디지털 이미지 상관관계를 이용한 알루미늄 합금 판재의 성형한계도 평가
김 용 배
1)⋅박 정 수
1,2)⋅송 정 한
1)*한국생산기술연구원 뿌리산업기술연구소 성형기술그룹1)․대구대학교 기계자동차공학부2)
Experimental Study on the Forming Limit Curve of Aluminum Alloy Sheets using Digital Image Correlation
Yongbae Kim1)⋅Jungsoo Park1,2)⋅Junghan Song1)*
1)Metal Forming R&D Group, Research Institute of Advanced Manufacturing Technology, Korea Institute of Industrial Technology, 156, Gaetbeol-ro, Yeonsu-gu, Incheon 406-840, Korea
2)Department of Mechanical and Automotive Engineering, Deagu University, 201, Daegudae-ro, Gyoungsan-si, Gyoungsangbuk-do 712-714, Korea
(Received 2015. 04. 06 / Accepted 2015. 05. 01)
Abstract : Sheet metal formability can be defined as the ability of metal to deform without necking or fracture into desired shape. Every sheet metal can be deformed without failure only up to a certain limit, which is normally known as forming limit curve(FLC). In this paper, the dome stretching tests and tensile tests have been performed to obtain forming limit curve of aluminum alloy. During the experiment, failure strain is measured using digital image correlation(DIC) method. DIC method is a whole-field measurement technique that acquires surface displacements and strains from images information which characterized a random speckle as intensity grey levels. Recently years, this DIC method is being developed and used increasingly in various research. DIC results demonstrated the usefulness and ability to determine a strain.
Key words : Forming limit curve, Digital image correlation, Aluminum alloy, Dome stretching test, Sheet metal forming
1. 서 론
1)최근 자동차, 항공기, 의료기기 등 산업전반에서 석 유 에너지 고갈과 환경오염 등의 문제가 심각해지면 서 기계부품 및 구조물 요소에 대하여 고성능화, 고안 전화와 함께 경량화를 요구하고 있다. 또한 이들 산업 에서 디자인의 가치가 급상승하면서 이들 제품의 외 관을 형성하는 판재부품들의 성형공정 기술이 매우 중요해지고 있다 1-2). 일반적으로 강판의 강도가 높을 수록 가공성이 저하되며, 이로 인해 높은 수준의 성형 성 극대화 기술의 확보가 요구되고 있다. 특히 최근 들 어 경량화에 대한 사회적 관심이 높아짐에 따라 알루
*Corresponding author, E-mail: [email protected]
미늄 합금에 대한 이용이 증가하는 추세이다.
알루미늄 합금 판재는 대체로 항복강도, 균일연신 율, 가공경화지수, 이방성계수 등의 고유물성치가 낮 고, 굽힘에서 스프링백이 커서 냉연강판에 비해 성형 성이 떨어지는 반면, 이어링비가 낮기 때문에 드로잉 성형 시 이점이 있는 것으로 알려져 있다3). 이러한 상 황에서 재료의 활용성을 높이기 위해서는 재료 고유 의 성형한계변형률을 결정하는 것은 매우 중요하다.
재료의 특성을 고려한 성형성을 평가하는 연구는 폭 넓은 주제로 국내·외에서 활발히 진행되고 있는 중이 다. 성형한계도(forming limit diagram, FLD)는 Keeler4) 와 Goodwin5)에 의하여 도입된 이래로 다양한 재료와 측정법에 관한 실험을 진행하였고, Marciniak6)등은 성
형한계도에서 소성영향력에 관한 연구를 진행하였다.
Graf7) 등은 성형한계도의 변형 경로의 연관성에 관한 실험을 진행하였고, 변형경로에 영향을 받지 않는 성형 한계도 도출에 관계된 성형한계응력선도(forming limit stress diagram, FLSD)가 Stoughton 8-9)등에 의해 소개되 었다.
