This is an Open-Access article distributed under the terms of the Creative Commons Attribution Non-Commercial License(http://creativecommons.org/licenses/by-nc/3.0) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
Journal of Welding and Joining, Vol.32 No.5(2014) pp44-49
차체용 1.2GPa급 초고장력 TRIP강의 Weldbond 접합부의 기계적 거동
이종대
*,**,
†․이소정*
․방정환*
․김동철*
․강문진*
․김목순**
․김준기*
*
한국생산기술연구원 용접접합연구실용화그룹/마이크로조이닝센터
**
인하대학교 신소재공학과
Mechanical Behavior of Weldbond Joint of 1.2GPa Grade Ultra High Strength TRIP Steel for Car Body Applications
Jong-Dae Lee*
,
**,
†, So-Jeong Lee*, Jung-Hwan Bang*, Dong-Cheol Kim*, Mun-Jin Kang*, Mok-Soon Kim** and Jun-Ki Kim**Advanced Welding & Joining R&BD Group, KITECH, Incheon 406-840, Korea
**School of Materials Science and Engineering, Inha University, Incheon 402-751, Korea
†Corresponding author : [email protected]
(Received July 2, 2014 ; Revised September 16, 2014 ; Accepted September 24, 2014)
Abstract
The effect of weldbond hybrid joining process on the mechanical behavior of single lap and L-tensile joints was investigated for the newly developed 1.2GPa grade ultra high strength TRIP(transformation induced plasticity) steel. In the case of single lap shear behavior, the weldbond joint of 1.2GPa TRIP steel showed lower maximum tensile load and elongation than that of the adhesive bonding only. It was considered to be due to the reduction of real adhesion area, which was caused by the degradation of adhesive near the spot weld, and the brittle fracture behavior of the spot weld joint. In the case of L-tensile behavior, however, the maximum tensile load of the weldbond joint of 1.2GPa TRIP steel was dramatically increased and the fracture mode was change to the base metal fracture which is desirable for the spot weld joint. These synergic effect of the weldbond hybrid joining process in 1.2GPa TRIP steel was considered to be due to the stress dissipation around the spot weld joint by the presence of adhesive which resulted in the change of crack propagation path.
Key Words : Weldbond, Hybrid joining, Ultra high strength steel, TRIP steel, Single lap shear behavior ISSN 1225-6153 Online ISSN 2287-8955
1. 서 론
최근 자동차 산업에서는 연비향상을 위한 차체 경량화 와 충돌안전성 확보를 위해 DP강(dual phase steel), CP강(complex phase steel), MS강(martensitic steel), TRIP강(transformation induced plasticity steel), TWIP강(twinning induced plasticity steel) 등과 같은 인장강도 700MPa 이상인 초고장력강의 사 용이 증가하고 있다
1).
초고장력강 중에서 TRIP강은 M
d온도 이하에서 소
성변형에 의한 변형유기 마르텐사이트 상변태 현상을 이용하여 연신율 및 인장강도를 향상시킨 강으로, 성형 성이 양호하여 차체에 적합한 강으로 알려져 있다
2,3). 현재 차체에 사용되고 있는 GPa급 초고장력강은 주로 MS강재이지만 최근 TRIP강재도 GPa급으로 개발되고 있다
4).
