SnBi 저온솔더의 플립칩 본딩을 이용한 스마트 의류용 칩 접속공정
최정열·박동현·오태성† 홍익대학교 공과대학 신소재공학과
Chip Interconnection Process for Smart Fabrics Using Flip-chip Bonding of SnBi Solder
J. Y. Choi, D. H. Park and T. S. Oh†
1Department of Materials Science and Engineering, Hongik University Seoul 121-791, Korea (2012년 9월 15일 접수: 2012년 9월 18일 수정: 2012년 9월 28일 게재확정)
초 록: SnBi 저온솔더의 플립칩 공정을 이용한 스마트 의류용 칩 접속공정에 대해 연구하였다. 캐리어 필름에 형성
한 Cu 리드프레임을 130oC에서 직물에 열압착 시킴으로써 Cu 리드프레임이 전사된 직물 기판을 형성하였다. 칩 시편에
SnBi 페이스트를 도포하여 솔더범프를 형성한 후 직물 기판의 Cu 리드프레임에 배열하고 180oC에서 60초 동안 유지시
켜 플립칩 본딩하였다. SnBi 저온솔더를 사용하여 형성된 스마트 의류용 플립칩 접속부의 평균 접속저항은 9 mΩ이었다.
Abstract: A chip interconnection technology for smart fabrics was investigated by using flip-chip bonding of SnBi low- temperature solder. A fabric substrate with a Cu leadframe could be successfully fabricated with transferring a Cu leadframe from a carrier film to a fabric by hot-pressing at 130oC. A chip specimen with SnBi solder bumps was formed by screen printing of SnBi solder paste and was connected to the Cu leadframe of the fabric substrate by flip-chip bonding at 180oC for 60 sec. The average contact resistance of the SnBi flip-chip joint of the smart fabric was measured as 9 mΩ.
Keywords: Smart fabric, Electronic textile, Flip chip, Contact resistance
1. 서 론
의류에 IT 기술을 융합함으로써 보온과 같은 의류 고유 의 기능에 더하여, 신호를 감지할 수 있으며 무선통신을 통해 외부와 자유로운 소통이 가능한 스마트 의류 또는 e-텍스타일(electrotextile)에 대한 연구가 최근 활발히 진행 되고 있다.1-4)의류와 디지털 기술을 융합하는 스마트 의 류 기술의 개발 초기에는 IT 기기들을 분리하여 의복 내 에 내장하는 형태로 의류는 보조적인 역할에 지나지 않 으며 착용과 사용상의 문제점이 있었다.1-3,5) 이와 같은 의 복단계에서의 융합기술이 갖는 문제점을 해결하기 위해 전도성사로 직물회로를 구성하고 IT 부품을 직물에 융합 하고자 하는 연구가 이루어지고 있으며, 대표적인 예로는 운동선수, 환자들의 심박을 모니터링 할 수 있는 생체신 호 모니터링 의복이 있다.1,2,4,6,7) 최근에는 직물 단계에서 의 융합에서 한걸음 더 나아가 섬유 단계에서 IT 기기와 센서들을 통합하고자 하는 연구가 이루어지고 있다.2)
스마트 의류의 요소기술로서는 전기신호 전달을 위한 전도성사 제조기술, 전도성사를 이용한 직물회로 형성기 술과 직물부품 기술, 직물기반 회로에 대한 칩 인터커넥
션 기술을 들 수 있다.2,3,8-11) 전도성사로는 여러가지 금속 섬유사와 금속 코팅사가 다양하게 개발되고 있으며, 이 들 전도성사를 이용하여 직물회로를 구현하는 방법으로 는 직조 기법, 자수 기법, 프린팅 기법, 부직포에 전도성 사를 배열 후 함께 융착하는 방법, 전도성 접착 테이프를 레이저 커팅하여 부착하는 방식 등이 다양하게 개발되고
있다.2,9,10)전도성사를 이용하여 개발된 직물부품으로는
전극, 안테나와 더불어 Ph 센서, 압력센서, 온도센서, 습 도센서 등 다양한 센서 부품이 개발되었다.2,12,13)
스마트 의류가 융합 IT 제품으로서의 충분한 기능을 발 휘하기 위해서는 이들 직물부품들에서 감지된 신호를 처 리하며 외부와 데이터를 주고받을 수 있는 반도체 칩이 필요하다. 그러나 직물섬유를 사용하여 반도체 칩을 형 성하는 것이 현재로서는 매우 어렵기 때문에 스마트 의 류의 구현을 위해서는 Si 반도체 칩을 직물회로와 연결 하는 칩 인터커넥션 기술이 필수적으로 요구된다.
