DOI https://doi.org/10.9725/kts.2020.36.5.267
광경화성 레진의 성분 변화에 대한 소수성 표면 제작을 위한 공정 조건
홍성호1†ㆍ우흥식2
1
동국대학교 창의융합공학부 기계시스템공학전공 조교수
2
동국대학교 창의융합공학부 안전공학전공 교수
Process Conditions for the Fabrication of Hydrophobic Surfaces with Different Photo-curable Resins
Sung-Ho Hong
1†and Heung-Sik Woo
21
Assistant Professor, Dept. of Mechanical System Engineering, Dongguk University-Gyeongju
2
Professor, Dept. of Safety Engineering, Dongguk University-Gyeongju
(Received October 14, 2020 ; Revised October 22, 2020 ; Accepted October 26, 2020)
Abstract − This study experimentally investigates hydrophobic surfaces fabricated via additive manufacturing.
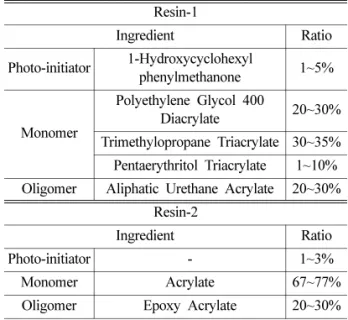
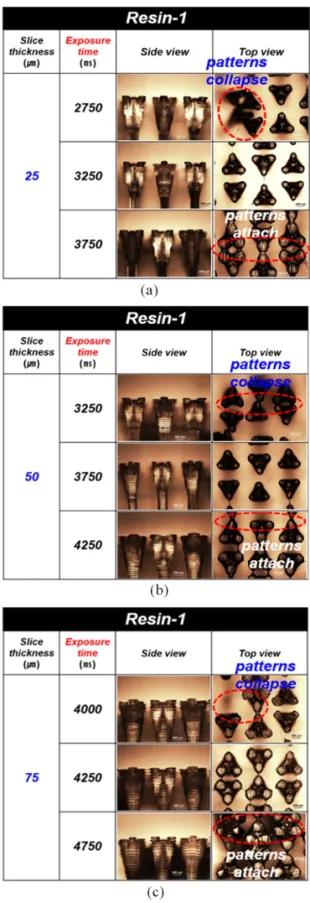
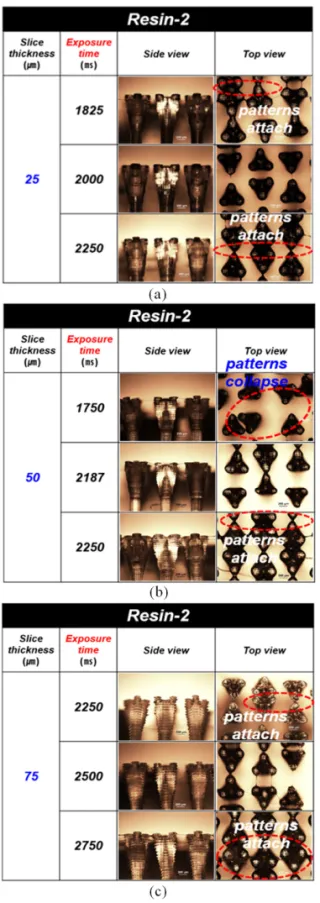
Additive manufacturing, commonly known as 3D printing, is the process of joining materials to fabricate parts from 3D model data, usually in a layer-upon-layer manner. Digital light processing is used to fabricate hydro- phobic surfaces in this study. This method uses photo-curable resins and ultraviolet (UV) sources. Moreover, this technique generally has faster shaping speeds and is advantageous for the fabrication of small components because it enables the fabrication of one layer at a time. Two photo-curable resins with different compositions are used to fabricate micro-patterns of hydrophobic surfaces. The resins are composed of a photo-initiator, mono- mer, and oligomer. Experiments are conducted to determine suitable process conditions for the fabrication of hydrophobic surfaces depending on the type of resin. The most important factors affecting the process conditions are the UV exposure time and slice thickness. The fabrication capability according to the process conditions is evaluated using the side and top views of the micro-patterns observed using a microscope. The micro-patterns are collapsed and intertwined when the exposure time is short because sufficient light (heat) is not applied to cure the photo-curable resin with a given slice thickness. On the other hand, the micro-patterns are attached to each other when the exposure time is prolonged because the over-curing time can cure the periphery of a given shape.
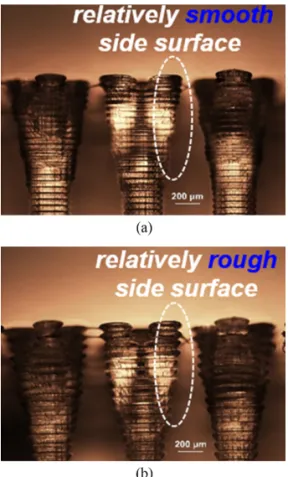
When the slice is thicker, the additional curing area is enlarged in each slice owing to the straightness of UV light, and the slice surface becomes rough.
Keywords − additive manufacturing(적층 제조), contact angle(접촉각), hydrophobic surface(소수성 표면), photo- curable resin( 광경화성 레진)
1. 서 론
최근 고체 표면에 액체의 젖음성(wettability)을 효과적 으로 제어할 수 있는 기술은 과학적, 산업적인 응용 측면
†