초고장력강은 강도 향상을 위해 합금원소 함량을 높 이기 때문에 일반적으로 용접성이 열악한 것으로 알려 져 있다
5). 이러한 초고장력강은 기존 차체 접합에서 가 장 많이 사용되는 저항점용접의 경우 적정 용접조건 영 역이 축소되고 용접부에서 계면파단 및 부분계면파단이
연 구 논 문
100mm
Adhesive layer = 0.2mm 1.2mm
30mm
Resistance spot welding 30mm
(a) Single-lap shear test
Adherend thickness = 1.2mm
Resistance spot welding
50mm
35mm
35mm
Adhesive layer = 0.2mm 30mm
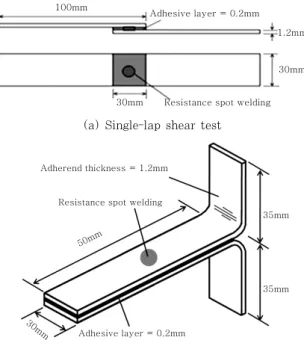
(b) Modified-L-tensile test Fig. 1 Dimension of test specimens
Property Terokal 5089
Viscosity 30∼50 Pa·s
Solid content >98.5%
Specific gravity 1.05∼1.20
Cure condition 155∼190℃, 10∼60min Lap shear strength >20 MPa
T-peel strength >100 N/25mm(>4 N/mm) Table 1 Properties of Terokal 5089 adhesive
(a) Adhesive
(b) RSW
(c) Weldbond
Adhesive application
Adhesive application
Curing (40min@160℃)
RSW
RSW Curing
(40min@160℃)
Fig. 2 Schematics of joining processes 발생하는 것으로 보고되어 있어 이를 보완할 수 있는
새로운 접합공법이 요구되고 있다.
차체 접합기술로서 최근 사용되고 있는 웰드본드 공 법은 접착제를 도포한 다음 저항점용접을 수행하고 이 후 접착제를 경화시키는 하이브리드 접합방법이다. 웰 드본드는 기존의 차체 조립공정을 크게 변화시키지 않 으면서 차체의 강성 및 피로특성, 진동 및 소음 등의 성능을 향상시키는 것으로 알려져 있다
6).
저항점용접부가 안정적인 버튼파단 거동을 보이는 일 반 고장력강에 있어서 웰드본드 접합은 겹치기전단에 대하여 저항점용접에 비해 접합강도 증가효과가 있는 것으로 보고되어 있으나
7)저항점용접부가 부분계면파단 거동을 보이는 1.2GPa급 초고장력 TRIP강에 있어서 는 웰드본드 효과에 대하여 보고된 바가 없다. 본 연구 에서는 1.2GPa급 초고장력 TRIP강에 대하여 웰드본 드 공법이 단일겹치기 접합부의 전단거동 및 L-인장 접 합부의 박리거동에 미치는 영향을 조사하였다.
2. 실험방법 2.1 재료
본 연구에서 사용된 강판은 POSCO로부터 제공받은 1180MPa TRIP강(TRIP1180)과 비교대상으로서 440MPa 냉연강판(SPRC440)이며, 모두 비도금이고 강판두께는 1.2mm였다.
웰드본드 및 접착제 단독 접합에 사용된 접착제는 Terokal 5089 열경화성 구조용 에폭시 접착제로 헨켈 코리아로부터 제공받았으며 주요 사양을 Table 1에 나 타내었다.
2.2 접합시험편
웰드본드, 접착제 단독, 저항점용접 단독 접합공정별 접합부에 대하여 전단응력과 박리응력(peel stress)에 대한 기계적 특성을 평가하기 위해 단일겹치기 전단시 험(single-lap shear test)과 L-인장시험(L-tensile test)을 수행하였다.
단일겹치기 전단시험편은 KS B 0851 규격으로 제 작하였으며, L-인장 시험편은 KS C ISO 14270 규격 을 참조하여 제작하였다. 각 시험편의 형상 및 치수를 Fig. 1에 나타내었다.
2.3 접합공정 및 접합부 미세조직 분석
시험편은 아세톤에 침지하여 15분간 초음파 세척 후, 60℃에서 10분 동안 건조하는 전처리를 통해 표면의 불순물을 제거하였다. 접합표면의 오염을 최소화하기 위해 전처리 후 30분 이내에 접합공정을 수행하였다.