스마트 의류용 칩 인터커넥션 기술로는 직물에 금속포 일로 단자를 형성한 후 칩을 와이어 본딩하는 방법,10) 직 물에 리드프레임을 스크린 프린팅 한 후 그 위에 칩을 와 이어 본딩하는 방법,14) 플렉시블 기판에 칩을 실장한 후
†Corresponding author E-mail: [email protected]
플렉시블 기판을 직물회로에 연결하는 방법이4,6,7,12) 사용 되고 있다. 이중에서 직물회로에 형성한 금속포일 단자 에 칩을 와이어 본딩하는 칩 인터커넥션 방법은10) 금속 포일 단자와 직물 사이의 접착력, 금속포일 단자와 전도 성사 금속코어 사이의 접합력 및 금속포일 단자와 본딩 와이어 사이의 접합력이 취약하며, 자동생산과 대량생산 에 부적합하다는 문제점이 있다. 반면에 스크린 프린팅 법을 이용한 칩 인터커넥션은14) 직물에 스크린 프린팅한 리드프레임의 도전성 입자 밀도가 낮아 전기저항이 크기 때문에, 와이어 본딩이 용이하게 이루어지지 않을 수 있 다. 또한 시간이 지남에 따라 스크린 프린팅한 리드프레 임에서 용매가 휘발하면서 균열이 발생하여 회로 open이 발생할 수 있는 문제점이 있다. 이에 비해 플렉시블 기판 을 이용한 칩 인터커넥션은4,6,7,12)견고하며 신뢰성이 우 수한 칩 접속이 가능한 장점이 있으나, 패키지의 크기가 커지는 단점이 있다.
본 논문에서는 스마트 의류용 칩 접속공정으로서 Cu 리드프레임을 직물에 전사시켜 형성한 직물 리드프레임 기판에 SnBi 저온솔더의 플립칩 공정을 사용하여 칩을 접속하는 공정기술에 대해 연구하였다. Cu 리드프레임을 직물에 전사하여 형성한 직물 리드프레임은 직물에 구멍 을 뚫고 이를 금속포일로 메꾸어 형성한 금속포일 단자 에 비해 직물과의 접착력이 우수하며, 스크린 프린팅으 로 형성한 리드프레임과 비교하여 전기전도도가 우수하 여 칩 접속저항을 낮출 수 있다. 또한 플렉시블 기판을 사 용한 칩 접속기술에 비해 패키지 크기를 소형화 할 수 있
는 장점이 있다.
2. 실험 방법
SnBi 저온솔더를 사용하여 직물 리드프레임 기판에 플 립칩 본딩하기 위한 칩 시편에서 전극과 SnBi 범프들의 배치도를 Fig. 1에 나타내었다. 플립칩 본딩에 사용할 칩 의 크기는 1 mm×1 mm 이었으며, 320 µm×810 µm 크기의 전극 패드에 150 µm×220 µm 크기의 SnBi 범프가 500 µm 피치로 두 개씩 배열되어 있는 형상이다.
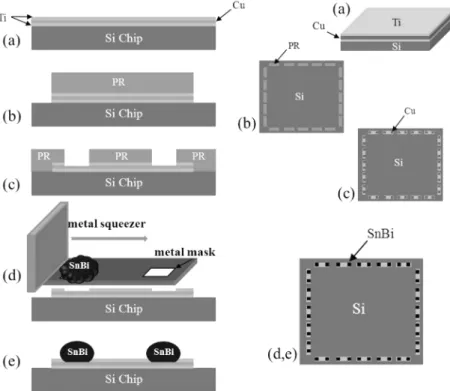
SnBi 범프가 형성되어 있는 칩 시편을 형성하기 위한 제조공정도를 Fig. 2에 나타내었다. 4인치 Si 웨이퍼에 Si 과 접착력이 우수한 Ti를 0.1 µm 두께로 DC 마그네트론 스퍼터링법으로 형성 후, 그 위에 접속저항 측정을 위한 배선층으로 Cu를 2 µm 두께로 스퍼터 증착을 하였다. 이 와 같은 Cu 층 위에 산화 방지를 위해 0.1 µm 두께의 Ti
Fig. 1. Schematic configuration of electrodes and SnBi solder bumps on a chip used for flip chip bonding to a fabric substrate.
