DOI http://dx.doi.org/10.9725/kstle.2015.31.2.42
디스크 경도에 따른 소결마찰재와 내열강 디스크의 마찰·마모 특성
나선주· 박형철·김상호† (주)다윈프릭션
Study of the Tribological Characteristics Based on the Hardness of the Brake Disk between the Sintered Metallic Friction
Material and the Heat-resisting Steel Disks
Sun Joo Na, Hyoung Chul Park and Sang Ho Kim†
Dawin Friction Corporation, 22 Eunbong-ro, Nam Dong-gu, Incheon, Korea (Received January 31, 2015; Revised March 15, 2015; Accepted March 20, 2015)
Abstract − Because of the growing need for high-speed transport options such as trains and aircraft, there is increasing demand for technology related to high-speed trains. Among them, braking systems are important in high- speed trains in terms of reliability. Especially, the disk brake system, in use in most high-speed trains, transforms kinetic energy into thermal energy and noise. Therefore, the material properties of both the friction materials and disks are expected to influence the tribological characteristics. In this paper, the tribological characteristics depend on the hardness of the brake disks between the Cu-based sintered metallic friction material and the heat-treated heat- resisting steel disks. A lab-scale dynamometer used to perform braking tests at a variety of braking speeds using dry conditions. The test results revealed that the hardness of the disks affects the friction coefficients, friction stabilities, and wear rates. Thus, the brake system using the heat-resisting steel disk requires proper heat-treatment.
These differences are considered to be caused by the change in tribological mechanisms and the generation of an oxide layer on the friction surfaces. The oxide layers on the friction surfaces are confirmed to Fe2O3 by x-ray diffraction (XRD) and scanning electron microscope-energy dispersive spectroscopy (SEM-EDS) analysis.
Keywords − disk brake system(디스크 제동 시스템), oxidation layer(산화막), sintered friction materials (소결마찰재), wear rate(마모율)
Nomenclature
µave: Average Friction Coefficient µmax: Maximum Friction Coefficient µmin: Minimum Friction Coefficient µs : Friction Coefficient Stability
1. 서 론
최근 운송수단의 고속화에 따라 고속철도 개발과 관 련된 영역에 대한 연구가 활발하게 진행되고 있는 추 세이다. 그 중 고속철도의 중·고속화와 관련하여 신뢰 성이 높은 제동장치에 대한 연구가 요구되고 있다[1].
현재 운송수단에 사용되고 있는 제동장치는 전기식 제 동장치(electrical brake system)와 기계식 제동장치 (mechanical brake system)로 구분할 수 있으며[2], 그 중 운동에너지가 높은 고속차량의 기초제동장치는 주로 기계식 제동장치를 채택하고 있다. 철도 차량에 적용되
†Corresponding author : [email protected] Tel: +82-070-4675-7785, Fax: +82-32-821-4623
그리고 제동 디스크는 철계 디스크를 사용하고 있다.
철계 디스크는 주철재 디스크, 주강재 디스크 및 단조 강 디스크 등이 있으며 높은 운동에너지를 제동해야 할 경우 강재를 열처리하여 사용하는 것이 일반적이다[2].
이러한 강재 디스크를 상대재로 이용한 마찰재의 마찰 특성에 대한 다양한 연구가 진행되고 있으나 강재 디 스크의 물성 변화에 따른 마찰·마모특성에 대한 평 가는 부족하다. 이에 본 연구는 중·고속철도의 디스 크 타입 브레이크 시스템에 주로 사용되는 금속계 소 결마찰재와 저합금 내열강 디스크를 이용하여 디스크 의 열처리방법에 따른 경도 변화와 각각의 마찰·마 모특성을 평가하고자 하였다.
