1. 여는글
1)
얼마 전에 인기리에 방영된 ‘응답하라 1988’을 보면, 여주인공이 연탄가스 때문에 ‘특공대(특별히 공부도 못하는 대..)’가 되어버린 슬픈(!) 사연이 나 온다. 많은 이들이 아는 바와 같이 연탄가스의 유 해성은 일산화탄소(CO) 때문인데 사람을 비롯한 대부분의 생명체는 CO 노출 시 치명적인 피해를 입게 된다. 그런데, 일부 미생물들은 CO를 견딜 수 있을 뿐만 아니라 심지어 이를 이용하여 생장에 필 요한 에너지와 다양한 빌딩 블록을 얻을 수 있다.
CO를 이용하는 대표적인 미생물인 homoace- togen들은 reductive acetyl-CoA (Wood-Ljungdahl pathway)라는 대사 회로를 무기로 38억 년 전 지 구에 등장하였다. 이들은 CO와 수소를 에너지로, CO2를 전자받개(electron acceptor)로 사용하였는 데 그 당시 지구 대기는 지금과 매우 달랐으며 이 후 10억 년이 더 지나고서야 광합성 생명체의 활
주 저자(E-mail: [email protected])
동이 활발해지면서 산소 분자들이 채워지기 시작 하였다고 한다.
최근, CO 또는 CO가 포함된 합성가스를 생물 학적으로 전환함으로써 수송용 연료 및 화학원료 를 생산하는 연구가 전 세계적으로 활발히 진행되 고 있다. 생물학적 가스 전환은 생물 전환의 단점 인 원료 의존성을 탈피하면서 열화학 전환의 단점 인 가스의 조성이나 불순물들에 대한 민감성에서 비교적 자유로운 장점을 가지고 있다. 이러한 장 점에 힘입어 일부 기술은 상용화 목전에 도달한 상황이다.
본 원고에서는 합성가스의 생물학적 전환 기술 을 소개하고자 한다. 해당 기술이 주목받게 된 원 인을 짚어 보고, 관련되는 생촉매와 배양 특성에 대해서 살펴보았다. 특히 일반적인 생물 공정과 달리 가스상의 물질을 영양분으로 활용하는 특성 을 고려하여 반응 시스템 개발에 관하여 집중적으 로 분석하였다. 현재의 산업화 현황을 토대로 향 후 발전 방향을 예측하고 이 과정에서 해결해야 할 이슈들을 간략히 정리하고자 한다.
생물학적 합성가스 전환에 의한 수송용 연료 및 화학원료 생산
나 정 걸1,†⋅이 진 원2,3
1한국에너지기술연구원 바이오자원순환연구실, 2서강대학교 화공생명공학과, 3C1 가스 리파이너리 사업단
Biological Conversion of Synthesis Gas for Production of Fuels and Chemicals
Jeong-Geol Na1,† and Jinwon Lee2,3
1Biomass and Waste Energy Laboratory, Korea Institute of Energy Research
2Department of Chemical and Biomolecular Engineering, Sogang University
3Korea C1 Gas Refinery R&D Center
Abstract: 최근, CO 또는 CO가 포함된 합성가스를 생물학적으로 전환함으로써 수송용 연료 및 화학원료를 생산하는 연구가 전 세계적으로 활발히 진행되고 있다. 생물학적 가스 전환은 기존의 당류 기반 생물 전환 공정과 열화학적 촉매 전환 공정의 단점을 상당 부분 해소할 수 있는 장점이 있다. 본 논문에서는 생물촉매에서 반응시스템까지 합성가 스의 생물학적 전환과 관련된 기술을 정리하고, 향후 발전 방향 및 해결되어야 할 이슈들에 대하여 논하였다.
Keywords: biological C1 conversion, synthesis gas fermentation, Wood-Ljungdahl pathway, bioreactor development
2. 바이오에너지 분야 메가트렌드 및 생물학적 전환 기술의 강점
CO와 수소를 이용하는 미생물은 천연가스, 석 탄, 바이오매스의 가스화로부터 생성되는 다양한 합성가스와 제철소 부생가스를 모두 활용할 수 있 기 때문에 엄밀한 의미에서 이들이 생산하는 수송 용 연료는 source에 따라 바이오에너지로 간주되 지 않는다. 그러나, 합성가스 전환에 대한 관심이 주로 바이오에너지 산업 분야에서 시작되었기 때 문에 본 원고에서는 주로 바이오에너지 분야 트렌 드를 통해 기술의 출현 배경을 살펴보고자 한다. 현재의 바이오에너지 분야 메가트렌드는 크게 두 가지 이슈에 대한 해결 방안을 모색하고 있다.
첫째로 원료 확보에 대한 이슈 해결이다. 이미 시 장에 시판되고 있는 1세대 바이오에너지는 곡물을 원료로 활용하므로 윤리적 지적으로부터 자유롭 지 못한 형편이다. 세계 사회학의 석학인 Jean Ziegler 교수는 ‘식량 권리에 대한 투쟁’이라는 UN 특별 리포트에서 식량 경작에 사용되는 토양 을 바이오연료 생산에 사용하는 것은 인류에 대한 범죄라고 지적한 바 있다. 따라서, 2세대 바이오매 스인 목질계 바이오매스, 3세대 바이오매스인 미 세조류, 유기성 폐기물 등 비곡물계 자원의 활용 이 지난 이십여 년 간 바이오에너지 분야에서 가 장 집중적으로 연구되고 있는 주제이다. 원활한 원료 확보는 새로운 바이오매스 자원의 발굴과 함 께 바이오에너지 공정의 부산물을 최소화하여 탄 소 수율을 높임으로써 가능하다. 당화와 효모 발 효로 구성되는 전통적인 목질계 바이오에탄올 생 산공정의 경우, 1톤의 목재로부터 불과 200~250 kg의 에탄올만이 생산된다. 두 번째는 경제성 향 상에 대한 이슈이다. 목질계 바이오에탄올은 시장 에 진출하긴 하였으나, 여전히 경제성 부족 문제 를 겪고 있으며 이에 대한 해결 방안으로는 전처 리, 분리정제 비용의 최소화와 함께 단순한 연료 생산이 아니라 고부가가치 화학원료를 동시에 생 산하는 방식을 고려할 수 있다.
