http://dx.doi.org/10.5369/JSST.2017.26.6.438 pISSN 1225-5475/eISSN 2093-7563
고온용 압력센서 응용을 위한 in-situ 인(P)-도핑 LPCVD Poly Si 전극
최경근1,+ · 기종1 · 이정윤1 · 강문식2
In-situ P-doped LPCVD Poly Si Films as the Electrodes of Pressure Sensor for High Temperature Applications
Kyeong-Keun Choi1,+, Jong Kee1, Jeong-Yoon Lee1, and Moon Sik Kang2
Abstract
In this paper, we focus on optimization of the in-situ phosphorous (P) doping of low-pressure chemical vapor deposited (LPCVD) poly Si resistors for obtaining near-zero temperature coefficient of resistance (TCR) at temperature range from 25 to 600
oC. The depos- ited poly Si films were annealed by rapid thermal anneal (RTA) process at the temperature range from 900 to 1000
oC for 90s in nitrogen ambient to relieve intrinsic stress and decrease the TCR in the poly Si layer and get the Ohmic contact. After the RTA process, a rough- ness of the thin film was slightly changed but the grain size and crystallinity of the thin film with the increase in anneal temperature.
The film annealed at 1,000°C showed the behavior of Schottky contact and had dislocations in the films. Ohmic contact and TCR of 334.4±8.2 (ppm/K) within 4 inch wafer were obtained in the measuring temperature range of 25 to 600
oC for the optimized 200 nm thick-poly Si film with width/length of 20 µm/1,800 µm. This shows the potential of in-situ P doped LPCVD poly Si as a resistor for pressure sensor in harsh environment applications.
Keywords: temperature coefficient of resistance (TCR), harsh environment, LPCVD poly Si, in-situ doping, pressure sensor
1. 서 론
LPCVD(low pressure chemical vapor pressure) poly Si 박막은 그 동안 반도체, 태양전지, MEMS/센서 등 다양한 분야에서 사 용되어 왔다[1]. Poly Si 박막은 일반적으로 실란 (SiH
4) 기체를 환원시켜 증착한다. 이때 성장된 박막의 미세 구조와 배향성은 증착 조건에 따라 달라지며, 전기적·열적 특성과 스트레스는 박 막의 미세 구조에 따라 다른 것으로 알려졌다. 그리고 증착온도 약 570
oC 에서 비정질에서 다결정으로 박막 구조가 전이되고, 그 이상의 증착 온도에서는 다결정 박막이 증착 되는 것으로 보고 되었다[2].
일반적으로 in-situ 도핑LPCVD공정은 고체 소스 확산 또는 이온 주입에 의해 불순물 주입(도핑)방법과 달리, CVD 공정 중 에 도펀트 기체인 디보란(B
2H
6) 또는 포스핀 (PH
3) 기체를 실란 기체와 함께 넣어 줌으로써, 박막의 전기적 특성을 효과적으로 조절 할 수 있는 수단으로 알려졌다[3]. 즉 in-situ 도핑LPCVD 공정은 고체 소스 확산 또는 이온 주입 후에 고온에서 장시간 열처리 공정이 필요 없고, 박막 내부에 균일한 도핑 원자 분포 와 금속 배선과 오믹 콘택을 쉽게 형성 할 수 있는 장점이 있다.
본 연구에는 MEMS 기반의 압저항형 압력센서 제작하기 위 해 Fig. 1과 같이 in-situ 도핑LPCVD poly Si 박막을 압저항형 압력센서의 전극으로 사용하고자 하였다. Fig. 1에서 (a)는 압력 센서의 단면 구조를 보여주고 있으며, (b)는 poly Si 전극과 금 속 배선이 형성된 표면 광학사진을 보여주고 있다. 그리고 희색 박스 부분은 뒷면 기판 식각 부분을 표시하였다. 이때 in-situ 인 (P) 도핑LPCVD poly Si 박막은 300
oC 이상 고온에서 신뢰성을 갖고, 고온 동작 가능한 압저항형 압력센서를 제작하고자 하였 다. 최적의 압력센서 제조를 위해 poly Si 박막은 다양한 물리 적, 전기적 특성이 요구된다. 특히 300
oC 이상 고온에서 사용하 기 위해서는 temperature coefficient of resistance (TCR) 값이 중 요하다. 이때 TCR값은 아래와 같이 정의된다[4].
