Copyright
Ⓒ2014 KSAE / 131-04 pISSN 1225-6382 / eISSN 2234-0149 DOI http://dx.doi.org/10.7467/KSAE.2014.22.5.020 Transactions of KSAE, Vol. 22, No. 5, pp.20-28 (2014)
초고속 용사 적용 고속 초고압 왕복동 펌프 플런저의 내구성 특성에 관한 연구
배 명 환*1)․박 병 호2)․정 화3)․박 희 성2)
경상대학교 기계설계학과1)․경상대학교 대학원2)․한국폴리텍대학 진주캠퍼스 컴퓨터응용기계과3)
A Study on Characteristics of Durability for Plunger of High Speed and Ultra-High Pressure Reciprocating Pump Using High Velocity Oxygen Fuel Spraying
Myung-whan Bae*1)․Byoung-ho Park2)․Hwa Jung3)․Hui-seong Park2)
1)
Department of Mechanical Engineering for Production, Gyeongsang National University, Gyeongnam 660-701, Korea
2)
Graduate School, Gyeongsang National University, Gyeongnam 660-701, Korea
3)
Department of Computer Applied Mechanical, Jinju Campus of Korea Polytechnic College, Gyeongnam 660-996, Korea (Received 12 August 2013 / Revised 4 April 2014 / Accepted 30 April 2014)
Abstract : The high velocity oxygen fuel spraying (HVOF) is a kind of surface modification process technology to form the sprayed coating layer after spraying the powder to molten or semi-molten state by the ultra-high speed at the high-temperature heat source and conflicting with a substrate. It is desirable to melt completely the thermal spray powder in order to produce the coating layer with an optimal adhesion, however, because a semi-molten powder in a spray process has the low efficiency and become a factor that degrades the mechanical property by the inducement of pore-forming within the coating layer. To improve the wear resistance, corrosion resistance and heat resistance, in this study, the plungers of high-speed and ultra-high pressure reciprocating hydraulic pumps for oil and water used in ironwork are produced with 420J
2and the coating layers of plungers are formed by the powders of WC-Co-Cr and WC-Cr-Ni including the high hardness WC. The surface of these plungers is modified by the super-mirror face grinding machine using variable air pressure developed in this laboratory, and then the characteristics of cross-sectional microstructure, and surface roughness and hardness values between no operation and 100 days-operation are examined and made a comparison. The fine tops and bottoms on surface roughness curve of oil-hydraulic pump plunger sprayed by WC-Cr-Ni are molded more and higher than those of water-hydraulic pump sprayed by WC-Co-Cr because the plunger diameter of oil-hydraulic pump is 0.4 times smaller than that of water-hydraulic pump and the pressure of oil- hydraulic pump exerted on the plunger is operated with the 70 bars higher than that of water-hydraulic pump. As a result, it is found that the values of centerline average surface roughness and maximum height for oil-hydraulic pump plunger are bigger than those of water-hydraulic pump plunger.
Key words : High velocity oxygen fuel spraying(초고속 용사법), Thermal spray powder(용사분말), Surface modification(표면개질), Plunger(플런저), Thermal spray powder coating(용사피막), Surface roughness and hardness values(표면 거칠기 및 경도 값)
1. 서 론
1)
다양한 재료를 분말, 선재, 기타의 형상으로 가공 한 것을 가열, 연화 및 용융시켜 미세한 입자로 한
*
Corresponding author, E-mail: [email protected]
다음, 입자들을 가속하는 용사장치를 사용해서 기 재의 표면에 퇴적시켜 피막하는 일련의 공정을 용 사라고 하는데, 이러한 용사는 철강, 제지, 필름 등 의 판상소재 생산설비용 부품, 항공기엔진 부품, 산 업용 보일러, 발전용 가스터빈 등의 에너지기기 부
초고속 용사 적용 고속 초고압 왕복동 펌프 플런저의 내구성 특성에 관한 연구
품, 일반산업용 기계구성요소 부품, 반도체, 액정 등 의 제조장치 구성부품에 널리 적용되고 있다.
구조물의 특정부분은 구성하는 재료고유의 특성 때문에 표면성능을 유지할 수 없는 경우가 있다. 그 러한 특정표면은 다른 재료로 형성된 표면이 맡는 경우가 있는데, 여기서 표면은 기재가 분위기나 상 대재료 등의 외계와 접하는 면이다. 이 때, 다른 재 료로 형성되는 면은 표면개질이다.