이러한 관심 하에서 시도되고 있는 생물학적 합 성가스 전환 기술은 우선 일반적인 생물공정 기반
목질계 바이오에탄올 기술의 한계를 극복할 수 있 다. 통상적인 목질계 바이오에탄올 발효에서는 미 생물의 사용이 제한적인 리그닌 성분을 활용할 수 없는 반면, 이 기술은 가스화를 통하여 전체 바이 오매스를 모두 활용할 수 있으므로 수율 향상이 가능하다. 또한, 원료 유연성 측면에서도 가스화 공정의 장점을 살려 고비용의 당화 과정을 생략할 수 있으며 폐기물 등 저급 바이오매스 원료에 활 용할 수 있는 장점을 가진다. Figure 1을 보면, 2014년 현재 북미 지역의 6곳의 상업화 목질계 바 이오에탄올 플랜트 중의 절반인 3개소가 열화학적 기술을 기반으로 함을 알 수 있다.
전통적인 생물학적 기술의 난제 뿐만 아니라, 열 화학적 공정의 어려움도 상당 부분 해소 가능한데, 우선 생물 촉매의 가장 큰 특징인 온화한 공정 조 건을 이용하여 운전비 및 장치 비용을 저감할 수 있으며 탄소 수율을 향상시킬 수 있다. 탄소 수율 과 에너지 투입량은 CO2 흔적과 직결되며, Table 1에서 정리한 바와 같이 1갤런의 에탄올을 생산하 는데 열화학적 에탄올 생산 공정은 30.2파운드의 CO2가 발생하는 반면, 생물학적 합성가스 전환 공 정은 24.8파운드가 발생하여 이산화탄소 배출량을 20% 저감할 수 있다(연료 수율이 350 kg/톤임을 주목하라).
가스화 공정에서 생산되는 합성가스는 사용되 는 가스화기, 원료, 운전 조건에 따라 매우 다양하 며, 촉매를 이용한 에탄올 합성 공정의 경우 효율 측면에서 CO와 수소의 비율을 정밀하게 유지해야
Figure 1. Commercial Plants for Cellulosic Ethanol in US[2].
하므로 수성가스전환 반응기 등의 추가 시설이 요 구된다. 반면, 생물학적 공정은 생촉매 특유의 선 택도를 이용하여 다양한 CO/H2 비율에서 운전이 가능하다. 심지어 수소가 전혀 없는 상황에서도 CO로부터 전자를 생성하고, 이를 이용하여 물로 부터 proton을 회수할 수 있으므로 산물 생산이 이 루어진다. 에탄올과 아세트산에 대한 생물학적 전 환의 반응식은 다음과 같다.
<에탄올>
→
′
→
′
→
′
<아세트산>
→
′
→
′
→
′
또한, 생물전환 기술은 여러 피독 물질에 강건 하다. 합성가스에는 H2S, 암모니아, COS 등 다양 한 불순물이 포함되어 있는데 촉매 공정의 경우 수 ppm 수준에서도 활성을 잃어버리는 것으로 보 고되고 있다. 촉매 비활성화에 대한 해결책으로 가혹한 합성가스 세정 공정이 필요하며, 열화학적 공정의 경제성을 떨어뜨리는 가장 큰 요인의 하나 로 여겨지고 있다. 반면, 생물전환 반응에서는 앞 서 언급한 불순물 등으로 수율이 일부 낮아질 수 는 있으나, 공정에 치명적인 영향을 미치지는 않 는다. 즉, 생물학적 합성가스 전환 기술은 기존의
알코올 발효 및 열화학적 촉매 전환 기술의 단점 을 상당 부분 해결할 수 있으므로 많은 연구자들 의 주목을 받게 되었다.
3. 합성가스 전환 미생물 발굴 및 개발
CO를 이용하는 미생물은 이미 1903년 보고된 바 있다(Figure 2). Oligotropha carboxydovorans 와 같은 호기성 CO 이용균이나 CO를 이용하여 황 산염을 환원시키는 Desulfovibrio vulgaris 등은 유
Case 1 : Thermochemical to ethanol Case 2 : Gas fermentation to ethanol
Feedstock Woody biomass Woody biomass
Feed rate (dry ton/d) 2,205 2,205
Fuel production (MM gal/y) 64.7 82.1
Carbon conversion (%) 40.7 51.6
Fuel yield (gal/dry ton) 83.8 117.6
Overall plant energy efficiency (LHV%) 45 57
CO2 emissions (lb CO2/gal) 30.2 24.8
Table 1. Comparison of Routes to Produce Ethanol from Biomass Syngas[3]
Figure 2. First Report for CO Uptaking Microorganism[4].
용물질을 생산하지는 못하는 반면, Thermococcus onnurineus NA1이나 Rhodospirilum rubrum 등은 생물학적 수성가스 전이반응을 거쳐 CO로부터 수 소를 생산할 수 있으며, Methanosarcina bakeri 등 은 합성가스로부터 메탄을 생산할 수 있다. 그러 나, 현재 대부분의 연구는 Wood-Ljungdahl 대사 회로를 이용하여 CO나 CO가 포함된 합성가스로 부터 acetyl-CoA를 합성하고, acetyl-CoA를 출발 물질로 알코올이나 유기산 등 다양한 제품을 생산 하는 미생물에 집중되고 있다.
3.1. 수소 생산
일부 carboxydotroph들은 석유화학산업에서 사 용하는 수성가스 전이반응과 동일한 경로를 통하 여 에너지를 생산할 수 있다. 이 반응에는 크게 두 가지 효소가 작용하는데 CODH (carbon mon- oxide dehydrogenase)가 CO에 대한 전기화학적 반쪽 반응을 통해 전자와 proton을 CO에 전달하 고 수소화효소(hydrogenase)가 나머지 반쪽 반응 을 촉진함으로써 세포 생장을 위한 에너지를 공급 한다. 이때 관여하는 반응은 다음과 같다.
→
→
→
′
해양과학기술원 강성균 박사팀은 최적 생장온 도가 85 ℃인 초고온 고세균 Thermococcus on- nurineus NA1을 이용하여 생물학적 수성가스 전 이반응을 수행한 결과, 100%에 가까운 수소 선택 도와 생물 반응으로는 굉장히 높은 120 mmol/L/h 가 넘는 수소 생산성을 기록하는데 성공하였다.
