DOI http://dx.doi.org/10.9725/kstle.2014.30.2.108
벌크 비정질 용사코팅과 비정질 기지 복합재료의 건조 마찰특성
장범택1†·이승훈2
1경북대학교 기계공학과, 2경북대학교 신소재공학부
Dry Friction Characteristics of Bulk Amorphous Thermal Spray Coating and Amorphous Metallic Matrix Composites
Beomtaek Jang1† and Seonghoon Yi2
1School of Mechanical Engineering, Kyungpook National University
2Dept. of Materials Science and Metallurgy, Kyungpook National University (Received January 2, 2014 ; Revised February 25, 2014 ; Accepted February 28, 2014)
Abstract − The friction behaviors of bulk amorphous thermal spray coating (BAC) and second phase-reinforced composite coatings using a high velocity oxy-fuel spraying process were investigated using a ball-on-disk test rig that slides against a ceramic ball in an atmospheric environment. The surface temperatures were measured using an infrared thermometer installed 50 mm from the contact surface. The crystallinities of the coating layers were determined using X-ray diffraction. The morphologies of the coating layers and worn surfaces were observed using a scanning electron microscope and energy-dispersive spectroscopy. The results show that the friction behavior of the monolithic amorphous coating was sensitive to the testing conditions. Under lower than normal loads, a low and stable friction coefficient of about 0.1 was observed, whereas under a higher relative load, a high and unstable friction coefficient of greater than 0.3 was obtained with an instant temperature increase. For the composite coatings, a sudden increase in friction coefficient did not occur, i.e., the transition region did not exist and during the friction test, a gradual increase occurred only after a significant delay. The BAC morphology observations indicate that viscous plastic flow was generated with low loads, but severe sur- face damage (i.e., tearing) occurred at high loads. For composite coatings, a relatively smooth surface was observed on the worn surface for all applied loads.
Keywords − amorphous thermal spray coating (비정질 용사 코팅), amorphous metallic matrix composite (비정질 기지 복합재료), friction characteristic (마찰 특성), sliding interface temperature (미끄럼 계면 온도)
1. 서 론
벌크 비정질 합금(Bulk amorphous alloy)은 액상과 같은 무질서한 원자 배열 구조를 가지며 기존 결정질 금속소재에 비해 고강도, 고내식성, 낮은 탄성 계수, 고 경도 및 내마모성 등의 우수한 기계적 성질과 화학적 특성을 가지므로 새로운 마찰재료로서의 적용이 가능할
것으로 기대된다[1-3].
부품소재의 표면 개질 및 동작 특성을 향상 시키기 위해 모재의 접촉표면에는 후막(thick film) 형태로 저 마찰성, 내마멸성, 고체윤활 소재를 융착하는 경우가 많 다. 이렇게 적층된 코팅층은 무 윤활상태에서 반복적인 접촉하중이 작용하는 시스템의 부품 동작이 원활하게 작동하기 위해서 는 마찰 계수의 급격한 증가가 발생 하지 않아야 한다.
최근 벌크 비정질합금의 제조크기 한계를 극복 하고
†Corresponding author : [email protected] Tel: +82-53-939-7772, Fax: +82-53-211-4601
적용처 다변화를 위한 대면적 벌크화 제조를 위해 플 라즈마 스프레이, 고속화염 용사(HVOF), 아크 스프레 이 등의 용사 공정을 통한 벌크 비정질 코팅의 산업화 적용을 위한 연구들이 활발히 진행되고 있다[4-6]. 그 러나 비정질 합금은 전위나 입계가 존재하지 않기 때 문에 제한적인 소성변형으로 국부 전단 변형(Shear localization)에 의해 단열온도상승을 동반한 급작스러 운 파괴 거동을 보이는 단점은 여전히 해결해야 할 과 제다[7, 8].
