열차폐 코팅 기술 및 응용현황
글 _ 곽찬원 (주)세원하드페이싱
2016년 6대 세라믹기술상 콘테스트
특 집
CERAMIST
1. 서론
초고온-고압의 극한 환경에서 사용하는 용도로 개발 되고 있는 기술은 초내열합금개발, 냉각기술, 열차폐 코 팅[1-6, 9] 등의 다양한 방면으로 개발이 이루어지고 있 다. 이는 장비가 더 높은 온도와 압력에서 가동되어질수 록 에너지 효율이 높기 때문이다. 특히 공정비용이 저렴 하고 고온고압의 환경에서 발생할 수 있는 산화, 부식 및 마모 등의 악영향으로부터 모재를 보호하는 기능을 발휘 할 수 있는 열차폐 코팅에 적용되는 저 열전도도성 소재 와 코팅 공정 기술 방법에 관한 연구가 활발히 진행되어 지고 있다. 열차폐 코팅 기술의 가장 활용도가 높은 분야 로서는 항공용이나 발전용 가스터빈엔진의 초내열합금 부품 표면에 열전도성이 매우 낮은 세라믹 소재를 코팅하 여 모재를 보호하고 에너지 효율을 극대화하는 역할로 쓰
여 지고 있다.
열차폐를 위해서는 그에 맞는 소재선택이 매우 중요한 부분을 차지하므로 열차폐 코팅이 사용되어지는 환경이 나 모재의 특징에 따라 소재적용 여부를 결정해야 한다.
우선적으로 열차폐 코팅소재로서의 특징으로 고려되어야 할 점은 사용온도, 열전도도, 내산화-내부식-내마모 등 이 있으며, 특히 모재와 열차폐 소재간의 열팽창계수를 염 두 해 두어 부품의 잦은 가열 및 냉각에 의해 반복적인 열 응력의 발생 시에 모재와 코팅소재들의 열팽창계수의 차 이를 적게 하여 코팅층간의 열팽창계수의 차이에 의한 박 리현상을 예방할 수 있도록 하는 것이 중요하다 하겠다.
일반적으로 부품의 표면 코팅은 사용온도 및 소재에 따 라 화학기상증착(CVD, Chemical Vapor Deposition), 이온주입(Ion Implantation) 등 다양한 코팅방법들이 사 용되어지고 있으나, 용사코팅(Thermal Spray Coatings)
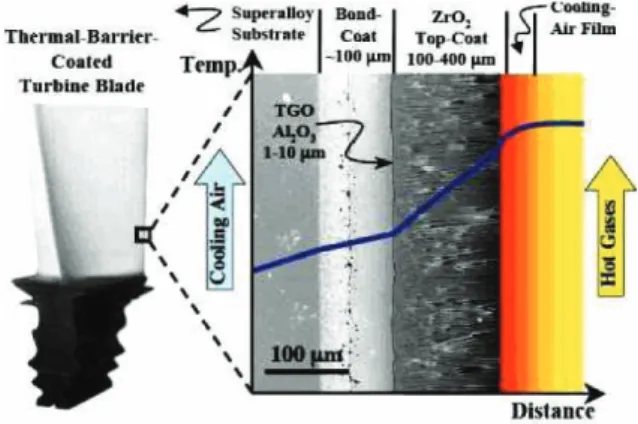
Fig. 1. 열차폐 코팅 적용 고온 부품(가스터빈 블레이드)
CERAMIST
열차폐 코팅 기술 및 응용현황 2016년 6대 세라믹기술상 콘테스트
특 집
방법은 공정비용, 적용범위 및 소재 제한성 등에서 그 활 용도가 다른 코팅방법에 비해 높기 때문에 보편적으로 사 용되는 코팅 방법 중 하나이다. 모재의 온도범위나 코팅 두께의 제한이 많은 다른 코팅방법들에 비해 용사 코팅법 은 모재의 온도가 낮은 온도에서부터 800℃정도의 높은 온도까지 적용이 가능하며 코팅 두께도 수십㎛에서 1000
㎛이상의 두께까지 코팅층 형성 두께 조절이 용이한 장점 을 지니고 있다.