이는 생물 반응에서도 고온 조업이 가능할 뿐만 아니라 생산성에도 도움이 된다는 점을 시사한다.
3.2. 아세트산 생산
아세트산은 전 세계적으로 1,000만 톤/년 정도 의 생산량을 가지는 기초 화학 제품으로서 현재는 메탄올의 카르보닐화나 아세트알데히드의 산화에
의하여 생산된다. 대표적인 CO 이용 미생물인 acetogen의 주요 대사산물이 아세트산이기 때문에 모델 화합물로서 많은 연구가 이루어져 왔다. 아 세트산 생성은 Wood-Ljungdahl (W-L) 대사에 의 하여 이루어지는데(Figure 3), 1966년 Wood와 Ljungdahl에 의하여 Clostridium thermoaceticum 을 이용하여 CO2로부터 아세트산을 합성하는 연 구 과정에서 최초로 밝혀졌다. W-L 대사는 현재 까지 밝혀진 생물학적 CO2 환원 대사 중 가장 효 율이 우수하여 합성가스 전환은 물론, CO2 활용 측면에서도 각광받고 있다. W-L 대사를 간략히 설명하면 다음과 같다. W-L 대사는 카르보닐 (Western) branch와 메틸(Eastern) branch로 구성 되는데, CO는 직접 CO 형태(Western branch) 또 는 CO2 (Eastern branch)로 산화됨으로써 두 branch 모두에 들어갈 수 있다. CO의 산화과정에 서 발생하는 에너지는 환원된 형태의 ferredoxin에 저장된다. CO2는 Eastern branch에서 여러 효소들
Figure 3. Wood-Ljungdahl Pathway[6].
을 통하여 methyl 그룹으로 합성된다. Eastern branch의 효소들에 관련된 유전자들은 C1 가스를 활용하는 미생물에 ubiquitous하게 존재하는데, M. thermoacetica처럼 게놈에 흩어져 있든지, C.
ljungdahlii, C. autoethanogenum, C. ragsdalei, C.
carboxidivorans처럼 커다란 단일 클러스터 상에 존재하기도 한다. W-L 대사의 핵심 효소는 bi- functional CODH/ACS synthase로서, 이 효소를 통하여 Eastern branch에서 합성된 메틸 그룹과 Western branch에서 온 CO가 acetyl-CoA로 전환 되게 된다. CODH/ACS synthase는 CO2와 수소만 이 존재하는 환경에서는 CO2를 CO로 환원하는 역할도 담당하며 산소에 매우 민감한 특성이 있어 절대 혐기 미생물에만 존재하는 효소이다. 생성된 acetyl-CoA는 세포 생장 시 아세트산과 ATP로 전 환된다. 주목할 점은 acetyl-CoA는 많은 미생물에 있어 핵심 building block으로서 이를 원료로 삼아 아세트산, 에탄올, 부탄올, 부티르산, 부탄디올 등 의 다양한 화학제품을 생산할 수 있다는 것이다.
3.3. 알코올 생산
아세트산의 상업적 중요도에도 불구하고, CO를 이용한 생물학적 생산 방법은 산물 농도가 낮고, 염의 형태로 생성되기 때문에 정제 부하가 높아 acetogen을 이용한 CO 이용 대사산물 생산은 단 순한 형태의 유기산보다는 butyric acid 등의 고부 가가치 유기산이나, 특히 알코올 생산 쪽으로 연 구가 집중되고 있다. Acetyl-coA로부터 아세트산 을 생산하는 미생물은 100여 종 이상으로 매우 다 양하나, 아세트산 이외에 다른 대사산물을 생성하 는 미생물은 아직 몇 종밖에 알려지지 않은 상태 이다. 대표적인 합성가스 이용 에탄올 생산균주인 C. ljungdahlii는 1988년 양계장 폐기물에서 최초 로 분리되었으며 Clostridium rRNA I homology group에 속하는 acetogen이다. 미국 아칸소 주립 대학의 Gaddy 교수팀의 선구적인 노력 끝에 Clostridium ljungdahlii 균주가 에탄올을 합성하는 것을 확인하였는데, 세포 재순환 배양 시스템을 통하여 560 h 배양한 결과, 최종적으로 48 g/L의
에탄올을 얻을 수 있었다. 또다른 에탄올 생산 균 주인 C. ragsdalei는 오클라호마 주립 대학의 축산 폐기물 안정화 못에서 분리되었다. 100 L 교반조 반응기를 59일간 조업하여 25.26 g/L의 에탄올을 생산하였다.
이 외에도 균주에 대한 별도의 유전자 조작 없 이 부탄올, 부탄디올, 부티르산 등의 물질 생산이 확인되었다.
3.4. CO 가스 활용 재조합 균주
현재까지 CO를 탄소원 및 에너지원으로 활용 하는 다양한 균주들이 보고되었지만, 대사 산물의 종류가 한정적이고 최종 농도가 낮다는 문제점이 있다. 이러한 문제점을 해결하기 위하여 다양한 분자생물학적 기법을 사용하여 CO 이용 대사를 정밀하게 분석하고 이를 토대로 재조합 미생물을 개발하기 위한 연구가 진행 되고 있다. CO 활용 미생물 중 게놈 서열이 완벽히 밝혀진 미생물은 Moorella thermoacetica, C. ljungdahlii, C. car- boxidivorans, Eubacterium limosum의 4종이며, A.
woodii의 genome sequence가 곧 밝혀질 예정이다.
위 미생물들의 서열이 알려짐에 따라 CO 대사경 로에 관련된 유전자들 역시 베일을 벗게 되었다.
재조합 미생물을 이용한 CO 활용에서 타겟 생 산 물질은 주로 부탄올과 아세톤이다. 부탄올은 드롭인 바이오연료이자 벌크 화학물질로 높은 가 치를 가지고 있으며, 아세톤은 고급 소재로 사용 되는 Plexiglas 생산의 전구체로 사용되고 있어 산 업계에서 많은 관심을 가지고 있다.