비정질 상의 기계적 성질과 압력 민감도는 온도와 깊은 관계가 있는데 낮은 온도에서 본질적으로 취성을 가지고 있고, 파괴 직전에서도 거의 신장이 되지 않는 다[9]. 일반적으로 온도가 올라갈수록 비정질 금속은 용해되지 않고 현저한 위상변화를 일으킨다. 비정질 합 금의 변형기구는 STZ(shear transformation zone) 이 론을 바탕으로 전단변형을 설명하는데 높은 온도와 낮 은 변형 속도에서 변형될 때에는 원자 이동과 STZ기구 의 팽창을 통해 응력 재 분해와 자유부피(free volume) 를 생성하여 구조완화로 인한 균일 유동이 나타나고, 낮은 온도와 높은 변형속도에서 변형될 때에는 불균일 유동이 일어난다고 알려져 있다[10]. 결국 거시적인 항 복으로 인한 급작스러운 파괴 거동은 STZ의 핵생성, 전단 국부적인 전파 또는 전단띠(shear band)의 성장, 국부 변형된 지역에서의 단열가열, 전단띠 부근에서는 나노 결정질의 핵생성 등으로 발생한다고 한다[11-13].
이러한 단점을 보완하기 위해 비정질 기지 (matrix) 에 제 2상을 고용하여 전단띠의 전파를 저지하거나 계 면에서 다중 전단띠를 생성하여 소성 변형 영역이 확 장된 복합재료의 연구가 활발히 진행되고 있다[14]. 이 미 알려진 바와 같이 제 2상의 결정질 상을 기지재로 부터 석출하는 제조법과 모합금에 다른 임의의 제 2상 을 강화 재료를 첨가하여 제조하는 방법이 있다[8]. 따 라서 본 연구에서는 벌크 비정질 용사피막의 트라이 볼로지적 특성을 향상시킬 목적으로 내열성 이 높은 자융성합금 분말과 텅스텐카바이드 경질 입자가 혼합 된 복합재료를 제조하여 적용 하중의 변화에 따른 마 찰특성을 단일상의 비정질 금속 코팅층과 비교 분석하 였다.
2. 실험방법 및 내용
2-1. 코팅 시험편
본 연구에 활용된 철계 벌크 비정질 합금 분말소재
(BAC1: Fe76.88C1.82Si1.92B1.32P5.55Cr2.46Mo9.08Al1.13)로 단일 상의 비정질 코팅층을 제조하고 비정질 기지 복합재를 형성하기 위해서 니켈기 자융성합금 분말(Ni-base SFA: Ni16Cr4SiB3Mo2.5Fe)과 초경합금(WC) 분말을 이용하여 HVOF용사 공정으로 연강 모재에 가스 분무 법으로 적층하였다. 철계 비정질 합금 분말과 자융성 합금 분말을 1:1부피비율로 BAC2를 제조하고, BAC1 Vf50% + Ni-SFA Vf25% + WC Vf25% 부피비율로 혼 합하여 융착된 비정질 기지 복합재료(BAC3)를 동일한 크기로 제조하였다.
미세조직 관찰을 위해 코팅층을 와이어 커팅기를 이 용하여 20 × 20 mm의 크기로 절단한 후 코팅층을 아세 톤으로 세척하고 SiC 연마지로 600, 1000, 2000 단계 별로 연마를 실시하고, 최종적으로 0.05 µm 알루미나 (Al2O3) 분말을 이용 하여 미세연마를 실시하였다. 폴리 싱 처리로 연마 된 시편들은 초음파 세척기를 이용하여 표면에 붙은 이물질을 제거한 후 분말과 연마된 코팅층 은 주사전자 현미경(SEM, S-4300, Hitachi)과 3차원 표 면거칠기 측정기(Nanoscale optical profiler)를 이용하여 실험 전/후의 표면상태를 분석하였다. 그리고 비정질 형 성 여부 및 결정화 상을 확인 하기 위해 X선 회절 (XRD, X'ert APD, Philips) 분석을 실시하였다.
