알루미늄 판상에 글라스 세라믹 후막이 코팅된 절연금속기판의 제조 및 절연특성
이성환·김효태† 한국세라믹기술원 나노융합소재센터
Fabrication and Electrical Insulation Property of Thick Film Glass Ceramic Layers on Aluminum Plate for Insulated Metal Substrate
Seong Hwan Lee, and Hyo Tae Kim†
Nano Materials and Convergence Center, Korea Institute of Ceramic Engineering and Technology, Jinju-si 52851, Korea (Received November 27, 2017: Corrected December 13, 2017: Accepted December 21, 2017)
초 록: 본 연구는 평판형 히터용 금속방열판상의 세라믹 절연층 제조, 즉 절연성 금속기판에 관한 것이다. 반도체나 디 스플레이의 열처리 공정 등에 사용되는 평판형 히터를 제조함에 있어서, 온도 균일도를 높이기 위해 금속 방열판으로서 열 전도율이 높고, 비교적 가벼우며, 가공성 좋은 알루미늄 합금 기판이 선호된다. 이 알루미늄 기판에 발열 회로 패턴을 형성 하기 위해서는 금속 기판에 절연층으로서 고온 안정성이 우수한 세라믹 유전체막을 코팅하여야 한다. 금속 기판상에 세라 믹 절연층을 형성함에 있어서 가장 빈번히 발생하는 첫 번째 문제는 금속과 세라믹의 이종재료 간의 큰 열팽창계수 차이 와 약한 결합력에 의한 층간박리 및 균열발생이다. 두 번째 문제는 절연층의 소재 및 구조적 결함에 따른 절연파괴이다. 본 연구에서는 이러한 문제점 해소를 위해 금속소재 기판과 세라믹 절연층 사이에 완충층을 도입하여 이들 간의 기계적 매칭 과 접합력 개선을 도모하였고, 다중코팅 방법을 적용하여 절연막의 품질과 내전압 특성을 개선하고자 하였다.
Abstract: This paper presents the fabrication of ceramic insulation layer on metallic heat spreading substrate, i.e. an insulated metal substrate, for planar type heater. Aluminum alloy substrate is preferred as a heat spreading panel due to its high thermal conductivity, machinability and the light weight for the planar type heater which is used at the thermal treatment process of semiconductor device and display component manufacturing. An insulating layer made of ceramic dielectric film that is stable at high temperature has to be coated on the metallic substrate to form a heating element circuit.
Two technical issues are raised at the forming of ceramic insulation layer on the metallic substrate; one is delamination and crack between metal and ceramic interface due to their large differences in thermal expansion coefficient, and the other is electrical breakdown due to intrinsic weakness in dielectric or structural defects. In this work, to overcome those problem, selected metal oxide buffer layers were introduced between metal and ceramic layer for mechanical matching, enhancing the adhesion strength, and multi-coating method was applied to improve the film quality and the dielectric breakdown property.
Keywords: planar heater, insulated metal substrate, ceramic film, delamination, breakdown voltage
1. 서 론
절연성(electrically insulating)의 유전체 소재 (dielectric material)로 코팅된 절연성 금속기판(insulated metal substrate, 이하 IMS)는 디스플레이 제조 산업에서의 열처리 공정, 열분해 공정용 오븐 등에서 내부식성, 내오염성, 내열성 및 기계적 내구성을 제공하는 중요한 내외장재이다.1) 뿐 만 아니라 IMS 는 고열전도성(high thermal conductivity) 의 금속기판을 사용하기에 높은 열에너지(heat energy)를
발생하는 전자부품, 즉 고전력 LED 패키지, 전력반도체 소자, 고주파 통신, 태양광 발전용 기판 등에서 새로운 수 요가 증가되고 있는 추세이다.2) IMS 는 일반적으로 금속 재 기판의 한쪽 또는 양면을 절연 유전체 소재인 에폭시, 폴리이미드, 테플론 등과 같은 고분자 소재나 알루미나, 질화보론, 질화알루미늄 등과 같은 무기질(inorganic)인 세라믹 소재로 코팅이나 접합공정을 거쳐 제조하게 된다.