부탄올은 Figure 4와 같이 6가지의 생물학적인 경로를 통해서 생산될 수 있는데, 기존의 널리 알 려진 solventogenic clostridium은 1과 4의 경로를 통하여 부탄올을 생산하고, 재조합 대장균의 경우 2의 경로를 통하여 부탄올을 생산할 수 있다. 3번 째 경로는 균주를 사용하는 것이 아니고 P450 monooxygenase 효소를 이용하여 부탄 가스로부 터 부탄올을 직접 전환하는 경우이다. C. carbox- idivorans의 경우 CO에서 부탄올을 생산하는 모 든 대사경로를 보유하고 있으므로 유전자 조작 없
이도 부탄올 생산이 가능하지만 수율은 8.9 mmol 부탄올/mol CO에 불과하였다. 독일 울름대학 (University of Ulm)의 Durre 연구팀은 최근 C.
ljungdahlii의 게놈서열 분석 결과를 보고한 바 있 으며 CO 대사와 관련된 다양한 유전자조작 툴과 재조합 미생물을 개발하는데 성공하였다. Durre 연구팀은 부탄올 생합성 대사경로를 가지고 있지 않은 C. ljungdahlii에 C. acetobutylicum가 가지고 있는 부탄올 대사경로를 모두 과발현하도록 대사 회로를 조작하였으며 그 결과 약 150 mg/L의 부 탄올을 생산할 수 있었다.
세계 아세톤 시장은 약 600만 톤/년인데, 대부분 석유화학공정에서 Hock synthesis pathway (cumene process)로 생산된다. Durre 연구팀은 아세톤 생합 성 경로가 결여된 C. aceticum에 acetoacetate de- carboxylase, CoA-transferase A, B, thiolase를 코 딩하는 adc, ctfA, ctfB, thlA유전자를 thlA pro- moter하에서 과발현하여 아세톤 생산 균주를 제작 하는데 성공하였다. 결과로써, CO2와 수소를 유일 한 탄소원과 에너지원으로 활용하여 8~9 mg/L의
아세톤을 생산할 수 있었다.
한편, CO 대사 미생물만을 이용하여 최종 제품 을 생산하는 것이 아니라, 다른 균주와의 2단계 배 양을 통하여 유용 물질을 생산하는 시도 역시 진행 되고 있다. MIT의 Stephanopoulos 교수팀은 폐기 물의 가스화를 통하여 생산된 합성가스를 이용하 여 acetogen을 배양함으로써 아세트산을 합성하고, 이를 다시 효모의 기질로 활용하여 바이오디젤로 전환 가능한 지질을 대량 생산하는데 성공하였다.
현재까지 대표적인 CO 유래 생물제품에 대한 최고 성능 수치를 Table 2에 정리하였다.
4. 합성가스 전환 미생물 배양 전략
CO를 활용한 생물 전환 실험에 대한 초기의 결 과들은 산물 생산 속도 및 에탄올/초산 비율이 낮 아 상업화의 길이 요원하였다. 그러나, 배양 환경 을 최적화하고, 고효율 반응시스템을 개발하는 등 다양한 배양 전략을 통하여 생산성을 대폭 증가시 키는 성과를 얻고 있다.
4.1. 미생물 배양 조건 최적화
합성가스 전환 반응의 효율을 증가시키기 위해 서는 우선적으로 배지 최적화가 필수적이다. 에탄 올을 생산하는 solventogenesis 대사는 일반적으로 세포의 성장이 늦어지는 휴지기에 활발해지는 것 으로 알려져 있는데 미생물 생장과 산물 생산을 분리하는 2단계 배양을 시도할 수 있다. 실제
Carbon
number Products Microorganisms Performance Reaction system
0 Hydrogen
Thermococcus onnurineus NA1
120 mmol-H2/L/h 100% CO 활용 CSTR2 Ethanol
Clostridium ljungdahlii
48 g/L 세포 재순환 반응시스템Acetate
Acetogenium kivui
19.2 g/L CSTR3 Propanol
Clostridium ragsdalei
9.25 g/L CSTR4
Butanol
Butyribacterium methylophicum
2.7 g/L 회분식 배양 시스템Butandiol
Clostridium autoethanogenum
20 g/L -Butyric acid
Butyribacterium methylphicum
5.9 g/L 회분식 배양 시스템Table 2. Production of Fuel and Chemicals Using Various CO-Metabolizing Microorganisms[7]
Figure 4. Biological Routes for Butanol Production[8].
Cotter 등은 질소 제한을 통하여 C. autoethanoge- num의 에탄올 생산성을 증가시켰다고 발표하였 다. 환원제의 역할도 중요한 바, C. ragsdalei에 대 한 최근 연구 결과에 따르면 환원제인 methyl vi- ologen을 투입하여 에탄올 농도를 두 배 이상 증 가시킬 수 있었다고 한다.
CO 전환에서 핵심 효소인 CODH/ACS의 경우 금속을 포함한 metalloprotein이므로 배지 내의 금 속 농도를 조절함으로써 CO 전환율 및 에탄올 생 산 증대가 가능하다. C. ragsdalei 배양에서 다양 한 trace 금속에 대한 실험 결과, Cu2+ 농도를 줄 이고, Ni2+, Zn2+, SeO4-, WO4-의 농도를 증가시켜 에탄올 생산성을 향상하였다고 보고된 바 있다.
Gaddy 연구팀은 질소원인 yeast extract 농도 최적 화 실험을 수행하였는데, yeast extract 농도가 5 g/L 이하에서는 에탄올/아세트산 비율이 0.11이었 으나 10 g/L을 넘을 경우 그 비율이 0.05로 떨어졌 다고 한다. 상업화 공정에서는 배지 가격이 경제 성을 좌우하는 주요 요인으로서, 고가의 비타민이 나 무기염 포함 배지 대신 corn steep liquor나 cot- ton seed extract 등의 저가 배지를 사용하려는 노 력 역시 진행 중이다.
한편, 기질로 사용되는 CO는 대부분의 미생물 은 물론, 어느 농도 이상에서는 CO를 대사하는 미 생물에게도 독성 작용이 있기 때문에 단순한 과공 급이 아닌 적절한 농도 유지가 필요할 수 있다.