Fig. 2. Schematic illustration for a process flow to make a chip specimen with SnBi solder bumps: (a) sputtering of Ti/Cu/Ti metallization, (b) electrode formation by etching of Ti/Cu/Ti, UBM formation by etching of top Ti, d) screen printing of SnBi solder paste, and (e) ball-up of the SnBi.
를 스퍼터 증착하여 Ti/Cu/Ti 다층구조를 형성하였다. 칩 회로배선 패턴을 제작하기 위해 Fig. 2(b)와 같이 AZ4620 포토레지스트를 사용하여 포토레지스트 패턴을 형성 후, 5% HF와 10% HNO3을 이용한 습식 에칭공정으로 회로배 선을 제외한 부위의 Ti/Cu/Ti 박막을 제거하여 전기적 특 성을 측정할 수 있는 daisy chain 형태의 배선을 형성하였 다. 이후 SnBi 솔더범프를 형성할 부위에 UBM을 형성하 기 위해, 회로배선이 형성된 Si 칩에 대해 2차 미세패턴 형성 공정 및 5% HF를 이용한 습식 에칭공정으로 Fig.
2(c)와 같이 UBM opening 부위의 Ti 박막을 제거하였다.
UBM이 형성된 칩 회로패턴에 Fig. 2(d)와 같이 메탈마스 크를 정렬하여 상용 SnBi 솔더 페이스트를 스크린 프린 팅 하였다. 상용 SnBi 솔더 페이스의 점도를 스크린 프린 팅에 적합하도록 조절하기 위해 SnBi 페이스트를 상온에 서 약 1분간 유지한 후, 메탈 마스크의 opening을 통해 칩 시편의 UBM (Under Bump Metallurgy)에 도포하였다. 도 포된 SnBi 페이스트의 볼업(ball-up)을 위해 160oC에서 3
분간 유지하였다.
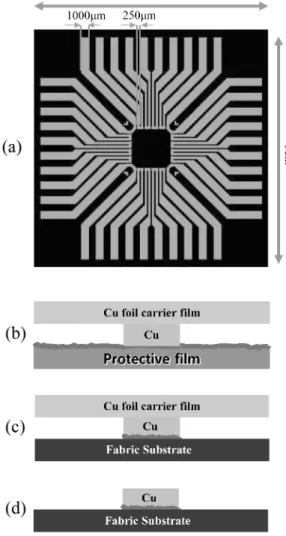
칩 시편을 플립칩 본딩하기 위해 Cu 리드프레임을 직 물에 열압착하여 전사시킴으로써 Cu 회로패턴이 형성된 직물 기판을 제작하였다. Fig. 3에 Cu 리드프레임의 전사 과정에 대한 모식도를 나타내었다. Fig. 3(a) 및 Fig. 3(b) 와 같이 캐리어 필름에 접착되어 보호필름으로 덮여있는 Cu 리드프레임의 보호필름을 제거한 후, Fig. 3(c)와 같이 직물 위에 위치시켜 hot-press 장비를 이용하여 130oC까지 5분간 승온하고 1분간 100 kg의 압력을 주었다. 그 후, 온 도를 상온까지 낮춘 후 Fig. 3(d)와 같이 캐리어 필름을 제 거함으로써, 직물 위에 Cu 리드프레임이 형성된 기판을 완성할 수 있었다.
플립칩 본더를 사용하여 칩에 형성한 SnBi 범프들을 직 물 기판의 Cu 회로패턴에 정렬하고, 3oC/sec의 승온속도 로 140oC까지 승온 후 60초간 예열과정을 거쳐 같은 승 온속도로 180oC까지 승온하여 60초 동안 유지하여 플립 칩 본딩하였다.
3. 결과 및 고찰
Fig. 4에 Cu 리드프레임을 전사시켜 형성한 직물 기판 의 광학현미경 사진을 나타내었다. 이 사진과 같이 캐리 어 필름에 형성한 Cu 리드프레임을 130oC에서 직물에 열 압착 시킴으로써 Cu 리드프레임이 전사된 직물 기판을 형성하는 것이 가능하였다. 이와 같이 130oC에서의 열압 착 공정에 의해 Cu 리드프레임을 캐리어 필름에서 분리 시키는 동시에 직물에 접착시키는 것이 가능한 이유는 Cu 리드프레임과 보호필름 사이에 있는 접착제, 즉 Cu 리 드프레임을 기판에 붙이는데 사용된 접착제의 녹는 온도 가 Cu 리드프레임을 캐리어 필름에 붙이기 위해 사용한 접착제의 녹는 온도보다 높기 때문이다.