2. 실험방법
2-1. 시편
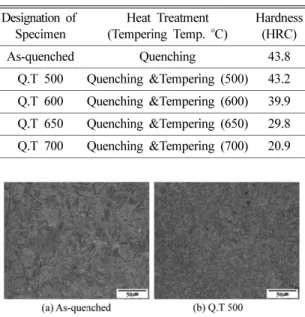
본 연구에서는 AMS 6385 저합금 내열강을 열처리 한 후 기계가공하여 제작한 디스크를 사용하였으며, Table 1과 Table 2에 각각 디스크의 조성과 열처리방 법에 따른 경도를 나타내었다. 광학현미경을 이용하여 디스크의 미세조직을 관찰한 결과 칭(quenching) 처 리한 디스크는 마르텐사이트(martensite) 조직으로 조 사되었으며, 조질처리(quenching and tempering)한 디 스크는 템퍼드 마르텐사이트(tempered martensite) 조 직으로 나타났다. 한편, 조질처리시 템퍼링(tempering) 온도에 따른 미세조직의 차이는 확인할 수 없었다. 디 스크의 미세조직 사진을 Fig. 1에 나타내었다. 위 디스 크의 상대 마찰재로는 Cu계 소결체를 사용하였다. 마 찰재는 Cu-Sn에 Fe를 분산시킨 기지에 마찰조절제로 세라믹분말을 첨가하고 그라파이트를 윤활제로하여 소 결밀도 5.0 g/cm3로 제조하였으며 Table 3과 Fig. 2에
각각 소결마찰재의 조성과 광학현미경 사진을 나타내 었다. Cu기지에 스펀지형태의 Fe분말과 세라믹분말 및 그라파이트가 비교적 균일하게 분포되어있는 건전한 조직임을 알 수 있다.
2-2. 시험장비 및 시험조건
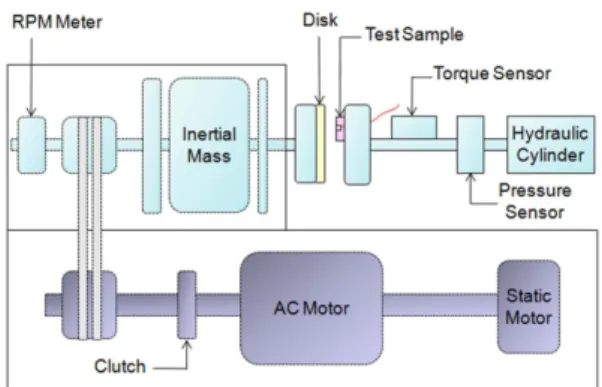
마찰특성을 평가하기 위해 KS R 4024에 따라 제작 된 소형 다이나모 시험기(lab-scale dynamometer)를 이용하여 마찰시험을 수행하였다. 본 시험기는 환산 (scale factor) 개념을 적용하여 실제 차량의 제동조건 과 유사한 방법으로 시험 할 수 있도록 설계되었다.
즉, 요구 속도로 회전하는 디스크에 일정 압력으로 마 찰재를 압착시켜 디스크가 정지 할 때까지 발생하는 토 Table 1. Chemical composition of the disk material(wt.%)
C Si Mn P S Ni Cr Mo V
0.24~0.31 0.4~0.7 0.5~0.9 ≤ 0.025 ≤ 0.025 ≤ 0.40 1.3~1.6 0.6~0.9 0.20~0.40 Q.T 700 Quenching &Tempering (700) 20.9
Fig. 1. Microstructure of the disk materials by optical microscope; (a) As-quenched, (b) Q.T 500.
Table 3. Chemical compositions of friction materials (wt.%)
Matrix Friction Modifier Lubricant Etc.
