열간전조공정의 공정결함 분석을 위한 해석적 연구
이 형 욱*
한국교통대학교 에너지시스템공학과
Numerical Study on Defect Analysis of Hot Cross Wedge Rolling Process
Hyoung Wook Lee*
Department of Energy System Engineering, Korea National University of Transportation, 50 Daehak-ro ChungJu, Chung-buk, 380-702, Korea
(Received 2013. 10. 15 / Accepted 2013. 11. 12)
Abstract : Hot cross wedge rolling process as an incremental forming has many advantages such as the material usage, the short process time, the automatic equipment line and the low forming load. However, it occurs some defects such as the surface groove, the axis warping and the Mannesmann hole. In this paper, the defect of the Mannesmann hole was carried out. Finite element analysis was utilized to reveal the stress distribution, the rotation of the specimen and the change of section profile. Cross wedge rolling experiment was also conducted on the generation of the Mannesmann hole. It was demonstrated according to the spreading angle with respect to the various types of material. In the view point of metal flow, the smaller forming angle and the larger spreading angle increase opportunities of the defect hole generations.
Key words : Hot cross wedge rolling, Forming angle, Spreading Angle, Mannesmann hole, Finite element Analysis
1. 서 론
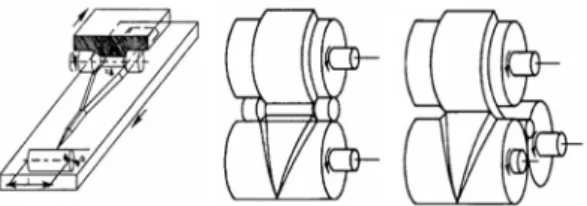
1)전조압연공정은 보편적인 단조공정으로는 성형이 곤란한 가늘고 긴 고강도 다단형 축류제품 및 정밀단 조용 예비형 제품을 생산하기위하여 개발된 공정으로 원소재를 절약하며, 후 가공 공정을 크게 줄일 수 있는 점진성형공정이다. Fig. 1에 전조압연공정을 통하여 생산할 수 있는 제품들을 도시하였다. 그러나 이러한 장점에 대조적으로 환봉 소재의 성형공정에서 나타날 수 있는 형상결함인 Mannesmann Hole, 표면찍힘, 성 형품 휨 현상 등이 발생할 수 있다.
전조압연공정에서 발생하는 형상결함은 금형의 설 계와 공정변수에 따라 제어할 수 있어 금형설계기술 과 공정기술이 본 공정의 핵심이라 할 수 있다. 이러한 관점에서 금형의 설계변수 및 공정상의 장치설계 등
*