용사코팅이라 함은 분말형태의 재료를 고온의 화염이 나 플라즈마 등의 열원을 통해 재료를 용융(액적화)시켜 비활성 이송 가스(주로 N2 또는 Ar)를 통해 빠른 속도로 모재의 표면에 분사 응고되면서 표면층을 형성하는 코팅 법으로 모재의 내열 및 내구성 향상을 위해 적용하기에 적 합한 표면처리 방법으로 특히 고온의 열원을 사용하는 공 정 기술이므로 고 융점의 소재 코팅하는데 효과적인 코팅 방법이다[9]. 열차폐 코팅층의 구조는 기공을 많이 포함 하고 있는 Porous한 미세구조로 크게 적용되어지는 미세 구조는 적층형 미세구조(Lamellar structure) [3,4,7,9]
와 수직 분리형 미세구조(Columnar structure)[1,2,5,6]
로 나눌 수 있으며, 이는 미세구조 형성 코팅방법에 따라 코팅층의 미세구조가 다르게 나타난다. 이와 같은 코팅층 의 미세구조에 따른 평가는 항공·우주 장비에 사용되어 지는 부품(주로 수직 분리형 미세구조)과 같이 가열-냉각 을 반복적으로 열응력을 받는 경우와 가스터빈(주로 적층 형 미세구조)과 같이 지속적인 가열 열응력을 받는 경우 가 있으므로 사용 환경에 따른 요구 코팅층 미세구조가 다
르게 존재하며 이를 평가하기 위한 별도의 평가방법이 필 요하다.
이러한 열차폐 코팅은 최근 항공기 가스터빈 엔진 파트 부품의 80%정도에서 코팅기술이 적용되고 있으며, 산업 용 정지형 가스 터빈 발전시스템의 경우 50%정도의 코팅 기술이 적용되고 있는 실정이다. 또한 환경 및 에너지 문 제가 대두됨에 따라 고효율의 장비 운용을 위해 터빈 입 구 온도(TIT; Turbine Inlet temperature )를 점차 높이 고 있으며 이에 따라 핵심부품들의 온도 수용성 향상을 위한 연구가 활발하게 진행되어 지고 있으며, 부품의 온 도 수용성 향상을 위한 연구는 주로 부품의 구조적 설계 방안에 대한 연구 및 모재 금속의 온도 수용성 향상을 위 한 합금 개발, 모재 도달 온도 감소를 위한 열차폐 코팅층 에 대한 연구가 진행되고 있는 상황이다.
2. 열차폐 코팅
열차폐 코팅은 일반적으로 초내열합금으로 이루어진 고온 부품 모재 금속 위에 모재 합금과 세라믹 코팅층의 결합성을 높이기 위한 금속재 본드 코팅층과 저열전도성 세라믹 재료을 이용하여 형성한 탑 코트 층으로 이루어져 있다. 이런 열차폐 코팅은 고온 부품 금속에 비해 융점이 높고 열전도성이 낮은 세라믹 소재을 코팅함으로서 고온 부품이 고온의 운전 환경에서 열응력이나 산화, 부식 등
Fig. 2. 코팅 방법에 따른 모재의 온도 수용성 및 형성 두께 한계성
Fig. 3. 코팅 방법에 따른 열차폐 코팅층 구조: a) 대기 플라즈마 용 사법 (APS) b) 전자빔 물리증착법 (EB-PVD)
a) b)
특 집 곽찬원
CERAMIST
의 원인으로 발생되는 부품의 파손을 방지하기 위한 표면 처리 기술이다.
2.1 코팅 소재
2.1.1 Bond Coat 소재
본드 코팅층의 주된 역활은 초내열합금과 세라믹재 탑 코 팅층간의 큰 열팽창계수차에 따른 열응력을 완화하여 접착 력을 향상시키고, 본드 코팅층에 포함된 조성의 알루미늄 성분이 고온 가동 중에 세라믹 코팅층을 통해 확산 전달되 어진 산소와 반응 산화되어 알루미나 피막 TGO(Thermally Grown Oxide)층을 형성해 모재가 산화되는 것을 억제하 는 역할을 하게 된다. 본드코트 재료는 MCrAl(M : Co, Ni) 을 기본으로 하는 조성에 Al, Y 등의 원소들을 포함하여 특
성부여를 하는 것이 일반적이다.
본 고에서는 Amdry 386-2(Oerlikon Metco)를 적용 하였으며, 분말의 조성비와 입자사이즈 등의 특성을 아래 Table에 나타내었다.
본드 코팅층의 재료로는 상용화 분말인 Amdry 386-2 분말을 사용하였으며, Amdry 962의 경우 내산화성 및 내 부식성이 높은 Ni계 합금 구형 분말로, 분말의 크기 범 위는 5~88㎛이다. 일반적으로 본드 코팅층에 사용되는 분말과 마찬가지로 세라믹 및 금속 재료의 열팽창계수 중 간 값을 가져서 열팽창계수 차이에서 오는 열응력을 완화 시킬 수 있는 재료 분말이다.
2.1.2 Topd Coat 소재
Top 코팅층에 적용되는 세라믹 코팅재는 몇 가지의 요 구조건을 충족시켜야한다. 이는 열차폐 코팅 시스템에서 세라믹 코팅층이 주된 열차폐 코팅층 역할을 해야 하기 때문이며 이를 위해서는 세라믹 코팅재가 Table 2에서 나타낸 것과 같은 요구조건을 만족해야 한다.