TRIP1180과 SPRC440에 대하여 수행된 접착제 단
독, 저항점용접 단독, 웰드본드 접합 공정의 모식도를
Fig. 2에 나타내었다. 접착제 단독 접합공정은 접착제
를 피착재에 도포 시 0.2mm 글래스비드를 사용하여
일정한 두께를 유지하였으며, 160℃에서 40분간 접착
Load(N) 30000
25000
20000
15000
10000
5000
0 0
Displacement(mm)
2 4 6 8
Adhesive RSW Weldbond
Load(N)
30000
25000
20000
15000
10000
5000
0 0
Displacement(mm)
2 4 6 8
Adhesive RSW Weldbond
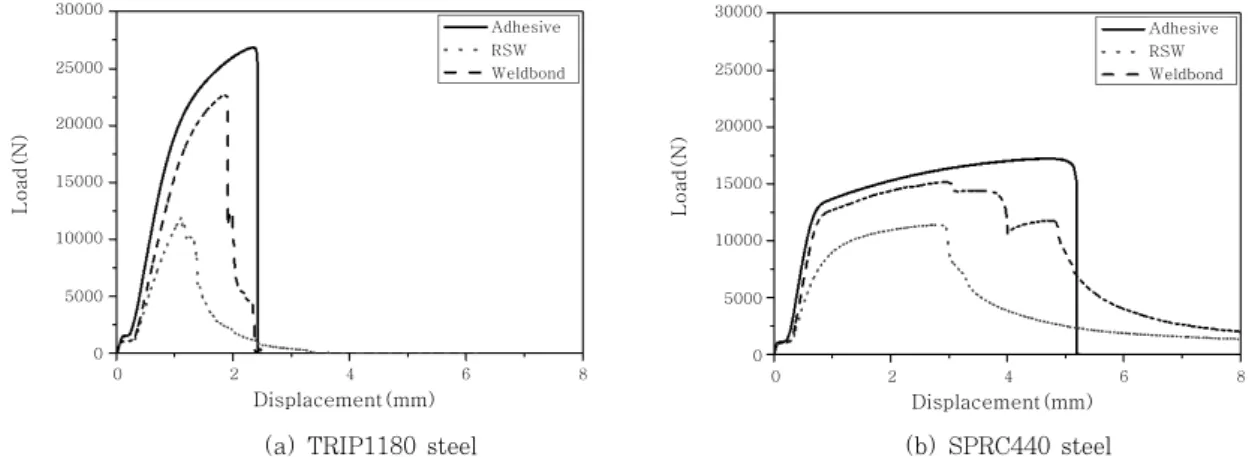
(a) TRIP1180 steel (b) SPRC440 steel Fig. 3 Single-lap shear behaviors of TRIP1180 and SPRC440 steel joints
TRIP1180 steel SPRC440 steel
Adhesive
RSW
Weldbond
Fig. 4 Fracture surfaces of single-lap shear test samples by optical and scanning electron microscopy 제를 경화시켰다.
저항점용접은 인버터 DC용접기를 사용하였으며, TRIP- 1180과 SPRC440에 대하여 공통의 최적 용접조건인 가압력 300kgf, 용접전류 6kA, 통전시간 18cycle (1cycle = 1/60s)로 용접을 수행하였다. 웰드본드 공정은 접착제 를 먼저 도포하고 저항점용접을 수행한 후 접착제를 경 화시켰다.
저항점용접 단독과 웰드본드 접합부에 대해서는 각 공법에 의해 형성된 용접너깃의 차이점을 조사하기 위 해 용접부 단면 미세조직을 광학현미경으로 관찰하였다.
2.4 접합부 인장시험 및 파단면 분석
단일겹치기 전단시험과 L-인장시험에는 유압지그가 장 착된 만능인장시험기를 사용하였으며, 각각 crosshead 속도 1.3mm/min과 3mm/min으로 시험하였다. 인장
시험 후 파단면을 광학현미경과 주사전자현미경으로 관 찰하여 파단모드와 파단기구를 조사하였다.
3. 결과 및 고찰 3.1 단일겹치기 전단거동
TRIP1180과 SPRC440의 접합공정별 단일겹치기 접합부의 인장거동을 Fig. 3에 나타내었으며, 파단면의 광학 및 주사전자현미경 사진을 Fig. 4에 나타내었다.
Fig. 3의 인장커브에서 최대하중과 연신률은 TRIP1180 과 SPRC440 모두 접착제 단독 > 웰드본드 > 저항점 용접 단독의 순으로 나타났다.