TCR = 1/R(dR/dT) (1)
1포항공과대학교 나노융합기술원(National Institute for Nanomaterials Technology (NINT, Pohang University of Science and Technology (POSTECH)), 77, Cheongam-ro, Nam-gu, Pohang 790-784, Republic of Korea
2㈜이너센서 (Innersensor)
77, Cheongam-ro, Nam-gu, Pohang 790-784, Republic of Korea
+Corresponding author: [email protected]
(Received: Nov. 20, 2017, Revised: Nov. 27, 2017, Accepted: Nov. 28, 2017)
This is an Open Access article distributed under the terms of the Creative Commons Attribution Non-Commercial License(http://creativecommons.org/
licenses/bync/3.0) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
즉 주변 온도 증가에 따라, 센서 전극의 저항 증가는 고온에 서 동작되는 센서의 감도 저하를 가져올 수 있고, 센서의 신뢰 성을 높이기 위해서는 가능한 거의 0에 가까운 TCR값을 갖는 박막과 신뢰성 있는 오믹 콘택을 갖는 박막 개발이 필요하다[5].
2011 년 Mohammed [6]는 Si 기판에
11B( 보론)을 이온주입 후, 1,100
oC 에서 15분간 어닐링 한 후, 측정온도 -50
oC 에서 50
oC 범 위에서 이온 주입 농도에 따른 불순물주입 농도와 TCR 관계식 을 도출하였다. Fig. 2는 Mohammed가 발표한 도핑 농도와 TCR 관계를 보여주고 있다. 또 다른 보고에 의하면 poly Si 박막의 TCR 값은 도핑 농도[7]뿐만 아니라 박막 결정 특성에 영향을 받 는 것으로 알려졌다. Gridchin은 보론 원소가 도핑된 poly Si 박 막의 TCR 값을 300
oC 까지 측정하여 보고 하였다 [8].
최근에는 300
oC 이상 고온에서 SOI(silicon on insulator) 기 반의 압력센서를 제작하여, 응용하려는 시도가 지속적으로 보고 되고 있다[9,10]. 그러나 대부분 200
oC 이하 낮은 온도에서 보 고된 사례는 있지만, 300
oC 이상 온도에서 특히 in-situ P도핑 LPCVD Si 박막의 TCR값에 대한 보고한 사례는 없는 것으로 판단된다. 그리하여 본 연구에서 극한 환경에 압력센서를 적용 하기 위해, 600
oC 까지 TCR값을 측정하였고, 이 박막 전극을 고온에서 적용 가능한 압저항형 압력센서 제작에 사용하고자 하였다.