이러한 성형한계를 평가하는데 있어서 파단 변형 률은 소재가 변형되었을 때 국부 네킹(localized necking)이 발생되는 변형률 상태를 의미한다. 소재의 표면 변형률 분포를 측정하는 것은 성형한계도를 결 정하는데 있어 가장 중요한 요소라고 할 수 있다. 기존 에는 소재 표면에 원형이나 사각 격자(grid)를 에칭하 거나 실크 스크린 인쇄한 다음 성형 시험 후 파단된 시 편에서 변형률을 측정하였다. 그러나 최근들어 실시 간으로 시편의 변형량을 측정할 수 있는 디지털 이미 지 상관관계(digital image correlation, DIC) 방법10) 등이 많이 적용되고 있다. 본 논문에서는 알루미늄 합금판 재로 널리 사용되는 AA1050, AA5052 소재에 대하여 DIC 방법을 이용하여 실시간 변형률을 측정하고, 시 편형상에 따른 변형경로의 변화와 이에 따른 최종 파 단변형률을 측정하고 최종적으로 알루미늄 판재의 성 형한계도를 구성하였다.
2. 성형한계 시험
2.1 성형한계도
금속 판재의 성형에서 소재의 성형난이도를 평가 하고, 불량 예측 및 분석하기 위하여 Keeler4)와 Goodwin5)에 의해 도입한 성형한계선(forming limit curve, FLC)이 사용되고 있다. 성형한계곡선은 Fig. 1 에서 보는바와 같이 그래프에서 Y축을 주변형률 (major strain), X축을 부변형률(minor strain)로 나누어 한계변형률을 표기하여 곡선의 위쪽 부분을 파단 (failure)영역, 아래쪽 부분을 안전(safe)영역으로 구분 한다. 즉, 성형한계선은 소재에 변형이 작용하여 파단 이 발생하기까지의 한계변형률이라고 할 수 있다. 성 형한계선에서 곡선의 위치가 높을수록 성형성 (formability)이 좋고, 위치가 낮을수록 성형성이 낮다 고 판단할 수 있으며 성형성을 평가하는 일반화된 기 준이라고 할 수 있다.
그리고 시편의 폭과 윤활조건 등 여러 가지 변수조 건에 의해 결정되는 선형변형경로 하에서 드로잉모드
Fig. 1 Forming limit diagram
(ε1>0,ε2<0), 평면변형모드(ε1>0,ε2=0), 장출모드(ε1>0,ε
2>0)가 나타난다.
2.2 시험장비 및 방법
성형한계도 시험은 돔 장출 시험(dome stretching test)을 통하여 네킹 및 파단 부위에서의 한계변형률을 측정하여 성형한계곡선을 도출하기 위함이다. 시험 법은 정해진 표준규격 ISO 12004-2를 참조하여 판재 의 여러 가지 변형 모드를 확인하기 위하여 25mm에서 200mm 사이의 시편 폭을 설정하고 Fig. 2와 같이 직경 이 101.6 mm인 반구형의 펀치와 시험에 필요한 금형 을 사용하였다. 시험기기로는 상온 및 온간에서 시
Fig. 2 Configuration of dome stretching test tools
Fig. 3 Universal sheet metal formability tester
험이 가능하고 금형 교체로 원형 컵, 십자형 컵, 디프 드로잉 등 여러 가지 성형한계 실험이 가능한 Fig. 3의 판재만능성형시험기(universal sheet metal formability tester)를 사용하였다. 본 시험기의 최대 성형하중은 500kN, 블랭크 홀더의 최대 하중은 1,000kN이다. 최대 펀칭 스트로크는 150 mm, 최대 펀치 속도는 10 mm/sec 이다. 시험기에는 유압제어장치가 탑재되어 있어 펀치속도(punch speed)와 클램핑(clamping)하중 을 제어할 수 있고,제어장치와 PC가 연동되어 있어 펀 치 이동거리 및 속도와 클램핑 하중을 실시간으로 확 인가능하다. 그래서 시편에 가해지는 펀치의 하중을 확인하여, 하중이 급격하게 하락하는 네킹 및 파단 발 생 지점에서 실험을 종료할 수 있다.