2004년 NREL 보고서를 보면, Rubrivivax 균의 CO 소모 속도는 용존 CO 농도에 대하여 substrate inhibition kinetics을 나타내고 있다(Figure 5). 그 러나 배양이 어느 정도 진행될 경우 CO의 농도가
항상 ‘0’에 가까운 물질전달 저해 구간에 접어들 게 되므로 CO 농도에 대한 고려는 배양 초반기에 만 집중하면 되리라 판단된다.
4.2. 생물배양기 설계
CO의 생물학적 전환에 있어 고효율 생물 배양 기 설계는 공정의 성능을 좌우하는 가장 중요한 기술 중의 하나이다. 아칸소 대학의 Gaddy 교수팀 의 연구 결과에 따르면 균주 자체의 탄소 이용 속 도는 일반 미생물에 비하여 크게 떨어지지 않는다 고 한다. 알코올 생산에 이용되는 대표적인 산업 균주인 S. cerevisiae의 탄소 소모 속도가 0.27 g-carbon/g-cell/h인데 비해, CO를 이용하는 C.
ljungdahlii는 0.22 g-carbon/g-cell/h로 큰 차이를 나타내지 않았으며 이는 생물학적 합성가스 전환 의 낮은 성능이 미생물 촉매(균주) 자체의 문제라 기보다 CO의 전달에 의한 것임을 시사한다. 즉, 효율적인 반응기 설계를 통해 대폭적인 성능 향상 을 기대할 수 있다.
생물학적 CO 전환 공정은 전통적인 바이오매스 이용 공정에 비하여 목적 산물의 농도와 생산 속도 가 모두 낮은데, 이는 기질로 사용되는 CO가 수용 액에 대하여 매우 낮은 용해도를 갖기 때문이다 (37 ℃에서 27 mg/L). 따라서 우수한 생촉매가 개 발되었더라도 충분한 물질전달 성능 없이는 생산 성 향상에 한계가 존재할 수밖에 없다. 배양액 내 CO의 물질수지식은 아래와 같이 나타낼 수 있다.
위 식을 보면, CO의 전환 속도는 미생물의 고 유 성능인 specific uptake rate Q와 반응 시스템의 고유 성능인 물질전달 속도에 의해 좌우됨을 알 수 있다. 만일 목적하는 산물의 반응기 부피당 생 산성을 현행 목질계 에탄올 생산공정의 최고 생산 성인 1.0 g/L/h 이상으로 유지하기 위해서는 포화 용해도를 고려할 때 240 h-1 이상의 물질전달계수 가 요구되고, 대형 반응기에서의 혼합 문제를 감
Figure 5. Specific Consumption Rate of Carbon Monoxide
with Dissolved Carbon Monoxide Concentration[11].
안하면 이보다 2배 이상인 480 h-1 이상이 필요하 다. 그러나, Table 3에서 알 수 있듯이 기존의 반 응기들은 대부분 100 h-1 이하의 물질전달계수를 가지고 있어 획기적인 개선 없이는 산업화가 불가 능할 수밖에 없다.
일반적인 생물 공정에서는 미생물의 농도가 증 가하게 되면서 기질 공급 속도가 제한인자가 되는 데, 당류 등의 액체가 기질일 때에는 공급 속도와 배출 속도 조절이 용이하나, CO와 같은 가스 기질 은 이를 유지할 수 있는 방안이 없으므로 CO의 전달속도를 조절하는 연구가 다양한 연구진에 의 하여 진행된 바 있다.
기/액 간의 물질전달 향상을 위하여 주로 다음 과 같은 방법들이 시도되었다.
1) 기체 및 액체 유속 증가
2) 용매 사용이나 가압에 의한 기체 용해도 증가 3) kLa 향상에 의한 기/액 물질전달 속도 증가
물질전달을 향상시키고자 하는 대부분의 연구 는 교반조 반응기에서 수행되었으며, 주로 교반속 도와 kLa 사이의 관계식 수립에 활용되었다. 교반 조 반응기는 기포 분쇄 효과 및 물질 전달 효율이 우수한 장점이 있으나, 스케일 업 시 과도한 동력 비용 및 mechanical seal 사용으로 인한 고정비 상 승을 초래하므로 저가 컬럼형 생물반응기가 집중 적으로 연구되고 있다. 버블컬럼(bubble colum)이 나 살수층(trickle-bed), 루프(loop) 반응기 등 다양 한 형태의 컬럼형 반응기가 시도되었는데 기계적
인 교반을 요구하지 않으므로 동력 비용을 저감할 수 있는 장점이 있으나, 기포에 대한 분쇄 효과가 약하므로 높은 물질전달 성능을 얻기 어렵다.
NREL에서 수행한 생물학적 수성가스 전환 연 구 결과 Rubrivivax 균을 이용한 실험에서 기포탑 반응기의 CO 전환율은 극히 낮으나 가스 재순환 시스템을 장착하거나 살수층 반응기를 사용함으 로써 수소 생산성을 크게 향상시킬 수 있었다고 한다(Figure 6).
반응기 압력이 증가할수록 가스의 용해도는 선 형적으로 증가하기 때문에 고압에서 배양을 진행 할 경우 공정 효율을 개선할 수 있다. 특히 고압 가스화를 통하여 생산된 CO 가스의 경우 고압 배 양과의 공정 연계가 수월한 장점이 있다. NREL 결과에 따르면 바이오매스 이용 수소 생산에서 고 압 미생물 수성가스개질공정을 적용하여 스팀 사 용량을 절감할 수 있으며 기존의 스팀개질반응보 다 경제성을 향상시킬 수 있다고 한다.
Reactor type biological system feedstock kLa (h-1) for CO
STR-200 rpm
B. methylotrophicum
CO 14.2STR-300 rpm
C.ljungdahlii
syngas 35STR-300 rpm
R.rubrum, M.formicum, M.barkeri
syngas 28.1STR-450 rpm
R.rubrum, M.formicum, M.barkeri
syngas 101STR-200 rpm (microbubble)
B. methylotrophicum
CO 90.6STR-300 rpm (microbubble) SRB mixed culture syngas 104
trickle bed
R.rubrum, M.formicum, M.barkeri
syngas 55.5trickle bed SRB mixed culture syngas 121
trickle bed
C.ljungdahlii
syngas 137Table 3. Mass-Transfer Coefficients from Synthesis-Gas Fermentations[14]
Figure 6. Three Biological WGS Reactor Design[11].