용사피막 제품은 모재를 피막 가공하여 사용하는 것이 보통인데, 기재의 효능을 무시해서 사용할 수 는 없다. 기재는 공업제품의 물리적 형상을 실현하 기 위한 강도특성을 분담함에 대해 용사피막은 강 도를 분담하는 특성을 기본적으로는 가지고 있지 않다. 강도요소가 아닌 용사피막의 효능은 기재의 표면에 있어서 평활면, 내마모성, 내고온성, 열차폐, 전기절연, 유도, 내수용액 부식, 다공질층 형성, 간 극조정 등의 특성을 발휘하는 것으로 기재만으로는 얻을 수 없는 이들 특성을 기재의 표면에서 실현시 킬 수 있다.1)
최근에 종래의 경질 크롬도금, 세라믹 등을 대체 할 수 있는 표면개질 방법으로 고강도와 고경도의 피막층을 생성하여 피로특성 및 열충격에 대한 저 항성을 향상시키는 초고속 용사법의 연구가 활발하 게 진행되고 있다.2-7) 초고속 용사법은 고온의 열원 상태에서 용사분말을 용융 또는 반용융 상태로 초 고속 분사하여 모재와 충돌시켜 용사 피막층을 생 성시키는 표면개질 공정기술의 일종이다.
그러나 용사공정에서 반용융된 용사분말은 용사 효율이 낮아지고, 피막층내 기공형성을 유도하여 피막층의 기계적 특성을 저하시키는 요인이 되기 때문에, 최적의 밀착력을 갖는 피막층을 얻기 위해 서는 분말을 완전하게 용융시키는 것이 이상적이 다. 한편, 텅스텐 카바이드(Tungsten Carbide ; WC) 와 같은 탄화물 분말은 용융되기 전에 분해가 진행 될 수 있기 때문에, 현재 기술로서는 완전하게 가열 하여 건조시키는 것이 불가능하다. 따라서 부분적 으로 반용융이 일어나는 것은 피할 수가 없다.
고속 고압 왕복동 펌프에서는 V형 및 비금속 패 킹이 플런저와 접촉할 때, 마찰로 인한 고온마모가 발생되고, 플런저 표면에 흠(scratch)이 발생되어 패
킹을 손상시킨다. 또한, 왕복운동하면서 축수부가 과열되어 내구성이 저하되고, 손상된 패킹과 마모 된 플런저로 인해 누수 혹은 누유 현상이 발생되어 토출압력이 낮아지는 문제점이 있다. 이러한 문제 점들을 해결하기 위하여 고속 고압 왕복동 펌프에 서는 플런저의 표면개질이 요구된다.
플런저 표면개질에는 산화알루미늄(Al2O3) 등 세 라믹 계열의 용사와 경질크롬 도금이 사용되어 왔 지만, 경질크롬 도금은 비소나 카드늄보다 독성이 강한 발암물질인 6가 크롬이 배출되고, 세라믹용사 피막은 취성에 약한 문제점이 있다.
본 연구에서는 제철소에서 사용되고 있는 고속 초고압 왕복동 유압 및 수압 펌프에 대한 플런저의 내마모성, 내식성 및 내열성을 향상시키기 위해 420J2로 제작하고, 본 연구실에서 개발한 초고속 용 사기8,9)를 사용하여 고경도 WC를 포함시킨 WC-Co- Cr 및 WC-Cr-Ni의 분말로 피막층을 형성하고 표면 을 개질한 다음, 단면 미세조직, 표면 거칠기 및 경 도 값의 특성을 조사하여 비교하였다.
2. 실험 장치 및 방법 2.1 실험장치
본 연구에서 실험에 적용한 시험편은 제철소의 사상압연 설비에서 사용되고 있는 직경 50 mm, 길 이 530 mm인 고속 초고압 왕복동 수압펌프의 플런 저와 직경 20 mm, 길이 250 mm인 고속 초고압 왕복 동 유압펌프의 플런저를 420J2로 제작하여 수압펌 프의 플런저는 WC-Co-Cr의 분말로, 유압펌프의 플 런저는 WC-Cr-Ni의 분말로 초고속 용사법에 의해 피복하였으며, Table 1에는 420J2의 화학적 조성을 나타내고 있다.
본 연구에서 적용한 사상압연 설비 중에 들어있 는 고속 초고압 왕복동 수압 및 유압 펌프의 플런저 가 가동되는 모습을 Photos 1 및 2에 보여주고 있다.