2.3 DIC 기법을 이용한 파단 변형률 측정 소재의 표면 변형률 분포를 측정하는 것을 성형한 계도를 결정하는데 가장 중요한 요소라고 할 수 있다.
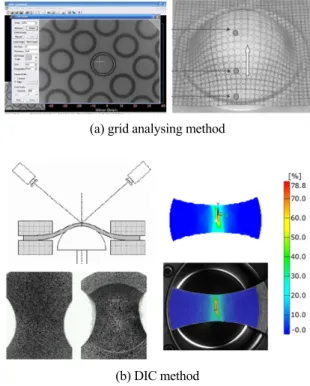
일반적으로 성형한계를 평가할 때 가장 많이 사용되 는 방법은 격자 인쇄법으로 사각이나 원형 그리드를 에칭한 후에 시험이 완료된 각각의 시편 에 대하여 네 킹이 발생한 영역과 그 주변에 있는 변형된 격자 형상 에서 주 변형률(major strain)과 부 변형률(minor strain) 을 Fig. 4(a)와 같이 측정한다.
이와 비교하여 최근에 각광받고 있는 DIC기법은 변형체의 내. 외부에 발생되는 변위 및 변형율을 전 영 역(full field)에서 평가할 수 있는 방법으로, 무작위로
(a) grid analysing method
(b) DIC method
Fig. 4 Comparison of measurement method for failure strain
분포되어 있는 그레이 세기 레벨(gray intensity levels) 에 의해 디지털 이미지정보를 분석함으로써 Fig. 4(b) 와 같이 변형 전. 후 시험편의 변형율을 얻을 수 있는 방법이다10). 변형 전. 후의 디지털 이미지 상관관계를 수학적으로 정의가 명확한 함수를 사용하여 규명함으 로써 변형체의 관심 있는 전 영역에서 평가가 가능하 다. 또한 디지털 이미지로써 시험편 표면의 스펙클패 턴(speckle pattern)을 CCD카메라에 의하여 얻을 수 있 기 때문에 전형적인 시각적 측정과 비교하여 볼 때 훨 씬 간편하여 자동적이고 비접촉 측정이 가능한 장점 이 있다. 본 논문에서는 대표적인 상용 DIC 측정장치 인 Gom사의 ARAMIS 장비를 이용하여 성형한계 시 파단변형률을 측정하였다.
3. 시험결과 및 고찰
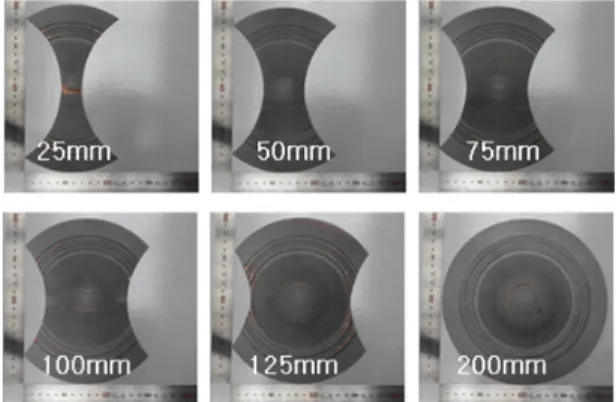
본 논문에서는 대표적인 알루미늄 합금 소재인 AA1050와 AA5052 소재에 대하여 돔 장출 시험을 수 행하여 성형한계도를 구성하였다. 판재의 여러 가지 변형 모드를 확인하기 위하여 Fig. 5와 같이 25mm에 서 200mm 사이의 시편폭을 설정하고 시편을 가공하
Fig. 5 Specimens with various width for different deformation
Fig. 6 Dome stretching tests with various specimen
Fig. 7 Configuration of specimens after tests
였다. ARAMIS를 이용한 변형률 측정을 위하여 시편 에 스프레이를 이용하여 불규칙한 패턴을 도포하고, 성형한계도 시험을 진행하였다.
