전단면에서의 전하량을 제타전위(zeta- potential)라고 한다. 콜로이드 제거원리는 (+)전하의 응집제 에 의해 (-)전하의 콜로이드가 중화되므로 콜로이드 입자간 결합이 쉬워져 플록을 형성해 이루어진다. 제타전위()는 다음 식으로 표현된다(한국상하수도협회, 2007).
(6)
여기서 는 전하속도, 는 절대점성계수, 는 전기적 상 수이다.
2.2.2. 혼화강도
혼화강도()는 식 (7)과 같이 정의하며 플록은 난류 유 동으로 대형으로 성장되나 속도차에 의한 전단력에 의해 파괴되는 양면성이 있으므로 수처리 기준에서는 혼화강도 를 700 ~ 1,000 s-1으로 정하고 있다.
(7)
여기서 는 유선 간의 속도차이며 는 유선의 직각거리 이다. 식 (7)을 수처리 공정에서 혼화강도 계산식으로 표현 하면 다음과 같다(한국상하수도협회, 2007).
(8)
식 (8)은 혼화를 위하여 유동에 주어지는 동력()과 혼 화지내 유체의 점성계수() 및 혼화지 체적()간의 상호 관계를 나타내고 있다.
2.2.3. 유량비
유량비()는 정수장으로 유입되고 있는 원수 유량() 에 대한 혼화펌프 가압수 유량()의 비율로 다음 식 (9)와 같이 정의한다.
× (9)
2.2.4. 혼화효율
혼화효율()은 혼화구역 말단에서 원수의 단면적 ( )에 대해 응집제의 단면적( )으로 정의되며 식 (10)과 같다.
×
× (10)
2.3. 실험장치 및 방법
본 실험에서는 온산정수장 PDM 급속혼화설비를 실험장 치로 활용하여 혼화효율을 측정하였다. 실험장치는 Fig. 1 과 같다.
2.3.1. 실험장치
실험장치로 설정한 혼화구역은 Fig. 1에서 표시한 것과 같이 혼화 가압수 노즐 끝단에서 후방으로 원수배관 직경 (1,350 mm)의 1.5배인 2,025 mm까지 음영으로 표시된 영 역이며 사각 점선영역은 수치해석 영역이다. 혼화효율을 측 정하기 위한 취출구는 Fig. 1의 오른쪽에 5개의 작은 원이 있는 단면이며 이 단면의 수평 및 수직 축을 기준으로 각 각 225 mm의 동일 간격으로 되어있으며 Fig. 2와 같다.
취출구의 직경은 15 mm이다.
가압수는 외부의 혼화펌프에 의해 직경 200 mm 배관으 로 원수배관내로 공급되며 가압수 출구노즐은 직경이 100 mm 이다.
응집제 또한 외부에서 직경 20 mm 배관을 통하여 원수 배관으로 공급되며 가압수에 의해 확산된다.
Fig. 1. Pump diffusion mixer.
(a) Side (b) Inside Fig. 2. Sampling positions of measuring area.
Fig. 3. Sampling pipe.
Fig. 3은 혼화수를 채수하는 직경 12 mm의 샘플링 배관 을 보여주고 있다. 측정위치의 정확성을 기하기 위해 샘플 링 배관표면에 그림과 같이 숫자로 위치를 표시해 줌으로 서 정밀한 샘플링이 가능하도록 하였다. 취출구와 샘플링 배관 간극은 밸브 콕 또는 패킹을 설치하여 누수를 방지하 였다.
혼화효율은 채수한 시료의 제타전위를 제타메타(한국상하 수도협회, 2007)로 측정하여 계산한다. 제타메타(현미경 영 동법 장비)는 현미경, 중공 글라스 셀, 피스톤, 컴퓨터, 측정기, 수온측정기로 구성되어 있으며 제타전위는 두께 1 mm, 폭 10 mm의 중공 글라스 셀(전기영동셀)(한국상하수 도협회, 2007)에 시료를 주입하고 양단에 (+)와 (-)의 전극을 연결시켜 직류(1 mA)를 흐르게 한 상태에서 이 셀의 중심 에 현미경 초점을 맞추어 입자의 움직임(방향 및 속도)을 측정함으로서 얻어진다.