세라믹과 같은 무기소재(inorganic material)로 코팅된 금속체 (metallic body) 또는 금속 기판(metallic substrate)
†Corresponding author E-mail: [email protected]
© 2017, The Korean Microelectronics and Packaging Society
This is an Open-Access article distributed under the terms of the Creative Commons Attribution Non-Commercial License(http://creativecommons.org/
licenses/by-nc/3.0) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
은 다양한 화학공정이나 열처리 공정에서의 물리적, 화 학적 보호막(protective layer) 역할을 하는 중요한 부품소 재 중간재이다. 그 중에서도 전자소자나 부품의 패키지 기판으로 사용되는 IMS 에 사용되는 유전체 소재는 기 본적으로 소자 회로에서의 전기적 단락(electrical short)을 방지하기 위해 높은 유전강도(dielectric strength) 즉 내전 압 특성이 요구된다.2,3)높은 유전강도의 유전체는 IMS 에서의 절연층의 두께를 더욱 박형화 할 수 있게 할 뿐 아 니라 원천적으로 금속소재 보다 상대적으로 열전도도가 낮 은 세라믹 소재의 경우 박형일수록 소자 방열(heat transfer) 특성이 향상 되어 패키지의 열저항(thermal resistance)이 낮 아지게 된다. 따라서 전자소자용 IMS 는 작동 시 발생 하는 높은 열에 의한 성능저하를 방지하고 소자의 수명과 신뢰 성을 제고하기 위해서는 가능한 높은 열전도도의 유전체 소재의 적용이 필요하다.4-9)
지금까지 전자소자용 세라믹 절연체 기반의 IMS 는 대 부분 사전에 열처리를 통해 rigid 한 세라믹 유전체 후판 (thick plate)과 고열전도성의 구리나 알루미늄 등의 금속 재 박판 (thin plate) 기판의 접합으로 제조되어 왔다.
본고는 반도체 디스플레이 제조시의 열처리 공정용 중 대면적 평판히터(planar type heater)에 적용될 절연성 고 방열 기판으로서, 1.5~8 mm 급의 후판형 알루미늄 합금 (aluminum alloy)으로 된 열확산 및 지지용 기판상에 저 온소결용 글라스 세라믹(glass ceramic) 소재의 절연 유전 체 층을 코팅 후 열처리하여 소결한 글라스 세라믹 기반 의 IMS 의 제조에 관한 것이다. 여기서는 특히 금속-세라 믹 이종소재 접합에 따른 층간 박리(delamination) 억제와 절연 내전압 특성 향상을 위한 소재 및 공정조건에 대해 연구하고 그 효과를 검토하고자 한다.
2. 실험 방법 및 시료 제조
2.1. 메탈 기판용 절연체 세라믹 페이스트 제조 및 코팅 본 연구에 사용된 알루미늄 합금(Al 5052, 이하 알루미 늄) 기판의 융점이 607~649oC 범위이므로 여기에 코팅하
여 열처리할 세라믹 절연막의 열처리 온도는 이보다 적 어도 40oC이상 낮은 560oC이하의 소결온도를 갖는 세라 믹 조성을 선정하여야 절연막의 소결 시 알루미늄 기판 의 변형과 변색을 억제할 수 있다. 실험에 적용된 저온소 결 세라믹 절연체 조성은 글라스 세라믹(glass-ceramic) 기 반의 유리상(glass phase)의 기지상(matrix phase) 에 절연 체의 소결거동이나 열팽창계수, 접촉각 등 물리적 특성 튜닝을 위한 소정의 필러(filler) 소재로서 티타니아(TiO2) 를 5-20 wt% 첨가한 세라믹 복합체이다. 기지상인 글라 스의 조성은 SiO2-K2O-P2O5-Al2O3의 주성분과 MnO-B2O3 등 소량의 첨가제로 구성되며, 1,500oC 이상의 고온에서 용융 및 콜드롤 칭(melt and cold-roll quenching)법으로 제조한 글라스 리본(glass ribbon) 조각을 볼밀(ball mill) 로 분쇄하여 1~5 um 분포의 글라스 프릿(frit)으로 만든다. 여 기에 필러 소재로서 상용으로 구입한 1~2 um 급의 산화물 조성, 여기서는 TiO2의 비정형 구상분말을 첨가하여 글 라스 세라믹 복합체를 만든다.
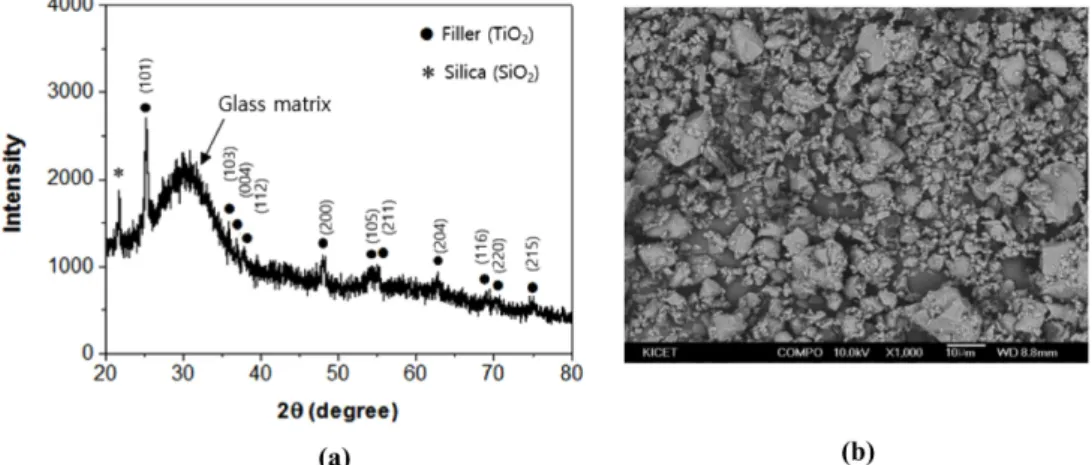
아래 그림 Fig. 1은 각각 세라믹 절연체 조성물의 X-선 회절(XRD: X-ray diffraction) 데이터와 절연체 분말의 주 사전자현미경(SEM: scanning electron microscopy, JSM- 6700F, Jeol) 관찰 사진이다. XRD 회절 패턴으로부터 절 연체 조성물은 기지상이 비정질(amorphous) 인 유리상을 나타내며, 소정의 결정질(crystalline) 필러(TiO2)로 구성됨 을 보여준다. 여기서 첨가된 필러의 일부는 열처리 과정 에서 기지상인 글라스와 반응하여 새로운 이차상을 형성 하기도 한다. 이때 이차상은 열처리 온도, 필러소재의 입 도, 기지상의 화학적 원소에 의존하여 그 양과 형상(phase volume and morphology) 이 결정된다. XRD 패턴에서 회 절각도(2θ) ≈ 12.75o 부근의 2차상(secondary phase)은 α- cristobalite phase의 실리카(SiO2)로 분석되며 용융 글라스 제조과정에서 생긴 잉여 부산물로 생각된다.