돔 장출 시험은 먼저 가공 완료된 시편을 Fig. 6의 좌측에 나타낸 사진처럼 시험용 금형 위에 올려놓고 블랭크 홀더를 이용하여 시편을 눌러 고정시킨다. 시 편을 고정 한 후 펀치를 유압장치를 이용하여 상부로 밀어올려 평판 형상의 시편을 돔 형상으로 변형시킨
(a) width: 25 mm
(b) width: 75 mm
(c) width: 100 mm
(d) width: 200 mm
Fig. 8 Variation of major and minor strains of various specimen with different deformation modes
다. 돔 장출 시험에서 시편에 네킹 또는 크랙이 발생하 면 펀치에 가하는 하중을 제거하고 Fig. 6의 우측 그림 과 같이 시험을 중단하였다. 다양한 변형모드를 얻기 위해 시편 폭을 달리하였으며 각 시편의 파단 후 형상 은 Fig. 7과 같다.
성형한계 곡선을 얻기 위해 일반적인 그리드 분석 법을 사용하는 경우에는 최종 파단 시편에 대해서 파 단면 주변의 주변형률을 측정하게 된다. 따라서 시편 이 어떠한 변형경로를 거쳐왔으며, 파단면에서의 파 단변형률에 대한 정확한 예측이 불가하고 시험자의 직관에 의해 결정되는 경우가 많다.
본 실험에서는 DIC 방법을 이용하여 Fig. 8에 도시 한 바와 같이 시편의 주변형률과 부변형률을 실시간 으로 측정하여 시편의 변형경로와 최종 파단변형률을 결정하였다. Fig. 8(a)와 같이 시편 폭이 25 mm 인 경우 에는 드로잉모드(ε1>0,ε2<0)에서 변형이 발생함을 알 수 있다. 이와 비교하여 시편 폭이 75mm에서는 부변 형률(ε2)가 거의 0에 가까운 평면 변형모드를 보이며
Fig. 9 Interpolation of failure major strain using inverse parabolic equation (ISO120004-2)
시편 폭이 100mm 에서는 부변형률이 약 4% 까지 증 가한 후에 파단이 발생하며, 시편 폭이 200 mm 인 경 우에는 주변형률과 부변형률이 거의 같이 증가하는 장출모드(ε1>0,ε2>0)로 변형되다가 파단이 발생함을 알 수 있다.
변형모드를 달리한 각 시편에 대하여 주변형률과 부변형률 변화를 측정한 후에 성형한계도를 구성하기 위해서는 파단 변형률을 계산하여야 한다. 본 연구에 서는 Fig. 9에 도시한 바와 같이 SO 120004-2에 따른 주변형률 곡선근사와 한계변형률을 결정하였다. 파 단 발생 직전의 영역에서 각각 좌우 곡선근사에 사용 되는 영역 (fit window)을 설정하고 Fig. 9와같이 종 모 양의 역2차(inverse parabolic)함수로 곡선 근사하여 성 형한계 변형률을 결정하였다.
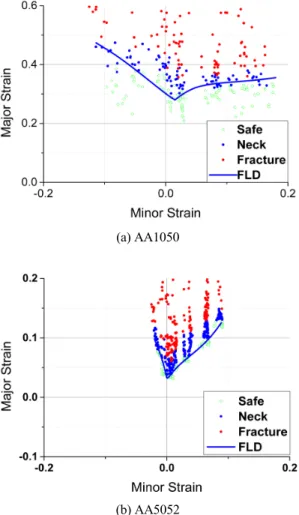
(a) AA1050
(b) AA5052 Fig. 10 Forming limit curve of Al alloys
DIC 방법과 ISO 120004-2의 한계변형률 근사 에 따 라 구성된 알루미늄 합급 판재 AA1050와 AA5052의 성형한계곡선을 Fig. 10에 도시하였다. AA 1050소재 와 AA5052 소재 모두 평면 변형모드에서 각각 0.28과 0.04의 가장 낮은 한계변형률(FLD0) 값을 보인다. 이를 통해서 상대적으로 AA5052 소재 보다 AA 1050 소재 의 성형성이 더 좋다는 사실을 확인할 수 있다. 특히 AA5052 소재는 드로잉모드(ε1>0,ε2<0),에서 성형가능 영역이 적어 드로잉 성형성이 특히 낮음을 알 수 있다.