2.3.2. 실험방법
유량비() 2.8을 유지하면서 일일 221,000 m3(2.56 m3/s) 공업용수를 생산하는 울산 소재 온산정수장의 PDM 급속 혼화설비에서 응집제의 혼화효율은 앞서 언급한 대로 시료 의 제타전위를 측정함으로써 얻을 수 있다. 측정위치는 Fig. 2와 같이 혼화단면을 5행, 5열로 나눈 격자의 교점을 행과 열인 (11), (12), (13) ・・・・ (54), (55)로 하고 각각의 위치, 즉 25개소에서 혼화수를 채수한다. 샘플링 배관의 채 수방법은 처음에 Fig. 2의 첫번째 열인 최상단 구멍에 샘플
링 배관을 삽입하여 격자점 (11) 위치의 혼화수를 먼저 채 수하고 그 다음에 샘플링 배관을 더 밀어 넣어 격자점 (12) ・・・・ (15) 위치의 혼화수를 차례로 채수하며 이와 같 은 과정을 마지막 열인 다섯번째 열까지 반복한다. 각 위 치마다 얻어진 시료는 실시간으로 제타메타 전기영동셀에 주입하며 제타전위 값을 얻는다. 이때 셀 내부의 공기에 의한 기포가 발생되지 않도록 주의한다. 또한 측정의 정확 성을 기하기 위해 각 위치별로 9번씩 측정하였다.
2.4. 수치해석
본 연구의 수치해석은 플루언트(FLUENT-ANSYS)를 사 용하였으며 격자생성은 갬빗(GAMBIT)을 이용하였다. 확산 을 동반한 난류유동은 모델을 이용하였으며 입구조건 은 세 부분으로 구성되어있다. 유동장 해석은 전체 유동장 뿐만 아니라 응집제만의 확산 및 속도벡터에 대해서도 다 루었다.
2.4.1. 경계조건
Fig. 1의 사각 점선영역에서 수치해석의 모델은 축대칭이 며 입구, 출구 및 축대칭의 경계조건을 표시하면 Fig. 4와 같다. 경계는 원수 입구1(Inlet1), 혼화펌프 가압수 입구 2(Inlet2), 응집제 입구3(Inlet3), 출구(Outlet), 축대칭(Axisym- metry) 및 벽(Wall)으로 설정하였다. 입구조건은 유입되는 유량을 기준으로 축방향 평균속도로 설정하였고 출구조건 은 원수, 가압수, 응집제 모두 플루언트의 자동설정 유형인 유출(Outflow) 유형으로 설정하였다. 물성치는 입구1과 입 구2는 물의 물성치로, 입구3은 응집제의 물성치로 하였으 며 응집제의 확산계수(diffusion coefficient)는 수처리 기준 에 따라 258 K 에서 액체 황산알루미늄과 물의 혼합물에 사용되는 × m2/s을 사용하였다.
Fig. 4. Analysis region and boundary conditions.
2.4.2. 격자
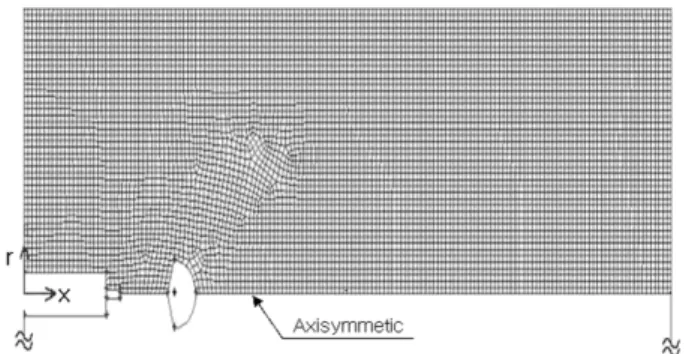
축대칭(Axisymmetry)으로 해석하기 위해 Fig. 5와 같이 x 축을 기준으로 상부에만 가로 237개, 세로 135개의 총 31,990개의 격자를 사용하였다.
3. 결과 및 고찰
온산정수장 PDM 급속혼화설비에 대해서 Fig. 2에 표시
Table 1. Zeta potential of the exiting plant
Location Measuring count
1 2 3 4 5 6 7 8 9 Ave.