고온·고압의 극한 환경에서 쓰여지는 열차폐 코팅 시 스템에서 탑 코팅층의 재료는 우선적으로 소재의 열전도 도가 낮고 열팽창계수가 높아야 하는데, 그 이유는 열차 폐 코팅층의 주요 박리 원인 중에 하나로 각층간의 열팽 창계수차이로 인해 코팅층 내부에 열응력이 발생하기 때 문으로, 일반적으로 세라믹 소재의 경우 금속에 비하여 열팽창 계수 측정값이 낮기 때문에 열 차폐 코팅 시스템 의 탑 코팅층에 소재로 사용되어지는 분말은 낮은 열전도 도 특성을 지니며, 기계적 물성이 비교적 우수한 지르코
Table 1. Amdry 386-2 분말 조성 및 특성
Table 2. 열차폐 코팅 적용 세라믹 코팅재 요구 특성 Property Requirement Rationale
용융온도 High 고온에서 운용되는 장비
열전도도 Low 열전도율에 반비례 하여 장비 온도 저하
열팽창계수 High 열팽창계수는 초합금 기판과 본드층에 가까운 값을 가져야 한다.
결정상 Stable 열반복환경에서의 상 변화는 구조적으로 해로운 영향은 준다.
내산화성 High 작동 환경이 높은 산화 가능성을
지니고 있다.
내부식성 High 작동 환경이 부식성 물질에 의한 변형 가능성을 지니고 있다.
내변형성 High 운전 환경이 높은 응력에 의한 장비 변형을 일으킨다.
Product
Nominal Chemical Composition(wt.%)
Ni Co Cr Al Ta Y Hf Si Other
Amdry
386-2 Bal. 18.0 –26.0
13.0 –21.0
10.0
–15.0 - 0.1-0.8 - - ≤5.0
Product Nominal Particle Size Distribution(㎛) Manufacturing
Method Morphology Amdry
386-2 -88~+5 Gas Atomized Spheroidal
CERAMIST
열차폐 코팅 기술 및 응용현황
니아(ZrO2)계 분말을 사용한다. 그러나 지코니아 분말의 경우 가열·냉각 과정에서 상변화에 따른 상안정성이 불
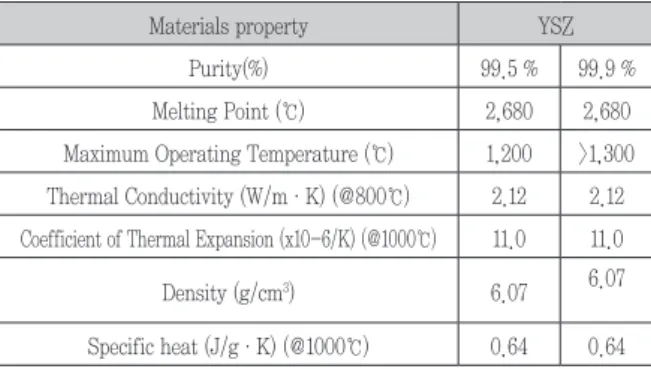
안정하므로 이트리아(Y2O3)를 첨가 하여 고용된 이트리 아 안정화 지르코니아(YSZ, Yttria Stabilized Zirconia) 형태로 주로 사용되어지며, 열차폐 코팅 시스템의 적용환 경의 고온화로 인해 YSZ의 순도가 99.9%이상으로 높아 지고 있는 실정이다[4].
열차폐 코팅층 분말의 순도가 낮을수록 불순물로 존재 하는 SiO2, TiO2, Al2O3 등의 함유 물질이 고온의 열에 오 랫동안 노출됨에 따라 액상소결을 일으켜 본드 코팅층과 의 계면에서 박리 현상의 원인된다고 알려져 있다. 따라 서 YSZ 용사 분말을 고순도로 제조한 분말의 경우 TIT 1,450~1,500 ℃에서 사용가능하다고 알려져 있다. 본
Table 3. 코팅 분말 순도에 따른 특성
Materials property YSZ Purity(%) 99.5 % 99.9 % Melting Point (℃) 2,680 2,680 Maximum Operating Temperature (℃) 1,200 >1,300 Thermal Conductivity (W/m·K) (@800℃) 2.12 2.12 Coefficient of Thermal Expansion (x10-6/K) (@1000℃) 11.0 11.0 Density (g/cm3) 6.07 6.07 Specific heat (J/g·K) (@1000℃) 0.64 0.64
Fig. 4. YSZ 용사 분말 제조 공정도
Fig. 5. 과립 형성 모식도
특 집 곽찬원
CERAMIST
고에서는 ㈜세원하드페이싱에서 개발한 열차폐용 YSZ 용사 분말과 용사 코팅층 특성을 나타내었다.
분무공정과정에서의 과립의 형상을 구현하는데 가장 중요한 부분은 액적에서의 수분증발형태에 좌우되는데 아래의 Fig.에서와 같이 분무된 액적은 고온의 열풍을 만 나서 수분이 증발되면서 수축되고 과립화 되어진다.