글라스 분말과 필러 분말을 포함하는 절연 유전체 소 재를 알루미늄 금속 기판에 후막인쇄공정(thick film screen printing process)으로 코팅하기 위해서는 고점도의 페이스트(paste)를 제조해야 한다. 아래 그림 Fig. 2는 세
Fig. 1. (a) X-ray diffraction pattern of glass-ceramic powder and (b) powder morphology observed by scanning electron microscopy.
라믹 절연체 페이스트의 제조공정도이며, Fig. 3은 제조 된 페이스트의 교반 탈포(mixing and de-airing)후 모습과 페이스트의 점도(viscosity) 특성, 열처리 온도에 따른 열 분해(thermolysis) 및 무게감량(weight loss) 거동 데이터이 다. 점도 측정은 Brookfield 사의 DV-II+ Pro 장비를 사용하 였고, 열분해 특성은 열중량 분석기(DTG-60H, Shimadzu) 장비를 사용하여 대기분위기에서 5oC/min의 승온 조건에 서 측정하였다. 후막 스크린 인쇄용 paste 의 경우 통상 20,000-150,000 cps의 점도(viscosity)를 갖는 페이스트를 사용하게 되는데, 이것은 사용자의 도포 두께의 정도와 사용하는 스크린 메쉬(mesh)의 크기와 연관된다. 본 연구 에서는 100 um 이내의 다소 두꺼운 절연 유전체 후막 필 름을 형성하고자 하므로, 페이스트의 점도 범위는 100,000 cps 내외가 적절하다고 본다. 이하 paste 제조공정 은 위 Fig. 2의 공정도에 준하여 제조하였으며, 상세한 제 조방법은 기존의 선행 연구에서도 언급된 바10,11) 잘 알려 진 기술로 간주되므로, 본 논문에서는 생략하고자 한다.
본 실험에서는 세라믹 solid 함량을 다소 고점도의 paste 조건을 고려하여 60-75 wt%로 batch formulation 을 설계하 였다. 그림 Fig. 3의 (b)는 평판 스크린 인쇄용 paste 의 응 력 인가에 따른 점도 변화거동을 보여주는 데이터이다. 일 반적으로 점도측정 스핀들의 회전수(rpm)가 1 과 10 인 경우를 참조하게 되는데, 전단 회전수 10 에서의 점도는 약 104,200 cps 로 나타났다. 절연체 페이스트의 TGA 데 이터(Fig. 3(c))를 보면 유기물이 거의 탈거(burn-out)되는
400oC에서 약 37.5 wt%의 중량 감소를 나타내며, 이것은 곧 절연체 페이스트 내의 고체함량이 62.5 wt% 임을 의 미한다.
그림 Fig. 4는 평판형 히터용 알루미늄 기판소재의 절 연체 코팅 전후와 이후 열처리 된 시료표면의 카메라 이 미지이다. 우선 금속소재의 열확산 기판으로서 경량이면 서 열전도도가 우수하며 가공이 용이한 알루미늄 합금 (Al 5052-H32) 기판을 사용하였고 시료의 크기는 선행 연 구 및 분석용은 l × w = 25 × 25 mm2, t = 1.5 mm, 히터 시 제품용은 l× w = 250 × 250 mm2, t = 8 mm로 하였다. 그 위 에 도포할 절연 유전체는 알루미늄 기판의 융점(607oC) 보다 낮은 525~560oC에서 소결이 가능한 저온소성 glass- ceramic 절연 유전체 paste를 사용하여 screen printing 법 으로 인쇄 후 85oC의 오븐에서 30분간 건조하였다. 스크 린 인쇄법에 의해 절연 유전체막을 코팅함에 있어서 1 회 인쇄 시 약 8~12 um 의 소성 후 두께가 얻어지므로 1.5 kV 이상의 내전압을 얻기 위해서는 여러 번 코팅해야 되는 데, 충분한 절연막 두께를 얻기 위하여 인쇄 및 건조 방 법은 두 가지로 테스트하였다. 하나는 2-3 회의 인쇄와 건 조를 반복한 다음 한번의 소성으로 두꺼운 절연막을 얻거 나, 인쇄-건조- 소성 공정을 차례로 2-3 번 반복하는 방법 으로 절연막을 형성하고, 접합력과 박리여부를 검토였다
2.2. 절연체 소재 및 기판의 특성 평가 및 분석
글라스 세라믹 절연 유전체 조성의 열팽창계수(CTE:
coefficient of thermal expansion) 는 지름 5 mm 두께 1~2 mm Fig. 2. Process flow chart of ceramic paste fabrication.