Inlet water -12.59 -13.29 -12.40 -12.30 -12.40 -12.03 -12.30 -12.17 -11.76 -12.35
(11) Partly filled pipe 0
(12) Partly filled pipe 0
(13) Partly filled pipe 0
(14) Partly filled pipe 0
(15) Partly filled pipe 0
(21) -12.44 -10.02 -12.24 -11.57 -11.75 -10.11 -12.04 -12.41 -11.57 -11.57
(22) -11.92 -12.12 -12.33 -12.02 -12.05 -11.67 -12.10 -11.98 -12.02 -12.02
(23) -10.61 -11.07 -11.48 -10.30 -9.77 -10.67 -9.96 -10.01 -11.64 -10.61
(24) -9.95 -9.31 -9.25 -12.94 -11.35 -12.22 -10.84 -10.85 -10.84 -10.84
(25) -12.23 -11.56 -12.49 -11.72 -12.32 -12.65 -12.68 -12.79 -12.46 -12.32
(31) -12.52 -12.22 -11.56 -14.90 -14.05 -10.41 -10.84 -10.53 -13.92 -12.33
(32) -9.41 -9.82 -10.01 -8.99 -9.65 -9.09 -9.25 -9.18 -9.26 -9.41
(33) +2.48 +2.56 +2.33 +3.17 +2.37 +3.17 +2.70 +1.70 +1.79 +2.48
(34) +1.20 +1.25 +1.17 +1.37 +1.22 +1.07 +1.35 +1.34 +1.30 +1.25
(35) -8.24 -8.35 -8.11 -8.40 -8.08 -8.22 -8.31 -8.19 -8.24 -8.24
(41) -11.49 -10.52 -11.23 -10.29 -9.85 -10.76 -11.22 -10.36 -11.49 -10.80
(42) -10.59 -9.98 -11.23 -11.05 -10.01 -11.45 -10.25 -10.04 -9.65 -10.47
(43) -2.31 -2.13 -2.32 -2.11 -2.41 -0.67 -2.52 -3.02 -3.33 -2.31
(44) -1.11 +1.36 +1.60 +0.85 +2.22 +2.73 -2.57 -2.73 -1.33 +0.11
(45) +0.05 -0.41 -0.92 -0.25 +1.23 -1.72 -1.81 +1.83 -0.25 -0.25
(51) -12.28 -11.32 -13.25 -14.26 -11.62 -12.41 -10.21 -11.63 -13.52 -12.28
(52) -12.99 -13.20 -12.70 -11.86 -11.31 -12.66 -11.74 -11.54 -12.31 -12.26
(53) -11.49 -11.71 -12.13 -10.60 -11.45 -11.75 -12.08 -11.41 -11.53 -11.57
(54) -12.12 -11.86 -13.59 -12.52 -11.88 -13.81 -10.47 -12.42 -11.30 -12.22
(55) -11.84 -11.90 -10.85 -13.48 -11.64 -10.50 -12.20 -12.48 -11.65 -11.84
Fig. 5. Mesh configuration.
된 각 지점(11), (12) … (55)의 제타전위(mV)를 측정한 결 과 다음의 Table 1과 같다. Table 1의 상단 (11), (12) … (15) 에 값이 없는 것은 평소 비만관 상태로 운영되어 배관 상 부에는 공기가 존재하기 때문이다.
Fig. 6은 측정단면의 (a)현장데이터 및 (b)수치해석결과이 다. Fig. 6(a)에서 제타 전위값 (-)10 mV 인 값들을 실선으 로 연결한 내부는 응집제 분포영역으로써 혼화면적을 나타 내고 있으며, 이는 작고 편중되어 있다. 편중현상은 다음의 수치해석 결과와 비교해 보면 방해판의 중심이 응집제 주 입관과 일치하지 않아 발생한 현상으로 개선된 설비에서 이를 확인할 수 있었다. 한편 중심을 일치시킨 수치해석 결과인 Fig. 6(b)는 편중현상이 보이지 않고 있으며 응집제
(a) Field data (b) Numerical analysis Fig. 6. Flocculant-distributions on existing mixer.
분포는 현장데이터처럼 적은 영역에서만 나타나고 있다.
Fig. 6(a)의 현장 데이터에서는 응집제 분포가 제타전위 값 의 크기에 따라 나타나고 있어 측정점에서는 주위보다 높 은 농도를 나타내고 그 주위로 퍼져나가는 형태로 되어 있 으나 Fig. 6(b)의 수치해석에서는 응집제 분포를 농도가 아 니라 응집제 속도 존재 유무로만 나타내었다. 그 이유는 원수에 대한 응집제 주입양의 비율이 1/50,000 정도로 매 우 적어 농도차가 거의 없기도 하지만 실질적으로는 응집 제의 영향이 미치는 영역이 중요하기 때문이다. 현장 데이 터에서 원수배관 단면적(1,431,388 mm2)에 대한 응집제 분 포 단면적(127,446.4 mm2)의 비인 혼화효율은 8.9%가 된다.
