High-Temperature Tensile Strengths of Alloy 617 Diffusion Weldment
9
0
0
전체 글
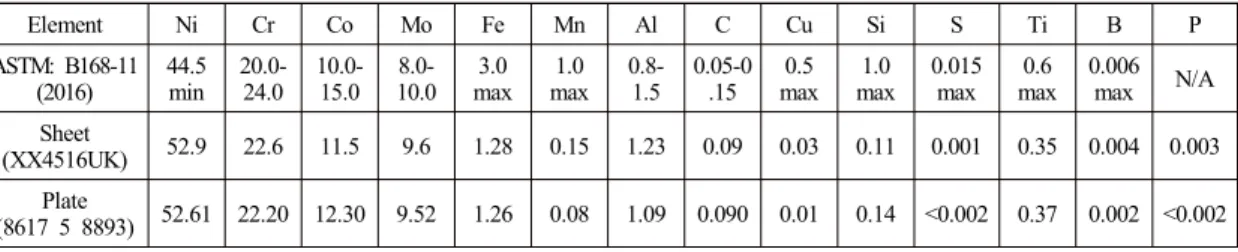
(2) 16. 사인진・황종배・김응선. 850 oC/70 기압 이상의 조건에서 생산된 고온의 열을 이용하여 일차 에너지원인 전기의 효율적인 생산과 이 차 에너지원인 수소의 대량 생산을 목표로 한다.(1-3) 원 자로 노심에서 생산된 고온의 열은 냉각재인 헬륨 기체 (helium gas)를 이용하여 2차 계통으로 전달된다. 이때, 기체 냉각재의 효율적인 열전달을 위해 우수한 건전성 이 확보된 중간열교환기 (IHX; intermediate heat exchanger)의 설계 및 제작 기술 개발이 요구된다. 효율적인 열전달을 위해 고집적열교환기 (CHE; compact heat exchanger) 중 하나인 인쇄기판형열교 환기 (PCHE; printed circuit heat exchanger) 가 초고온 가스로의 중간열교환기로 고려되고 있다. 인쇄기판 형열교환기는 고온가스로(4-6)를 포함하여 미래형원 자로시스템(7,8)과 일반 산업분야(9,10)의 다양한 환경 (온도, 압력, 유체)에 적용하기 위해 최근에도 연구가 활발히 수행되고 있으며, 미세유로 (micro channel) 제작을 위해 필요한 광화학 에칭 (photo-chemical etching)과 제작된 미세유로 판재 (plate) 또는 시트 (sheet)의 확산용접 (DFW; diffusion welding) 관련 연 구가 지속적으로 보고되고 있다. 확산용접은 재료를 고온 조건에 노출시켜 서로 맞 닿은 표면 원자들의 열적확산 (thermal diffusion)을 이용하는 기술로 미국기계학회 (ASME; America Society of Mechanical Engineering)에 기술된 용접 (welding) 방법 중 하나이다. 확산용접은 접합계면 부 근에서 결정립 성장 (grain growth) 과 결정립계 이동 (grain boundary migration)이 일어나 모재와 유사한 미세조직과 기계적 물성을 갖는다고 알려져 있다. 초 고온가스로의 설계 및 운전 온도를 고려할 때 고용강 화 니켈기초합금 (solid solution strengthening Ni-base superalloy)이 유력한 후보재료군에 해당되며, 해당 재료들에 대한 최적의 확산용접 조건을 도출하기 위 한 선행연구가 지속적으로 보고되고 있다.(11-19) 본 논문에서는 ASME 고온가스로와 액체금속로. 에 대한 실무위원회 (working group)에서 고온로 (High Temperature Reactor) 적용을 목표로 코드 등 재를 진행중인 초내열합금 Alloy 617을 이용하여(20) 확산용접재 (diffusion weldment)를 제작하고 접합 계면 물성 평가를 수행하였다. 미세조직 분석을 위 해 접합계면 근처에 생성된 석출물 분석을 수행하 였고, 확산용접재의 고온 적용을 위해 최대 1223 K (950 oC)까지 인장실험을 수행하였다. 또한, 허용응 력 (allowable stress)를 도출하기 위해 코드에 명시 된 절차에 따라 고온항복강도 (yield strength at temperature)와 고온인장강도 (tensile strength at temperature)를 제안하였다.. 