Fig. 3. (a) Fabricated ceramic paste, (b) viscosity measurement data, and (c) weight loss data by TGA.
Fig. 4. Planar views (top) and lateral views of (a) a bare aluminum alloy metal substrate, (b) a thick film ceramic insulation layer coated on aluminum substrate and (c) two pieces of ceramic insulated metal substrate after heat treatment (inset) and enlarged optical image of the fired surface of ceramic layer.
의 파우더 펠렛을 560oC에서 30 분 소결한 시료를 thermo- mechanical analyzer (TMA Q400, TA Instrument)를 사용하여 상온에서 400oC까지 온도범위에서 10oC/min 의 승온속도 로 가열하면서 측정하였다. 필러를 첨가한 글라스 세라 믹 펠렛 시료는 알루미늄 기판에 loading 하여 CTE 용 시 료와 같은 조건에서 열처리 후 글라스 세라믹이 알루미 늄 기판에 용융 접착된 채로 다이아몬드 saw 로 커팅하 고, 이것을 경면 연마한 다음 단면 이미지로부터 광학현 미경으로 접촉각을 측정하였다. 알루미늄 기판에 스크린 인쇄법으로 소결한 글라스 세라믹 시료의 표면 미세구조 는 FE-SEM (ZSM-7610F, Jeol)으로 관찰하였고, 소결 절연 유전체 막의 표면 거칠기는 surface profiler (DekTag, Veeco) 로 측정하였다. 글라스 세라믹 절연 유전체층이 코팅된 알 루미늄 기판의 층간 단면에 대한 원소분석은 FE-SEM 에 연동 장착된 EDS (electron diffraction spectroscopy, Oxford Instrument)를 써서 elemental mapping image 를 얻었다.
3. 결과 및 고찰
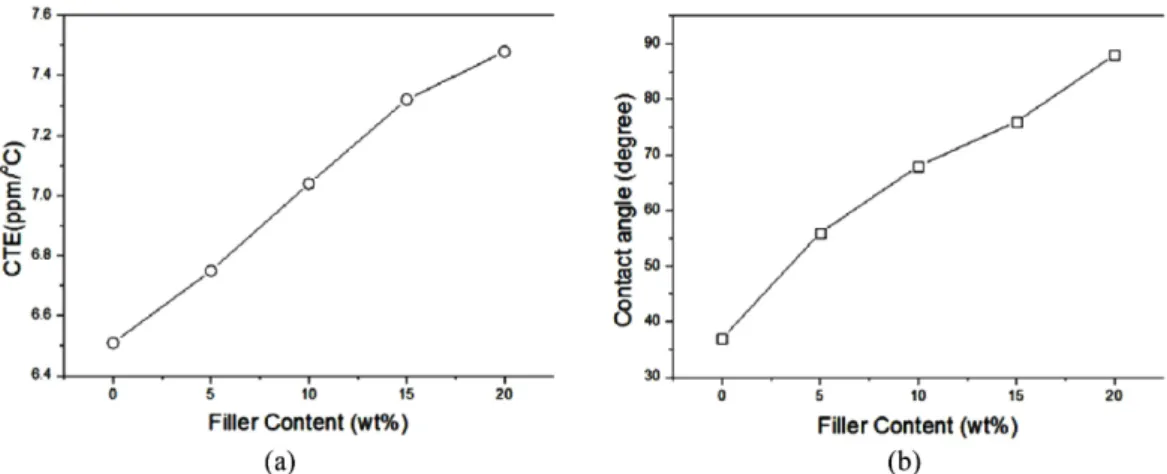
3.1. Glass-ceramic 절연체 조성에의 필러 첨가효과 본 실험에서 적용할 세라믹 절연 유전체 조성의 기지 상(matrix phase)은 융점이 607~649oC로 비교적 낮은 알 루미늄합금(Al 5052)을 금속기판으로 사용하므로 세라믹 절연 유전체의 코팅온도가 알루미늄 금속기판의 변형이 나 변색이 적은 560oC 이하의 열처리 온도에서 절연층의 소결 및 기판과의 접합이 이루어져야 되는 것이 필요하 다. Al 5052 알루미늄 기판의 열팽창계수(이하 CTE)가 25.7 ppm/oC로서 매우 큰데 반해 그 상부에 코팅되는 세 라믹 절연층 소재인 글라스 세라믹의 열팽창계수는 불과 6.51 ppm/oC로서 두 개의 이종소재간의 큰 CTE 차이는 곧 이들 계면에서의 층간박리(delamination)을 유발하게 된다. 이에, 유리기지상(glass matrix phase)에 이것보다 CTE 가 큰 소재를 필러소재로 첨가하여 가능한 절연층 의 CTE 를 증가시켜보고자 하였다. 코팅용 글라스의 필