배양액 내 가스의 전달 효율을 증가시키기 위해 서는 기포의 크기를 줄여야 하는데 전통적인 교반 조 반응기는 교반속도를 증가시킴으로써 기포를 분쇄한다. 교반 장치로 인한 조업비용 상승을 막 기 위하여 낮은 에너지 투입으로 미세기포를 발생 할 수 있는 미세기포 발생장치가 활발히 연구 중 이다. 미세기포를 만드는 방법은 기계적인 방법과 화학적인 방법이 있다. 화학적인 방법으로는 계면 활성제나 고분자 알코올, 바이오폴리머 등이 적용 되었는데, 이러한 물질들은 배양액의 표면장력을 감소시키므로 기포의 뭉침 현상을 방지하여 높은 표면적을 유지할 수 있고 따라서 물질전달계수를 향상할 수 있다.
1990년대 중반 미시간 주립대학의 Zeikus 교수 팀은 가스 전달속도를 증가시키기 위하여 계면활 성제를 배지에 첨가하여 micro-bubble을 만들고 이를 CO/H2 조건에서 연구하였다. 가스 전달속도 의 향상으로 균체의 생장속도는 빨라졌으나, 계면 활성제가 산물을 회수하는 시점에서 문제를 일으 키기 때문에 더 이상의 연구가 진행되지 않았다.
Iowa State University의 Heindel 교수팀은 전해질, 소수성 나노입자 등의 물질을 추가하여 물질전달 계수의 향상 효과를 관찰하였다. MCM-41 나노입 자에 소수성 관능기를 코팅함으로써 바이오수소 생산성을 향상시켰다는 결과를 보고하였다.
유기물질, 전해질, 나노입자 등을 사용한 CO 전 달 능력 향상은 균체 성장을 증가시킬 수는 있으 나, 다운스트림에서 정제 비용 상승을 초래할 수 있으므로 정제 공정을 포함한 실제 공정에서의 검
증이 요구된다. 화학물질 첨가가 물질전달 측면에 서 kL이나 CO 용해도를 증가시키려는 목적을 갖 는 반면, 기계적인 방법에 의하여 기포의 크기를 줄임으로써 물질전달계수를 높이려는 연구 역시 활발히 진행 중이다. Michigan 주립대의 Worden 교수팀은 강한 shear를 통하여 기포를 분쇄하고, 이를 안정화시켜 반응기에 투입하는 미세기포 발 생장치를 개발하였다(Figures 7, 8). 미세기포 발 생장치를 사용할 경우 비교적 적은 동력 투입만으 로 높은 물질전달계수를 얻을 수 있었다고 한다.
생물반응기에서 통상적인 기포의 직경이 3~5 mm 정도인데 비하여, 이들 그룹에서 적용한 마이크로 버블 폭기장치의 경우 계면활성제에 의하여 기포 크기를 50 µm 정도로 안정화시킬 수 있었다. 기- 액 계면 면적은 기포 크기에 반비례하기 때문에 마 이크로버블을 사용할 경우 별도의 교반 없이도 우 수한 수준의 물질전달속도를 나타내었다고 한다.
영국 셰필드 대학의 Zimmerman 교수팀은 미세 가공 기술을 사용한 독특한 형태의 가스 공급기를 설계하고, 진동 패턴으로 가스를 공급하여 높은 차압 없이 적은 크기의 기포를 얻는데 성공하였다 (Figure 9). 이 기술은 전통적인 반응기에서 나타 나는 sparger 표면에서의 기포 뭉침을 방지하기 위 한 것으로, 진동 패턴으로 기체를 공급하여 기포 가 뭉치기 전에 sparger 표면을 벗어나게 하는 아 이디어를 이용한 것이다.
막을 통한 가스 전달도 연구되고 있는데, 중공 사 복합막(HFM, composite hollow fiber mem- branes)을 통해 CO 가스를 투과시키는 연구가 대
Figure 7. Proposed Structure of Microbubbles and Spinning Disk Microbubble Generator[13].
Figure 8. Comparison of Mass-Transfer Coefficients for
Different Power-to-Volume Ratios[14].
표적이다. 복합막의 경우 기공 크기가 매우 작으 므로 투과 기체는 기포 형태라기보다는 용액에 용 해된 채로 전달되고, 복합막의 한쪽 면에 미생물 을 부착할 경우 고정화 세포 배양 역시 가능하다.
Hawaii 대학의 Munasinghe의 연구 결과에 따르면 중공사막 반응기를 이용하여 946.6 h-1의 높은 물 질전달계수를 얻는데 성공하였다고 한다(Figure 10). 복합막의 경우 높은 물질 전달 성능과 고농도 배양이 가능하지만 fouling에 취약하고 스케일 업 이 어려운 단점이 있으므로 실증 연구 및 검증이 필요할 것으로 판단된다.
5. 산업화 현황
CO를 활용한 생물학적 에탄올 생산 기술은 상용 화를 목전에 두고 있다. 미국 아칸소주의 Fayetteville 에 있는 Bioengineering Resources Inc. (BRI)는 아칸
소 대학의 Gaddy 교수팀의 연구결과를 토대로 설립 되었으며, 이전받은 배양 기술을 바탕으로 2003년 파 일럿 운전을 개시하였다. BRI의 기술은 다국적 화학 회사인 Ineos에 2008년 인수되어 현재 Ineos Bio 라는 이름으로 연구개발과 실증이 진행되고 있다.
IneosBio의 기술은 에탄올과 전력을 동시 생산하 는 것을 특징으로 하며, 현재 플로리다 주의 Indian River에서 합성가스를 이용하여 년산 800 만 갤런의 에탄올을 생산하는 설비를 건설하였고 커미셔닝 절차가 마무리된 것으로 보고되고 있다 (Figures 11, 12).