본 연구에 적용한 수압펌프는 제철소의 열간 사상 압연 설비에서 압연대기 중인 열연코일의 산화철을
Table 1 Chemical compositions of 420J2 (wt%)
C Si Mn P Si Cr
0.26 ~ 0.40 1.00 1.00 0.04 0.03 12 ~ 14
Myung-whan Bae․Byoung-ho Park․Hwa Jung․Hui-seong Park
Photo. 1 Installation scene of high speed and ultra-high pressure reciprocating water-hydraulic pump for hot finishing rolling and descaling(Maximum pres- sure 380 bar)
Photo. 2 Installation scene of high speed and ultra-high pressure reciprocating oil-hydraulic pump for hot finishing rolling and work-roll pressing(Maximum pressure 450 bar)
제거하기 위해 사용하였고, 유압펌프는 제철소의 열간 사상압연 설비에서 압연 워크롤러의 압하량을 조절하기 위해 사용하였는데, 수압펌프는 다량의 물이 필요하기 때문에 플런저 직경이 유압펌프보다 2.5배 더 컸다. 한편, 유압펌프의 플런저는 큰 압하 량을 필요로 하기 때문에 직경이 작고 작동압력이 수압펌프보다 70 bar 더 높은 것을 사용하였다.
Figs. 1 및 2에는 각 펌프의 조립 단면도를 보여주 고 있다. 수압펌프는 플런저의 왕복운동으로 물을 압축시켜 수압을 발생시키는데, 초고압의 수압을 발생시키기 위해 기밀이 유지되어야 한다. 기밀을 시키기 위해 Fig. 1의 뒤 부분으로부터 O링(O-ring) 1개, 링(ring) 1개, 스프링(spring) 1개, 가이드부시(guide bush) 1개, 패킹링(packing ring) 3개, 가이드부시(guide
Fig. 1 Cross-sectional view of high speed and ultra-high pressure reciprocating water-hydraulic pump for hot finishing rolling and descaling(Maximum pressure 380 bar)
Fig. 2 Cross-sectional view of high speed and ultra-high pressure reciprocating oil-hydraulic pump for hot finishing rolling and work-roll pressing(Maximum pressure 450 bar)
bush) 1개, 스프링(spring) 1개, 링(ring) 1개, V형 패킹 (V-packing) 4개로 다소 복잡하게 구성되어 초고압 을 유지시키지만, 이러한 기밀장치는 플런저의 마 모에 결정적 요인으로 작용된다. 특히 수압펌프의 플런저는 V형 패킹부분에서 왕복운동에 의해 집중 적으로 마모가 생성된다.
Fig. 2의 유압펌프 단면도에서 유압펌프는 구리 실린더(Cu cylinder) 내의 플런저와 기밀을 유지시 켜 초고압을 발생하고 마지막으로 U형 패킹(U- packing)이 고압의 유량 누유를 저지시킨다. 만일 유 압펌프가 압력이 상승하지 않는 경우에는 1차적으 로 구리 실린더의 마모에 의해, 2차적으로는 플런저 의 마모로 인해 기밀이 유지되지 않았기 때문이다.
한편, 구리 실린더와 플런저가 마모되어 기밀을 유 지시키지 못하면 U형 패킹이 받는 압력이 커져서 누유량이 많아지고 파손된다.
A Study on Characteristics of Durability for Plunger of High Speed and Ultra-High Pressure Reciprocating Pump Using High Velocity Oxygen Fuel Spraying
2.2 실험방법
본 연구에서 고속 초고압 왕복동 수압펌프 플런 저의 경우에는 WC-Cr-Ni의 분말로, 고속 초고압 왕 복동 유압펌프 플런저의 경우에는 WC-Co-Cr의분 말로 초고속 용사에 의해 피막하여 각 펌프에 설치 하고 100일 동안 가동시킨 후, 플런저의 표면 거칠 기 및 경도 값을 측정하여 사용전의 초기값과 비교 하여 고찰하였다.
실험에서 적용한 고속 초고압 수압 및 유압 펌프 의 플런저는 평균 100일 동안 사용한 후에 정기적으 로 교환하는데, 사용 중에 매주 단위로 10시간씩 설 비를 정지하고 정기검사를 한 다음, 다시 계속해서 사용한다. 따라서 100일 동안 사용할 때, 14주에 대 한 140시간 동안 정기검사를 하기 위해 정지시켰기 때문에 총운전시간은 2260시간이 된다.