2-2. 마찰 시험
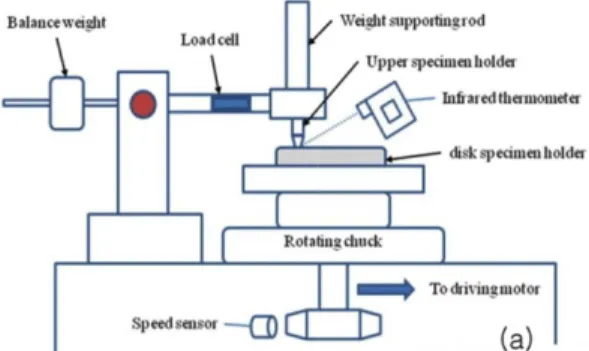
본 시험에 사용된 시험기는 크게 시험 구동부와 데 이터 획득부로 나눈다. 구동부에는 볼을 고정할 수 있 는 홀더(holder), 상대재(Counterpart)를 고정 하는 회 전체(Rotary body)와 수직하중을 가하고 마찰력을 감 지하는 로드셀이 부착된 고정체(Stationary body) 그리 고 마찰온도 측정을 위한 적외선 온도로 구성된다. 그 리고 데이터 획득부로 전압신호를 증폭기를 통하여 아
Fig. 1. Schematics of ball on disc type friction tester equipped with IR-thermometer.
날로그/디지털 변환기(NI cDAQ-9127)로 변환시키는 DAQ시스템 과 그래픽 기반 프로그래밍 소프트웨어인 랩뷰(Labview)가 설치된 컴퓨터로 실시간 데이터를 수 집하였다.
미끄럼 속도는 최대 600rpm까지 무단변속이 가능하 고 마찰토크는 로드셀(load cell)을 사용하여 최대하중 이 3 kgf까지 측정 가능하다. 본 실험에서는 0.1 m/s 의 일정한 미끄럼 속도와 0.3-1.4 kgf의 하중범위로 6 가지 형태의 하중조건으로 건조 환경에서 마찰시험을
수행하였다. Fig. 1에 나타낸 바와 같이 수중 하에서 회전하는 디스크 위에 경질 볼을 놓고 일정하중으로 가압하는 ball-on-disk형태를 취하였다.
3. 결과 및 고찰
3-1. 코팅 특성
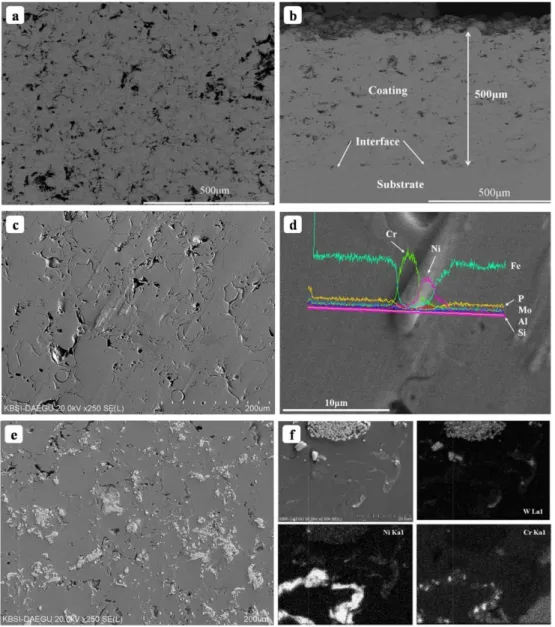
두께가 약 500 µm를 가진 BAC1 코팅층의 표면과 단면을 SEM에서 BSE(back scattered electorn) 모드
Fig. 2. BSE or SEM images of top and cross-sectional surface of (a-b) BAC1, (c-d) BAC2 and (e) BAC3 with (f) EDS analysis.
로 거시조직을 관찰한 결과를 Fig. 2(a)와 (b)에 나타 내었다. 비교적 치밀한 조직 상태를 나타내고 있고, 코 팅을 구성하는 입자들은 완전히 용융되지 않은 상태로 코팅층을 이루고 있음을 확인하였다. 즉 미용융된 영 역과 용융 후 응고된 영역으로 나눌 수 있다. 자융성 합금(SFA) 성분이 함유된 BAC2 코팅의 미세조직과 EDS 라인 스캔 결과를 Fig. 2(c)와 (d)에 나타내었다.
기계적 연마 공정을 한 표면에서 경질입자들이 관찰되 었는데 EDS 분석 결과, 다량의 Ni과 Cr성분을 함유 하고 있는 것으로 확인되었다. 이러한 in-situ 형태의 석출물(precipitate)은 혼합 분말 용사 시 과포화된 자 융성합금 분말 고용체 로부터 석출된 매우 작고 균일 한 분산 입자에 의한 금속 합금물로 사료된다. Fig.