접착제 단독 접합부의 경우 TRIP1180과 SPRC440은
각각 26.9kN, 17.2kN의 최대하중과 2.4mm, 5.2mm
의 연신률을 보였다. SPRC440의 연신률이 큰 것은
2400 2100 1800 1500 1200 900 600
300 0
Load(N)
Adhesive RSW Weldbond
0 20 40 60 80 100 120
Displacement(mm)
2400 2100 1800 1500 1200 900 600
300 0
Load(N)
0 20 40 60 80 100 120
Displacement(mm)
Adhesive RSW Weldbond
(a) TRIP1180 steel (b) SPRC440 steel Fig. 5 L-tensile behaviors of TRIP1180 and SPRC440 steel joints 모재부의 변형에 기인하는 것이다. Fig. 4에서 보면 두
강종 모두 접착계면파괴와 응집파괴가 혼재된 혼합파괴 양상을 나타내는 것으로 보아 접착상태는 모두 양호한 것을 알 수 있다. 겹치기 접착시험편의 인장 시에는 접 착부 가장자리에 응력이 집중되는 현상이 보고되어 있 는데
8), TRIP1180과 SPRC440의 접착제 단독 접합 부가 동일한 접착부 파단거동을 보임에도 불구하고 SPRC440이 TRIP1180에 비해 낮은 최대인장하중를 보인 것은 이러한 응력집중으로 인해 SPRC440 모재 가 변형된 결과로 생각된다.
저항점용접 단독 접합부의 경우 최대하중은 TRIP1180 12.0kN, SPRC440 11.4kN으로 차이가 없는 반면에, 연신률은 SPRC440이 보다 큰 것으로 나타났다. Fig.
4의 파면을 보면 TRIP1180은 열영향부를 따라 크랙이 전파되는 버튼풀아웃 파단거동인 반면에 SPRC440은 모재를 따라 크랙이 전파되는 모재파단 거동임을 알 수 있다. TRIP1180과 같은 초고장력강의 경우에는 저항 점용접 시 열영향부에서의 강도저하 및 취성파괴 로 인 해 버튼풀아웃 파단거동을 보이는 것으로 보고되어 있 다
9). 일반 고장력강인 SPRC440의 경우에는 저항점용 접 시 열영향부의 강도가 모재에 비해 증가함에 따라 모재파단 거동을 나타내는 것이 일반적이다.
웰드본드 접합부의 경우 최대하중은 TRIP1180 22.7kN, SPRC440 15.2kN을 보였다. Fig. 3의 인장커브에서 두 강종 모두 초기에는 접착제 단독 접합의 경우와 유 사한 거동을 보이다가 최대하중 이후에는 저항점용접과 유사한 거동을 보이고 있다. 이는 웰드본드 접합부에 전단응력이 가해질 때 연성이 적은 접착 접합부가 먼저 파괴된 이후에 저항점용접부가 파괴됨을 의미한다. 최 대하중 이후의 인장거동에 있어서 SPRC440의 경우에 저항점용접부의 인장거동이 보다 잘 나타나는 것은 용 접부의 연성에 기인하는 것으로 생각된다.
단일겹치기 전단시험에서 두 강종 모두 최대 인장하
중이 접착제 단독에서 가장 높게 나타나는 것은 저항점 용접부에 비해 접착 접합부 면적이 매우 넓기 때문이 다. 웰드본드의 경우 접착제 단독에 비해 다소 낮은 최 대하중을 보인 것은 웰드본드 공정에서 저항점용접 시 발생되는 열에 의해 너깃 주위의 접착제가 열화되어 실 접착 면적이 감소하였기 때문으로 생각된다.
3.2 L-인장거동
TRIP1180과 SPRC440에 대하여 접합공정별 접합 부의 박리응력에 대한 기계적 거동을 조사하기 위한 L- 인장시험 결과를 Fig. 5에 나타내었다. L-인장커브에 서 최대하중은 공정별로 TRIP1180과 SPRC440 모두 웰드본드 > 저항점용접 단독 > 접착제 단독의 순서를 보였 으며, 모든 접합공정에 있어서 TRIP1180는 SPRC440에 비해 낮은 최대인장하중과 작은 연신률을 보였다.