이때 내부의 수분이 어떠한 형태로 빠져나오느냐에 따 라 구형이나 도넛형태의 과립형상을 결정하게 되는데, 액 적이 분무건조 과정 중에 표면의 수분증발이 빠르게 일어 나 내부의 수분이 빠져 나올 수 없게 분말입자들이 촘촘 하게 표면을 감싸게 되면 액적내부의 증발된 수분들이 과 립의 가장 약한 부분을 통하여 폭발하듯 뿜어져 나오게 되면서 도넛이나 사과모양의 과립형상이 만들어지게 된 다. 이와 같은 현상은 분말입자들의 분산상태가 균일하여 발생하는 것으로 분산정도를 조절하게 되면 구형의 과립 을 얻을 수 있다. 또한 분말의 크기는 분무건조기의 액적 화(Disc rpm, Nozzle size) 장치에서 조절할 수 있다
2.1.3 용사코팅
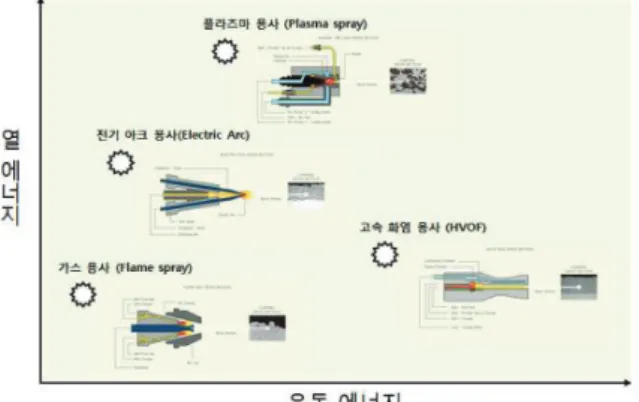
다양한 용사코팅방법를 열에너지와 운동에너지의 차 이로 구분 할 수 있다. 일반적으로 코팅재를 용융시키는
열원에 따라 용사 방법을 플라즈마(Plasma)용사, 전기아 크(Electric Arc)용사, 가스(Flame Spray)용사 및 초고 속(HVOF, High Velocity Oxyfuel)용사로 나뉘며 방법 별 에너지 분포를 아래 Fig.에 나타내었다.
플라즈마 용사코팅의 경우에는 분위기에 따라 세부적 으로 구분 가능하며, 대기중에서 코팅층을 형성하는 APS(Air Plasma Spray)와 진공분위기에서 진행되는 VPS(Vapor Plasma Spray), 감압 분위기에서 코팅층을 형성하는 LPPS(Low Pressure Plasma)로 나뉘며 품질 과 가격적인 면을 고려하여 분위기를 선택하여 공정을 진 행하게 된다. 각각의 코팅방법에 따라 사용되어지는 연료 나 점화방식의 차이가 있으며 장비에 따라서 구현 할 수 있는 코팅층이 제한될 수 있다.
2.1.3.1 Bond coating
일반적으로 코팅을 하는 목적은 우선적으로 모재를 보 호하는 역할로서 모재와의 접착력이 매우 중요하다. 용사 코팅법 형성된 코팅층의 경우에는 모재 물리적으로 결합 되기에 모재의 표면이 매끄러운 표면보다는 표면적이 넓 을수록 접착강도를 높일 수 있다. 모재의 표면적을 높여 접합력을 향상시키기 위해서 전처리로서 Sand Blasting 공정을 도입하여 모재의 표면에 조도를 형성하게 된다.
그러므로 모재는 샌드 플라스팅을 견딜 수 있는 강도를 가져야하고 표면은 유분이나 이물질이 없는 상태로 유지 되어야 한다. 본드코팅을 위해 Ni계 초내열 합금 모재 (Φ 1 inch T= 5 mm, Inconel 718)를 #40(약 200 ㎛)의 Fused Al2O3 모래를 이용하여 4 kg/cm2 공기압의 압축 공기와 함께 분사하여 모재의 표면의 조도를 형성 및 이 물질 제거 후 용사 코팅을 실시하였고 이때 모재 표면의 조도는 평균 5 ㎛ 내외가 되도록 하였다. 일반적인 보드 코팅 방법은 고속화염용사(High velocity Oxy-Fuel), 대기플라즈마용사(Atmosphere plasma spray, APS),
Table 4. 제작 시험편 코팅 조건표 Equipment Plasma
power Powder Gun Distance
Powder feed rate
Ar flow rate
H2
flow rate Voltage Ampere Thickness Triplex pro
200 (APS) 80 KW Amdry
386-2 130㎜ 30 g/min 80 L/min 15 L/min 75 V 500 A 200 ㎛
Fig. 6. 용사 코팅 방법의 종류 및 특성
CERAMIST
열차폐 코팅 기술 및 응용현황
진공플라즈마용사(Vacuum plasma spray, VPS)를 이 용하여 코팅한다. 본 실험은 그중 대기플라즈마 코팅방식 으로 진행하였고 장비 및 코팅조건은 다음과 같다.