2. 연구 방법
2.1 In-situ 인(P) 도핑LPCVD poly Si 박막 증착 및 박막 특성 분석
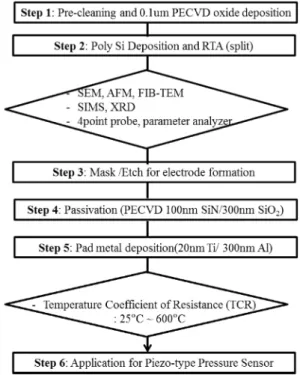
Fig. 3 에는 본 실험 방법과 각각 단계에서 측정 방법을 간략 히 도식화하였다. 4인치 Si 웨이퍼 위에 0.1um 두께의 PECVD SiO
2(BMR Technology, HiDep-SC) 을 증착 한 후, LPCVD(유진 테크, BJM100) 방법으로 in-situ P 도핑 poly Si 박막을 0.2 um – 1 um 두께로 증착하였다. 이때 P 도핑은 PH
3기체를 사용해 50 torr압력, 온도에서 700
oC 약 10
20(atom/cm
3) 의 농도로 증착 하였다. 증착된 박막은 RTA(금속열처리) 처리를 통해 도핑 원 소의 활성화 및 TCR값을 감소 시키고자 하였다. 이후 poly Si 박막을 노광과 식각 공정을 통해, 저항체(resistor)를 형성한 후 보호막으로 100 nm 두께 PECVD SiN박막과 300 nm 두께의 PECVD SiO
2박막을 증착하여 형성하였다. 보호막 형성 후 압 저항 전극과 금속 배선 연결을 위해, 콘택 홀을 노광과 식각 공 정으로 형성하고 20 nm 두께Ti/ 300 nm 두께 Al 금속 배선을 lift-off 방식으로 형성하였다. Table 1에는 본 실험에 사용된 LPCVD poly Si 증착 조건과 rapid thermal anneal (RTA, MATTSON, AST2800) 실험 조건을 자세히 정리하였다.
증착된 Poly Si 박막의 면저항은 4-point probe를 사용하여 측 정하였고, 박막의 결정성은 X-ray diffraction (XRD, Bruker, D8 Advance, Cu Kα radiation =1.54056Å, KBSI)로 분석하였다. 그 리고 박막 표면 거칠기는 atomic force microscopy (AFM, VEECO Dimension 3100) 으로 분석하였으며, 박막의 두께 및 미세 구조 는 dual beam Focused Ion Beam (FIB, Helios, Hikari, UMSⅡ)으 로 시편을 준비하여High Emission Transmission Electron Microscopy (HR-TEM, JEOL-JEM-2200FS) 으로 단면 관찰하였 Fig. 1. (a) Schematic cross section and (b) top view optical micro-
scopic image of piezoresistive pressure sensor (scale is not real size).
Fig. 2. Temperature coefficient of resistance (TCR) at different dop- ing concentrations (adoption from reference [6]).
Table 1. Summary of the n-doped LPCVD Poly Si deposition and RTA (rapid thermal anneal) conditions.
Temperature (
oC)
Pressure (torr)
Gas flow rate (sccm)
Thickness (nm)
Anneal conditions(RTA)
700 50 100SiH
4*0.6PH
3200-1,000 900-1000
oC, 90s
*600sccm N
2(0.1% PH
3)
다. 또한 RTA 전과 후의 poly Si박막내 성분 원소의 농도 분포 를 관찰하기 위해 secondary ion mass spectroscopy (SIMS, CAMECA IMS 6F) 를 분석하였다.
2.2 오믹 특성 및 Temperature Coefficient of Resistor (TCR) 측정
Poly Si 전극과 금속 배선 Ti/Al간의 오믹 특성은 Keithley 4200 SCS(parameter analyzer)이용해 상온에서 전류(I)-전압(V) 측정 하였고, TCR값은 다음 Fig. 4의 길이 1,800 um 측정 패턴을 이 용해 선폭 변화에 따른 장측(길이) 방향의 저항값을 측정하였다.
그리고 TCR 측정은 Fig. 5와 같이 진공 반응기(넥스트론, High Temperature Prober System) 에 측정 시료를 넣고, 초기 약 5분 간 진공 상태를 유지 후에 10분 간 상온 유지하면서 실시간으
로 저항값을 측정하면서 상온에서 600
oC 까지 30분간 승온 속도 를 19.2
oC/분으로 유지하면서 실시간 저항 변화를 측정하였다.
이후 30분 동안 상온으로 온도를 내리면서 하강속도 약 20
oC/
분으로 측정하였다. 이때 저항값은 parameter analyzer (Keithley 2410)으로 질소 분위기 (150sccm)에서 초 간격으로 실시간 측 정하였다. Fig. 3에는 본 실험에 사용된 단계별 실험 절차를 간 략히 정리하였다.
