동적 파괴모델링에 의한 TBM 디스크 커터의 최적 간격 추정
유상화 조정우 전석원 서울대학교 , , ( ) 장수호 한국건설기술연구원 ( )
서 론 1.
디스크 커터가 장착된 TBM(Tunnel Boring Machine) 을 사용해 암반을 굴착할 때 , TBM 의 동력 과 암반의 상태 뿐만 아니라 TBM 에 장착된 디스크 커터의 배열 역시 굴착 효율에 많은 영향을 미치게 된다.
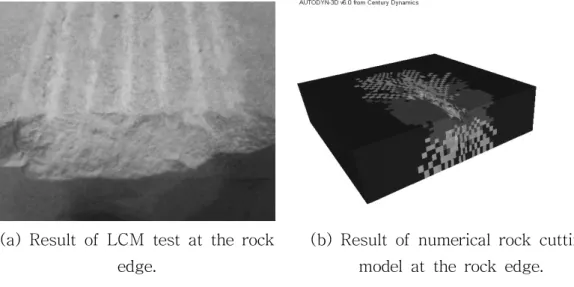
그중에서 TBM 면판에 장착된 디스크 커터는 그 배열에 있어서 압입깊이에 따른 최적 커터 간격 을 갖는다 즉 디스크 커터를 이용하여 암석을 효율적으로 절삭하고자 할 때 최상의 효율을 갖는 . , , 최적 커터 간격이 존재한다는 것이다 최적 커터 간격은 여러 커터 간격에서 선형절삭시험을 수행 . 하여 얻은 절삭에너지의 비교를 통하여 얻어진다 하지만 선형절삭시험은 약 . 100 x 100 x 50 cm 시료를 이용해야 되는 실물절삭시험이기 때문에 어려운 시료채취 과정 및 과도한 시험비용 등의 현실적 문제가 자주 발생한다.
그래서 본 연구에서는 이러한 선형절삭시험의 현실적 문제점들을 해결하기 위하여 디스크 커터 의 암석 절삭 메커니즘을 살펴보고 이를 기반으로 하여 디스크 커터의 암석 절삭을 수치해석적 , 모사하여 실제 시험을 수행하지 아니하더라도 최적 커터 간격을 예측하는 방법을 제시하였다.
디스크 커터의 암석 절삭 메커니즘 2.
디스크 커터를 이용한 암석절삭은 암석을 일정 깊이로 절삭하게 하는 추력 (thrust force) 과 커터 를 회전시키는 회전력 (rolling force) 이 디스크 커터에 작용하여 암석을 절삭하는 메커니즘을 가지 고 있다.
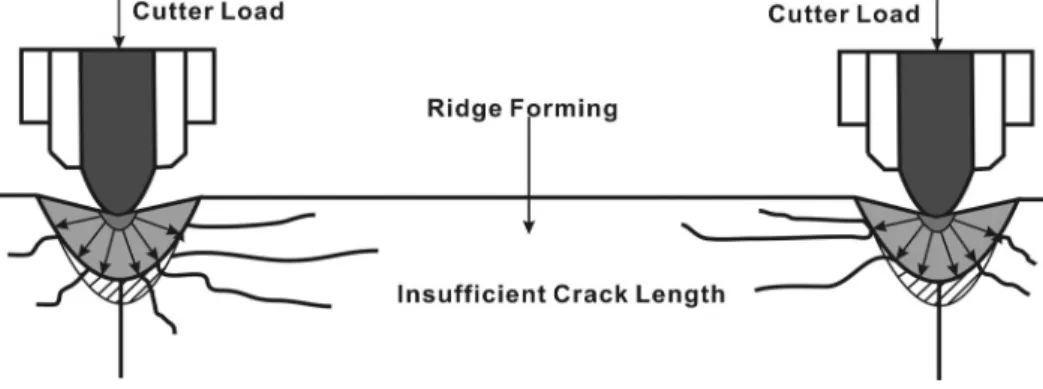
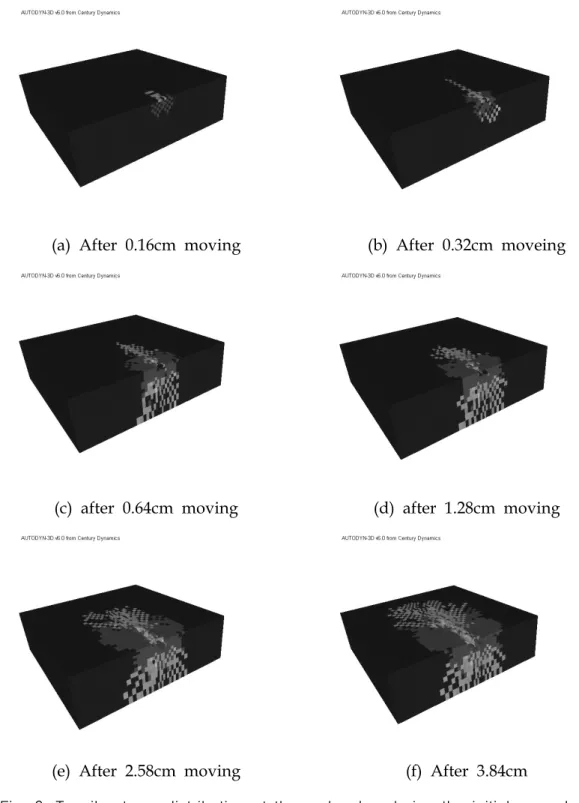
먼저 Fig. 1 에서와 같은 단일 커터의 절삭과정을 살펴보면 디스크 커터가 암석 내부로 관입함에 , 따라 커터 하부의 암석에는 집중하중이 발생하게 되고 이로 인해 커터 직하부 암석은 미세한 분 , 진 형태로 파쇄 된다 이러한 집중하중은 암석 내부와 커터 주변의 암석으로 하중을 분산 전달하 . ․ 는 시발점의 역할을 하고 암석 내부의 파쇄영역 , (crushed zone or pressure bulb) 의 형성에 영향을 미친다 발생된 파쇄영역의 정확한 형태와 압력분포는 알려지지 않았으나 집중하중을 받는 부위로 . 부터 응력이 분산 전달되면서 분쇄된 암석의 입자의 크기는 커터와 멀어질수록 증가하는 형태로 ․ 존재하게 된다.
이렇게 형성된 파쇄영역은 커터로부터 받은 집중응력을 암석 내로 전달하는 핵심적인 역할을 하 여 암석 내부 균열 발생의 중요한 역할을 한다 하지만 파쇄영역의 과도한 증가는 분진량과 암석 . 분쇄에 필요한 에너지 증가로 이어지므로 보다 효율적인 절삭을 수행하기 위해서는 파쇄영역의 , 크기를 줄이는 것이 유리하다.
이러한 디스크 커터의 암석 절삭 메커니즘을 파괴역학적 관점에서 살펴보면 암석 내부 균열의 , 전파는 표면 에너지 (surface energy) 가 최소인 방향으로 전파가 이루어진다 또한 균열 전파는 응 . 력확대계수가 임계값 이하로 떨어지거나 균열이 자유면과 만날 때까지 계속된다 이 연구에서는 .
한국암반공학회춘계학술발표회
2007 / 2007.3.22