한편 수치해석에서는 원수면적에 대한 응집제 존재면적
(a) Velocty field
(b) Velocity vector around deflector
(c) Flocculant-distribution
(d) Velocity vector of flocculant Fig. 7. Numerical analysis on existing mixer.
(166,041 mm2)이 11.6%가 된다. 이 두 경우 응집제 분포에 대한 정의는 다르지만 그 경향은 비슷하게 나타내고 있으 므로 이러한 경향을 바탕으로 하여 수치 해석적 방법으로 기존설비의 개선방향을 찾고자 한다.
Fig. 7은 Fig. 6(b)와 동일 조건에서 수행된 수치해석 결 과이다. Fig. 7(a)는 유동장을 유동속도의 크기에 따라 명암 으로 구분되어 있으며 색이 어두울수록 속도가 크다. Fig.
7(c)는 응집제 입자의 속도값 존재여부를 나타내 주고 있 다. 가운데 연한 부분는 속도 존재 영역이다. Fig. 7(b)는 Fig. 7(a)의 유동 중에서 방해판 주변에 대해서만 확대하여 속도벡터로 나타내었고 Fig. 7(d)에는 응집제의 속도를 벡 터로 나타내었다. Fig. 7(b), (c)에서 보듯이 응집제 분포는 유동의 재순환 영역과 상관되는 것으로 나타나며 이로부터 방해판의 크기가 응집제 분포에 큰 영향을 미치는 것으로 추정된다. 또한 가압수의 속도가 커지면 방해판에 충돌된
Fig. 8. Mixing efficiency according to flow ratios and deflectors.
후 방해판 후단에 나타나는 재순환 영역이 더 커지므로 가 압수의 속도를 나타내는 유량의 증가도 응집제 분포에 영 향을 미치는 것을 확인할 수 있었다. 한편 방해판 후단에서 생기는 재순환 현상은 방해판 뒷면에 응집제가 일부 고착 되는 원인으로 추정된다.
이와 같은 결과로부터 혼화효율이 9% 미만인 기존설비 의 개선점을 찾기 위해 7가지 가압수 유량비(= 2%, 3%, 4%, 5%, 6%, 7%, 8%) 및 4종류의 방해판(= 160 mm, 320 mm, 400 mm, 480 mm)에 대한 혼화효율 및 혼화강도 ()를 나타내면 Fig. 8과 같다. 그림에서 가로축은 유량비 이며 왼쪽 세로축은 혼화효율, 오른쪽 세로축은 혼화강도 (값)를 나타낸다. 방해판 직경( )의 4가지 종류를 나타 내는 속이 채워진 원형(480 mm), 삼각형(400 mm), 정사각 형(320 mm), 마름모(160 mm)들 각각에 의한 4개의 실선은 유량비에 따른 혼화효율을 나타내며 빈 원형으로 표시된 파선은 유량비에 따른 혼화강도()를 나타낸다. 특히 마름 모의 실선은 방해판이 160 mm인 기존설비의 경우이다.
Fig. 8에서 유량비가 증가되면 모든 방해판 직경에서 혼화 효율이 증가한다. 또한 방해판 직경이 커지면 동일 유량비 에서 혼화효율이 커짐을 알 수 있다. Fig. 8의 가장 큰 특 징은 방해판 직경이 기존처럼 160 mm일 때는 유량비가 증가함에 따라 혼화효율이 서서히 증가하다가 큰 유량비에 서는 크게 증가함을 알 수 있고, 방해판 직경이 320 mm이 상일 때는 작은 유량비에서 혼화효율이 크게 증가하다가 큰 유량비에서는 서서히 증가함을 알 수 있다. 즉 유량비 가 큰 경우에는 방해판 크기가 작아도 혼화효율을 높일 수 있는데 반하여 유량비가 작은 경우는 방해판 크기가 혼화 효율 향상에 중요한 요소임을 알 수 있다. 따라서 혼화효 율은 유량비가 큰 경우에는 유량비가 중요변수이고 유량비 가 작은 경우에는 방해판 크기가 중요변수임을 알 수 있다.