Cu-Sn Fe SiO2 Al2O3 Graphite 55~65 10~20 3~8 3~8 6~15 5~10
크, 회전속도, 제동압력, 제동시간 등을 실시간으로 측 정할 수 있는 구조이다. 소형 다이나모 시험기의 개략 도 및 시험 기초조건을 아래 Fig. 3과 Table 4에 나타 내었다. 시험 조건은 실제 차량의 제동조건을 모사하기 위하여 마찰선속도와 제동압력을 실제 차량과 동일[1]
하게 설정하였으며, 제동시험은 각 시험편당 속도별로 50회씩 총 150회 수행하였다. 시험에 앞서 디스크와 마 찰재의 접촉을 균일하게 하기 위하여 저속, 저압 조건 으로 마찰재와 패드의 접촉면이 마찰면의 70%이상[11]
확보 되도록 갈아 맞춤(bedding)을 실시하였다.
소결마찰재와 디스크간의 마찰특성은 마찰계수 및 마 찰계수 안정성(stability), 디스크 공격성, 마찰재의 마 모량, 제동 시 온도변화 등으로 평가 할 수 있다. 마 찰계수 안정성은 식 (1)에[2] 나타낸 바와 같이 순간 마찰계수의 변화가 평균 마찰계수에서 벗어난 정도를 나타내며, 디스크 공격성은 마찰시험 시 마찰재가 디 스크에 미치는 상대적인 영향을 의미한다.
(1)
이에 본 연구에서는 측정된 마찰계수 및 마찰계수 안정성을 평균하여 각각의 속도별로 디스크와 마찰재 간의 마찰계수 및 마찰계수 안정성을 평가하였다. 이
때 마찰재의 마찰면에서 1 mm 떨어진 부위에 K-Type 열전대를 삽입하여 제동시험 시 온도변화를 측정하였 으며, 각각의 속도별로 제동시험 종료 후 디스크의 조 도 및 마찰재의 중량 감소를 측정하여 디스크 공격성 과 마찰재 마모율을 비교하였다. 또한 SEM(scanning electron microscope)을 이용하여 마찰재와 디스크의 마찰면을 관찰하였으며, XRD(x-ray diffraction)와 EDS(energy dispersive spectroscopy)를 이용하여 제동 시험 후 생성상을 분석하였다.
3. 결과 및 고찰
3-1. 마찰계수 및 마찰계수 안정성
각각의 디스크와 Cu계 소결마찰재 간의 제동속도에 따른 평균 마찰계수와 평균 마찰계수 안정성을 Fig. 4 (a)와 (b)에 각각 도시하였다. 조질 처리한 디스크를 이 용하여 7.7 m/s와 10.8 m/s(이하 각각 저속, 중속)에 서 제동시험 시 마찰계수는 0.40~0.43 범위로 평가되 었으며 디스크의 템퍼링 온도에 따른 마찰계수 변화는 관찰되지 않았다. 그러나 13.9 m/s(이하 고속)로 시험 한 경우 디스크의 템퍼링 온도가 증가함에 따라 마찰 계수가 증가하는 경향이 관찰되었으며, 저/중속에 비하 여 고속시험 시 마찰계수가 높게(0.44~0.46) 측정되었 µs (µave) µ( max–µmin) 1
2---
×
– 100
µave
---
×
=
Fig. 2. Microstructure of the friction material by optical
microscope. Fig. 3. Schematic diagram of lab-scale dynamometer.
Table 4. Test velocity conversion and test conditions
Field conditions Lab-scale dynamo test conditions Train speed
(km/h)
Rubbing speed (m/s)
Braking pressure (N/mm2)
Rubbing speed (m/s)
Braking pressure (N/mm2)
Inertia (kgf·m·s2)
Braking number (stop)
50 7.7
0.55
7.7
0.55 0.095 50
70 10.8 10.8
90 13.9 13.9
다. 그리고 시험한 모든 속도에서 Q.T 500의 마찰계 수 안정성이 가장 높게 나타났다. 이와 같은 마찰계수 와 마찰계수 안정성의 변화는 다음절에 분석할 마찰·
마모기구의 변화와 산화피막 생성 및 탈락의 영향으로 사료된다.