Oklahoma State University와 University of Oklahoma에서 개발된 기술을 바탕으로 2006년 일리노이주의 Warrenville에서 설립된 Coskata는 FlexEthanolTM이라는 상표로 에탄올을 syngas로 부터 생산하는 연구를 진행 중이다. 1톤의 건조 바 이오매스로부터 약 100갤런의 에탄올을 생산할 수 있었다고 하며, 현재 펜실베니아주 Madison시에 semi-commercial 규모 공장을 건설하였고 실증 운 전을 진행 중이라고 알려져 있다(Figures 13, 14).
Figure 11. Indian River Bioenergy Center[17].
Figure 12. Flow Diagram of Ineos Bio Bioethanol Process[17].
Figure 9. Microbubble Generation by Fluidic Oscillation[15].
Figure 10. Flow Directions and Mass Transfer Across the
Membrane Module[16].
Coskata 기술은 세포가 부착된 멤브레인에 합성가 스를 통과시켜 알코올을 생산하는 것을 특징으로 하며, 이에 관한 다수의 특허를 출원한 상태이다.
2005년 뉴질랜드의 Auckland에서 설립된 LanzaTech사는 CO의 비율이 높은 제철소의 폐가 스나 바이오매스에서 얻어진 syngas를 원료로 에 탄올과 플랫폼 chemical인 2,3-butanediol을 얻었 다고 발표하였다. 자체 보유한 미생물과 반응기를 이용하여 뉴질랜드에서 제철소 부생가스를 이용 하여 파일럿 반응기를 운전하였고(Figure 15), 최 근 대만의 Kaoshiung에서 China Steel Corp.과 공 동으로 300톤/일 규모의 상용급 생물학적 가스 전 환 공정 건설을 시작하였다(Figure 16).
6. 향후 전망 및 결언
지금까지 생물학적 합성가스 전환 기술에 대하 여 간략히 소개하였다. CO를 활용한 생물 공정은 시장과 사회의 니즈와 함께 기술적인 진보가 결합
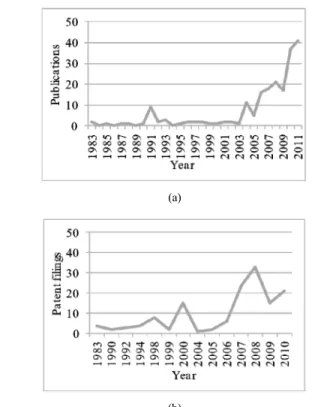
하여 활발히 진보가 이루어지고 있다. 생물학적 합성가스 전환 기술에 대한 관심 및 투자는 논문 발표와 특허 출원으로 이어져 지난 10여 년간 CO 발효 관련 논문과 특허는 폭발적으로 증가하고 있 다(Figure 17).
국내에서도 다소 늦은 감은 있으나, 미래부 지 원으로 ‘C1 가스 리파이너리 사업단’이 작년에 출 범함으로써 연구자들의 개별적인 연구 형태에서 벗어나 공동 집중화 연구의 큰 밑그림이 마련된 상태이다. 생물학적 합성가스 전환 기술은 미생물 촉매와 반응 시스템의 결합이 무엇보다 중요한 분 야로서 다음과 같은 주요 연구 테마를 갖는다. 먼 저 CO 대사속도와 산물 생산성이 우수한 미생물 의 확보와 함께 경제성을 향상시킬 고부가 화학소 재 생산용 신규 미생물 개발이 이루어져야 한다.
최근 들어 기술적 진보가 두드러지는 합성 생물 학, 시스템 생물학, 대사공학적 툴의 적용이 필수 적이다. 또한, 기-액 전달에 대한 기술적 break-
Figure 13. Coskata’s 3 Step Process[18].
Figure 14. Coskata Commercialization Process - Three Phases[18].
Figure 15. Process Performance for Ethanol Production by LanzaTech[19].
Figure 16. Joint Project by LanzaTech and China Steel
Co.[19].
through가 필요하다. 아직까지는 대형반응기의 경 우 경제성을 이유로 대부분 기체부상(air-lift) 생물 반응기가 채택되고 있으나, 기계공학, 화학공학, 재료공학의 융복합 연구를 통하여 저렴하면서 효 율이 높은 새로운 형태의 생물 시스템이 개발되어 야 하리라 판단된다. 해양과학기술원 강성균 박사 팀에서 수행한 CO를 이용한 생물학적 수성가스전 환 공정 개발 프로젝트는 균주와 반응기 융합 연 구의 좋은 모범이 되는데 균주 발견 후 수년 만에 다양한 균주 개량 기술과 반응기 기술이 접목되어 폭발적인 생산성 향상이 가능하였다(Figure 18).
기술의 효과적인 개발과 보급을 위해서는 적절 한 비즈니스 모델 발굴이 요구된다. 생물학적 CO 전환 기술은 가스화 기술과의 결합은 물론, 제철 소 부생가스와의 연결도 가능한데, 제철소 부생가 스의 경우 품위가 낮아 촉매화학적인 접근이 비교 적 어려운 반면, 생물 시스템은 가스 조성에 무관 하고 저온저압에서 진행되므로 적은 투자비로 추
진이 가능한 장점을 기대할 수 있다.
또한, 생물학적 합성가스 전환에 의한 에탄올 생산 공정의 사업화 사례를 보면, 먼저 대학에서 수행한 기초 연구가 기술 벤처 회사에 의하여 실 증 과정을 거치고, 다양한 펀딩을 통하여 상업화 에 이르고 있다. 국내 상황에 바로 적용할 수는 없 겠으나, 대학이나 연구소의 기초 연구가 기업에 도달하는 좋은 사례로 분석할 만하다.
참 고 문 헌
1. J. Ziegler, C. Golay, C. Mahon, and S. Way et al., The Fight for the right to food: Lessons learned, Palgrave Macmillan, NY, USA (2011).
2. M. Peplow, Cellulosic ethanol fights for life, Nature, 507, 152-153 (2014).
3. D. W. Griffin and M. A. Schultz, Fuel and chemical products from biomass syngas: a comparison of gas fermentation to thermo- chemical conversion routes, Environmental Prog. Sust. Energ., 31, 219-214 (2012).
4. M. W. Beijerinck and A. van Delden, Über eine farblose Bakterie, deren Kohlens- toffnahrung aus der atmosphärischen Luft herrűhrt, Zbl. Baket., 10, 33-47 (1903).