러 소재로는 일반적으로 알루미나(Al2O3) 또는 티타니아 (TiO2)를 가장 널리 사용한다. 알루미나 필러의 경우 열 전도도는 20 W/mK 로서 높으나 CTE 가 7 ppm/oC이고, 첨가 시 글라스 세라믹의 소결온도를 더욱 상승시키게 되 어 560oC이하 저온 소결의 경우 접합력이 약화되므로, 이 것보다 CTE 가 높고 저온에서 용이한 티타니아를 필러 소재로 선택하였다. 선택된 티타니아 분말은 순도 99.6%, 평균입경 1 um 급으로 벌크특성이 CTE 는 9 ppm/oC, 열 전도도는 4.8 W/mK, 비저항이 1012 Ω·cm 이상으로 절연 성이 양호한 소재이다. 아래 그림 Fig. 5는 글라스 매트릭 스에 최대 20 wt%까지의 티타니아를 필러로 첨가하여 540~560oC에서 열처리 한 경우 소결체의 CTE 변화량과 접촉각 변화량을 나타낸 것이다. 20 wt% 티타니아의 첨가 로 글라스 세라믹의 열팽창계수는에서 7.48 ppm/oC로 약 15% 증가하였다. 한편 티타니아 필러 첨가에 의한 글라스 세라믹 조성의 알루미늄 기판에의 접촉각 테스트에 의하 면 15 wt% 이상 첨가 시 75 도 이상의 과도한 접촉각은 금 속기판에 대한 글라스 세라믹의 젖음성이 매우 불량함을 의미하며, 이는 곧 접착력 불량에 의한 층간박리의 원인 이 되므로 필러의 양은 15 wt% 이하로 제한하였다.
3.2. 글라스 세라믹 절연체의 열처리 조건의 영향
위의 선행결과에 따라 절연층용 세라믹 조성을 15 wt%
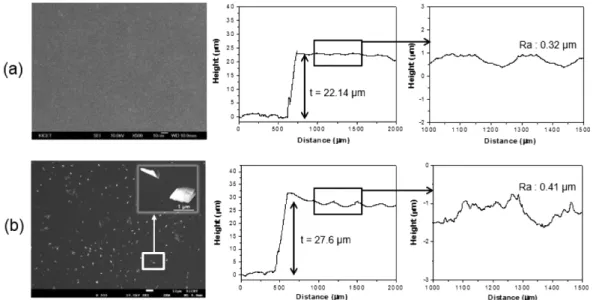
TiO2가 첨가된 글라스 세라믹 복합체로 선정하여 후막 인쇄용(thick film screen printable) 절연 페이스트를 제조 하였다. 아래 그림 Fig. 6은 알루미늄 기판에 스크린 인쇄 법으로 2 회 코팅한 절연층을 각각 540oC와 560oC에서 10 분간 유지시켜 열처리 한 시료의 표면 미세구조와 거 칠기 데이터이다. 소결 후의 절연층 두께는 22~27 um 이 며 절연층 표면 거칠기는 소결온도가 540oC에서 560oC로 상승함에 따라 더욱 거칠게 나타났는데, EDS 분석결과 이것은 유리 조성에서 비교적 융점이 낮은 인(P)과 나트 륨(Na)에 의한 2 차상 결정이 성장하기 때문으로 밝혀졌 다. 이 시료의 내전압은 540oC와 560oC에서 열처리 시 각
Fig. 5. Effects of filler particle addition on the coefficient of thermal expansion (a) and the contact angle (b) of the glass ceramic insulation material.
각 1.68 kV와 1.71 kV가 얻어졌다.