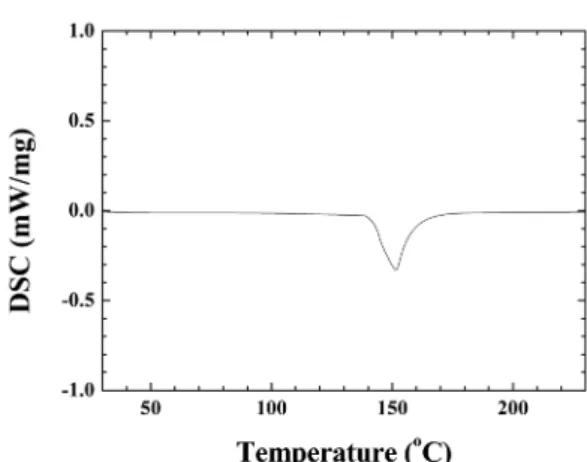
Fig. 5에 본 연구에서 사용한 SnBi 솔더 페이스트의 DSC (Differential Scanning Calorimetry) 분석 결과를 나타 내었다. SnBi의 용융이 138oC에서 시작하여 160oC에서 완료되었으며, 이와 같은 용융온도 구간을 Sn-Bi 이성분 계의 상태도와 비교시 SnBi 페이스트의 조성이 저온 플
Fig. 3. Schematic illustration of a fabric substrate: (a) top view of the Cu leadframe, (b) side view of the carrier film/Cu leadframe/
protective film structure, (c) hot-pressing of the Cu leadframe of a fabric after removing the protective film, (d) formation of a fabric substrate with the transferred Cu leadframe by removing the carrier film.
Fig. 4. Optical micrograph of the fabric substrate formed by transferring a Cu leadframe.
립칩 공정에 사용되는 Sn-58Bi 공정 조성에서 벗어나 52 wt% Sn-46 wt% Bi 또는 34 wt% Sn-66 wt% Bi 조성 중 의 하나인 것을 알 수 있다.15-17) Fig. 5와 같은 DSC 분석 결과로부터 SnBi 솔더 페이스트의 볼업 온도를 SnBi 페 이스트의 용융이 완료되는 온도인 160oC로 설정하였다.
본 연구에서 사용한 SnBi 솔더 페이스트는 미량의 플럭 스를 함유하고 있어 별도의 플럭스를 사용하지 않고서도 볼업이 가능하였다. Fig. 6에 SnBi 솔더범프의 볼업 전후 의 형상을 비교하였는데, 볼업 후 SnBi 범프의 높이는 약 80µm이었다.
Fig. 7에 볼업한 SnBi 솔더의 DSC 분석 결과를 나타내 었다. 볼업을 한 SnBi 솔더의 경우에는 138oC~170oC 온 도 구간에서 용융이 발생하여 볼업 처리 전에 비해 용융 온도 구간이 상승하였음을 알 수 있다. 볼업 처리에 의해 SnBi 솔더의 용융 종료온도가 상승한 것은 볼업 공정 중 에 발생한 Bi의 휘발에 기인한 것으로 판단된다.15) 볼업 공 정에 의한 용융종료 온도의 상승으로부터 SnBi 페이스트 의 조성은 52 wt% Sn-46 wt% Bi 또는 34 wt% Sn-66 wt% Bi 의 두가지 가능한 조성 중에서 52 wt% Sn-46 wt% Bi 조성 이며, 볼업 처리에 의해 SnBi 솔더의 조성이 60 wt% Sn- 40 wt% Bi 조성으로 변화된 것으로 판단할 수 있다. Fig. 7 에 있는 볼업한 SnBi 솔더의 DSC 분석 결과로부터 플립 칩 공정온도를 SnBi 솔더의 융융종료 온도보다 10oC 높 은 180oC로 설정하였다.