2(e)는 비정질 기지 복합재 표면으로 밝은 영역은 초경 합금 분말의 응집(agglomeration) 현상으로 나타난 부 분으로 (f)의 SEM 확대부분을 EDS성분 맵핑한 결과 in-situ 석출물과 ex-situ 강화입자가 공존하고 있는 것 으로 확인하였다. 그리고 모든 코팅층의 미시조직 관 찰 결과, 부분 용융된 영역과 용융 후 재응고된 영역 들이 형성되어 있음이 확인되었다.
Fig. 3는 세 종류 코팅들의 X선 회절의 결과를 나 타내며 BAC1의 XRD 패턴은 전형적인 halo peak를 가지는 완전한 비정질 상을 나타내며, BAC2는 Cr2Ni3
의 소량 피크와 BAC3는 Cr2Ni3+ WC 화합물의 피크 가 broad한 비정질상과 함께 나타났다. 이러한 정량적 분석결과는 위 SEM과 EDS를 활용한 미세조직 관찰 에서도 잘 일치한다.
3-2. 마찰 거동
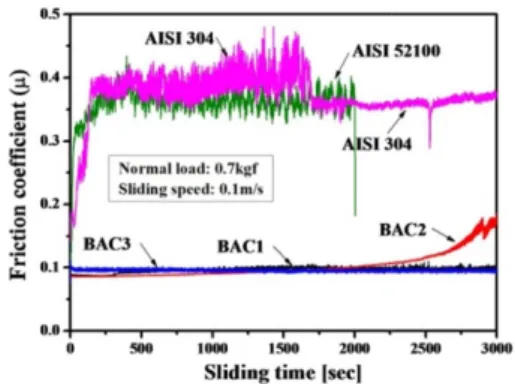
Fig. 4는 일정한 미끄럼속도와 0.7 kgf의 수직하중하
에 미끄럼 시간에 따른 코팅별 마찰계수의 변화를 나 타낸 것이다. AISI계열 강들은 약 0.4 수준의 마찰계 수를 보이는데 결정질 재료에서 나타나는 일반적인 수 치이다. 이에 반해 모든 BAC 코팅들의 경우 대체적으 로 0.1 수준의 낮은 마찰계수를 유지하였다. 그러나 본 실험결과와는 달리 다른 연구사례에서는 동일한 성분 을 가진 벌크 비정질합금의 마찰계수가 건조마찰 조건 에서 상대재의 재질, 제조방법 및 하중크기에 따라 결 정질 재료의 마찰거동(>0.3)과 비슷한 경향을 보이기 도 한다[15]. 또한 마찰열에 의한 마모면의 비정질화나 열처리에 의한 결정화 정도에 따른 상변화에도 마찰계 수가 다르게 나타나기도 한다[16, 17]. 비정질 금속 코 팅보다 높은 마찰계수를 보이는 AISI계열 강은 표면에 발생하는 플라우잉(plowing)이나 자유마모입자(free particles) 들에 의해 접촉표면의 거칠기를 보다 더 커 지게 하거나 모나게 함으로써 미끄럼 운동에 더 많은 마찰력을 일으킨 것으로 볼 수 있다[18]. 그리고 시간 이 지남에 따라 초기구간에서 발생한 불안정한 스틱- 슬립(stick-slip) 거동이 일정시간에 도달한 후에는 BAC 마찰 진폭과 유사하게 안정화 되는 것도 돌기의 걸림현상(inter-locking)이나 연삭작용 등의 접촉저항을 일으키는 요소들이 제거됨으로써 표면 평탄화로 진폭 이 줄어든 것으로 추정된다.
하중 크기에 따른 최대 마찰계수의 변화 추세를 Fig. 5에 나타내었다. 최대 마찰계수는 정상상태 도달 후에 획득한 마찰계수 중에 가장 높게 나타난 값을 취 하였다. 수직 하중 범위를 0.3, 0.5, 0.7, 0.9, 1.1 그 리고 1.4 kgf까지 증가시키면서 각 코팅별 마찰계수를 측정한 결과, 모든 코팅들이 0.9 kgf이하의 하중영역에 서 대체적으로 0.2 이하 수준을 보이지만, 고하중으로 Fig. 3. X-ray diffraction patterns of BAC coating layers.