3.3. 절연체 코팅 방법 및 소성조건에 따른 영향
본 연구에서의 평판형 히터용 절연막은 현재 고전력 소 자용 기판 등에서 범용으로 요구되는 적어도 1.5 kV/
200 um 기준 이상을 내전압 목표로 설계한 바, 글라스 세 라믹 절연층을 후막 스크린 인쇄법으로 코팅할 경우 250 메쉬(mesh)와 50 um 유막(emulsion)의 스크린을 마스크로 사용하여 1 회 인쇄 시 약 8~12 um(소성 후) 두께의 절연 막이 형성된다. 물론 스크린 메쉬의 카운트를 더 낮게 하 고 두께를 더 두텁게 하면 회당 더 두꺼운 막을 코팅할 수 있겠으나, 이 경우 코팅(lay- down)된 막의 표면이 굵은 메 쉬 와이어의 영향으로 거칠게 되고 건조 균일도가 떨어져 표면 갈라짐 불량을 초래한다. 더욱이 1 회 인쇄 시에는
그림 Fig. 7(a)과 같이 인쇄 과정에서 생긴 핀홀(pin-hole) 이 소결 후에도 잔존하여 궁극적으로 내전압 시험 시 단 락(short)불량이 발생한다. 따라서 적어도 2 회 이상의 부 가적인 코팅이 필요하며, 2 회 코팅시에는 Fig. 7(b)와 같 이 일부 핀홀이 새로이 발생하더라도 1 차 코팅된 막 위 에 완전 오픈된 핀홀이 아닌 함몰형 크레이터(crater)가 생 겨 완전 단락불량을 방지할 수 있게 된다. 여기에 추가로 3 회 코팅시에는 더욱 핀홀과 크레이터의 발생이 줄어들 었다. 절연막의 surface profile 측정 데이터를 보면 다중 코 팅의 경우 인쇄 횟수가 증가할수록 절연층의 표면 거칠기 가 작아져 평탄도가 좋아지는 것을 알 수 있다.
3.4. 버퍼층 삽입효과 연구
알루미늄 기판의 표면처리를 하지 않고 직접 글라스 세 Fig. 6. Planar views of heat treated ceramic surface (left), thickness profiles (middle), and the surface roughness (right) of ceramic
insulation layer coated on aluminum alloy substrates fired at: (a) 540oC and (b) 560oC for 10 minutes.
Fig. 7. Surface microstructures (left image) by optical microscope and surface roughness (right image) of fired ceramic layers with (a) primary coating and (b) secondary coating by screen printing method.
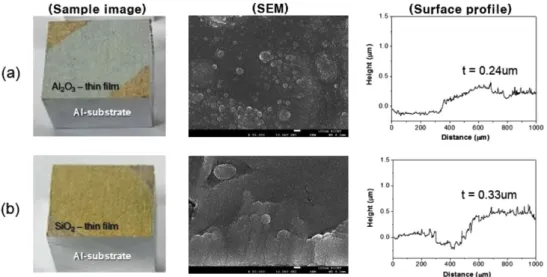
라믹을 코팅한 경우 그림 Fig. 8과 같이 평판형 히터용 전 극을 형성하기 위해 후속 열처리를 할 때 부분 박리가 발 생하여 절연층이 파괴되는 문제점이 발생한다. 이에 대 한 대책으로 그림 Fig. 9 및 Fig. 11(a)와 같이 알루미늄 기 판과 세라믹 절연층 사이에 버퍼층을 삽입하여 두 개의 이종소재간에 발생하는 스트레스를 완화시키고자 하였 다. Fig. 9의 (a)와 (b)의 버퍼층은 마그네트론 스퍼터링법
을 써서 절연성이 우수한 알루미나와 글라스 형성 성분 인 실리카(SiO2) 박막을 각각 알루미늄 기판 표면에 증착 한 것이다. Fig. 10은 각각 알루미나와 실리카 박막이 코 팅된 기판에 글라스 세라믹 절연막을 [스크린 인쇄-열처 리] 공정을 통하여 1 회에서 3 회까지 반복 코팅한 시료 의 단면 두께 프로파일로 회당 약 10~15 um의 절연막이 코팅되었다. Fig. 11의 (a)는 알루미늄 기판 표면을 양극 산화법(anodizing)으로 알루미늄 산화막 즉 알루미나 (Al2O3)막을 형성한 것이다. 스퍼터링법에 의한 알루미나 와 실리카 박막의 두께는 각각 240 nm와 330 nm 이고, 실 리카 박막이 알루미나 박막보다 다소 거친 표면이 얻어 짐이 관찰되었다. 반면 양극산화법에 의한 알루미나 막 은 약 7 um의 균일한 후막이 형성되었다. Fig. 11(b)는 Table 1. DC breakdown voltages of ceramic insulated metal substrates
with different thin film buffer layers and coating times Buffer materials No. of Ceramic Insulation layer coatings
Primary Secondary Tertiary
Al2O3 fail 1.61 kV 2.3 kV
SiO2 fail 1.74 kV 2.0 kV
Fig. 8. Effect of print and firing sequence on the film adhesion behavior: (a) repeating print and dry process 3 times before firing –large area delamination occurred during firing, (b) repeat firing 3 times after each print and dry process-no visible delamination, and (c) partial delamination after post-heat treatment at 350oC for conductor layer over- coating.
Fig. 9. (a) Alumina and (b) silica thin-film buffer layers coated on aluminum alloy substrate by magnetron sputtering method.
