ISSN 1225-7842 / eISSN 2287-402X http://dx.doi.org/10.7779/JKSNT.2016.36.6.504
1. 서 론
원자력발전소의 운전연수 증가와 노화에 따른 이종금속용접부에서 결함 발생 사례(해외 Calvert Cliff NPP #2의 가압기 heater sleeve, Palo Verde NPP #3의 hot leg temperature detector 노즐 등)가
지속적으로 보고되고 있으며[1-4], 국내에서도 원 자력발전소 가동연수 증가에 따라 이종금속부에 대한 결함 발생도 지속적으로 증가할 것으로 판 단되며 2007년 oo 3호기, 2008년 oo 4호기에서 증기발생기 배수 노즐 이종금속용접부에서의 결 함 사례가 보고되었다[5,6].
원자력발전 고방사선구역 소구경 노즐에 대한 자동화검사 기술
Automatic Inspection Technology for Small Bore Penetration Nozzle in High Radiation Area of Nuclear Power Plant
류승우*,**✝, 윤기봉*, 전규민*, 성운학**
Sung Woo Ryu*,**✝, Kee Bong Yoon*, Gyu Min Jeon* and Un Hak Seong**
초 록 원자력발전소의 노후화에 따른 이종금속용접부에서 결함 발생 사례가 지속적으로 보고되고 있으며,
국내에서도 원자력발전소 가동연수 증가에 따라 이종금속부에 결함 발생도 점점 증가할 것으로 판단된다.
국내에서는 증기발생기 배수 노즐 이종금속용접부, 원자로냉각재계통(RCS) 고온관 시료 채취 노즐에서 결함 사례가 보고되었고, 원자력발전소의 인력 접근이 제한적인 고방사선구역 내 소구경 노즐의 이종금속용접부에 대한 검사 시 인력 투입을 최소화 하는 신뢰성 있는 자동화 비파괴검사 가능 기술 및 시스템 개발 필요성이 증대되고 있다. 본 연구에서는 원자력발전소의 소구경 노즐 결함 검출을 위해 1) beam simulation을 통한 최 적 검사 탐촉자 설계, 2) 소구경 이종용접부 검사용 multi-directions UT 최적 검사기술, 3) 원격제어 automatic inspection system을 개발하였으며, 표준결함시편을 이용하여 개발된 기술 및 시스템의 결함 검출능을 검증하 였다. 개발된 최적기술과 시스템은 실제 발전소에서 발생된 결함 (RCS 고온관 시료 채취 노즐)에 대한 검사 에 적용하여 결함을 검출함으로써 개발 검사 기술 및 시스템의 적합성이 검증되었다. 개발된 기술은 원전의 다양한 소구경 건전성 평가에 활용함으로써 원자력발전 안전성 확보에 기여할 수 있을 것으로 기대된다.
주요용어: 초음파검사, 자동화검사, 탐촉자 설계, 소구경 노즐
Abstract Defects in dissimilar metal welds are reported to be on the increase during the operating lifespan and aging of nuclear power plants. In Korea, reported cases of defects due to dissimilar metal welds include the drain nozzle of a steam generator and RCS hot tube sampling nozzles. Therefore, there is an urgent need to develop a reliable automated nondestructive inspection technique and a system for the inspection of dissimilar metal welds of small diameter nozzles in a high radiation area of a nuclear power plant. In this study, to ensure effective defect inspection of small diameter nozzles (RCS high-temperature tube sampling nozzle) of a nuclear power plant, three different methods were developed. These include: (1) optimum inspection probe design by beam simulation, (2) multi-directions UT optimum inspection technique for the inspection of small diameters of different welded parts, and (3) remote control automatic inspection system. The developed technique and systems have been verified to be suitable for use in the inspection of defects in smaller diameter nozzles in nuclear power plants.
Keywords: Ultrasonic Testing, Automatic Inspection, Beam Simulation, Small Bore Nozzle
[Received: December 1, 2016, Accepted: December 3, 2016] *중앙대학교 기계공학부, **에네스지, ✝Corresponding Author: Dept. of Mechanical Engineering, Chung-Ang University, Seoul 06974, Korea (E-mail: [email protected])
ⓒ 2016, Korean Society for Nondestructive Testing
그러므로 원자력발전소의 인력 접근이 제한적인 고방사선구역 내 저항온도측정기 RTD (resistance temperature detector) 노즐(nozzle), 가압기 heater sleeve 등의 소구경 노즐의 이종금속용접부에 대 한 검사 시 인력 투입을 최소화하고 신뢰성있는 비파괴검사 기술 및 시스템 개발의 필요성이 증 대되고 있다[7,8].