2. 실험 절차 2.1 실험 재료 Table 1은 본 연구에서 사용된 초내열합금 Alloy 617 의 화학조성으로 실험에 사용된 판재 및 시트 모두 ASTM: B168-11 (R2016)에 제시된 UNS N06617의 화학조성을 만족함을 볼 수 있다. Alloy 617은 Ni-Cr-Co-Mo 합금의 일종으로 우수한 고온 산 화/부식 저항성을 위해 약 22 wt.%의 Cr을 함유하고, 우수한 고온 기계물성을 위해 Co와 Mo을 고용하고 있다. 안정된 외부산화막 (external oxide layers)을 형 성/유지하기 위해 미량의 Al도 포함하고 있다. 표에서 볼 수 있듯이, 확산용접재 제작 및 평가를 위해 Alloy 617 시트 (Heat No. XX4516UK)를 사용하 였으며 확산용접재의 고온 인장물성을 모재와 비교 를 위해 Alloy 617 판재 (Heat No. 8617 5 8893)를 사용하였다. 확산용접재 제작은 ASME 코드에서 제 시된 요건 (크기, 층수)을 따르기 위해 물 분사 (water jet) 방법을 이용하여 Alloy 617 시트를 200×200 mm2 치수로 절단하였고, 코드에서 요구하는 최소 접합계 면수 (50개의 계면)가 넘는 60장을 준비하였다.. Table 1 Chemical compositions of Alloy 617 sheet (XX4516UK, 1.6 mm thickness) and plate (8617 5 8893, 51.30 mm thickness) used in this study (wt.%) Element. Ni. Cr. Co. Mo. Fe. Mn. Al. C. Cu. Si. S. Ti. B. P. ASTM: B168-11 (2016). 44.5 min. 20.024.0. 10.015.0. 8.010.0. 3.0 max. 1.0 max. 0.81.5. 0.05-0 .15. 0.5 max. 1.0 max. 0.015 max. 0.6 max. 0.006 max. N/A. Sheet (XX4516UK). 52.9. 22.6. 11.5. 9.6. 1.28. 0.15. 1.23. 0.09. 0.03. 0.11. 0.001. 0.35. 0.004. 0.003. Plate (8617 5 8893). 52.61. 22.20. 12.30. 9.52. 1.26. 0.08. 1.09. 0.090. 0.01. 0.14. <0.002. 0.37. 0.002 <0.002. Transaction of the KPVP, Vol. 14, No. 1.
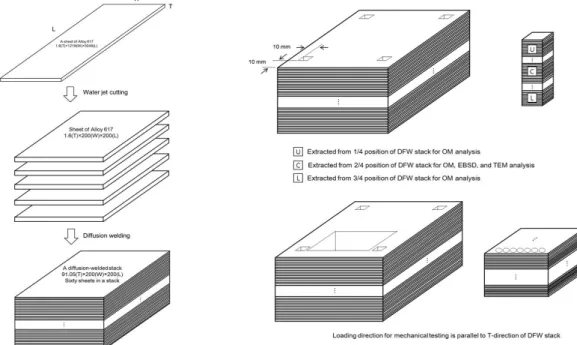
(3) Alloy 617 확산용접재의 고온 인장강도. 2.2 확산용접 ASME 코드에서는 확산용접의 용접절차시방서 (WPS; welding procedure specification)에 모재 등급 (base metal grade), 표면 마무리 (surface finish), 용가 재 (filler metal), 용접 후열처리 (PWHT; post weld heat treatment)의 온도 (temperature), 용접 후열처리 의 시간 (time), 용접 후열처리의 냉각속도률 (cooling rate), 노 분위기 (furnace atmosphere), 사전조립 세척 (preassembly cleaning), 블록 압축 (block compression), 용접 시간 또는 온도 (welding time or temperature)를 제시하고 있다. 