Fig. 10. Fired thicknesses of ceramic insulation layers with coating times on the aluminum alloy substrate with different thin film buffer layers.
SEM-EDS 에 의한 elemental mapping image 로서 Al-O 로 구성되는 양극산화막과 티타니아 필러가 포함된 글라스 절연막이 잘 접합된 단면구조를 보여주고 있다. Table 1 은 이들 시료에 대한 직류 내전압(DCBV)값을 코팅횟수 별로 측정한 데이터이다. 절연막 두께가 15 um 이하인 1 회 코팅의 경우 알루미나와 실리카 버퍼층 박막을 포함 하는 기판 모두에서 단락불량(short fail or overcurrent)이 발생하였다. 그러나 절연막이 28~38 um 에 달하는 2 회 및 3 회 코팅 시료의 경우 각각 1.6~2.3 kV의 양호한 내 전압 특성을 보였다.
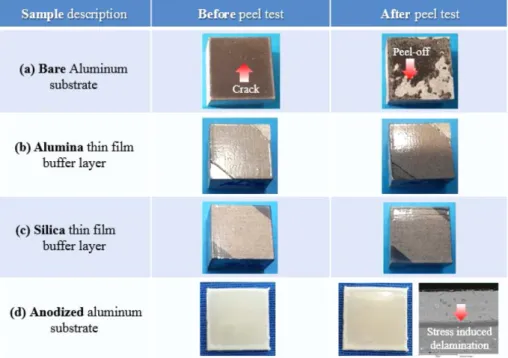
그림 Fig. 12는 bare-aluminum 기판에 절연 유전체를 코 팅한 경우 (a)와 알루미나 (b) 및 실리카 박막 버퍼층 (c) 을 도입한 절연기판 및 양극산화 처리된 알루미나 산화 막에 코팅된 절연기판 (d)의 접착력을 스카치 다목적 테 잎 (Scotch all-purpose tape, 3M)으로 박리시험(peel test)을
시행한 전후 이 절연막의 상태를 관찰한 결과이다. 우선 bare-aluminum 기판을 사용한 절연기판의 경우 에는 박 리 시험전의 절연층 열처리 공정 후에 이미 부분적인 균 열이 발생하였고, 시험 후에는 전면적인 절연층과 메탈 기판과의 박리가 발생하였다. 반면, 알루미나 및 실리카 박막을 버퍼층으로 사용하거나 양극 산화막 처리가 된 메 탈 기판에 코팅된 글라스 세라믹 절연 유전체막은 3M 테 잎 박리 시험 후에도 외관상의 박리현상이 관찰되지 않 았다. 그러나 양극산화막 버퍼층 시료의 경우 단면 미세 구조 관찰을 위해 커팅 및 경면연마된 시료에서 산화막 부근에서 절연막의 균열 박리현상이 관찰되었다. 이것이 시료 준비과정에서의 가공 스트레스에 의한 균열인지 열 처리 후 층간의 잔류 응력 해소에 의한 것인지는 좀 더 심도 있는 후속 연구가 필요한 것으로 판단되나, 균열 거 동으로 봐서는 stress-induced delamination으로 보여진다.
Fig. 11. Microstructure of the ceramic insulation layer coated on the anodized aluminum substrate: Cross- sectional views by (a) scanning electron microscopy and (b) elemental mapping images by EDS.
Fig. 12. Adhesion test for the ceramic insulation layer coated on the (a) bare aluminum substrate, (b) thin film alumina and (c) silica buffer layers, and (d) anodized aluminum substrate: (left) before and (right) after adhesion test by Scotch all-purpose tape (3M).
위의 Table 2는 본 연구에서 검토한 IMS의 제조 조건 에 따른 내전압, 절연막 표면 거칠기 및 접합력 시험 결 과를 요약 정리한 것이다. 내전압의 경우 절연막의 두께 의존도가 있으므로 표에는 별도로 단위 두께치로 정규화 한 값을 제시하여 비교분석에 용이하게 하였으며, 이것 으로부터 내전압은 글라스 세라믹 자체 또는 실리카 버퍼 층이 포함된 절연막이 알루미나 버퍼층이나 양극산화막 을 포함하는 절연막보다 다소 높은 절연특성을 보였다. 이 것은 실리카나 실리카를 포함하는 글라스가 통상 다른 결 정질, 여기서는 알루미나(7.2 ev), 유전체보다 에너지 밴 드갭이 커서(8.9~9.3 eV) 절연파괴전압이 높으며, 양극산 화법에 의한 산화 알루미늄(Al-O) 막의 경우 결정성이 낮 고 나노구조의 기공(pore)이 다수 존재하는데 기인하기 때문인 것으로 판단된다. 절연막의 표면 거칠기는 알루 미나 박막이나 양극산화막 버퍼층을 포함하는 경우 평탄 도가 크게 개선됨을 확인하였다. 절연막의 접합력은 bare- aluminum 기판 사용시의 전면적인 박리 때보다 양극산화 막 버퍼층 적용 시 다소 개선되었으나 내부 미소 균열이 발견되어 여전히 추가 개선의 여지가 있고, 알루미나나 실리카 박막 버퍼층이 도입된 절연막은 3M tape peel test 에서 박리나 균열 불량이 관찰되지 않았다.