본 연구 개발은 원자력발전소의 소구경 노즐 (RTD 노즐, 가압기 heater sleeve)에 대한 검사 기 술과 관련된 검사시스템 장비를 개발하기 위해 1) 소구경 이종용접부 검사용 multi-direction PE, PAUT 등 최적 검사 기술, 2) beam simulation을 통한 기법별 최적 검사 탐촉자, 3) 원격제어 automatic inspection system을 개발하였다.
개발된 기술 및 시스템의 적용 검증을 위해 RTD 노즐, 가압기 heater sleeve 목업과 표준결함 시편들을 제작, 활용하여 결함 검출능 테스트를 수행하여 개발 검사 기술 및 시스템의 적합성을 검증하였다.
2. 본 론
2.1. Mock-up 및 표준시험편 설계/제작
기술 개발 및 검증용으로 실제품과 동일한 크 기 및 형태의 가압기 heater sleeve 와 hot/cold leg RTD nozzle mock-up을 제작하였다. 또한 개발 탐 촉자 및 시스템의 결함 검출능 테스트를 위해 mock-up에 설치 가능한 다양한 형태의 인공표준 결함시편을 제작하였다. Fig. 1은 제작된 mock-up 과 인공결함시험편을 나타내며, 결함시험편 내의 최소 결함 크기는 0.1(t) × 0.2(d) × 5(L) mm로 원주방향, 축방향 노치형과 용접부 side drilled hole 형태로 다양하게 제작하였다.
이렇게 제작된 mock-up과 결함시험편은 개발된 탐촉자 및 검사시스템에 대한 검증 및 결함 검출 능 테스트에 적용하였다.
2.2. 열 피로균열시편
모재에서 발생되는 결함을 검출하기 위해 모재 와 음속이 유사한 합금강을 사용하여 열 피로균 열시편을 제작하여 결함의 검출능을 확인하였다.
열 피로균열시편 제작은 800℃/ 상온을 주기적으 로 가열/냉각하였으며, 결함은 깊이 0.5~ 3.0 mm), 길이(5~15 mm)로 제작하였다. Fig. 2 은 열 피로 균열시편을 보여주고 있으며, 외경 표면손상용 시편도 동시에 제작하였다.
2.3. 감도 교정용 보정시편
용접부의 정확한 결함 검출을 확인하기 위해 슬리브 용접부와 형상이 유사하도록 시편을 가공 하여 형상에 따른 검출 신호와 지시의 검출능을 검증하였다. 시편 형상은 Fig. 3에서와 같이 가공 하였으며, 수직 및 사각탐상에 적합하도록 노치 및 구멍을 가공하였다. 사각탐상용 노치는 깊이 Fig. 1 Mock-up and standard blocks for calibration
and verification
Fig. 2 Reference blocks with thermal fatigue crack
7, 10, 13 mm의 3×3 mm로 가공하였고, 수직탐상 용 깊이는 FBH 2 mm로 깊이 5, 10로 구분하여 가공하였다. 또한, 용접부의 형상을 정확히 구분 하기 위해 1, 3, 5, 7 mm의 단차가공 및 중심부 에 FBH(flat bottom hole)을 가공하였다.
2.4. 시뮬레이션을 통한 최적 검사기술 및 초음 파 탐촉자 개발
최적의 검사 수행을 위해 결함에 정확한 초음 파 빔의 입사 조건 및 이를 위한 탐촉자 형태 및 배열 등의 조건이 중요하다. 이와 같은 최적의 조건을 결정하기 위해 초음파 시뮬레이션 tool을 이용하여 초음파 빔 시뮬레이션을 수행하였다.
Simulation을 이용하여 heater sleeve와 RTD nozzle mock-up 도면에서 외부 및 내부 표면결함에 대 한 최적 결함 검출에 조건을 도출하였다.
Fig. 2은 이러한 초음파 빔 시뮬레이션중 하나 의 결과 화면을 나타낸다.
축방향과 원주방향 결함 검출에 최적화된 초음 파 빔 시뮬레이션 결과를 이용하여 heater sleeve 와 RTD 노즐용 탐촉자를 설계, 제작하였다.
Fig. 4은 이러한 최적조건의 축방향 및 원주방 향 결함 검출을 위해 제작된 RTD 노즐, 가압기 heater sleeve 검사용 초음파 탐촉자를 나타낸다.