Table 4. 조건으로 용사 코팅된 본드 코팅층은 전형적 인 용사 코팅층인 lamellar 구조로 형성되었음을 확인할 수 있었다.
2.1.3.2 Top coating
실질적으로 열차폐 효과를 주는 탑 코팅층은 본드 코팅 층의 위에 코팅층을 형성 시키며 일반적으로 형성된 코팅 층의 경우 많은 기공을 지닌 porous 구조의 코팅층으로 형성되어진다. 탑 코팅층에 존재하는 기공은 코팅층의 열 차폐 효과 및 열응력 감소의 코팅층 특성을 향상 시키나, 내 마모성 및 내 부식성 등의 특성 감소의 원인이 되기도 하기에 적용 부품의 사용 환경에 따라 코팅층 내에 존재
하는 기공을 조절하여 형성 하여야한다. 용사 코팅법으로 형성한 코팅층의 경우에는 일반적으로 많은 기공이 존재 하는 코팅층이나, 보다 기공이 많이 존재하는 다공성 코 팅층을 갖기 위해서는 용사 코팅에 사용되는 분말의 크기 가 크고 중공형상의 분말이 사용 한다면 다공성 코팅층을 형성할 수 있다. 본 고에서는 상용 YSZ 용사분말과 개발 된 YSZ 용사분말을 적용하여 플라즈마 용사 코팅 장비 (Triplex Pro-200, Oerlikon Metco)을 이용하여 코팅 조건을 변화시켜 형성된 코팅층의 특성을 비교 분석 하고 자 하였다.
Fig. 8.에서 코팅층 단면 미세구조를 보면 전류 470A 일 때에는 건거리가 가까울 때 기공이 많은 코팅구조를 형성하였고, 전류 500A일 때도 건거리가 가까울 때 기공 이 많은 구조를 갖는 코팅층이 형성되었다. 즉, 건거리가 가까울 때 플라즈마 화염의 온도와 상관없이 열원에 노출
Fig. 8. 상용화 분말 적용 코팅층 단면 미세구조 Fig. 9. 제조 구형 분말 적용 코팅층 미세구조 Fig. 7. Bond coat 단면 미세구조
특 집 곽찬원
CERAMIST
되는 시간이 짧아서 용사 분말이 완전 용융되지 않아 splat간 큰 기공이 형성됨을 알 수 있었다. 또한 건거리 75 mm 조건에서 용사 코팅층의 비교분석을 통해 전류값 이 높아질수록 치밀한 코팅구조가 형성되어짐을 알 수 있 는데, 이는 플라즈마 화염 온도가 올라감에 따라 분말의 용융 정도가 높아졌기 때문이라 판단되어진다. 그러나 상용화 분말을 이용하여 형성한 코팅층은 비교적 치밀한 (기공이 적게 존재하는) 미세구조로 코팅층이 형성되어 졌다.
Fig. 9.에서는 제조 구형 분말 YSZ 용사 분말을 코팅 조건을 달리하여 코팅층을 형성한 시험편의 단면 미세구 조 사진으로 전류 470A에서 건거리가 길어질수록 기공 이 보다 많아지는 결과를 변화를 보였으나 용사 코팅 변 수에 따라 코팅조직의 변화는 극히 미미한 결과를 얻을 수 있었다. 상용화 분말 코팅 시험편과 비교해 보면 모든 시험편의 코팅층에서 보다 많은 기공이 존재함을 알 수 있다.
Fig. 10.에 제조 도넛상 YSZ 용사 분말 적용 코팅 시 험편의 단면 미세구조를 보면, 전류 470A에서 건거리가 길어질수록 기공이 보다 많아지는 결과를 나타내었다. 이 는 용사 거리가 길어짐에 따라 용융 분말(액적)이 냉각에 의해 표면 의고 후 모재에 융착되어 많은 기공이 형성 되 어진 것으로 판단되어진다. 전류 500A, 530A 조건에서 는 470A에 비해 높은 화염 온도로 인해 용융 분말의 온 도가 보다 높아 비교적 용사 거리에 따른 코팅조직의 변 화는 극히 미미한 결과를 얻을 수 있었다.
YSZ 분말 형태 및 형상에 따른 대표적 코팅 단면 미세
구조를 보면 204 B-XCL (Oerlikon Metco) 분말의 경 우 치밀한 코팅 구조가 형성되었다. 이러한 이유는 HOSP 공정을 통해 외부 용융-내부 기공 구조를 갖는 분 말을 제조하고 플라즈마 용사 코팅공정에서 플라즈마에 재 용융 되어 최종 2번의 플라즈마 화염에 노출됨에 따라 치밀화가 더 진행된 결과라 생각된다.