수압펌프의 모터 회전속도는 1,780 rpm이고, 행 정은 160 mm인데, 회전속도 234 rpm의 감속기에 연 결되어 왕복운동을 한다. 따라서 100일 동안 사용하 는 수압펌프의 총왕복운동은 31,730,400회이다. 유 압펌프의 경우에는 모터 회전속도가 1,170 rpm이고, 행정은 63 mm로 주동 및 종동 풀리로 구성되어 있 다. 유압펌프의 왕복운동은 모터 회전속도와 관계 가 없고 회전속도 297 rpm의 종동풀리 1회전이 1회 왕복운동이 되기 때문에 총왕복운동은 40,273,200 회가 된다.
Table 2에는 용사 실험에 사용한 WC-Co-Cr 및 WC-Cr-Ni 분말의 화학적 조성을 나타내고 있다. 표 면의 이물질을 제거하고, 모재와 피막층 간 밀착력 을 증대시키기 위해 24 No./mm2의 Al2O3로 블라스 팅 처리한 후, 입도 20 ~ 45 μm의 분말로 초고속 용 사법에 의해 피복하였다.10)
Table 3은 초고속 용사에 사용한 장비의 주요제원 을 나타내고 있다. 본 연구에서 사용한 용사기는 JP- 5000으로 용사속도를 1000 ~ 1200 m/sec의 초고속 으로 일정하게 유지시켰다. 용사분말의 캐리어 가 스는 고순도 아르곤가스를 사용하였다. 용사 후 시
Table 2 Chemical compositions of thermal spray powder (wt%)
WC Co Cr Ni
WC-Co-Cr 86 10 4 -
WC-Cr-Ni 73 - 20 7
Table 3 Specifications of thermal spray system JP-5000
Item Specifications
Coating density (%) 98.0 ~ 99.8 High-pressure combustion (MPa) 0.6 ~ 1.0
Gas flow rate (m/sec) 2000 ~ 2200 Particle velocity (m/sec) 650 ~ 1150 Capability of thermal spray (kg/h) WC/Co : 10 CrC/NiCr : 7
Hardness (Hv) 1100 ~ 1450
Adhesive strength (MPa) Over 70
편의 냉각은 외부의 냉각장치를 사용하지 않고 공 기로 하였다.
Table 4는 용사의 분사조건을 나타내고 있는데, 본 연구에서 사용한 두 개의 플런저 시험편에 대하 여 동일하게 하였다. 플런저의 피막두께는 고속 초 고압 왕복동 수압 및 유압 펌프 모두 350 μm로 하였 고, 이전연구8,9)에서 개발한 초경면 연마기로 플런 저의 유효 피막층을 120 μm로 연마하였다.
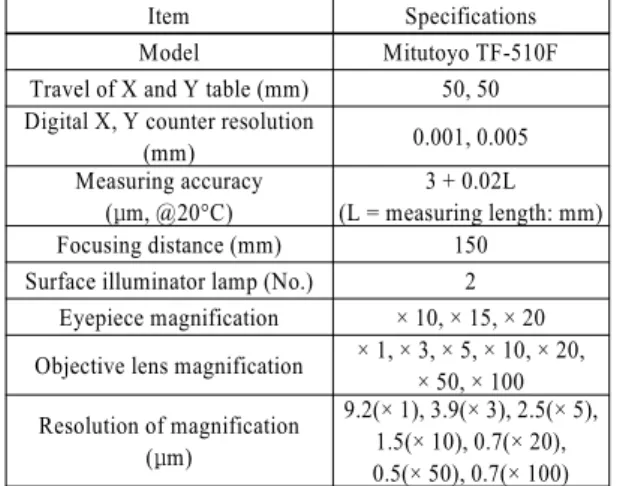
Fig. 3에는 표면 거칠기 측정시스템을, Table 5에 는 표면 거칠기 측정기의 주요제원을 나타내고 있 다. 표면 거칠기는 정확한 측정을 하기 위해 수준기 로 수평을 맞춘 후 컷오프 값은 0.8 mm로, 기준길이
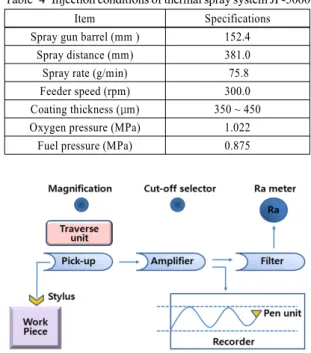
Table 4 Injection conditions of thermal spray system JP-5000
Item Specifications
Spray gun barrel (mm ) 152.4
Spray distance (mm) 381.0
Spray rate (g/min) 75.8
Feeder speed (rpm) 300.0
Coating thickness (μm) 350 ~ 450
Oxygen pressure (MPa) 1.022
Fuel pressure (MPa) 0.875
Fig. 3 Measuring system of surface roughness
배명환․박병호․정 화․박희성
Table 5 Specifications of surface roughness measuring instru- ment
Item Specifications
Model Mitutoyo SURF-TEST SV-414 Limit indication (μm, Ry) 600
Cut-off value (mm) 0.08 ~ 8
Basic range (mm) 0.25 ~ 8
Stylus force (N) 0.00392
Driving speed (mm/s) 0.02 ~ 1.2
Tip radius (μm) 5
는 컷오프 값의 5배인 4 mm로, 범위 값은 25 μm로 설정하였으며, 플런저 표면을 알코올로 세척한 후 측정테이블 위에 올려놓고 이송장치를 작동시켜 측 정하였다.