개발된 탐촉자는 Fig. 5에서와 같이 다양한 형 태나 방향의 결함에 대한 검사가 수행 가능하도 록 0도, up 45도, down 45도, left 45도, right 45도 의 5방향의 multi-directions pulse-echo 탐촉자와 6 채널 phased array 탐촉자로 구성되며, 표면결함 검출용 ECT(와전류검사) 탐촉자가 함께 구성된 형태이다.
Fig. 4 Beam simulation of phased array probe for RTD nozzle inspection
Fig. 5 Ultrasonic probe sets for RTD & heater sleeve inspection
2.5. 결함 검출능 테스트
개발된 탐촉자와 시스템에 대한 결함 검출능을 테스트하기 위해 제작된 mock-up시편, 열 피로 시 편, 감도보정용 시편에 대한 자동탐상을 수행하였 으며, 외면부 축방향, 원주방향 결함에 대해 모두 결함 검출능이 만족함을 알 수 있다. 내면부 표면 결함에 대해서도 동일한 조건에서 검출능 테스트 를 수행하였으며, 표면결함 검출능 시험에서도 결 함 검출능을 만족하는 결과를 얻을 수 있었다.
Fig. 3 Reference blocks for amplitude calibrations
Fig. 6 The results of inspection testing for mock-up
2.5.1. Mock-up 시편 테스트
Mock-up 시편에 대한 자동초음파탐상을 수행 한 결과, 수직탐상에서 용접부의 형상신호 및 노 치신호를 정확히 검출하는 것이 가능하였고, 사 각탐상에서 슬리브 모재부의 내외면에 가공된 노 치를 정확히 검출하는 것이 가능하였다. 또한, 노 치의 깊이에 따른 초음파신호를 거리 진폭의 보 정도 가능하였다. Fig. 6은 수직탐상에서의 용접 부 형상 및 내경면의 원주방향 노치신호를 C-스 캔으로 보여 주고 있다.
2.5.2 열 피로균열시편 테스트
준 자연 결함의 형태인 열 피로균열에 대한 자 동초음파탐상을 수행한 결과, 축 및 원주방향의 사각탐상에서 양호하게 지시의 형상에 준하여 지 시가 검출됨을 확인할 수 있었으며, 수직탐상에 서는 균열의 특성상 지시를 검출하는 것이 불가 능하였다. 또한, 표면손상신호 검출용으로 제작된 시편에 대해서는 수직 및 사각탐상에서 형상신호 가 양호하게 검출됨을 확인하였다.
Fig. 7은 사각탐상에서의 축/원주방향의 열 피 로균열신호를 보여주고 있다.
2.5.3. 감도 보정용 시편 테스트
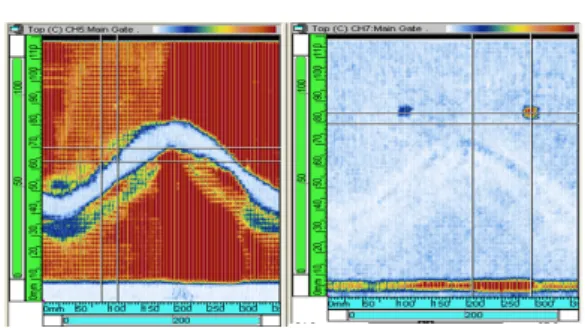
복잡한 J-groove 형상의 용접부 내에 존재하는 용접부 결함을 양호하게 검출하고, 형상신호를 정 확히 구분하기 위한 감도 보정용 시편에 대한 자 동초음파탐상을 수행한 결과, 수직탐상에서 단계 별 가공된 형상신호를 검출하는 것이 가능하였으 며, 단간 중심에 가공된 FBH를 양호하게 검출하는 것이 가능하였다. 또한, 깊이별 검출된 신호에 대
해 평가하는 것을 가능하게 하였고, 다양한 형상 신호에 대한 평가를 원활하게 할 수 있었다.
Fig. 8은 수직 및 사각탐상에서의 형상 및 노치신 호를 보여주고 있으며, 위치별 노치를 양호하게 검출된 것을 A, C-스캔으로 보여주고 있다.