3-2. 디스크 조도 및 마찰재 마모율
제동 시스템을 실제 차량에 적용하기 위해서는 수명 에 대한 평가가 반드시 이루어져야 한다. 그 중 디스 크 제동에 사용되는 디스크는 마찰재와 비교하여 반영 구적으로 사용하게 되므로 디스크와 소결마찰재의 제 동 시 마찰재의 내마모성 뿐 아니라 디스크의 마모특 성도 고려되어야 한다. 이러한 측면에서 디스크 공격 성을 평가하는 것은 안정한 마찰계수 확보 뿐 아니라 디스크의 수명을 예측하는데 중요하다. 본 시험에서는 디스크 공격성을 평가하기 위해 제동시험 후 디스크의 마모트랙을 표면조도 계측기로 측정하였으며, 그 결과 를 Fig. 5에 도시하였다. 디스크의 경도가 유사한 경우 에는 As-quenched재에 비해 조질처리를 실시한 시편 의 디스크 조도가 양호한 것을 알 수 있으며 디스크를 조질처리 한 경우 템퍼링 온도가 감소함에 따라 디스 크 공격성이 작은 것으로 나타났다. 이와 같이 시편 As-quenched와 시편 Q.T 500의 디스크 공격성의 차 이가 발생한 것은 열처리 방법에 따른 디스크의 미세 조직 차이에 기인한 것으로 사료되며, 템퍼링 온도 변 화에 따른 디스크 공격성의 변화는 디스크 경도에 따 른 디스크와 마찰재의 상대 접촉기구의 변화와 마모분 의 영향이라고 판단된다.
Fig. 6은 제동시험 시 마찰재의 마모율을 나타낸 결 과이다. 마모율은 각각의 디스크와 제동속도 별로 비 교 조사하기 위하여 에너지당 마모부피로 환산하였다.
그 결과 저/중속시험에 비해 고속시험 시 마찰재의 마 모율이 증가하는 것으로 평가되었다. 제동 시 운동에
너지에 따른 마모량의 변화가 없는 것이 이상적이라 할 수 있으나 이처럼 속도에 따라 에너지당 마모량이 변화하는 것은 마찰면의 생성상 변화에 따라 마모속도 가 변화하였음을 의미한다[1]. 한편 디스크의 열처리방 법에 따른 마찰재 마모율의 변화를 살펴보면 템퍼링 온도가 700oC에서 600oC로 감소함에 따라 마모율이 점차 감소하다가 500oC에서 급격하게 증가하는 것을 알 수 있다. 이러한 현상은 다음의 복합적인 작용으로 Friction stabilities.
Fig. 5. Wear track roughness of disks; (a) As-quenched, (b) Q.T 500, (c) Q.T 600, (d) Q.T 650, (e) Q.T 700.
Fig. 6. Wear rate of the friction materials according to disks type and test conditions.
