Study on the Engineering Properties of 150MPa Ultra-high Strength Concrete
10
0
0
전체 글
(2)
(3)
(4)
(5)
(6)
(7)
(8)
(9)
(10)
수치
+4
관련 문서
The spalling properties of ultra high strength concrete specimens with various contents of PP fiber were investigated in this study.. In results, the content of PP fiber for
The Influence of steel fiber on modulus of elasticity, compressive, splitting tensile and flexural strength, and drying shrinkage and creep of HSFRC are investigated,
High tensile steel with yield strength up to 780 MPa and ultra-high strength concrete with compressive cylinder strength up to 180 MPa were used to construct the test
In order to verify attainment of design compressive strength and the durability of the manufactured concretes we examined the tests such as compressive strength
According to the test results, the workability, compaction, and compressive strength of the high-fluidity concrete increased when replacing 30% of the cement with copper slag..
From the test results, the confinement effect of steel tube on the compressive strength of infilled concrete is remarkably appeared in the thin-walled
With wide range of compressive strength of UHPCC, experiments on the fiber reinforcement effect confirmed that the compressive strength in UHPCC is also improved
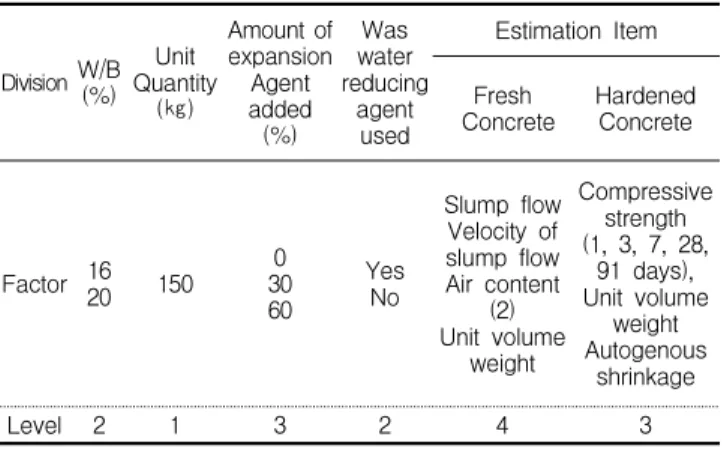
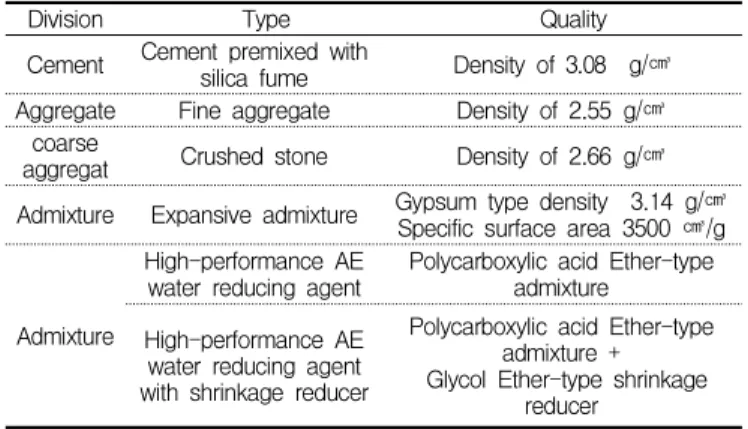
Therefore, in this study, we investigated proper cement content satisfying durability, workability, compressive strength, and reviewed use of admixtures, proper