Fig. 4. Friction coefficient of BAC coatings and AISI steels at the same test condition.
갈수록 점차 커지는 경향이 나타났다. 특히 BAC1 코 팅의 경우 1.4 kgf의 하중에서 마찰천이와 더불어 0.4 이상으로 AISI계열 강과 거의 동일한 값을 나타냈다.
그러나 BAC2와 BAC3코팅들은 0.2~0.3 수준의 정상 상태의 값을 나타냈다. 이처럼 1.4 kgf하중 이상에서 마찰력이 커지는 현상은 수직응력이 증가함에 따라 접 촉점이 성장하게 되고 이에 따른 마찰에너지의 증분은 더욱 접촉돌기 주변을 연성화에 이르게 하고 수직/전 단방향에 가해지는 조합응력이 돌기간에 작용함으로써 심각한 소성 변형이 발생한 것으로 보인다.
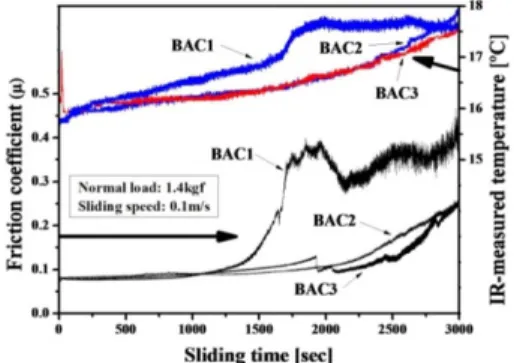
고하중(1.4 kgf)에서 보다 상세한 마찰계수의 경향을 분석하고자 마찰과정 동안에 적외선 온도측정기를 이 용하여 접촉측면의 온도 구배와 동시에 수집한 마찰계 수를 Fig. 6에 나타내었다. BAC1은 마찰개시부터 0.1 이하의 낮은 마찰 계수가 유지하다가 1200 초를 경과 한 후에는 마찰계수가 급격히 상승하여 수십 초 만에 0.4에 도달했다. 그러나 BAC2와 BAC3는 거의 유사 하게 실험이 종료되는 시점에서 보다 완만한 곡선 으
로 0.25 수준에 도달하였다. BAC1의 천이구간 이후 마찰계수 수치는 다른 문헌에서도 보고 되었다[19]. 온 도변화 역시 마찰시험 동안에 측정 하는 과정에서 증 가했는데 비록 상승률은 크지 않지만 코팅별로 상이하 게 나타난 온도변화의 상대적 비교는 가능하다. BAC1 접촉부의 온도 이력을 살펴보면, 마찰개시와 더불어 마 찰열로 인해 서서히 증가하다가 마찰계수 천이영역에 서 급격히 상승한 후에 일정하게 유지하였다. 그리고 표면온도 기울기가 급격한 부분(약 1520초 지점) 에서 마찰계수가 순간적으로 낮아졌다가 다시 상승하는 급 선회 곡선형태를 보였는데, 이는 STZ 수축으로 자유 부피가 감소하면서 많은 전단띠들이 발생 혹은 성장 후 임계응력 도달했을 때 급작 스러운 거시적 파괴거 동과 함께 단열온도상승이 일어난 것으로 사료된다[7].