3. 결과 및 고찰
3.1 후속 RTA 처리가 poly Si 박막 특성에 미치는 영향
LPCVD Poly Si 박막은 저온 증착시 일반적으로 비정질 특성 을 보이며, 후속 어닐링 공정은 증착된 poly Si 막의 잔류 응력 을 조절 할 수 있는 것으로 알려졌다. 약 -500 MPa값을 갖는 박막의 잔류 응력은 질소 분위기, 1,000
oC 열처리에 의해 -10 MPa 미만으로 감소 됨을 보고하였다 [11]. 그러나 이처럼 고온 어닐링 공정은 기판에 선택적으로 도핑된 영역에서 온도에 민 감한 소자의 신뢰성에 문제가 될 수 있다. 그리하여 본 실험에 서는 이러한 어닐링 공정을 통해 열 충격(thermal budget)을 최 소화하고 박막 스트레스도 조절하고자 RTA공정을 도입하였다.
RTA공정은 poly Si막 응력 감소에 효과적인 방법으로 알려졌 다. Zhang [12]은 1100°C에서 10초 동안의 어닐링 공정으로 약 -340 MPa응력값을 갖는 박막의 응력 완화가 충분하다고 보고 하였고, Howe는 고온 어닐링으로 poly Si박막의 입자 성장과 재결정화를 발표하였다[11].
Fig. 6 은 RTA 온도에 따른 4인치 웨이퍼 위에 증착된 200 nm poly Si 박막의 면저항값 분포를 보여주고 있다. Fig. 6에서 알 수 있듯이 RTA 온도가 증가함에 따라 면저항값이 감소함을 알 수 있었다. Fig. 7은 RTA온도 변화에 따른 박막의 결정성과 배 향성을 관찰하기 위해 XRD θ-2θ 분석 결과이다. 이때 박막의 두께는 각각 200 nm와 600 nm이었고, 관찰결과 박막의 두께와 는 무관하게 RTA 후에 결정성이 증가하였다. 그리고 RTA온도 Fig. 3. A flowchart representing the overall sequence of experi-
mental procedure.
Fig. 4. A test pattern of a temperature coefficient of resistor (TCR) measurement.
Fig. 5. Illustration of (a) the measuring condition of TCR and (b) the
image of the high temperature prober.
증가에 따라 결정 크기가 증가함을 Scherrer 방정식(2)으로 예 측 할 수 있었다. 이 예측은 후속 고 분해능 TEM 관찰 결과를 통해 입증되었다.
(2)
식(2)에서 L은 결정립의 평균 크기, K는 무차원 모양 인자 (dimensionless shape factor), λ 는 X 선 파장 길이, B는 x-ray 최 대 강도 반폭값 (FWHM), θ는 Bragg 각도이다. Fig. 8은 RTA 전과 후의 poly Si박막의 고 분해능 TEM 단면 관찰 사진이다.
Fig. 8 의 TEM 관찰 결과에서 알 수 있듯이, RTA 처리 전에 증 착된 poly Si 박막의 단면을 관찰한 결과 박막 결정립 크기가 아주 작게 관찰되었으나 RTA공정을 수행함에 따라 박막의 결 정립 크기가 증가 됨을 알 수 있었다.
Fig. 9는 RTA 처리 온도에 따른 4인치 웨이퍼 위에 증착된 200 nm poly Si 박막의 AFM 분석 결과를 보여주고 있다. Fig.