이송장치로부터 최대높이(Ry), 산술 평균 거칠기 (Ra), 10점 평균 거칠기(Rz)를 측정하여 증폭기 및 기록기를 거친 다음, 그 중에서 최대높이 값과 중심 선 평균 거칠기 값을 3회 측정한 평균값을 데이터로 사용하였다.
Table 6에는 경도측정기의 주요제원을 나타내고 있다. 경도값을 정확하게 측정하기 위하여 측정기 테이블의 V 블록 상에 시험편을 올려놓고 시험하중 441.3 N에서 측정시간을 15초로 설정한 다음, 표면 및 단면 경도를 측정하였다.
측정기로부터 표면 로크웰, 로크웰, 브리넬 경도 를 10회 반복하여 측정한 후, 그 중에서 표면 로크웰 경도 값에 대해 가장 큰 경도 값과 가장 작은 경도 값을 제외한 나머지 8회 측정한 평균값을 미세경도 의 데이터로 사용하였다.
Table 7에는 광학현미경의 주요제원을 나타내고
Table 6 Specifications of hardness measuring instrument
Item Specifications
Model Mitutoyo HR-521
Preliminary test load (N) 29.42, 98.07 Test
load
Superficial rockwell (N) 147.1, 294.2, 441.3 Rockwell (N) 588.4, 980.7, 1471
Brinell (N) 1839
Test force setting By control unit
Test time (sec) 0 ~ 120
Stage elevation Manual
Control unit Touch screen type
Table 7 Specifications of optical microscope
Item Specifications
Model Mitutoyo TF-510F
Travel of X and Y table (mm) 50, 50 Digital X, Y counter resolution
(mm) 0.001, 0.005
Measuring accuracy (μm, @20°C)
3 + 0.02L (L = measuring length: mm)
Focusing distance (mm) 150
Surface illuminator lamp (No.) 2 Eyepiece magnification × 10, × 15, × 20 Objective lens magnification × 1, × 3, × 5, × 10, × 20,
× 50, × 100 Resolution of magnification
(μm)
9.2(× 1), 3.9(× 3), 2.5(× 5), 1.5(× 10), 0.7(× 20), 0.5(× 50), 0.7(× 100)
있다. 시험편의 단면 형상을 관찰하기 위해 광학현 미경에 부착된 CCD 카메라로 단면 형상을 컴퓨터 의 측정프로그램(XT-measure)에 의해 이미지로 저 장하였다. 그리고 각 시험편의 단면 형상은 대물렌 즈 10배율과 대안렌즈 10배율의 총 100배율로 측정 하여 관찰하였다.
3. 실험 결과 및 고찰 3.1 단면 미세조직 특성
Figs. 4 및 5는 수압 및 유압 왕복동 펌프의 플런저 를 420J2로 제작하여 WC-Co-Cr과 WC-Cr-Ni의 분 말로 초고속 용사에 의해 피복한 단면형상을 나타 내고 있다. 모재표면에 고속으로 적층되는 WC- Co-Cr과 WC-Cr-Ni의 용사피막은 서메트화 특성을
Fig. 4 Sectional microstructure of water-hydraulic pump plunger
초고속 용사 적용 고속 초고압 왕복동 펌프 플런저의 내구성 특성에 관한 연구
Fig. 5 Sectional microstructure of oil-hydraulic pump plunger
가지고 있는데, WC-Co-Cr의 용사피막은 바인더 역 할을 하는 Co와 Cr기지 내에, WC-Cr-Ni의 경우에는 바인더 역할을 하는 Cr기지 내에 고경도의 WC가 각 각 분산 혼합된 형태로 존재하여 강도, 경도 및 내마 모 특성이 향상되었다.