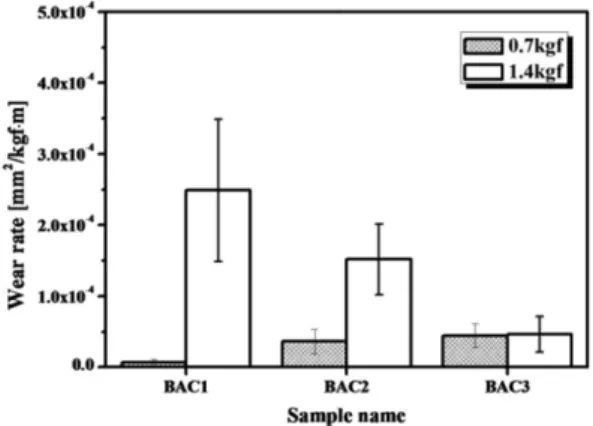
Fig. 7는 Fig. 6에 BAC1 시편을 시험완료 후 마모 면을 60도 경사지게 촬영한 SEM사진으로 코팅에 적 층된 비정질 분말입자의 접촉부가 미끄럼 방향으로 용 융되어 생긴 점소성유동 (viscous plastic flow)을 나타 낸다[20]. 이에 반해 BAC2와 3의 복합재료에서는 BAC1과 같은 온도 천이가 나타나지 않았고 보다 완 만한 마찰계수 상승곡선과 함께 BAC1보다 완만한 온 도 기울기를 보였다. 마찰과정 동안에 발생한 마찰열 과 100% 비정질 분율을 가진 마찰면에서는 그만큼 전 단띠 발생확률도 높아지고 반복적인 소성변형으로 마 찰 접촉면이 심각한 마모를 일으키면서 순간적인 온도 상승을 초래했을 것이다. Fig. 8는 0.7 kgf과 1.4 kgf 의 두 하중에서 코팅별 마모률의 차이를 나타낸다. 마 모률은 마모트랙 4지점의 단면적을 적용하중과 이동거 리로 나누어 산술평균화하였다. 저하중에서 마모률의 Fig. 5. Variations of Maximum friction coefficient as a
function of normal load at the same sliding speed.
Fig. 6. Variations of Maximum friction coefficient as a function of normal load at the same sliding speed.
Fig. 7. High resolution 60° glancing angle view of worn surface for BAC1 after friction test at 1.4 kgf load.
크기가 BAC1 < BAC2 < BAC3 순으로 나타났고 고하 중에서는 이와 반대의 경향인 BAC1 > BAC2 > BAC3의 순으로 비정질기지 복합재료가 상대적으로 적은 마모 률을 나타냈다.
3-3. 마모면 관찰
Fig. 9는 마모면의 미시적 관찰을 바탕으로 하중별 표면손상과 비정질 코팅층의 마모기구를 설명하고자 0.7 kgf과 1.4 kgf 하중에서 실험한 마모면을SEM촬 영하였다. 사진상에 화살표는 미끄럼 방향을 나타낸다.
먼저 BAC1의 경우 앞서 설명한 Fig. 7과 같이 물결 모양의 점소성 유동이 뚜렷하게 나타나고 고하중에서 는 열적 마모로 보이는 찢어짐(tearing) 현상이 미끄럼 방향을 따라 관찰되었다. 전술한 바와 같이 마찰열 소 산으로 인한 접촉부 온도가 유리천이온도(Tg) 이상으
로 상승하여 고상에서 액상 접촉으로 상 변화에 의한 결과로 보여진다[21, 22]. 이런 심각한 표면손상들은 접 선 방향으로 저항을 일으키고 Fig. 6에 나타난 천이구 간 이후 마찰 계수에 영향을 주게 된다. 50%의 자융 성합금이 포함된 BAC2 를 보면 BAC1과는 전혀 다 른 마모 양상으로 미세하게 부스러지거나 심지어 고하 중 에서는 크고 작은 미소 크랙들이 산재해 있고 아울 러 마모입자들이 탈락되어 깊이 파인 자국 들이 존재 하였다. 그리고 탈락이나 파괴되지 않은 매끄러운 표 면에서는 in-situ 석출물들이 마모자국 주변에 존재하 는 것을 EDS분석을 통해 확인 하였다. 그리고 초경합 금 강화입자를 첨가한 BAC3 마모면은 두 코팅과 또 다른 마모면의 양상을 보이는데 두 하중조건에서 비교 적 단단 하고 매끄러운 표면에 초경합금입자들이 산재 되어 있는 것이 관찰되었다. 이러한 미세조직 관찰을 바탕으로 앞에서 논의한 BAC1의 마찰계수의 천이 발 생은 분명히 마찰열에 기인한 급작스런 파괴 모드로 볼 수 있는데 트라이보 시스템에 적용함에 있어 적절 한 하중크기로 설계된다면 점소성 유동 특성을 이용한 낮은 마찰계수와 마모률을 유지 할 수 있을 것으로 판 단된다. 비록 자융성합금 첨가물은 열적 마모에 약한 비정질 코팅층의 급작스러운 파괴거동을 저지시키는 효과(Fig. 6)를 보이지만, 50% 상당의 혼합비율 첨가 는 오히려 비정질기지 코팅면의 취성화를 가져왔다. 본 실험에서 가장 우수한 마찰 및 마모특성을 보인 BAC3 복합재료는 하중크기에 무관하게 마모률이 비 슷하였고 고하중하에도 마찰계수 변화에도 BAC2의 마 모률보다 훨씬 낮았다. 이상으로 내열성이 강한 첨가 제를 합성한 BAC2와 BAC3의 복합재료의 마찰 및 Fig. 8. Comparison of wear rate between BAC coatings
after test at 0.7 kgf and 1.4 kgf loads.