반면, 개발된 구형상의 열처리된 YSZ 용사 분말은 작
Fig. 10. 제조 도넛상 분말 적용 코팅층 미세구조
Fig. 11. 분말 종류에 따른 미세구조 비교 분석
Fig. 12. YSZ 용사 분말 크기에 따른 미세구조 비교 분석
CERAMIST
열차폐 코팅 기술 및 응용현황
은 1차 입자들이 응집된 형태로서 플라즈마 용사 코팅 공 정중 화염에 의해 외부는 melting되고 녹지 않은 내부의 1차 입자들이 나노기공 구조를 형성하여 높은 기공율을 갖는 코팅 구조를 얻을 수 있었다. 도넛상의 열처리된 YSZ 용사 분말은 구형상의 열처리 YSZ 분말보다 낮은 기공율을 나타내는 원인은 도넛형태의 경우 구형상 보다 플라즈마 화염에 노출되는 표면이 많아진다. 따라서 동일 한 크기의 분말이라도 보다 많은 영역에서 용융됨으로서 구형상 YSZ 용사분말과 비교하여 낮은 기공을 갖는 코팅 구조가 얻어졌다.
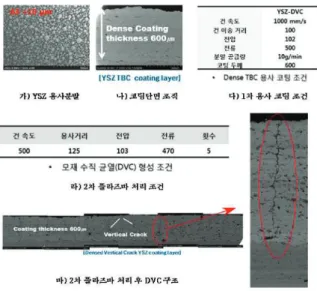
YSZ 용사 분말 크기를 변화시켜 용사 코팅한 시편의 미세조직을 Fig. 12에 나타내었다. 용사 분말의 크기가 클 때 부분 용융 입자의 존재와 큰 액적간 기공에 의해 높 은 기공율을 갖는 코팅층이 만들어진 반면, 용사 분말 작 을수록 입자가 작을수록 액적간 기공의 작아짐과 더불어 완전 용융화되어 치밀한 코팅막을 얻을 수 있었다. 열차 폐 코팅구조중 열응력에 유리하다고 알려진 수직크랙 형 성을 유도하기 위해서는 일반적으로 용사코팅 후 용사 코 팅층에 열충격에 의한 열응력을 발생시켜 수직크랙을 구 현 할 수 있는데 우선적으로 치밀한 코팅층을 가진 시편 을 제조한 후 조건별 플라즈마 화염으로 코팅층에 열응력 을 가하여 변화된 미세조직을 살펴보았다.
수직 균열 형성 시험을 하기 위한 시험편의 용사 코팅 조건 및 열처리 시험을 Fig. 13.의 용사 코팅 조건표의 조
건으로 코팅 시험편을 제작 하였으며, 코팅 및 열처리 시 험에 있어서 용사 건과 기판 간의 거리에 따라서 형성되 어지는 수직 균열의 형태 및 미세구조 차이에 대하여 비 교 분석 하고자 하였다.
수직크랙을 갖는 용사코팅 조건 및 열응력 처리하여 분 석한 결과 용사 코팅조건의 건거리 125 mm 조건에서 코 팅된 시편을 75, 100, 125 mm로 건거리를 달리하여 플 라즈마에 의한 열응력을 가한 결과 건거리 75 mm 조건 에서는 큰 열응력에 의해 수직크랙과 수평 크랙을 동시에
Fig. 13. Dense vertical crack 코팅 시험편 코팅 조건표 및 미세구조
Fig. 14. DVC 코팅층 형성 최적 조건
Coating parameter Heat-treatment parameter
distanceGun (mm)
Gun speed (m/sec) Voltage
(V) Ampere (A) Pass
(횟수) distanceGun
(mm)
Gun speed (m/sec) Voltage
(V) Ampere
(A) Pass
(횟수)
No. 1 75 300 103 470 22 75 750 103 470 5
No. 2 75 300 103 470 22 100 750 103 470 5
No. 3 75 300 103 470 22 125 750 103 470 5
No. 4 100 300 103 470 22 75 750 103 470 5
No. 5 100 300 103 470 22 100 750 103 470 5
No. 6 100 300 103 470 22 125 750 103 470 5
No. 7 125 300 103 470 22 75 750 103 470 5
No. 8 125 300 103 470 22 100 750 103 470 5
No. 9 125 300 103 470 22 125 750 103 470 5
특 집 곽찬원
CERAMIST
갖는 미세조직을 얻을 수 있었고, 100~125 mm의 플라 즈마 열처리 조건에서는 용사건과 시험편의 거리가 멀기 때문에 시험편에 가해지는 열응력이 작게 작용하여 코팅 층의 조직에 변화가 발생하지 않았다. 그리고 용사 코팅 공정 중에 건거리 125 mm에서는 플라즈마에 의해 충분 히 YSZ 용사분말이 완전히 melting되어 치밀한 미세구 조를 가지게 되어 열응력이 가해져도, 쉽게 표면 수축에 의한 수직 크랙이 발생되지 않은 결과라 생각된다.