9 에서 (a)는 증착 후, (b)는 1,000
oC, 90 초간 RTA 처리 후에 AFM
관찰 결과를 보여주고 있다. 이때 AFM 분석은 poly Si 박막의 1x1 (μm
2) 면적을 분석하였고, 증착 후, 900
oC, 950
oC, 1000
oC 90 초 RTA 처리 후에 관찰된 표면 거칠기 RMS(root-mean-square) 값은 각각 4.89 nm, 4.82 nm, 4.58 nm, 5.10 nm있었다. 분석 결 과 RTA 처리 후에 처리 온도가 증가함에 따라 박막의 거칠기 가 감소하다가, 1000
oC 에서 조금 증가함을 알 수 있었다.
3.2 Temperature Coefficient of Resistor (TCR) 측정값 (25
oC – 600
oC)
Fig. 10 은 RTA 처리 조건에 따른 200 nm poly Si 박막의 I- V 특성(1,600 um 간격)을 보여주고 있다. Fig. 10에서 (a)는 인 가 전압에 따른 누설 전류값을 로그 scale 로 보여주고 있고, Fig. 10(b) 는 선형적으로 보여주고 있다. 측정 결과 Fig. 10에서 알 수 있듯이 어닐링 전 박막 저항값이 어닐링 후에는 1차수 이 상 높을 값을 가졌다. 이 결과는 Fig. 6의 박막 면저항 측정 결 과값의 경향과 거의 일치한다. 그리고 RTA 공정을 수행 함에 따라, 도핑된 인(P) 원자가 활성화되어 접촉 저항값이 감소된 것 으로 사료된다. 일반적으로 금속과 반도체의 특정 접촉 저항 (specific contact resistivity)은 아래식 (3)으로 표현되며, 식 (3) 에서 알 수 있듯이 접촉 저항은 주로 금속-반도체간 일 함수 (Φ
B), 반도체 내 도핑 밀도 (N), 케리어의 유효 질량(m
*) 에 결정된다.
B 2θ ( ) Kλ L cos θ ---
=
Fig. 6. Sheet resistance of the 200 nm thickness poly Si films as a function of rapid thermal anneal (RTA) temperature for 90s.
Fig. 7. XRD peak intensity of the 200 nm-thickness and 600nm- thickness poly Si films with before and after rapid thermal anneal (RTA) at temperature of 950
oC for 90s.
Fig. 8. Cross-sectional TEM image of 200 nm-thickness poly Si films: (a) before (as deposited film) and (b) after rapid ther- mal anneal (RTA) at 950
oC , 90s.
Fig. 9. AFM images of 200 nm-thickness poly Si films with (a)
before and (b) after RTA for 1x1 µm
2area.
ρ
c= ρ
coexp( ) (3)
여기서 ħ(Plank 상수). ρ
co금속-반도체 특성에 의존하는 상수, ε
s는 Si절연 유전 상수이다.
Fig. 10 에는 RTA온도 증가에 따른 전류(I)-전압(V) 특성을 보 여주고 있다. RTA온도가 900
oC 에서 1000
oC 로 증가함에 따라, Ti/Al 금속 배선막과 poly Si 접촉이 Schottky 특성을 보였다. 이 것은 아마도 RTA공정을 수행 함에 따라, Fig. 11과 같이 LPCVD poly Si 박막 내 인(
31P) 원자가 확산되어 재 분포되고, 열 충격 에 의해 Fig. 12와 같이 계면과 poly Si박막 내부에 결정 결함 이 생성되는 것으로 예측된다. Fig. 11은 950
oC, 90 초 RTA 어 닐링 전과 후에 인-도핑 LPCVD poly Si 박막의 깊이에 따른 인 원소를 관찰한 SIMS분석결과이다. H. Puchner [13]는 poly Si 박막 증착 후 이온 주입된 poly Si 박막의 열처리 조건에 따 른 박막 결정성과 확산 관찰 결과를 보고하였다. 이 보고에 따 르면 저온 공정에서 열처리를 하는 경우 결정립계(grain boundary) 에서의 도펀트 확산이 주로 빠르게 일어나고, 고온 열처리 공정 에서는 결정립 성장 (grain growth)이 주로 일어난다고 발표하였다.