Fig. 9. SEM images of the worn surfaces for BAC coatings after friction tests at 0.7 kgf and 1.4 kgf load, respectively.
마모 특성 이 BAC1보다 현격하게 향상되었고 마찰과 정에서 불가피하게 발생하는 마찰열에도 열역학적으로 준안정한 비정질상을 이루는 기지조직에서도 급작스런 파괴거동를 방지 하는 효과를 보였다.
5. 결 론
단일상 벌크 비정질 용사코팅의 트라이볼로지적 특 성을 향상시킬 목적으로 제조된 비정질 기지 복합재료 의 특성을 조사하기 위해 미세조직 관찰 및 마찰시험 을 통해 다음과 같은 결론을 얻었다.
1) 비정질 분말과 자융성합금 분말을 혼합하여 제조 된 BAC2 코팅층에는 in-situ Cr2Ni3석출물이 산재하였 고, BAC2 합성에 초경합금 강화입자를 첨가한 BAC3 에는 석출물과 ex-situ 초경합금 강화제가 혼재 되어 제 2상이 고용된 비정질 기지 복합재료를 얻을 수 있었다.
2) 단일상 비정질 코팅의 경우 저하중 영역에서 마 찰개시 후 0.1이하의 낮은 마찰계수를 보인 반면에 고 하중에서는 마찰개시 후 0.1수준을 유지하다가 임계 천 이구간에서 마찰계수가 급격히 증가한 다음에 마찰 요 동을 치며 결정질 금속과 동일한 마찰계수를 보였다.
그러나 복합재료 코팅층에서는 BAC1의 마찰천이지점 보다 훨씬 미끄럼 시간이 경과된 지점에서 점진적으로 상승 하는 경향을 보였다.
3) BAC1의 마모면은 저하중에서는 물결무늬 모양의 점소성 유동 흔적이 관찰되었고, 고하중 에서는 찢어 짐 현상과 같은 심각한 표면손상이 나타났다.
4) BAC2가 BAC1에 비해 3배에 가까운 마모률 의 차이를 보이고 BAC3는 BAC2보다 2배정도의 마모률 이 감소하였다. 즉, in-situ 석출물이나 ex-situ 강화입 자와 같은 제 2상의 형성이 비정질 기지 복합 재료의 내열성 및 내마모성을 향상시킨 것으로 판단된다.
References
[1] Trexler, M. M., Thadhani, N., “Mechanical proper- ties of bulk metallic glasses”, Prog. Mater. Sci., Vol.
55, No. 8, pp. 759-839, 2010.
[2] Ishida, M., Takeda, H., Nishiyama, N., Kita, K., Shimizu, Y., Saotome, Y., Inoue, A., “Wear resistiv- ity of super-precision microgear made of Ni-based metallic glass”, Mater. Sci. Eng. A, Vol. 449-451, pp. 149-154, 2007.
[3] N. Togashi, M. Ishida, N. Nishiyama, A. Inoue, “Wear
resistance of metallic glass bearings”, Rev. Adv. Mater.
Sci., Vol. 18, pp. 93-97, 2008.
[4] Luster, J. W., Heath, G. R., Kammer, P. A., “Forma- tion and characterization of corrosion-resistant amor- phous coatings by thermal spraying”, Mater. Manuf.
Processes, Vol. 11, No. 5, pp. 855-867, 1996.
[5] Scrivani, A., Ianelli, S., Rossi, A., Groppetti, R., Casa- dei, F., Rizzi, G., “A contribution to the surface analysis and characterisation of HVOF coatings for petro- chemical application”, Wear, Vol. 250, pp. 107-113, 2001.