본 연구에서는 이를 규격을 따라, 모재 등급은 ASTM: B168-11 (R2016) 을 만족하는 Alloy 617 시트 (두께: 1.6 mm)를 사용하였다. 표면 마무리 는 시트의 표면에 잔류하는 오염물질을 제거하기 위 해 SiC 1200-grit까지 기계적 연마 (mechanical grinding)를 수행하였다. 이때, 기계적 연마는 확산용 접재 제작을 위해 사용된 60장의 양면 모두 수행하였 다. 용가재는 물리적으로 접촉된 동종 합금간의 표면 근처 원자들의 확산에 비해 화학조성구배 (chemical gradient)를 형성하여 우수한 접합효율을 기대할 수 있으나, 모재와의 화학조성 차이를 일으켜 취성 (brittleness)을 갖는 2차상 (secondary precipitate)이 계 면 및 계면 근처에 형성될 수 있어 본 연구에서는 사용. 17. 하지 않았다. 용접 후열처리는 1150 oC에서 8시간 동안 수행하였다. 용접 후열처리 이후 냉각은 불활성 기체인 질소를 공급하여 상온으로 냉각시켰으며 냉각속도률은 측정하지 않았다. 확산용접은 고진공 (~ 10-6 Torr)에서 수행되었으며, 시트 장입 전 세척작업을 통해 노내 오염 물질을 최대한 제거하였다. 14.7 MPa의 일축 (uniaxial) 압축 하중을 2시간 (온도 안정화를 포함하여 총 4시간 이내) 동안 1150 oC에서 가하였다. 이러한 조건들을 통 해 제작된 확산용접재는 91.05(T)×200(W)×200(L) mm3 의 크기를 가지며, 접합전에 비해 높이 방향으로 약 3.3%의 두께 감소가 발생하였다.. 2.3 미세조직 관찰 미세조직 분석에는 광학현미경 (OM; optical microscopy)을 이용하였다. ASME 코드에서 제시하 는 평가 절차에 따라 Fig. 1과 같이 확산용접재의 상 부, 중심부, 하단부에서 각각 1개씩 채취하여 접합계 면 근처의 크랙 (crack), 불완전한 접합 (incomplete bond) 또는 공극 (porosity) 유무를 조사하였다. 조직 관찰을 위한 시험편 준비는 ASTM: E3-11 (R2017) 표준화 절차를 준수하였다. 코드에서 요구하는 평가 절차에 추가적으로, 확산 용접재 접합계면 근처 결정립 성장과 결정립계 이동. Fig. 1. Manufacturing and evaluation procedure for a diffusion weldment (not drawn to scale). 한국압력기기공학회 논문집 제14권 제1호 2018년 6월.
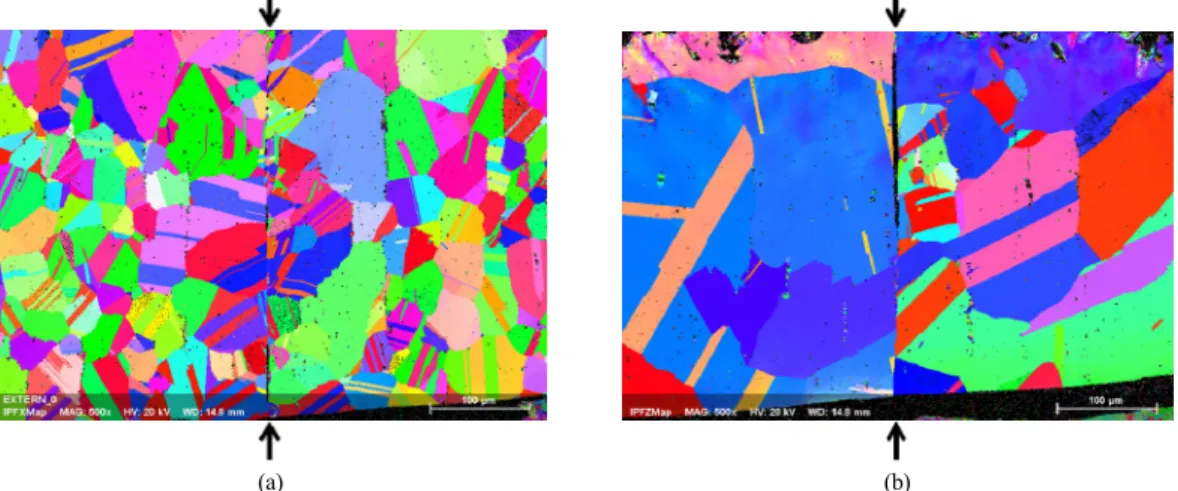