Fig. 12 는 1000
oC에서 90초 동안, RTA된 poly Si 박막의 TEM 단면 사진을 보여주고 있다. Fig. 12에서 알 수 있듯이, TEM 사 진 관찰결과 poly Si 박막 내 결함을 관찰 할 수 있었다. 이것
은 RTA온도가 증가 함에 따라 결정 성장이 일어남과 동시에 도 핑 원소인 인(P)의 확산이 급속히 일어나 생성된 것으로 사료된 다. Fig. 12에서 (a)는 STEM(scanning transmission electron microscopy) 이미지 이고, Fig. 12 (b)는 STEM에서 관찰된 결 함 부분 중 Fig. 12 (a)의 흰색 박스 영역을 확대한 TEM 사진이다.
박막의 비저항, 결정성, 금속 배선과 오믹 접촉 특성과 이상 의 실험결과를 바탕으로 RTA온도를 950
oC 로 고정하여, 이후 실 2 Φ
B- h --- ε
sm∗
--- N
Fig. 10. I-V curves of the 200 nm-thickness poly Si films after RTA (rapid thermal anneal) for 90s for a 1,600 µm-length pattern:
(a) log scale of leakage current and (b) linear scale of leakage current.
Fig. 11. SIMS depth profile of
31P atoms for the 200nm-thick poly Si resistors (a) as deposited film and (b) after RTA at 950
oC for 90s.
Fig. 12. Cross-sectional HR-TEM images of 200 nm-thickness poly Si film after RTA at 1,000
oC for 90s. (a) low- magnification and (b) high- magnification of the box area of (a).
Fig. 13. Resistance vs. temperature with a width of poly Si resistor
(a), and (b) shows resistance vs. temperature within 4 inch
wafer in the optimized p-doped LPCVD poly Si resistors
(insert figure shows test pattern).
험에서는 센서를 제작하였고 Fig. 4의 측정 패턴에서 TCR값을 측정하였다.
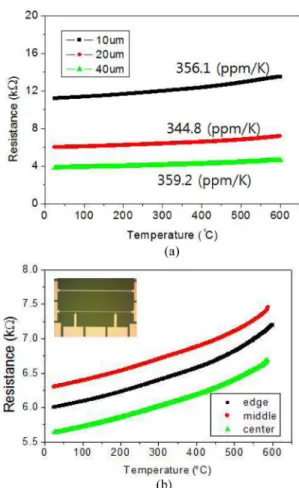
Fig. 13에는 배선 길이가 1,800um이고 선폭이 각각 10, 20, 40 um인 in-situ 인 도핑 LPCVD poly Si저항체의 저항을 측정 온도 25 - 600
oC에서 온도 증가에 따른 저항값을 실시간으로 측 정한 결과이다. Fig. 13에서 (a)는 선폭 변화에 따른 결과값을 보여주고, Fig. 13 (b)는 4인치 웨이퍼 에서 웨이퍼 내 위치별 ( 중앙, 중간, 가장자리)로 측정한 결과이다. 실험 결과 최적화된 200 nm 두께의 poly Si 막의 선폭과 길이가 각각 20 μm, 1,800 μm인 poly Si 저항체에서 대해, TCR값이 4인치 웨이퍼 중앙, 중간, 가장자리 각각 부위에서 334.4 ± 8.2 (ppm/K)의 평균값을 얻었다. 이 값은 in-situ P 도핑 poly Si 박막의 single strip에서 얻어진 750 ppm/K보다 특성이 우수함을 알 수 있었다 [14]. 그 리고 Boulais [15]는 후속 열 처리 방법으로 촛점 레이저를 이 용한 20 μm × 20 μm 패턴에서 TSMC (Taiwan Semiconductor Manufacturing Company) 사 제조180 nm두께 n+ poly Si 박막에 서 200ppm /K값을 얻었다고 보고하였다. Table 2에는 기존에 발표된 poly Si 박막의 두께, 도핑 방법, 어닐링 조건에 따른 TCR 결과값과 정리하였다. 이러한 결과값들과 우리의 결과 값 을 비교 할 때, 본 실험에서 얻어진 in-situ P 도핑 LPCVD poly Si 박막은 300
oC 이상 극한 환경의 압력 센서용 압저항 전극으 로서 적용 가능성을 보여 주고 있다.