유량비가 증가되면 혼화강도는 커지나 수처리 기준에서 는 급속혼화설비의 혼화강도를 700 ~ 1000 s-1으로 정하고 있으므로 적용 가능한 최대 유량비에는 한계가 있다(유명 진과 조용모, 1995; 한국상하수도협회, 2009). 혼화강도는 식 (8)에서 구할 수 있으며 동력을 수동력으로 표시하면 식 (11)과 같다.
(11)
여기서 는 가압수 펌프 수두이며 따라서 값은 유량비 에 따라 얻을 수 있고 이는 Fig. 8에서 빈 원형으로 표시된 파선으로 나타나 있다. 혼화강도를 나타내는 오른쪽 세로축 의 1,000은 수처리 기준의 최대값이므로 이 값에서 일점 쇄 선으로 수평선을 그어 파선과 만나는 유량비는 3.2%이다.
따라서 Fig. 8에서 음영으로 표시된 오른쪽 부분은 적용할 수 없는 영역이므로 온산정수장의 최대 유량비는 3.2%가 된다. 이는 온산정수장의 운영조건 및 시설현황에서 도출되 는 온산정수장만의 고유값을 의미한다. 그러므로 온산정수 장에서는 유량비 3.2%에서 최대의 응집제 분포율을 나타내 는 방해판 크기를 선정해야 하는데 방해판 크기가 커지면 유체 통과면적이 적어져 유속이 증가하면서 유동저항이 커 지므로 적정한 크기를 선정해야 한다.
유량비 3.2%에서 방해판 직경에 따른 응집제 분포도를 살펴보면 기존설비인 160 mm인 경우에는 12.9%이지만 320 mm, 400 mm, 480 mm인 경우에는 각각 31.9%, 40.1%, 42.1%이므로 유량비 3.2%에서는 방해판 직경이 최소한 2 배 이상 커져야 혼화효율이 크게 개선됨을 알 수 있다. 만 약 현장시스템 전체를 개선하여 유량비를 3.2% 이상으로 높 일 수 있다면 수처리 기준 혼화강도(700 ~ 1,000 s-1)를 지키 면서 기존의 방해판 직경으로 향상된 혼화효율을 얻을 수 있을 것이다. 하지만 그 효과는 미미하여 방해판 직경의 변화에 의한 혼화효율에는 크게 못 미친다. 본 연구는 혼 화배관시스템 및 부대설비 등은 변형하지 않고 급속혼화설 비 자체만을 개선하여 응집제 혼화효율을 향상시키는 것이 주 목적이므로 현 시스템에서 최적 방해판 크기를 결정할 필요가 있다. 이를 위해 유량비 3.2%일 때 방해판 직경의 증가율에 따른 혼화효율의 증가율을 비교 분석하여 Table 2에 나타내었다. Table 2에서 기존설비의 방해판 직경 160 mm를 기준으로 하면 각각의 직경 증가율은 100%, 200%, 250%, 300%이다. 한편 혼화효율은 각 직경에서 12.9%, 31.9%, 40.1%, 42.1%이므로 12.9%를 100%로 하였을 때 각각의 증가율은 247.3%, 310.9%, 326.4%로 나타난다. 따 라서 크기 증가율 대비 혼화효율 증가율은 1.000, 1.237, 1.244, 1.088이므로 이 중 가장 유리한 400 mm 방해판을 개선 방해판으로 정하였다.
방해판 교체에 있어서는 응집제 및 염소의 접촉으로 인 한 부식을 고려하여 내구성이 강한 티타늄 자재를 사용하
Table 2. Increasing rate of mixing efficiency for increasing rate of deflector diameter
Deflector Mixing efficiency
①
② Diameter Rate of
increase(①) Efficiency Rate of increase(②)
160 mm 100% 12.9% 100,0% 1.000
320 mm 200% 31.9% 247.3% 1.237
400 mm 250% 40.1% 310.9% 1.244
480 mm 300% 42.1% 326.4% 1.088
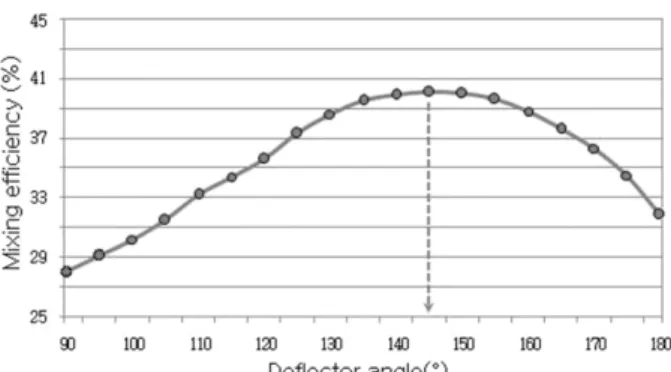
Fig. 9. Mixing efficiency according to deflector angle at Rf
= 3.2% and df= 400 mm.