(4) 18. 사인진・황종배・김응선. 을 관찰하기 위해 전자후방산란회절 (EBSD; electron backscatter diffraction)을 수행하였으며, 시험편 준비. 상 (round bar) 형태로 지름 6.0 mm, 표점 거리 (gauge length) 30.0 mm를 갖는다. 만능시험기 MTS-810을 이. 는 이온빔 밀링 (ion beam milling) 방법을 이용하였다. 접합부 근처의 석출물 (precipitate) 관찰을 위해 화학 적 에칭 (HCl:HNO3 = 3:1)을 이용하여 접합계면과 결. 용하였으며, 인장변위계 (extensometer)를 표점거리 내 에 부착하여 인장실험을 수행하였다. 만능시험기의 크로스-헤드 (cross-head) 속도는 파단시까지 1.0. 정립계를 관찰하였으며, 투과전자현미경 (TEM; transmission electron microscopy, MTE30), 에너지분산 형분광분석법 (EDS; energy dispersive spectrometry),. mm/min으로 일정하게 유지하였으며, 이는 초기 표점 거리 기준으로 5.55×10-4/s에 해당한다.. 전자에너지손실분광법 (EELS; electron energy loss spectroscopy)를 이용하여 접합계면에 생성된 미세한 크기의 석출물을 규명하였다. 투과전자현미경용 시험. 3. 결과 및 토의. 편 채취는 화학적 에칭이 수행된 시험편에 대해 집속 이온빔 (FIB; focused ion beam) 방법을 이용하였다.. 2.4 인장물성 평가 ASME 코드는 확산용접재의 인장물성 평가에 대해 ASTM: A370-17a를 따라 접합방향에 수직 (perpendicular) 및 수평 (parallel) 방향으로 각각 최소 3개씩 수행하고, 인장강도값이 모재의 최소규정인장강도 (minimum specified tensile strength) 이상을 요구하고 있다. 본 연구에 사용된 재료는 비철 (nonferrous) 금속임 을 고려하여 ASTM: E8/E8M-16a과 ASTM: E21-17에 준하여 시험편을 제작하였다. 코드에서 요구하는 상 온 인장실험에 추가적으로 고온 (최대 1223 K)에서도 인장실험을 수행하였으며, 인장물성이 가장 취약할 것으로 예상되는 접합계면에 수직인 방향에 대해 3개 이상씩 수행하였다. 인장실험에 사용한 시험편은 봉. (a). 3.1 미세조직 관찰 확산용접재의 상부, 중심부, 하부에서 각각 1개 씩 채취한 시험편에 대해 광학현미경을 이용하여 결함 유무를 조사하였다. 이때, 관찰한 시험편은 화 학적 에칭이 수행되지 않았다. 코드에서 요구하는 50배와 100배 관찰 결과, 해당 배율에서 접합계면 근처에서 불완전한 접합이나 공극은 관찰되지 않 았다. 이는 수행된 확산용접 조건에서 높이 방향으 로 약 3.3%의 두께 감소가 일어났으며, 이 값은 적 층재 시트들을 물리적으로 접촉이 일어나기에 충 분한 것으로 판단된다. 석출물의 경우, 상부, 중심 부, 하부에서 모두 접합계면에 다량의 석출물이 형 성되어 접합계면이 쉽게 구별되었다. 한편, 확산용접을 통해 결정립 크기 변화 및 결 정립계 이동을 관찰하기 위해 전자후방산란회절 분석을 수행하였다 (Fig. 2). 그림에서 볼 수 있듯 이, as-welded에서는 용체화 열처리 (solid solution. (b). Fig. 2 EBSD micrographs of the diffusion-welded Alloy 617 near the interface. Arrows indicate the interface: (a) as-welded (1150 ˚C/14.7 MPa/2 h) and (b) after PWHT (1150 ˚C/8 h). Transaction of the KPVP, Vol. 14, No. 1.