DVC 용사 코팅층 형성 최적의 조건으로는 비교적 입 자 크기가 작은 분말을 사용하여 치밀한 코팅층을 형성한 후에 비교적 낮은 온도의 플라즈마를 이용하여 코팅층에 열충격을 주면 Fig. 14. 와 같은 수직균열이 형성된 코팅 시험편을 제작 가능하였다.
3. 열차폐 코팅 기술 응용분야 및 전망
3.1 응용분야
용사코팅 산업의 경우 특히 불황기에 원가절감, 품질향 상에 대한 수요가 증가하고 있으며, 다양한 산업분야에 적용이 가능하다. 자동차 분야에서는 엔진내부의 연소실 의 열효율을 높이기 위해 열차폐 코팅 적용을 연구 진행 하고 있으며, 앞서 살펴본 바와 같이 가스터빈분야에서 가장 많이 활용될 것으로 생각되어진다. 가스터빈은 항공 기뿐만 아니라 터빈발전기에서도 쓰이며 부품별로 TBC 코팅의 활용이 50~80%까지 적용되고 있으므로 그 활용
도가 매우 높다. 또한, 철강분야에서도 고온의 노출되는 부품이나 공정 중에 설비보호를 위하여 열차폐 코팅을 적 용하여 환경개선에 노력하고 있는 추세이다.
3.2 전망
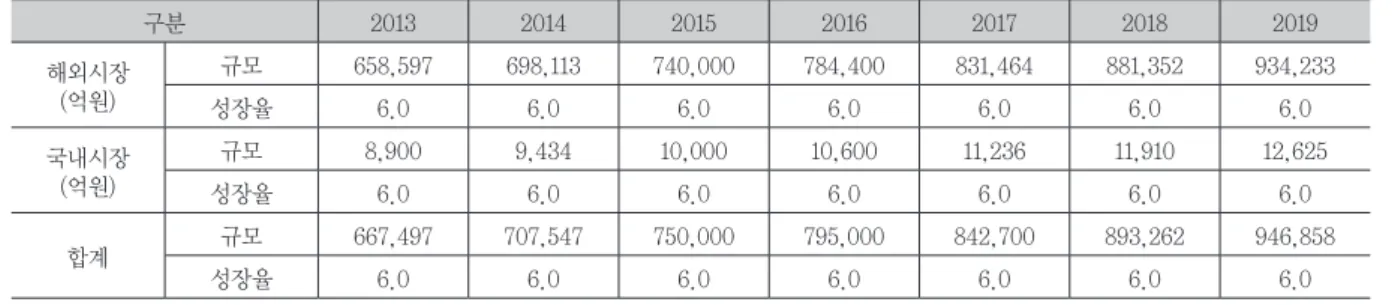
현재 열차폐 코팅시장에서의 해외 점유율은 100%에 육박하며 소재, 장비, 매뉴얼 등 전 분야에 걸쳐 해외 기업에 의해 독점되어 소재 및 코팅기술을 국산화 한다 면 국내기업기술발전과 함께 내수 시장의 활성화에 이 바지 할 것으로 생각되어진다. 2013년을 기준으로 세계 용사 코팅 시장은 대략 60조원에 달하고 이에 따른 용 사분말시장은 코팅시장의 10%에 달하는 6조원대로 예 상되어진다.
Table 5. 용사 코팅 시장 현황 및 예상
구분 2013 2014 2015 2016 2017 2018 2019
해외시장 (억원)
규모 658,597 698,113 740,000 784,400 831,464 881,352 934,233
성장율 6.0 6.0 6.0 6.0 6.0 6.0 6.0
국내시장 (억원)
규모 8,900 9,434 10,000 10,600 11,236 11,910 12,625
성장율 6.0 6.0 6.0 6.0 6.0 6.0 6.0
합계 규모 667,497 707,547 750,000 795,000 842,700 893,262 946,858
성장율 6.0 6.0 6.0 6.0 6.0 6.0 6.0
※ 산출근거 : 해외 시장_Oerlikon Metco. 에너지분야(발전)_2012년 기준 20조_Ref. Gas turbine world 2009 국내 시장_국내 용사 분야 업체 매출 분석_세원하드페이싱
반도체 : 3,000억 에너지 : 2,000억, 일반산업 : 3,000억, 철강분야_1,000억 등
※ 성장률 산출근거(6%) : C.C. Berndt, State University of New York at Stony Broo (1997~2002, 6.1% 성장률)
Fig. 15. 열차폐 코팅 기술 적용 분야
CERAMIST
열차폐 코팅 기술 및 응용현황
국내 총 64기(1,640MW)의 가스터빈이 가동 중이지만 국산 고유 모델은 단 한기도 없다. 향후 2020년대 초까지 40~50여기의 대형가스터빈(100MW이상)이 추가로 건 설될 예정으로 국내의 가스터빈 발전은 100조원(제조, 수 리 모두포함) 규모를 형성할 것으로 기대된다. 용사 코팅 시장의 규모는 최초설비구축에 많은 비용이 소요되나 지 속적이고 반복적인 용사 재코팅을 통한 설비유지보수비 용이 월등하게 많은 비용이 사용되는 점을 가만하면 용사 코팅시장의 무한한 발전가능성을 확인 할 수 있다.