SnBi 솔더범프를 형성한 칩 시편을 직물 기판의 Cu 리 드프레임에 배열하고 플립칩 본딩하였다. 그 결과, Fig. 8
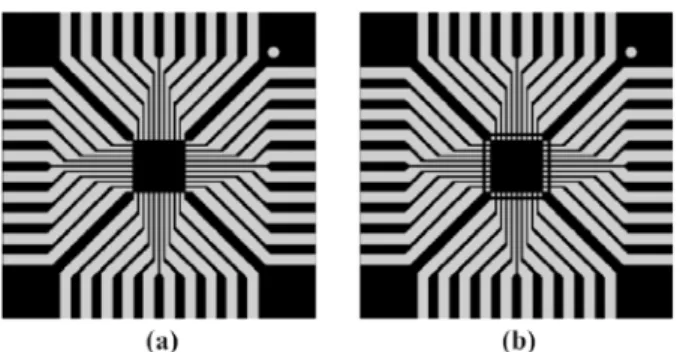
과 같이 솔더댐 처리를 하지 않은 기판 Cu 리드프레임 부 위에서 솔더의 퍼짐 현상으로 인해 이웃 범프들의 심한 bridging이 발생하였다. 이와 같은 솔더 퍼짐에 의한 범프 간 bridging을 방지하기 위해 직물 기판에 전사하는 Cu 리드프레임의 형상을 Fig. 9(a)와 같이 배선부가 끊어진 형태로 수정하였다. 또한 Cu 리드프레임을 타고 솔더가 바깥쪽으로 퍼지는 것을 방지하기 위해, Fig. 9(b)와 같이 유성팬을 사용하여 리드프레임에 경계를 만들어 솔더댐 역할을 하도록 처리하였다.
솔더 퍼짐을 방지하기 위해 배선회로를 분리시킨 Fig.
9(a)와 같은 형상의 Cu 리드프레임을 기판에 전사시켜 직 물기판을 형성하고 Fig. 9(b)와 같이 유성팬을 사용하여 솔더댐 처리를 한 후, SnBi 솔더범프가 형성되어 있는 칩 을 배열하고 솔더를 리플로우시켜 플립칩 본딩하였다. 이 때 플립칩 본딩은 SnBi 페이스트를 도포하고 볼업 처리 를 하지 않은 상태에서 플립칩 본딩하는 방법과 볼업 처 리를 한 후 플립칩 본딩을 하는 두가지 공정으로 수행하 였다. 이와 같은 두가지 방법으로 플립칩 본딩시 서로간 의 비교를 용이하게 하기 위해 볼업 처리의 유무에 관계 없이 플립칩 본딩 온도를 180oC로 고정하였다.
SnBi 페이스트를 도포한 상태로 볼업 처리없이 플립칩 본딩을 하는 경우는 SnBi 페이스트 내에 플럭스가 함유 Fig. 5. Differential scanning calorimetry analysis of the SnBi solder
paste.
Fig. 6. Scanning electron micrographs of the screen-printed solder paste (a) before and (b) after ball-up process.
Fig. 7. Differential scanning calorimetry analysis of the SnBi solder after ball-up process at 160oC.
Fig. 8. Scanning electron micrograph showing solder bridging and solder spreading on the Cu leadframe.
되어 있으므로 플럭스 처리를 따로 해줄 필요가 없다. 반 면에, 플립칩 본딩 전에 SnBi 솔더 페이스트를 볼업한 경 우에는 볼업 과정에서 페이스트 내에 함유되어 있던 플 럭스가 모두 소모되어서 플럭스 처리가 필요하며 플립칩 공정후 플럭스 세척을 해 주었다. Fig. 10에 두가지 방법 으로 플립칩 본딩한 시편들의 단면 주사전자현미경 사진 을 나타내었다. 볼업 처리를 하지 않고 SnBi 페이스트를 도포한 상태에서 바로 플립칩 본딩을 한 시편과 볼업 처 리를 한 후 플립칩 본딩한 시편을 비교시 접속부에 있는 SnBi 범프의 높이와 폭에 차이가 있었다. Fig. 10(b)에 있 는 볼업 처리를 한 후에 플립칩 본딩한 시편의 SnBi 범프 가 Fig. 10(a)에 있는 볼업 처리를 하지 않고 페이스트 도 포상태에서 바로 플립칩 본딩한 시편의 SnBi 범프에 비 해 높이가 높고 폭이 작은 형상을 나타내었다. 볼업 처리 의 유무에 따른 플립칩 접속부의 SnBi 범프의 형상 변화 는 SnBi 솔더 페이스트의 유동성에 기인한다. SnBi 솔더 페이스트에는 스크린 프린팅에 요구되는 유동성을 확보
하기 위해 바인더와 유기용매가 첨가되며, 160oC에서의 볼업 처리시 대부분의 유기용매와 바인더가 휘발하거나 산소와의 반응에 의해 타버리게 된다. 따라서 볼업 처리 한 SnBi 솔더의 유동성이 SnBi 페이스트에 비해 현저히 저하하여 옆으로 잘 퍼지지 않기 때문에, Fig. 10에서와 같 이 플립칩 접속부의 SnBi 범프가 볼업 처리를 하지 않은 페이스트 도포상태에서 바로 플립칩 본딩한 SnBi 범프에 비해 높이가 높고 옆으로 적게 퍼진 형상을 나타내었다.