5. A. G. Fast and E. T. Papoutsakis, Stoichio- metric and energetic analyses of non-photo- synthetic CO2-fixation pathways to support
(a)
(b)
Figure 17. Gas Fermentation-Related (a) Academic Literature and (b) Patents[6].
Figure 18. Progress on Hydrogen Productivity of T.
onnurineus NA1 with Time.
synthetic biology strategies for production of fuels and chemicals, Curr. Opinion Chem.
Eng., 1, 380-395 (2012).
6. J. Daniell, M. Kőpke, and S. D. Simpson, Commercial biomass syngas fermentation, Energies, 5, 5372-5417 (2012).
7. M. Mohammadi, G. D. Najafpour, H.
Younesi, P. Lahijani, M. H. Uzir, and A. R.
Mohamed, Bioconversion of synthesis gas to second generation biofuels: A review, Renew.
Sust. Energ. Rev., 15, 4255-4273 (2011).
8. P. Dűrre, Fermentative production of butanol - the academic perspective, Curr. Opin.
Biotechnol., 22, 331-336 (2011).
9. M. Yasin, S. Park, Y. Jeong, E. Y. Lee, J. Lee, and I. S. Chang, Effect of internal pressure and gas/liquid interface area on the CO mass transfer coefficient using hollow fibre membranes as a high mass transfer gas diffusing system for microbial syngas fermentation, Bioresourc.
Technol., 169, 637-643 (2014).
10. K. T. Klasson, M. D. Ackerson, E. C.
Clausen, and J. L. Gaddy, Biological conversion of coal and coal-derived synthesis gas, Fuel, 72, 1673-1678 (1993).
11. W. A. Amos, Biological water-gas shift conversion of carbon monoxide to hydrogen, DOE report (2004).
12. M. Kőpke, C. Mihalcea, J. C. Bromley, and
S. D. Simpson, Fermentative production of ethanol from carbon monoxide, Curr. Opin.
Biotechnol., 22, 320-325 (2011).
13. M. D. Bredwell, P. Srivastava, and R. M.
Worden, Reactor design issues for synthesis-gas fermentations, Biotechnol. Prog., 15, 834-844 (1999).
14. M. D. Bredwell and R. M. Worden, Mass-transfer properties of microbubbles: I.
Experimental studies, Biotechnol. Prog., 14, 31-38 (1998).
15. W. B. Zimmerman, B. N. Hewakandamby, V.
Tesař, H. C. H. Bandulasena, and O. A.
Omotowa, On the design and simulation of an airlift loop bioreactor with microbubble generation by fluidic oscillation, Food and Bioproducts Processing, 87, 215-227 (2009).
16. P. C. Munasinghe and S. K. Khanal, Syngas fermentation to biofuel: evaluation of carbon monoxide mass transfer and analytical modeling using a composite hollow fiber (CHF) mem- brane bioreactor, Bioresourc. Technol., 101, 130-136 (2012).
17. K. Russell, 2015 DOE IBR Platform Peer Review, DOE reports (2015).
18. J. Burgard, Coskata Integrated Bio-refinery Technology Update on Commercialization Progress, Coskata (2010).
19. LanzaTech Overview, LanzaTech (2014).
나 정 걸
1990∼1996 KAIST 화학공학과 학사/석사
1996∼2001 KAIST 화학공학과 박사 2001∼2004 (주)STR 바이오텍 선임연구원 2004∼현재 한국에너지기술연구원
책임연구원 2013∼현재 한국에너지기술연구원
바이오자원순환연구실 실장
이 진 원
1983∼1989 서울대학교 화학공학과 학사/석사
1989∼1993 Carnegie Mellon University 화학공학과 박사 1994∼2005 광운대학교 화학공학과 교수 2005∼현재 서강대학교 화공생명공학과
교수
2015∼현재 C1 가스 리파이너리 사업단 단장
![Figure 1. Commercial Plants for Cellulosic Ethanol in US[2].](https://thumb-ap.123doks.com/thumbv2/123dokinfo/4955102.299421/2.825.430.731.119.316/figure-commercial-plants-for-cellulosic-ethanol-in-us.webp)
![Table 1. Comparison of Routes to Produce Ethanol from Biomass Syngas[3]](https://thumb-ap.123doks.com/thumbv2/123dokinfo/4955102.299421/3.825.442.734.158.720/table-comparison-routes-produce-ethanol-biomass-syngas.webp)
![Figure 3. Wood-Ljungdahl Pathway[6].](https://thumb-ap.123doks.com/thumbv2/123dokinfo/4955102.299421/4.825.431.729.119.538/figure-wood-ljungdahl-pathway.webp)
![Figure 4. Biological Routes for Butanol Production[8].](https://thumb-ap.123doks.com/thumbv2/123dokinfo/4955102.299421/6.825.95.415.150.503/figure-biological-routes-for-butanol-production.webp)
![Figure 5. Specific Consumption Rate of Carbon Monoxide with Dissolved Carbon Monoxide Concentration[11].](https://thumb-ap.123doks.com/thumbv2/123dokinfo/4955102.299421/7.825.103.387.126.264/figure-specific-consumption-carbon-monoxide-dissolved-monoxide-concentration.webp)
![Table 3. Mass-Transfer Coefficients from Synthesis-Gas Fermentations[14]](https://thumb-ap.123doks.com/thumbv2/123dokinfo/4955102.299421/8.825.366.721.142.540/table-mass-transfer-coefficients-from-synthesis-gas-fermentations.webp)
![Figure 8. Comparison of Mass-Transfer Coefficients for Different Power-to-Volume Ratios[14].](https://thumb-ap.123doks.com/thumbv2/123dokinfo/4955102.299421/9.825.115.375.123.286/figure-comparison-transfer-coefficients-different-power-volume-ratios.webp)
![Figure 10. Flow Directions and Mass Transfer Across the Membrane Module[16].](https://thumb-ap.123doks.com/thumbv2/123dokinfo/4955102.299421/10.825.95.395.385.541/figure-flow-directions-mass-transfer-membrane-module.webp)
![Figure 14. Coskata Commercialization Process - Three Phases[18].](https://thumb-ap.123doks.com/thumbv2/123dokinfo/4955102.299421/11.825.456.712.115.322/figure-coskata-commercialization-process-three-phases.webp)