였다. 또한 Fig. 6(a)와 같은 응집제 편중 현상을 개선하기 위해 레이저 레벨 수준기를 사용하여 충돌부의 센터링을 일치시켰다.
혼화효율에 영향을 미치는 가압수의 확산, 즉 방해판 각 도에 대해서 고려하였다. 방해판 각도가 커질수록 확산이 넓게 이루어져 혼화효율이 증가되리라 예상되나 180°에 가 까울수록 뒤따르는 유동과 충돌로 인해 확산에너지의 감소 로 혼화효율이 오히려 감소하는 경향을 나타낸다(유명진과 조용모, 1995; 한국상하수도협회, 2009). 유량비 3.2%, 방해 판 직경 400 mm에서 방해판 각도에 따른 혼화효율의 수 치계산 결과는 Fig. 9와 같으며 145°에서 최고효율을 나타 내고 있다.
방해판 거리 또한 혼화효율에 영향을 미칠 수 있으나 기 존설비의 구조적 변형을 요하는 문제로 본 연구의 기본 취 지에 맞지 않은 관계로 기존의 250 mm를 사용하였다. 따 라서 현장설비에 적용된 개선값들은 Table 3과 같다.
설비 개선 후 응집제 분포도는 Fig. 10과 같다. Fig. 10(a) 는 응집제가 편중됨이 없이 대체적으로 균등한 분포를 나 타내고 있으며 실선으로 나타나는 측정 혼화면적 또한 기 존설비에 비해서 상당히 개선되었음을 알 수 있다. 원수배
Table 3. Revised values on flocculant-mixer
Existing plant Revising plant
Flow ratio 2.8% 3.2%
Deflector diameter 160 mm 400 mm
Deflector angle 145° 145°
Deflector distance 250 mm 250 mm
(a) Field data (b) Numerical analysis Fig. 10. Flocculant-distribution on revised mixer.
관의 혼화구역은 평시에 항상 비만관 상태로 운영되기 때 문에 상단부의 측정값이 없어 응집제 분포는 실산에 의한 면적과 같지만 만일 만관상태로 가정한다면 상단부의 혼화 면적이 하단부와 같은 형태로 되어 점선으로 표시된 면적 이 되리라 판단된다. 그림에서 만관상태로 가정한 점선에 의한 면적은 649,850.2 mm2이며 혼화효율은 45.4%가 된다.
한편 Fig. 10(b)의 수치해석에 의한 혼화효율은 44.5%이다.
Table 4. Comparison of mixing efficiency between existing and revised mixer
Existing plant Revising plant
Mixing efficiency 8.9% 45.4%
(a) Velocty field
(b) Velocity vector around deflector
(c) Flocculant-distribution
(d) Velocity vector of flocculant
Fig. 11. Numerical analysis on resived flocculant-mixer.
Fig. 12. Comparison of turbidities between existing and revised mixer.
기존설비와 개선설비에 대한 혼화효율은 Table 4와 같이 8.9%에서 45.4%로 개선되었다. 개선설비의 유동 특성을 알 아보기 위해 수치해석을 수행하여 그 결과를 Fig. 11에 나 타내었다. Fig. 7과 비교했을 때 유동장 및 응집제 분포가 향상되었음을 확인할 수 있다.