Fig. 10(a)와 같이 볼업 처리없이 페이스트 도포상태에 서 바로 플립칩 본딩한 시편과 Fig. 10(b)와 같이 볼업 처 리 후에 플립칩 본딩한 시편에 대해 전기적 특성을 측정 한 결과, 두 시편에서 40개의 접속부들이 failure 없이 잘 본딩되어 있음을 확인할 수 있었다. 볼업 처리없이 페이 스트 도포상태에서 바로 플립칩 본딩한 시편에서 측정한 플립칩 접속부의 접속저항은 9.02 mΩ이었으며, 볼업 처 리 후에 플립칩 본딩한 시편의 접속저항은 9.04 mΩ으로 두가지 방법의 플립칩 공정에 의한 접속저항의 차이는 관 찰되지 않았다. 이와 같이 직물 기판의 Cu 리드프레임에 플립칩 본딩된 SnBi 접속부의 접속저항 값은 FR-4 기판 에 플립칩 본딩된 43 wt% Sn-37 wt% Bi 솔더 접속부에 대해 보고된 평균 접속저항 8 mΩ과 유사한 값이었다.18)
4. 결 론
(1) 캐리어 필름에 형성한 Cu 리드프레임을 130℃에서 직물에 열압착 시킴으로써 Cu 리드프레임이 전사된 직 물 기판을 형성하였다.
(2) SnBi 솔더 페이스트의 DSC 분석 결과 SnBi의 용융 이 138oC에서 시작하여 160oC에서 완료되었으며, 이로부 터 SnBi 페이스트의 조성이 Sn-58Bi 공정 조성에서 벗어 Fig. 9. Schematic illustration of a Cu leadframe processed by (a)
line separation to prevent solder bridging and (b) solder dam formation with oil pen coating to prevent solder spreading.
Fig. 10. Cross-sectional scanning electron micrographs of the flip-chip joints formed by flip-chip bonding of the SnBi solder bumps to the Cu leadframe of the fabric substrate (a) without and (b) with ball-up process of the SnBi solder paste.
난 52 wt% Sn-46 wt% Bi 조성임을 알 수 있다.
(3) 160oC에서 볼업 처리에 의해 SnBi 솔더의 용융온도 구간이 138oC~170oC로 변화하였으며, 이는 볼업 처리시 Bi 휘발에 의해 SnBi 솔더의 조성이 60 wt% Sn-40 wt%
Bi 조성으로 변화된 것에 기인한다.
(4) SnBi 솔더를 사용하여 직물기판의 Cu 리드프레임 에 플립칩 본딩한 접속부에 형성된 SnBi 범프 형상은 SnBi 솔더의 볼업처리 여부에 의존하였다. SnBi 페이스 트를 도포한 상태로 볼업 처리를 하지 않고 플립칩 본딩 을 한 시편의 SnBi 솔더범프가 볼업 처리를 한 후 플립칩 본딩한 시편의 SnBi 범프에 비해 높이가 낮고 접합면적 이 더 넓게 형성되었다.
(5) SnBi 솔더 페이스트를 도포한 상태에서 볼업 처리없 이 바로 플립칩 본딩한 접속부의 접속저항은 9.02 mΩ이 었으며, SnBi 솔더 페이스트를 볼업 처리 후에 플립칩 본 딩한 시편의 접속저항은 9.04 mΩ으로 두가지 방법의 플 립칩 공정에 의한 접속저항의 차이는 관찰되지 않았다.
감사의 글
본 연구는 한국전자통신연구원의 위탁과제 지원과 지 식경제부의 SW컴퓨팅산업융합원천기술개발사업의 지 원에 의해 이루어졌습니다(과제번호: G0120120610067).