4. 결 론
본 논문에서는 알루미늄 합금판재로 널리 사용되 는 AA1050, AA5052 소재에 대하여 DIC 방법을 이용 하여 실시간 변형률을 측정하고, 시변형상에 따른 변 형경로의 변화를 확인하였다. 그 결과 시편 폭이 작은 경우에는 드로잉모드(ε1>0,ε2<0) 변형이 발생되며, 시 편 폭이 증가할 수 록 부변형률(ε2)이 거의 0에 가까운 평면 변형모드에서 파단이 발생하며, 시편 폭이 200 mm 인 경우에는 주변형률과 부변형률이 거의 같이 증 가하는 장출모드(ε1>0,ε2>0)로 변형되다가 파단이 발 생함을 확인할 수 있었다.
성형한계도 구성을 위하여 DIC 방법을 이용 파단 발생 직전의 영역에서 각각 좌우 곡선근사에 사용되 는 영역 (fit window)을 설정하고 종 모양의 역2차 (inverse parabolic)함수로 곡선 근사하여 성형한계 변 형률을 결정하였다. AA 1050소재와 AA5052 소재 모 두 평면 변형모드에서 각각 0.28과 0.04의 가장 낮은 한계변형률(FLD0) 값을 보였으며, 특히 AA5052 소재 는 드로잉모드(ε1>0,ε2<0),에서 성형가능 영역이 적어 드로잉 성형성이 특히 낮음을 확인하였다.
Acknowledgement
본 연구는 한국생산기술연구원 뿌리산업기술연구 소 내부연구사업 중 근미래 선도제품 제조기술 개발 및 신기술지원시스템 구축의 결과입니다.
References
1) Advance High Strength Steel (AHSS) Application Guidelines, International Iron and Steel Institute, http://www. worldautosteel. com.
2) H. Huh, S. B. Kim, J. H. Song and J. H. Lim,
“Dynamic tensile characteristics of TRIP-type and DP-type steel sheets for an auto-body”, Int. J. Mech.
Sci., 50, p. 918, 2007.
3) Z. L. Hu, X. S. Wang and S. J. Yuan, “Quantitative investigation of the tensile plastic deformation characteristics and microstructure for friction stir welded 2021 aluminum alloy”, Mater. Charact., 73, p.114, 2012.
4) S. P. Keeler, “Determination of Forming Limits in utomotive Stamping”, Sheet Metal Industries, 42, p.683, 1965.
5) G. M. Goodwin, “Application of Strain Analysis to Sheet Metal Forming Problems in the Press Shop”, Tran.SAE, No.680093, p.77, 1968.
6) Z. Marciniak and K. Kuczynski, “Limit Strains in the Processes of Stretch Forming Sheet Metal”, Int. J.
Mech. Sci.,9, p.609, 1967.
7) A. Graf and W. Hosford, “The Influence of Strain-Path Changes on Forming Limit Diagrams of A1 6111-T4”, Int. J. Mech. Sci., 36, p.897, 1994.
8) T. B. Stoughton, “A General Forming Limit Criterion for Sheet Metal Forming”, Int. J. Mech. Sci..42, p1, 2000.
9) T. B. Stoughton and X. Zhu, “Review of Theoretical Models of the Strain-Based FLD and Their Relevance to the Stress-Based FLD”, Int. J. Plast., 20, p.1463, 2004.
10) ARAMIS, GOM mbH, http://www.gom.com