접착제 단독 접합부의 경우 TRIP1180과 SPRC440 은 모두 L-인장시험 초기에 최대인장하중을 보이다가 급격히 떨어지는 거동을 보이고, 이후에는 지수적 감소 거동을 나타내었다. 시험 초기 급격한 인장강도의 감소 는 접합부 가장자리에 형성된 접착제 필릿이 하중을 견 디다가 크랙이 발생하면서 하중이 급격히 감소한 결과 로 생각된다. 인장하중의 지수적 감소거동은 접착시험 편의 L-인장시험에서 나타날 수 있는 현상으로, Fig.
6에서 보여지는 바와 같이 시험편의 강성으로 인해 접 합부 박리가 발생하는 지점이 인장축으로부터 점점 멀 어짐에 따라 노치각이 작아지고 응력집중이 증가하면서 크랙의 진행에 필요한 인장하중이 감소된 효과로 생각 된다.
저항점용접 단독 접합부의 경우 최대인장하중은 TRIP-
1180 0.7kN, SPRC440 2.1kN으로 큰 차이를 보였
다. SPRC440의 L-인장커브를 보면 인장 초기에는 시
험편이 변형되면서 인장하중이 서서히 증가하다가 용접
Adhesive RSW
TRIP1180 steel
SPRC440 steel
Fig. 6 Deformation of L-tensile samples during test
4.61mm
1mm
4.70mm
1mm
1mm 1mm
25㎛
25㎛
(a) RSW (b) Weldbond Fig. 7 Macro and micro structures of TRIP1180
joints; (a) RSW and (b) weldbond
700 600 500 400 300 200 100
0
0 10 20 30 40 50
Displacement(mm)
Load(N)
RSW
Weldbond(no curing)
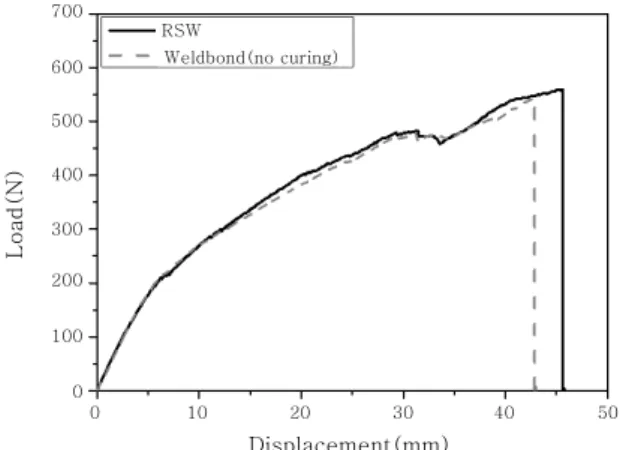
Fig. 8 L-tensile behavior of TRIP1180 weldbond joint before curing compared to RSW
3mm 3mm
3mm 3mm
100㎛ 100㎛
(a) RSW (b) Weldbond
Fig. 9 SEM fractography of the TRIP1180 L-tensile test samples
부 크랙 발생 직전에 최대인장하중을 보인 이후 열영향 부 및 모재로 크랙이 전파되면서 인장하중이 감소되고 있다. 반면에 TRIP1180은 최대인장하중이 낮고 조기 파단 거동을 보이는데 이는 일반적으로 알려져 있는 초 고장력강 용접부의 취성 및 이에 따른 부분계면파단의 결과로 생각된다
10).
웰드본드 접합부의 경우 TRIP1180과 SPRC440은 각 각 1.8kN, 2.2kN의 최대인장하중을 보였다. SPRC440 은 변위 13mm까지 접착제 단독의 경우와 유사한 거동 을 보이고, 13mm 이후에는 저항점용접 단독과 유사한 거동을 보이는 것으로 보아 두 가지 공법이 중첩효과를 나타내는 것으로 생각된다. 반면 TRIP1180은 저항점 용접 단독의 경우에서는 나타나지 않았던, 인장강도가 급격히 상승하는 거동을 보이면서 최대인장하중이 크게 증가하였고, 용접부 파단모드가 모재파단으로 변화된 것으로 보아 두 가지 공법이 매우 큰 시너지효과를 나 타내는 것으로 생각된다.