참고문헌
1. Y. K. Son, J. E. Kim and I. Y. Cho, “Trends on Wearable Computer Technology and Market”, Electronics and Telecom- munications Trends, 23, 79 (2008).
2. J. E. Kim, H. T. Jeong and I. Y. Cho, “Trend in Digital Clothing Technology”, Electronics and Telecommunications Trends, 24, 20 (2009).
3. S. Wagner, E. Bonderover, W. B. Jordan and J. C. Strum,
“Electrotextiles: Concepts and Challenges”, Int. J. High Speed Electon. Syst., 12, 391 (2002).
4. T. Linz, R. Vieroth, C. Dils, M. Koch, T. Braun, K. F. Becker, C. Kallmayer and S. M. Hong, “Embroidered Interconnec- tions and Encapsulation for Electronics in Textiles for Wear- able Electronics Applications”, Adv. Sci. Technol., 60, 85 (2008).
5. S. J. Schwartz and A. Pentland, “The Smart Vest: Towards a Next Generation Wearable Computing Platform”, MIT Media
Laboratory Perceptual Computing Section Technical Report No. 504, pp.1-7 (1999).
6. T. Linz, C. Kallmayer, R. Aschenbrenner and H. Reichl, “Fully Integrated EKG Shirt Based on Embroidered Electrical Inter- connections with Conductive Yarn and Miniaturized Flexible Electronics”, Proc. 3rd Int. Workshop on Wearable and Implant- able Body Sensor Networks (BSN 2006), pp.23-26 (IEEE, 2006).
7. T. Linz, L. Gourmelon and G. Langereis, “Contactless EMG Sensors Embroidered onto Textile”, Proc. 4th Int. Workshop on Wearable and Implantable Body Sensor Networks (BSN 2007), pp.29-34 (IEEE, 2007).
8. D. Meoli and T. May-Plumlee, “Interactive Electronic Textile Development”, J. Textile Apparel, Technol. Manag., 2, 1, 2002.
9. E. R. Post, M. Orth, P. R. Russo and N. Gershenfeld, “E-broi- dery: Design and Fabrication of Textile-based Computing”, IBM Syst. J., 39, 840 (2000).
10. D. Marculescu, R. Marculescu, N. H. Zamora, P. Stanley- Marbell, P. K. Khosla, S. Park, S. Jayaraman, S. Jung, C. Lau- terbach, W. Weber, T. Kirstein, D. Cottet, Z. Grzyb, G.
Troster, M. Jones, T. Martin and Z. Nakad, “Electronic Tex- tiles: A Platform for Pervasive Computing”, Proc. IEEE, 91, 1995 (2003).
11. S. Park and S. Jayaramin, “Smart Textiles: Wearable Elec- tronic Systems”, MRS Bulletin, 27, 585 (2003).
12. R. Vieroth, C. Kallmayer, R. Ascenbrenner and H. Reichl, “A New Package for Textile Integrated RFID Tags”, Proc. 11th Electon. Packag. Technol. Conf., pp.240-243 (2009).
13. P. Lukowicz, T. Kirstein and G. Troster, “Wearable Systems for Health Care Applications”, Methods Inf. Med., 43, 232 (2004).
14. Y. Kim, H. Kim and H. J. Yoo, “Electrical Characterization of Screen-Printed Circuits on the Fabric”, IEEE Trans. Adv.
Packag., 33 196 (2010).
15. U. R. Kattner, “Phase Diagrams for Lead-Free Solder Alloys”, JOM, 54, 45 (2002).
16. J. Y. Choi, J. H. Lee, J. T. Moon and T. S. Oh, “Wafer-Level MEMS Capping Process Using Electrodeposition of Ni Cap and Debonding with SnBi Solder Layer”, J. Microelectron.
Packag. Soc., 16(4), 23 (2009).
17. S. C. Kim and Y. H. Kim, “Low Temperature Bonding Tech- nology for Electronic Packaging”, J. Microelectron. Packag.
Soc., 19(1), 17 (2012).
18. J. Kloeser, K. Heinricht, K. Kutzner, E. Jung, A. Ostmann and H. Reichl, “Fine Pitch Stencil Printing of Sn/Pb and Lead Free Solders for Flip Chip Technology”, IEEE Trans. Comp.
Packag. Manuf. Technol., 21, 41 (1998).