시험편에 대한 WC-Co-Cr 및 WC-Cr-Ni의 유효 피 막두께는 120 μm이며, 그림에서 수압 및 유압 펌프 플런저의 모재와 피복층 계면이 매우 치밀하게 나 타나는 것으로 보아 결합력과 밀착력이 양호한 것 으로 판단되었다.
3.2 표면 거칠기 특성
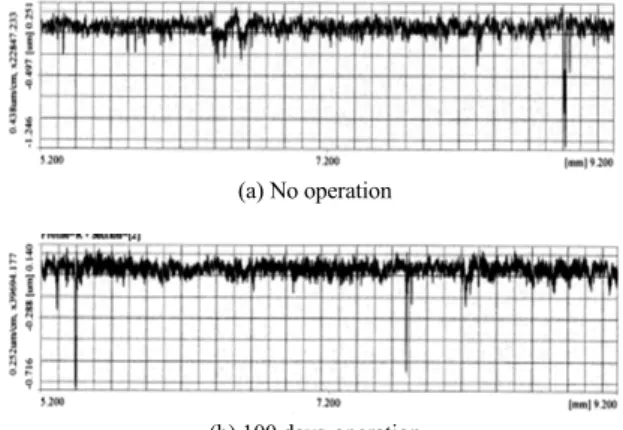
Figs. 6 및 7은 고속 초고압 왕복동 수압 및 유압펌 프의 플런저를 420J2로 제작하여 수압펌프의 경우 에는 WC-Co-Cr의 분말로, 유압펌프의 경우에는 WC-Cr-Ni의 분말로 초고속 용사에 의해 피복하고 각 펌프에 설치한 다음, 사용전의 초기값과 100일 동안 가동한 후, 측정한 표면 거칠기를 정성적으로 검토하기 위해 나타낸 곡선이다.
Fig. 6(b)는 수압펌프에 대해 100일 동안 가동한 후의 표면 거칠기 형상을 나타낸 것인데, Fig. 7(a)의 유압펌프에 대한 사용전의 초기 표면 거칠기 형상 과 거의 유사함을 볼 수 있다. 이것은 Fig. 8의 수압 펌프에 대한 100일 동안 가동한 후의 표면 거칠기 최대높이(Ry) 값과 유압펌프에 대한 사용전의 초기 표면 거칠기 최대높이(Ry) 값이 거의 유사하게 나타 난 것으로부터도 확인을 할 수 있다.
Fig. 6에서 수압펌프 플런저의 표면 거칠기 곡선
(a) No operation
(b) 100 days-operation
Fig. 6 Comparison of surface roughness curves between no operation and 100 days-operation for water-hydraulic pump plunger
(a) No operation
(b) 100 days-operation
Fig. 7 Comparison of surface roughness curves between no operation and 100 days-operation for oil-hydraulic pump plunger
은 가동전보다 100일 동안 가동한 후에 미세한 산과 골이 많이 나타나고 있음을 보여주고 있다. 이것은 100일 동안 가동한 경우에 각 종 기밀장치가 플런저 와 접촉할 때 마찰로 인해 생긴 마모가 파상도 곡선 의 산봉우리와 골 부분으로 형성되었다고 판단된다.
Fig. 7은 유압펌프 플런저의 표면 거칠기 곡선을 나타낸 것으로 Fig. 6의 경우와 마찬가지로 가동전 보다 100일 동안 가동한 후에 곡선의 산봉우리와 골 부분이 지그재그 형태로 많이 형성되어 있음을 알 수 있다. 이것은 유압펌프의 경우에는 기밀장치가 거의 없어 접촉마찰에 의한 마모보다는 플런저에 가해지는 압력이 수압펌프보다 70 bar가 더 높게 작 동되고 있고, 동일 가동시간 동안에 수압펌프의 왕
Myung-whan Bae․Byoung-ho Park․Hwa Jung․Hui-seong Park
복운동수는 31,730,400회인데 반하여 유압펌프는 40,273,200회로 유압펌프가 8,542,800회 더 많이 왕 복운동을 하였기 때문에, 마모가 발생되었다.