2.6. 실증 시험
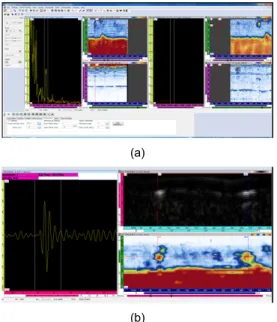
개발된 검사기술 및 시스템을 이용하여 원자력 발전소의 RCS 고온관 시료 채취 노즐에서의 결 함발생부위에 대한 검사를 수행하였다. 자동화 검사 결과는 Fig. 9에서와 같이 용접부 결함신호 를 검출 및 측정이 가능하였고, 탐촉자의 사각 (45도)과 TOFD에서 결함을 검출함을 확인하였다.
결함 발생부에서 crack 존재 여부는 Fig. 10에 서와 같이 내시경 육안검사를 통해 확인이 가능 하였고, 용접부의 표면에서 crack이 존재함을 확 인하였다. 따라서, 개발된 검사기술과 시스템의 적합성이 검증되었다.
Fig. 7 The results of inspection testing for thermal fatigue specimen
Fig. 8 The results of inspection testing for amplitude calibration specimen
(a)
(b)
Fig. 9 The results of inspection testing for real cracks in nuclear power plant. (a) normal angle (b) TOFD
Fig. 10 The results of visual inspection for real cracks in nuclear power plant
3. 결 론
원자력발전소의 소구경 노즐(RTD 노즐, 가압 기 heater sleeve)의 신뢰성 있는 검사를 위해 beam simulation을 통해 최적의 multi-directions PE, PA 탐촉자를 설계, 제작하였다. 개발된 탐촉 자 및 검사시스템의 적용 검증을 위해 RTD 노 즐, 가압기 heater sleeve mock-up 과 표준결함시 편들을 제작하였으며, 이를 활용하여 결함 검출 능 테스트를 수행하여 개발 검사기술 및 시스템 의 적합성을 검증하여 아래와 같은 결과를 얻을 수 있었다.
1) Mock-up에 표준결함시험편을 설치하여 검출 능 테스트 검사를 수행하여 외경부 결함 검 출능에서 최소결함 0.4 × 5× 0.1 (mm)의 결 함에 대해서 신뢰성 있는 결함 검출을 나타 내어 개발 탐촉자 및 시스템의 검출능이 만 족함을 알 수 있었다.
2) 내경 표면결함에 대해서도 최소결함 0.4 × 5× 0.1 (mm)의 결함에 대해 초음파 및 ECT 테스트를 수행하여 개발 탐촉자 및 시스템 의 검출능이 만족함을 검증하였다.
개발된 기술과 시스템은 실제 발전소에서 발생 된 실결함에 대한 검사에 적용하여 결함을 검출 함으로써 개발 검사기술 및 시스템의 적합성이 검증되었다. 개발된 기술은 원전의 다양한 소구 경 건전성 평가에 활용함으로써 원자력발전 안전 성 확보에 기여할 수 있을 것으로 기대된다.
후 기
본 연구는 산업통상자원부 (MOTIE)와 한국에 너지기술평가원 (KETEP)의 지원 (No. 2013-502- 0930010, No. 2014-1010101850)과 한국산업기술진 흥(KIAT)의 지원(No. N0001075)을 받아 수행한 연구 과제입니다.
References
[1] C. Faidy, J. Schmidt, and V. Shah, "Assessment and management of ageing of major nuclear power plant components important to safety,"
IAEA Report, pp. 187-197 (2003)
[2] A. R. Mcllree, "PWR materials reliability program interim alloy 600 safety assessments for US PWR plants (MRP-44NP) parts 2:
Reactor vessel top head penetrations,"
TP-1001491-NP, Part 2 (2001)
[3] INPO, "Reactor vessel head penetration through wall leak discovered," INPO Event Report 38498 (2001)
[4] INPO, "Indication of pressure boundary leakage discovered during visual inspection of head,"
INPO Event Report (2001)
[5] Korea Institute of Nuclear Safety, AR-991
"General action plan of PWSCC," pp. 3-24 (2013) [6] S. W. Ryu, H, J, Chang, D. J. Lee, K. C.
Shin and U. H. Seong, "Automatic ultrasonic testing of drain & instrument nozzle of steam generator," KSNT 2008 Spring Conference, pp. 307-316 (2008)
[7] S. Mahaut, O. Roy, C. Beroni, B. Rotter,
"Development of phased array techniques to improve characterization of defect located in a component of complex geometry," Ultrasonics, Vol. 40, pp. 165-169 (2002)
[8] SCE, "Alloy 600 RCS Penetration Nozzles,"
Pre-Decisionsal Enforcement Conference, Southern California Edison presentation (1997)