4. 결 론
300
oC 이상 고온에서 압력센서의 신뢰성을 높이기 위해서는 가능한 0에 가까운 temperature coefficient of resistance (TCR) 값과 오믹 콘택 특성을 갖는 신뢰성 있는 박막 개발이 필요하 다. Poly Si 박막은 그 동안 압저항형 압력센서의 압저항형 전 극으로 많이 연구되었지만, 특히 300
oC 이상 온도에서 in-situ P 도핑LPCVD Si 박막의 TCR값에 대해서는 보고된 사례는 없 다. 본 연구에서 in-situ P도핑LPCVD Si 박막의 최적 증착 조 건과 후속 RTA 처리 조건을 찾아, 극한 환경에 압력센서로 적 용하기 위해 600
oC까지 TCR값을 측정하였다.
Poly Si 박막 증착 후 RTA 처리 공정 도입함으로써 poly Si 박막의 열 충격(thermal budget)을 최소화하고자 하였고 박막 스
트레스값을 조절하고자 하였다. 실험 결과 박막의 두께와는 무 관하게, RTA 후에 박막 결정성이 증가하였고, RTA 처리 온도 가 증가 함에 따라 결정립 크기 증가를 XRD 및 TEM 관찰 결 과로 확인 하였다. 그리고 RTA온도가 900
oC에서 1000
oC로 증 가함에 따라, 1000
oC 에서는Ti/Al 금속 배선막과 poly Si 계면 접촉이 Schottky 콘택 특성을 보였다. 이것은 RTA공정이 진행 함에 따라 열 충격으로 LPCVD poly Si 박막 내 도핑된 인(P) 원자가 계면과 박막 내부에 급격히 확산되어 결정 결함이 발생 되는 것으로 사료된다. 이 결과는 고 분해능TEM 과 SIMS 관 찰로 확인 하였다.
박막의 비저항, 결정성, 금속 배선과 오믹 접촉 특성 등을 고 려해 in-situ P도핑 LPCVD Si박막의 RTA온도를 950
oC로 고정 하여, 압저항형 압력 센서를 4인치 웨이퍼에 제작하여 상온에서 600
oC 까지 TCR값을 측정하였다. 최적화된 in-situ 인 도핑 poly Si 막에서 200 nm 두께의 선폭과 길이가 각각 20 μm, 1,800 μm 인 poly Si 저항체에서, TCR 측정 결과 평균 334.4 ± 8.2 (ppm/K) 얻었고, 10 um에서 40 um로 선폭 증가에 따른 TCR값은 큰 차 이가 없었다. 이러한 결과는 in-situ P doped LPCVD poly Si박 막이 극한 환경에서 압력 센서용 압저항 저항체(전극)으로 적용 가능성을 보여준다.
감사의 글
This research was supported by Nano Material Technology Development Program through National Research Foundation of Korea (NRF) funded by the Ministry of Science, ICT and Future Planning (Grant No. 7045122). Additionally, the authors would like to thank the Creative Economy Leading Technology Development Program through the Gyeongsangbuk-Do and Gyeongbuk Science & Technology Promotion Center of Korea (GrantNo. SF315007A)for supporting this research.
REFERENCES
![Fig. 2. Temperature coefficient of resistance (TCR) at different dop- dop-ing concentrations (adoption from reference [6])](https://thumb-ap.123doks.com/thumbv2/123dokinfo/4798354.277893/2.892.111.390.430.762/fig-temperature-coefficient-resistance-different-concentrations-adoption-reference.webp)