Fig. 8에서는 유압 및 수압 펌프 플런저의 중심선 평균 거칠기(Ra) 값과 표면 거칠기 최대높이(Ry) 값 을 나타내고 있다. 그림에서 100일 동안 가동한 후 에 대한 수압펌프 플런저의 중심선 평균 거칠기 값 은 사용전 초기값보다 약 0.003 μm만큼 더 커서 약 1.110배, 표면 거칠기 최대높이 값은 약 0.103 μm만 큼 더 커서 약 1.295배 증가하였고, 유압펌프의 경우 에는 중심선 평균 거칠기 값이 약 0.007 μm만큼 더 커서 약 1.165배, 표면 거칠기 최대높이 값이 약 0.120 μm만큼 더 커서 약 1.272배 증가하였다.
수압 및 유압 펌프 플런저의 중심선 평균 거칠기
(a) Average surface roughness of centerline
(b) Maximum height of surface roughness
Fig. 8 Comparison of surface roughnesses between no opera- tion and 100 days-operation for oil- and water-hydraulic pump plungers
및 표면 거칠기 최대높이 값을 단순하게 비교하면 복잡한 기밀장치 구성과 수막형성을 갖는 수압펌프 플런저가 기밀장치도 적고 유막이 형성되는 유압펌 프 플런저의 경우보다 Ra 및 Ry 증가값이 더 커야 한다. 그러나 유압펌프의 플런저는 가해지는 압력 이 수압펌프보다 70 bar가 더 높게 작동되고, 동일 가동시간 동안에 왕복운동을 더 많 이 하기 때문에 본 연구에서는 증가율이 거의 비슷하게 나타났음을 알 수 있다.
3.3 경도특성
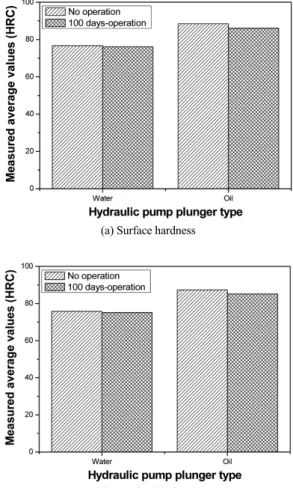
Fig. 9에는 가동전과 100일 동안 가동한 후에 대 한 수압 및 유압 펌프 플런저의 단면 및 표면 경도값 을 나타내고 있다. 그림에서 100일 동안 가동한 후
(a) Surface hardness
(b) Section hardness
Fig. 9 Comparison of hardness values by the measuring plane between no operation and 100 days-operation for oil- and water-hydraulic pump plungers
A Study on Characteristics of Durability for Plunger of High Speed and Ultra-High Pressure Reciprocating Pump Using High Velocity Oxygen Fuel Spraying
에 대한 수압펌프 플런저의 표면 경도값은 사용전 초기값보다 0.584 HRC만큼 감소하여 약 0.992배, 단 면 경도값은 0.660 HRC 만큼 감소하여 약 0.991배 감소하였다. 한편, 유압펌프 플런저의 경우에 100일 동안 가동 후의 표면 경도값은 가동전 초기값보다 2.311 HRC 만큼 감소하여 약 0.974배로, 단면 경도 값은 2.248 HRC 만큼 감소하여 약 0.974배 감소하여 유압펌프 플런저의 경우가 감소폭이 더 큼을 알 수 있다.
Fig. 7에서 표면 거칠기 값의 증가는 곡선 상의 산 봉우리 및 골 높이 증가를 의미하는데, 골의 깊이가 깊어지면 피막층 두께가 얇아져 경도가 낮게 나타 남을 의미한다. 상기에서 수압펌프 플런저의 경도 값 변화보다 유압펌프의 경우가 더 큰 것은 이미 검 토한 표면 거칠기 값의 경우와 동일한 이유 때문이다.
4. 결 론
본 연구에서는 왕복동 펌프의 플런저 내구성 특 성을 조사하기 위해 본 연구실에서 개발한 초고속 용사기로 용사조건을 최적화하여 420J2로 제작한 고속 초고압 왕복동 유압 및 수압 펌프의 플런저에 적합한 특성의 WC-Co-Cr 및 WC-Cr-Ni의 용사분말 을 실제 적용하는 표면개질을 한 다음, 가동전의 초 기값과 100일 가동한 후의 표면 거칠기 및 경도 값 을 조사하고 비교하여 다음과 같은 결론을 얻었다.
1) 수압 및 유압 펌프 플런저를 420J2로 제작하여 수 압펌프 플런저는 WC-Co-Cr로, 유압펌프 플런저 는 WC-Cr-Ni의 분말로 초고속 용사에 의해 피복 하였을 때, 유효 피막두께는 120 μm로 각 펌프 플런저 모재와 용사분말 피복층 계면이 매우 치 밀하여 결합력과 밀착력이 양호하였고 내마모 특성이 향상되었다.