[6] Cherigui, M., Feraoun, H. I., Feninehe, N. E., Aourag, H., Coddet, C., “Structure of amorphous iron-based coatings processed by HVOF and APS thermally spraying”, Mater. Chem. Phys., Vol. 85, No. 1, pp.
113-119, 2004.
[7] Yang, B., Liu, C. T., Nieh, T. G., Morrison, M. L., Liaw, P. K., Buchanan, R. A., “Localized heating and fracture criterion for bulk metallic glasses”, J. Mater.
Res., Vol. 21, No. 4, pp. 915-922, 2006.
[8] Park, D., Yi, S., “Fabrication of Fe-based amorphous matrix composites reinforced by tungsten powders”, J.
Korean Inst. Met. Mater., Vol. 45, pp. 698-705, 2007.
[9] Keryvin, V., Prasad, K. E., Gieguen, Y., Sangle- boeuf, J. C., Ramamurty, U., “Temperature dependence of mechanical properties and pressure sensitivity in metallic glasses below glass transition”, Philos.
Mag., Vol. 88, pp. 1773-1790, 2008.
[10] Stief, P. S., Spaepem, F., Hutchinson, J. W., “Strain localization in amorphous metals”, Acta Metall., Vol. 30, pp. 447-455, 1982.
[11] Donovan, P., “A yield criterion for Pd40Ni40P20 metallic glass”, Acta Mater., Vol. 37, No. 2, pp.
445-456, 1998.
[12] Liu, C. T., Heatherly, L., Horton, J. A., Easton, D.
S., Carmichael, C. A., Wright, J. L., Yoo, M. H., Chen, C. H., Inoue, A., “Test environments and mechani- cal properties of Zr-base bulk amorphous alloys”, Metall. Mater. Trans. A, Vol. 29, No. 7, pp. 1811- 1820, 1998.
[13] Chen, H., He, Y., Shiflet, G. J., Poon, S., “Deforma- tion-induced nanocrystal formation in shear bands of amorphous alloys”, Nature, Vol. 367 pp. 541- 543, 1994.
[14] Hays, C. C., Kim, C. P., Johnson, W. L., “Improved mechanical behavior of bulk metallic glasses con- taining in situ formed ductile phase dendrite”, Mater.
Sci. Eng. A, Vol. 304-306, pp. 650-655, 2001.
[15] Segu, D. Z., Choi, J. H., Yi, S., Kim, S. S., “Dry sliding tribological properties of Fe-based bulk metallic glass”, Tribol. Lett., Vol. 47, pp. 131-138, 2013.
[16] Jin, H. W., Park, C. G., Kim, M. C., “Friction induced amorphous phase formation observed in Fe-Cr-B-
Ni-Mo alloy thermal spray coatings”, Scr. Mater., Vol. 41, No. 6, pp. 589-595, 1999.
[17] Shin, K. S., Cho, C. W., Lee, Y. Z, “The effects of surface roughness on wear-life of DLC coating in dry sliding”, J. Korean Soc. Tribol. Lubr. Eng., Vol. 21, No. 3, pp. 130-135, 2005.
[18] Kumar, S., Kim, J., Kim, H., Lee, C., “Phase depen- dence of Fe-based bulk metallic glasses on proper- ties of thermal spray coatings”, J. Alloys Compd., Vol. 475, pp. L9-L12, 2009.
[19] C. Zhang, L. Liu, K. C. Chan, Q. Chen, C. Y. Tang,
“Wear behavior of HVOF-sprayed Fe-based amor-
phous coatings”, Intermetallics, Vol. 29, pp. 80-85, 2012.
[20] Fleury, E., Lee, S. M., Ahn, H. S., Kim, W. T., Kim, D. H., “Tribolgical properties of bulk metallic glasses”, Mater. Sci. Eng. A, Vol. 375-377, pp. 276-279, 2004.
[21] Dawson, B. D., Lee, S. M., Krim, J., “Tribo-induced melting transition at a sliding asperity contact”, Phys.
Rev. Lett., Vol. 103, No. 20, pp. 205502-1-4, 2009.
[22] Merkle, A. P., Marks, L. D., “Liquid-like tribology of gold studied by in situ TEM”, Wear, Vol. 265, No. 11-12, pp. 1864-1869, 2008.