해석이 가능하다. 먼저 기지금속의 응착마모(adhesion wear) 및 마찰재 경질입자의 탈락과 경질 마모분의 연 삭작용에 따른 마모율과 마찰계수의 변화, 그리고 마 찰면의 산화층 형성과 파괴에 의한 마모속도의 변화이 다. 즉, 저/중속에서는 제동에너지가 비교적 낮아 산화 층 형성이 용이하지 않으므로 마찰면에서 마찰재와 디 스크간의 직접 접촉이 이루어 진다. 이때 디스크의 템 퍼링 온도가 감소함에 따라 디스크의 경도가 증가하게 되면 마찰면에서 마찰재와 디스크의 상호 전이가 감소 하게 되어 마모량이 감소한다. 그러나 디스크가 임계 경도 이상이 되면 경질입자의 탈락이 용이해 지고 이 에 따른 기지의 마모량도 증가하여 마찰재의 마모량이 급격하게 증가하는 것으로 사료된다. 저속과 중속에서 의 순간 마찰계수를 확인한 결과(Fig. 7) 마모량이 적 은 시편의 경우 순간마찰계수가 급격하게 변화하는 구 간이 많은 것을 볼 수 있었다. 이와 같은 현상은 제동 중 다양한 마찰·마모기구가 불연속적으로 작용한 것 으로 이해 할 수 있다. 한편 고속 제동시험 시에는 높 은 제동에너지가 열에너지로 전환되면서 마찰면의 온 도가 상승하여 마찰면에서 상대금속으로 전이와 산화
층 생성이 용이하게 된다. 산화층 생성을 확인하고자 각 속도별로 마찰재의 온도를 측정 하였으며, 그 결과 를 Fig. 8에 나타내었다. 시편에 따라 마찰재의 최고온 도는 저속에서는 123~152oC, 중속에서는 177~225oC, 고속에서는 244~305oC 범위로 확인되었다. 실제 마찰 면의 온도와 검출 온도의 차이[12]와 치밀한 산화피막 이 생성되는 조건[12-16]을 고려할 때 주로 고속제동 시 치밀한 산화피막(Fe2O3)이 생성되는 것을 알 수 있 으며, 특히 마찰재 온도가 가장 높게 측정된 시편 Q.T 500에서 산화층 형성이 가장 용이할 것으로 생각 된다. 이와 같이 생성된 산화층은 마찰계수 안정성을 증가 시키나[17] 탈락 시 기지에 비교적 많은 손실을 유발하며 산화층의 탈락으로 인해 발생한 경질 마모분 은 마찰면에서 연삭마모(abrasive wear)를 발생시켜[13]
마찰계수를 증가시킨다. 따라서 고속 제동 시 마모속도 증가는 산화층 생성과 탈락의 영향으로 판단된다. 다만 Fig. 7. Friction coefficient profiles at one stop according to
disks type and test conditions; (a) As-quenched, (b) Q.T 500, (c) Q.T 600, (d) Q.T 650, (e) Q.T 700.
Fig. 8. Braking temperature profiles according to disks type and test conditions; (a) As-quenched; (b) Q.T 500, (c) Q.T 600, (d) Q.T 650, (e) Q.T 700.
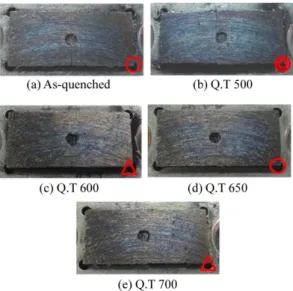
면에 산화층이 형성되었다. 특히 500oC에서 템퍼링한 디스크를 이용하여 시험한 경우 마찰면에 가장 넓은 산화층이 형성되었는데, 이는 앞서 예측한 산화막 형 성과도 일치한다. Fig. 10은 제동시험 종료 후 마찰면 을 SEM을 이용하여 분석한 결과로 오른쪽 사진은 각 왼쪽 사진의 마모분을 확대한 사진이다. 마찰면에서 단 차가 있는곳은 마모분의 집결지(reservoir)로 작용하는 것으로 알려져 있으며[2], 2~3 µm 수준의 정상 마모 분의 경우 디스크면에서 연삭재로 작용한다는 보고가 있다[6]. 본 연구에서도 마찰재의 흑연주위나 결정립계 등 단차가 있는 곳에서 수 마이크로 크기의 정상 마모 분이 결집되어 있는 것이 확인되어 정상 마모분의 연 삭작용이 이루어졌음을 추정할 수 있다. 마찰재의 마 찰면과 마모분을 EDS로 분석한 결과 마찰면에는 O와 Cu, Fe가 다량 검출되고 C가 1.6wt.% 가량 함유되어 있으며, 마모분은 C의 함량이 다소 높은 것을 제외하
Fig. 9. Worn surfaces of the friction material specimens (Oxide layer were formed little : △, medium : ○, much : ◎); (a) As-quenched (b) Q.T 500, (c) Q.T 600, (d) Q.T 650, (e) Q.T 700.