TRIP1180의 웰드본드 접합부가 L-인장거동에서 시 너지효과를 나타낸 이유를 조사하기 위해 용접부 단면 을 광학현미경으로 관찰한 결과를 Fig. 7에 나타내었
다. 웰드본드에서 용접너깃의 크기는 4.70mm로 저항 점용접 단독의 4.61mm와 거의 차이가 없지만, 웰드본 드 용접부 가장자리에서 저항점용접 단독에서는 볼 수 없는 white band 조직이 관찰되었다. 이 white band 는 미소경도 측정결과 경도값이 450HV로, 주변 조직 에 비해 60HV 정도 높은 것으로 나타났는데, 웰드본 드 용접부에서 관찰되는 이러한 white band는 저항점 용접 시 접착제의 연소로 인해 탄소가 확산되면서 탄소 함량이 증가된 결과인 것으로 보고되어 있다
11).
이러한 white band의 형성이 L-인장거동에 미치는
영향을 조사하기 위해 웰드본드 공정 중에 접착제를 경
화시키지 않은 시료에 대하여 L-인장시험을 수행한 결
과를 저항점용접 단독의 경우와 함께 Fig. 8에 나타내
었다. 접착제를 경화시키지 않은 웰드본드 시료는 white
band가 형성되었지만 저항점용접 단독과 비교하여 최
대인장하중 및 인장거동에서 별다른 차이를 나타내지 않은 것으로 보아 white band 조직의 형성 단독으로 는 웰드본드 접합부의 시너지효과가 나타나지 않는 것 으로 생각된다.
TRIP1180의 웰드본드 및 저항점용접 단독 접합시편 의 L-인장시험 후 파단면 사진을 Fig. 9에 나타내었 다. 저항점용접 단독의 경우 파단모드는 부분계면파단 이고 열영향부를 따라 벽개파괴가 발생한 것을 볼 수 있다. 반면 웰드본드의 경우에는 파단모드가 모재파단 이고, 모재파단이 시작되는 부위에서 연성파괴에 가까 운 파면형상이 관찰되었다. 이러한 모재파단 거동은 웰 드본드 접합부에 있어서 접착제의 존재로 인해 크랙의 진행방향이 모재쪽으로 유도되었음을 의미한다. 따라서 TRIP1180의 웰드본드 접합부가 L-인장거동에서 시너 지효과를 나타낸 데에는 접착제의 존재로 인한 응력분 산효과가 큰 기여를 했을 것으로 생각된다.
4. 결 론
1.2GPa급 초고장력 TRIP강에 대하여 접착제 단독, 저항점용접 단독, 웰드본드의 접합공정별 단일겹치기 전단거동 및 L-인장거동을 SPRC440과 비교 조사하여 다음과 같은 결론을 얻었다.
1) 1.2GPa급 TRIP강의 웰드본드 접합부는 단일겹 치기 전단거동에 있어서 접착제 단독 접합보다도 낮은 최대인장강도와 연신률을 보였다. 이는 웰드본드에서 저항점용접 시 발생되는 열에 의해 너깃 주위의 접착제 가 열화됨에 따른 실접착면적의 감소와 초고장력강 용 접부의 취성파괴가 기인하여 웰드본드 접합이 별다른 효과를 나타내지 못한 것으로 생각된다.
2) 1.2GPa급 TRIP강의 웰드본드 접합부는 L-인장 거동에 있어서 접착제 단독 및 저항점용접 단독 접합에 비해 최대인장하중이 크게 증가하였고 용접부 파단모드 로서 바람직한 모재파단 거동을 나타내었다. 이는 접착 제의 존재로 인해 크랙의 진행방향이 모재쪽으로 유도 되는 응력분산효과에 기인하여 웰드본드 접합이 시너지 효과를 나타낸 것으로 생각된다.
후 기
본 연구는 산업통상자원부 산업원천기술개발사업(과 제번호 KM130145)과 한국생산기술연구원의 연구지원 에 의해 수행되었으며, 이에 감사드립니다.
Reference