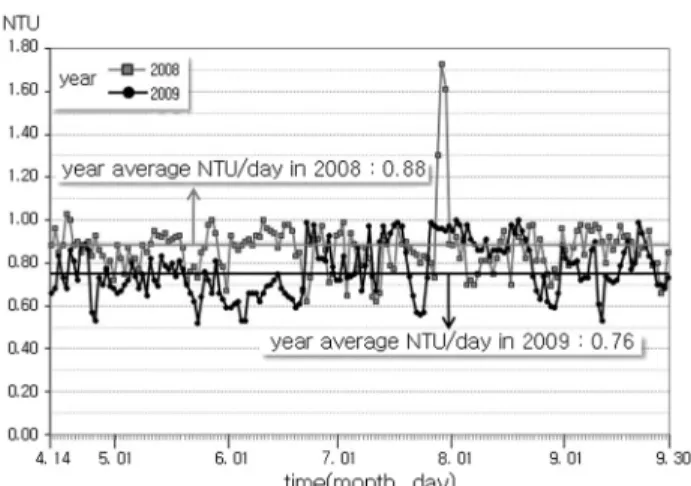
혼화효율이 향상되면 플록형성이 촉진되어 침전효율이 증대되므로 전체적인 수처리 효율이 높아져 침전수 수질이 개선되는 효과를 얻을 수 있다. 침전수의 수질은 탁도로 나타내며 수질향상의 정도를 알아보기 위해 설비개선 전후 평균탁도를 비교하여 Fig. 12에 나타내었다. 설비개선 외의 조건들은 동일하다.
설비개선이 2009년 4월 12일에 완료되었으므로 2009년 4 월 14일부터 9월 30일까지 기간과 2008년의 동일기간에 대해서 데이터를 비교하였다. Fig. 12에서 가로축은 시간 (일)이며 세로축은 일일 침전수 탁도를 나타내고 있다. 정 사각형으로 표시된 실선은 2008년 일일 침전수 탁도이며 원형으로 표시된 실선은 2009년 일일 침전수 탁도이다.
2008년도 7월 태풍에 의한 고탁도 원수가 일시적으로 유입 되어 3일 정도 침전수 탁도가 크게 증가된 경우를 제외하 면 계절적 요인에 의해 약간의 변화는 있지만 큰 변동이 없는 것으로 사료된다. 따라서 침전수 평균탁도는 2008년 도에 0.88 NTU였던 것이 2009년도 설비개선 후에는 0.76 NTU로 낮아져 0.12 NTU 만큼 감소함으로써 14% 개선 효 과를 얻을 수 있었다. 따라서 설비 개선 후 허용 NTU(1.0 NTU : 공업용 침전수 수질목표제 기준탁도)까지 운영 범 위를 넓힐 수 있어 공업용수 수질관리에 크게 기여할 것으 로 판단된다. 또한 응집제 과다주입 없이 혼화효율을 향상 시키고 수질을 개선함으로써 약품 원가절감 및 슬러지 발 생량 저감으로 케익 처리비용도 함께 절감할 수 있다.
4. 결 론
온산정수장 PDM 급속혼화설비의 응집제 혼화효율을 향 상시키기 위해 현장실험 및 수치해석을 이용하여 설비를 개선한 결과 다음과 같은 결론을 얻었다.
1) 본 정수장의 최대 고유 유량비는 3.2%이다.
2) 온산정수장 응집제 혼화효율에 영향을 미치는 요인은 유량비, 방해판 직경 및 방해판 각도이며 각각의 최적값 은 3.2%, 400 mm 및 145°이다.
3) 혼화효율은 8.9%에서 45.4%로 약 510% 정도 향상되었다.
4) 침전수 평균탁도는 전년도 동시점 대비 14% 정도 개선되 었다.
5) 급속혼화설비 개선 후 공업용수 수질관리 항목인 “침전수 탁도 1.0 NTU이하 달성률”을 기준으로 운영 범위가 확장 되어 운영이 안정적으로 개선되었다.
참고문헌
김찬중(1998). 길잡이 전산유체역학, 문운당.
수도기술센터(2007). 울산권관리단기술진단보고서. 한국수자
원공사.
유명진, 조용모(1995). 용수처리, 동화기술교역.
한국상하수도협회(2007). 정수시설운영관리사, 도서출판건설
도서.
한국상하수도협회(2004). 상수도시설기준, 도서출판건설도서.
한국수자원공사(2009). 정수설비핸드북, 홍릉과학출판사.
Bird, R. B., Stewart, W. E., and Lightfoot, E. N. (1960).
Transport Phenomena, John Wiley & Sons, Inc.
Rodi, W. (1984). Turbulence Model and Their Application in Hydraulics, -A State of the Art Review. Karisruhe, Federal Republic of Germany.