Fig. 10. SEM micrographs of worn surfaces of friction materials after completing brake test.
Fig. 11. SEM and EDS analysis results of worn surface of friction material after completing brake test with quenched and tempered disk at 500oC.
layer) 이며[2], 산화피막에 잔존하는 흑연이 마찰면에 서 윤활효과를 나타낼 것으로 사료된다. Fig. 11에 시 편 Q.T 500 마찰재의 EDS 분석결과를 나타내었다.
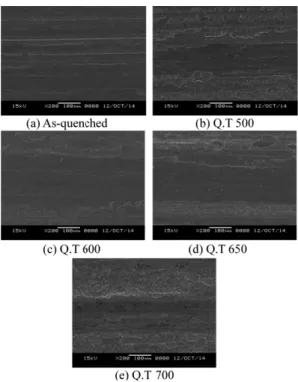
다음으로 Fig. 12는 디스크 마모트랙의 SEM 사진 이며, Fig. 13은 그중 600oC에서 템퍼링한 디스크 마 모트랙의 표면 산화층을 EDS로 분석한 결과이다. 어 두운 부분은 산소가 다량 함유된 Fe계 산화물이며 밝
은 부분은 마찰재의 마모분과 유사한 Cu와 Fe의 산화 물로 분석되었다. 이와 같이 디스크에서 Cu 산화물이 검출된 것은 제동 시 마찰재에서 상대재로의 전이가 이루어졌음을 의미 한다. 한편 템퍼링을 실시한 디스 크의 경우 상대 금속의 전이가 활발하게 이루어진 응 착마모를 보이나, As-quenched 디스크의 경우에는 연 삭마모가 주로 관찰된다. 따라서 템퍼링을 실시한 시 편과 As-quenched시편의 마찰·마모기구에 차이가 있 음을 알 수 있다.
아울러 제동시험 후 마찰재와 디스크의 마모트랙을 XRD로 분석한 결과(Fig. 14) 모든 조건에서 Fe2O3피 크가 검출되었으며, 특히 500oC에서 템퍼링한 디스크 에서 Fe2O3피크가 가장 높게 나타났다. 이러한 Fe2O3
피크의 검출은 마찰면에서 온도가 400oC 이상으로는 상승하지 않았으며[1], 500oC에서 템퍼링한 디스크의 산화량이 가장 많음을 의미한다.
4. 결론 및 요약
앞서 마찰특성을 살펴본 결과를 요약하면 다음과 같 다. 저/중속 제동시험 시 디스크 경도에 따른 마찰계수 차이를 관찰 할 수 없으나, 고속 제동시험 시 디스크 경도가 증가함에 따라 마찰계수는 다소 감소하는 경향 을 보였다. 또한 제동시험 후 디스크의 표면조도는 경 도가 유사한 경우 조질 처리한 디스크가 칭만 실시 한 디스크에 비해 양호한 것으로 나타났다. 디스크의 열처리 조건 별로 마찰특성을 종합하여 보면 칭 후 500oC에서 템퍼링한 경우 제동속도에 따른 마찰계수 변화가 가장 적고 마찰계수 안정성이 가장 높으며 (60.8~69.4%) 디스크 공격성이 가장 낮은 것으로 조사 되었다. 이는 디스크와 상대 마찰재간의 복잡한 상호 작용과 고속제동 시 형성되는 산화막의 영향으로 사료 되며, 생성된 산화막은 XRD와 EDS 분석결과 Fe2O3
와 Cu-O계로 확인되었다. 한편 마찰재의 마모량은 Fig. 12. SEM micrographs of worn surfaces of disks
after completing brake test; (a) As-quenched, (b) Q.T 500, (c) Q.T 600, (d) Q.T 650, (e) Q.T 700.
Fig. 13. SEM and EDS analysis results of quenched and tempered disk at 600oC worn surface after completing brake test.