4. 결 론
평판형 히터를 제조함에 있어서 온도분포의 균일성과 방열 성능을 향상시키고자 알루미늄 합금소재의 방열판 에 절연성 글라스 세라믹을 코팅한 절연성 금속기판을 개 발하고자 하였다. 글라스 세라믹 절연 유전체 코팅 방법 에 있어서는 다중 코팅법에 의해 단일층 코팅에서 발생 하는 핀홀을 커버함으로써 내전압 특성이 개선되었고 절 연체막의 표면 거칠기도 개선되었다. 세라믹 절연 유전 체가 코팅된 알루미늄 기판에서 발생하는 층간박리 및 균 열발생을 억제하여 절연파괴 현상을 개선하기 위해 금속 기판과 세라믹 절연체층 사이에 완충층을 삽입하여 그 효 과를 검토 해본 결과 다음과 같은 결론을 얻었다. 알루미 늄합금 금속 기판과 글라스 세라믹 절연체 후막 사이에 알루미나와 실리카 박막 버퍼층을 코팅한 경우 그렇지 아 니한 bare 알루미늄 기판을 사용한 절연기판에 비해 절연 층과 메탈기판간의 접합력이 향상되어 층간박리가 관찰 되지 않았다. 내전압 특성의 경우 단순히 글라스 세라믹 절연층을 사용할 경우 정규화한 내전압 값이 가장 높았
으며, 알루미나 박막 버퍼층 삽입이나 알루미늄을 양극 산화 처리한 경우 다소 큰 내전압 특성 감소가 관찰되었 으나 실리카의 경우 감소가 적었다. 따라서 내전압과 기 판 접합력의 관점에서 본다면 실리카 버퍼층의 적용이나 양극산화막 처리가 금속-세라믹 접합 절연기판의 제조에 적합한 것으로 볼 수 있다.
Acknowledgements
This work was supported by the Core materials technology development program of Ministry of Trade, Industry and Energy (MOTIE) (Grant No. 10067693).
References
1. M. E. Greene, and R. Morena, “Potassium silicate frits for coating metals”, US Patent 6,423,415 B1 (2002).
2. P. Shashkov, G. Khomutov, A. Yerokhin, and S. Usov, “Insu- lated metal substrate”, US Patent 9,551, 082 B2 (2017).
3. R. K. Choudhary, V. Kain, and R.C. Hubli, “Formation of Alumina-aluminide coatings on Ferroic-martensitic T91 Steel”, J. Min. Metall. Sect. B-Meall., 50(2), 165 (2014).
4. Philips, “White Paper: Street Lighting” (2014), from www.
philips.com.
5. S. Liu, and X. B. Luo, “LED Packaging for Lighting Appli- cations: Design, Manufacturing and Testing”, Wiley and Chemical Industry Press (2011).
6. P. Mottier, “LEDs for Lighting Applications”, Wiley (2008).
7. M. Arik, C. Becker, S. Weaver, and J. Petroski, “Thermal Management of LEDs: Package to System”, Proc. Third Inter- national Conference on Solid State Lighting (SPIE), 5187, 64 (2004).
8. M. Kang, and S. Kang, “Influence of Al2O3 Additions on the Crystallization Mechanism and Properties of Diopside/anor- thite Hybrid Glass-ceramics for LED Packaging Materials”, J. Cryst. Growth, 326, 124 (2011).
9. J. K. Sim, K. Ashok, Y. H. Ra, H C. Im, B. J. Baek, and C.
R. Lee, “Characteristic Enhancement of White LED Lamp using Low Temperature co-fired Ceramic-chip on Board Package”, Curr. App. Phys., 12, 494 (2012).
10. H. M. Cho, H. J. Kim, C. S. Lee, K. S. Bang, and N. K. Kang,
“Warpage of Co-fired High K/Low K LTCC Substrate”, J.
Microelectron. Packag. Soc., 11(3), 77 (2004).
11. Y. J. Heo, and H. T. Kim, “Low Temperature Co-firing of Camber-free Ceramic-metal Based LED Array Package,” J.
Microelectron. Packag. Soc., 23(4), 35 (2016).
Table 2. Physical properties and adhesion test result of the ceramic insulated metal substrates with different metal substrates conditions Substrate condition Insulation layer
thickness (µm)
Breakdown voltage (kV)
Normalized DBV (V/µm)
Surface roughness (µm)
Adhesion (3M-test)
Bare aluminum substrate 27.6 1.71 62 0.41 fail
Thin film buffer layers on aluminum substrates
Al2O3 35.0 1.61 46 0.10 pass
SiO2 29.3 1.74 59 0.62 pass
Anodized aluminum substrate 40.6 2.18 54 0.01 marginal