4. 결론
열차폐 코팅 기술은 고온 고압에서 사용되어지는 부품 에 적용되어지는 기술로서 고온 고압의 운전 환경에서 부 품의 내산화성 및 내부식성, 내마모성 등의 특성을 향상
시키는 코팅 기술로 최근에는 장비의 장비 작동 온도를 높임으로서 장비의 효율을 보다 높이기 위해 공정 기술로 서 저열전도성 코팅소재 및 코팅 구조 설계에 대한 연구 개발이 주로 이루어지고 있는 상황이다. 고 부가가치 열 차폐 시장으로 항공기나 발전 설비의 가스 터빈 등의 시 장은 계속 증대 되고 있으나 현재 해외 점유율이 거의 100% 육박하고 있는 상황으로 국내 코팅 기술 확보 및 현 장 적용이 가능하다면 내수 시장의 활성화에 이바지 할 수 있을 것이라 판단되어진다.
참고문헌
1. Liangde Xie, Dianying Chen, Eric H. Jordan, etc,
“Formation of vertical cracks in solution- precursor plasma-sprayed thermal barrier coatings”, Surface&Coating Tech. 201(2005) 1058~1064.
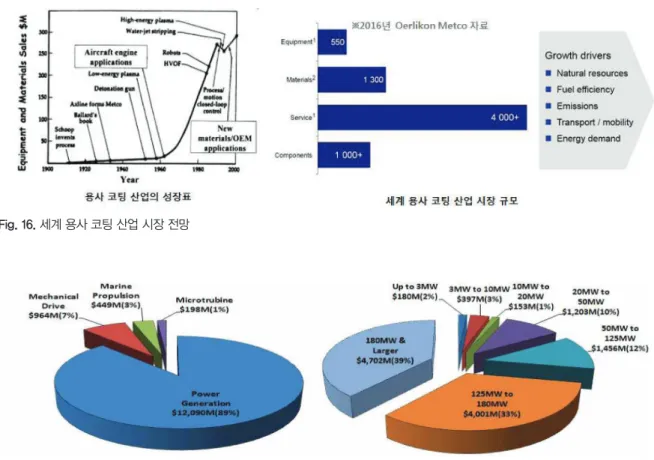
Fig. 16. 세계 용사 코팅 산업 시장 전망
Fig. 17. 가스터빈 용도별/용량별 매출 규모 [Forecast Intern’l, 2008]
특 집 곽찬원
CERAMIST
2. Mark F. Smith, Aaron C. Hall, James D.
Fleetwood and Philip Meyer, “Very Low Pressure Plasma Spray—A Review of an Emerging Technology in the Thermal Spray Community”, Coatings 2011, 1, 117~132.
3. L. swadzba, G. moskal, B. Mendala, T.
Gancarczyk, “Characterization of air plasma sprayed TBC coating during isothermal oxidation at 1100°C”, journal of achievements in materials and manufacturing engineering, volume 21 issue 2 April 2007.
4. Michael Aaron Helminiak, “Factors affecting the lifetime of thick air plasma sprayed thermal barrier coatings”, BS, University of Pittsburgh, 2008.
5. R.G. Wellman, M.J. Deakin, J.R. Nicholls, “The effect of TBC morphology on the erosion rate of EB-PVD TBCs”, Wear, volume 258, issues 1-4, pp. 349~356, 2005.
6. Maurice Gella, Liangde Xiea, Xinqing Mab, Eric H. Jordanc, Nitin P. Padturea, “Highly durable thermal barrier coatings made by the solution precursor plasma spray process”, Surface and Coatings Technology 177 ~178 (2004) 97~102
7. “Progress in Gas Turbine Performance”, book edited by Ernesto Benini, ISBN 978-953-51- 1166-5, Published: June 19, 2013 under CC BY 3.0 license. © The Author(s).
8. Abdullah Cahit Karaoglanli, Kazuhiro Ogawa, Ahmet Türk and Ismail Ozdemir, “Thermal Shock and Cycling Behavior of Thermal Barrier Coatings (TBCs) Used in Gas Turbines” DOI: 10.5772/54412 9. C.M. Cotell, J.A. Sprague, and F.A. Smidt, Jr.,
editors “Thermal Spray Coatings”, ASM Handbook, Volume 5, Surface Engineering
곽찬원
191990년-1996년 (주)세원금속 과장
1993년-현재 한국용사기술협의회 이사
1997년-현재 (주)세원하드페이싱 대표이사