Fig. 14. XRD analysis results of specimens after completing brake test; (a) Friction materials, (b) Disks.
크는 조질처리를 하는 것이 바람직하며, 그 중 500oC 에서 템퍼링처리를 하는 경우 가장 양호한 마찰특성을 갖는 것으로 평가되었다.
Acknowledgements
본 연구는 국토교통부 철도기술연구사업 “철도 스킬소 음 저감기술 개발” 연구비 지원에 의해 수행되었습니다.
The authors gratefully acknowledge the financial support from R&D program through the railroad research of Korea by the Ministry of Land, “Study for reducing railway squeal noise” (grant number 13-RTRP-B072484-01).
References
[1] Lee, J. S., Kang, B. B., Lee, H. S. “Influence of Inertial Mass on Tribological Characteristics between Sintered Friction Material and Disk”, J. Korean Soc. Tribol.
Lubr. Eng., Vol. 29, No. 2, pp. 98-104, 2013.
[2] Kim, S. H., Lee, H. S. “Study of Tribological Char- acteristics Between Metallic Friction Materials and Brake Disk”, J. Korean Soc. Railway, Vol.12, No.1, pp. 72-80, 2009.
[3] Amderson, A. E., ASM Handbook, 10thed, Vol. 18, pp. 569-577, Friction, Lubrication, and Wear Technol- ogy, ASM International, Materials park, OH, 1992.
[4] Jacko, M. G. and Lee, S. K, “Kirk-Othmer Encyclo- pedia of Chemical Technology”, 4thed, Vol. 4, pp.
523-536, Wiley, 1992.
[5] Lee, S. H., Kim, Y. K., Kim, S. W., Park, J. B. “Brak- ing Performance Analysis and Inspection of High Speed
[8] Kim, S.-S., Kim, C.-H., Ahn, H.-J. “Tribological Chara- cteristics for High Perfomance Metallic Friction Materi- als”, J. Korean Soc. Tribol. Lubr. Eng., Vol. 14, No.
1, pp.45-53, 1998.
[9] Metal Handbook 1, Prpperties and selection, Ameri- can Society for Metal.
[10] Kim, S. H., Lee, H. S. “Tribological Characteristics of Brake Disc for Train”, J. Korean Soc. Tribol. Lubr.
Eng., Vol. 23, No. 1, pp. 19-28, 2007.
[11] “Disc brake and disk brake linings(1)”, International Union of Railway 1985.1.7, 3rd Edition.
[12] Kim, S. H., Lee, H. S. “Effect of Pressure on Tribo- logical Characteristics between Sintered Friction Mate- rials and Steel Disk”, International Journal of Precesion Engineering and Manufacturing, Vol. 12, No. 4, pp.
643-650, 2011.
[13] Kong, H. S., Yoon, E.-S., Kwon, O. K. “Self-Forma- tion of Protective Oxide Films at Dry Sliding Mild Steel Surfaces under a Medium Vacuum”, Wear, Vol. 181- 183, pp. 325-330, 1995.
[14] Quinn, T. F. J. “Review of Oxidational Wear Part I:
The Origins of Oxidational Wear”, Tribology Inter- national, Vol. 16, pp. 257-271, 1983.
[15] Quinn, T. F. J. “Review of Oxidational Wear Part II:
Recent Developments and Future Trends in Oxida- tional Wear”, Tribology International, Vol. 16, pp.
305-315, 1983.
[16] Quinn, T. F. J., Winer, W. O., “The Thermal Aspects of Oxidational Wear”, Wear, Vol. 94, pp. 67-80, 1984.
[17] Chung, D. Y., Kim, K. Y., Cho, J. W. “A Study on the Frictional Characteristics of B4C Added Cu Base Sintered Friction Materials”, J. Korean Soc. Tribol.
Lubr. Eng., Vol. 12, No. 3, pp. 48-54, 1996.