2) 수압펌프 플런저는 복잡한 기밀장치 구성과 수 막형성에 의해 100일 동안 가동한 후 중심선 평 균 거칠기 값이 가동전의 초기값보다 1.110배, 표 면 거칠기 최대높이 값은 약 1.295배 증가하였다.
3) 기밀장치가 아주 단순하고 유막이 형성되는 유 압펌프 플런저는 수압펌프 플런저보다 가해지 는 압력이 70 bar 더 높고, 동일 가동시간 동안에 왕복운동수가 8,542,800회 더 많기 때문에, 산봉
우리 및 골이 수압펌프 플런저보다 높게 형성되 어 100일 동안 가동한 후 중심선 평균 거칠기 값 이 가동전의 초기값보다 약 1.165배, 표면 거칠기 최대높이 값이 약 1.272배로 증가하였다.
4) 수압펌프 플런저의 100일 동안 가동한 후에 대한 표면 경도값은 사용전 초기값보다 약 0.992배로, 단면 경도값은 약 0.991배로 감소되었고, 유압펌 프 플런저의 경우에 100일 동안 가동 후의 표면 경도값은 가동전 초기값보다 0.974배로, 단면 경 도값은 약 0.974배로 감소되어 유압펌프 플런저 의 경우가 감소폭이 더 큼을 알 수 있다.
후 기
본 연구는 2단계 BK21 사업단(첨단기계항공고급 인력양성사업단) 및 공학연구원의 지원을 받아 수 행되었기에 도움을 준 관계자 여러분께 감사드린다.
References
1) K. Tani, “Thermal Spraying Surface Modi- fication and Its Interaction with Environment,”
Journal of the Japan Institute of Marine Engineering, Vol.46, No.5, pp.20-25, 2011(in Japanese).
2) N. J. Brown, “Lapping: Polishing and Shear Mode Grinding,” JSPE-56-05, pp.24-29, 1990.
3) P. A. Mikeen, K. Carlisle, P. Shore and R. F. J.
Read, “Ultra-precision, High Stiffness CNC Grinding Machines for Ductile Mode Grinding of Brittle Materials,” JSPE-56-05, pp.30-37, 1990.
4) H. Ohmori and T. Nakagawa, “Mirror Surface Grinding of Silicon Wafers with Electrolytic Inprocess Dressing,” Annals of the CIRP, Vol.39, pp.329-332, 1990.
5) M. I. Bae and H. B. Kim, “Ultra-precision Finishing Characteristics of Coated Chrome Steel,” Korea Society Manufacturing Techno- logy Engineers, Vol.7, No.6, pp.97-101, 1998.
6) Y. M. Lee, W. S. Choi, S. I. Chang, D. W. Bae, J. W. Son and H. G. Lee, “Analysis of Specific Grinding Energy Using Average Grain Model,”
Korea Society Manufacturing Technology Engi-
배명환․박병호․정 화․박희성
neers, Vol.14, No.4, pp.61-68, 2005.
7) K. S. Kim, N. K. Baek, J. H. Yoon, T. Y. Cho, S. J. Youn, S. K. Oh, S. Y. Hwang and H. G.
Chun, “HVOF Thermal Spray Coating of WC- Co for Durability Improvement of High Speed Spindle,” Journal of the Korean Institute of Surface Engineering, Vol.39, No.4, pp.179- 189, 2006.
8) B. H. Park, Super-mirror Face Grinding Machine, Patent No.10-0564387, 2006.
9) M. W. Bae and H. Jung, “A Study on Perfor- mance Characteristics of Super-mirror Face Grinding Machine Using Variable Air Pres- sure,” Transactions of KSAE, Vol.21, No.2,
pp.9-16, 2013.
10) B. H. Park, M. W. Bae and H. Jung, “Charac- teristics Comparison between Plungers of Pow- der Coating with WC-Co-Cr and WC-Cr-Ni by High Velocity Oxygen Fuel Thermal Spray, and Conventional Ceramic,” KSAE Annual Conference Proceedings, pp.1-6, 2011.
11) M. W. Bae, B. H. Park and H. Jung, “A Study on Improvement of Durability for Run-out Table Roller with Hot Rolling by Porous Self-fluxing Alloy Coating,” Journal of the Korean Society of Marine Engineering, Vol.36, No.2, pp.276-285, 2012.