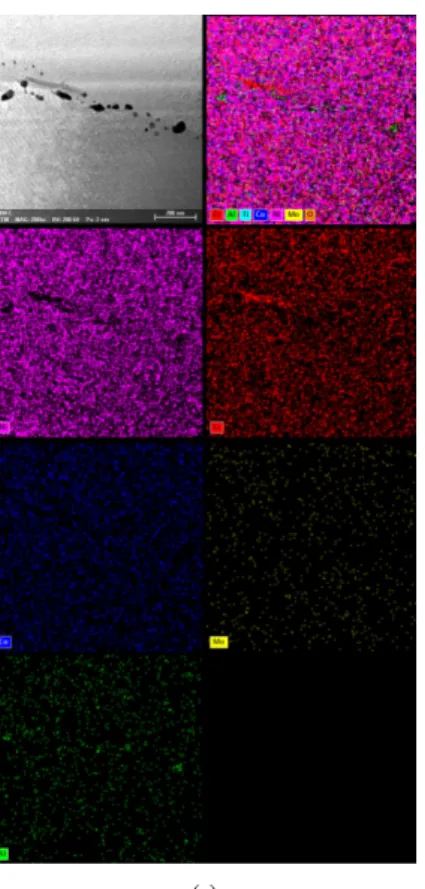
(5) Alloy 617 확산용접재의 고온 인장강도. 19. annealing) 부근의 온도 (1150 oC)에서 2시간 이상 노출이 되었음에도 불구하고 결정립 크기는 모재. 규명하였다 (Fig. 3). 그림에서 볼 수 있듯이, 접합 계면을 따라 이차상들이 석출된 것을 확인할 수 있. 수준으로 유지되고 있는 것을 볼 수 있다. 그러나, PWHT 이후에는 과도한 결정립 성장이 발생한 것 을 볼 수 있다. 한편, 접합계면에서는 as-welded와. 다. 에너지분산형분광분석법 매핑 (mapping)을 통 해 Cr-rich 인 석출물 (Fig. 3(a)의 짙은 회색)과 Al-rich인 석출물 (Fig. 3(a)와 3(b)의 검은색)임을. PWHT 시험편 모두에서 접합계면을 가로질러 결정 립계 이동이 발생하지 않은 것을 볼 수 있다. 확산 용접재 접합계면을 관찰한 선행연구 결과에서는. 확인할 수 있었다. 경량 원소 분석을 위해 수행된 전자에너지손실분광법 결과, Cr-rich 석출물에 대해 574 eV에 해당하는 Cr L2,3와 모재 대비 강한 C 피. 철계 합금(9.10)과 일부 니켈 합금 (Hastelloy X(12), Hastelloy C-22(15))의 확산용접재 결정립계 이동이 활 발하게 일어나 모재와 접합계면을 경계를 구분하기. 크가 확인되었으며, Al-rich 석출물에 대해 532 eV 에 해당하는 O K피크가 확인되었다. 미량 (0.35 wt.%) 포함된 Ti에 의한 피크 (455.5 eV에 해당하. 힘들었으나, 대부분의 니켈계 합금 (Incoloy 800HT(11), Alloy 690(11), Alloy 600(11), Alloy 617(13,14,19), Alloy 230(13), A286(17), SU 263(18))의 확산용접재에서는 접. 는 Ti L2,3)는 없었다. Cr-rich 탄화물의 경우, 모재 및 열시효 (thermal aging)된 Alloy 617의 결정립계에 주로 관찰된다. 시간-. 합계면의 경계가 명확하여 모재의 미세조직과 큰 차이가 있다고 보고되고 있다. 제한된 결정립계 이동을 설명하기 위해, 투과전. 온도-상변태 (TTT; time-temperature-transformation) 곡선에서는 확산용접이 수행된 용체화 열처리 온도 범위 (1150 oC)에서는 Cr-rich 탄화물이 형성될 수 없. 자현미경을 이용하여 접합계면에 형성된 석출물을. 으나, 확산용접 이후 냉각과정에서 충분히 빠른 냉각. (a). (b). Fig. 3 TEM/EDS analysis for the as-welded Alloy 617 at the interface: (a) low magnification and (b) high magnification. 한국압력기기공학회 논문집 제14권 제1호 2018년 6월.
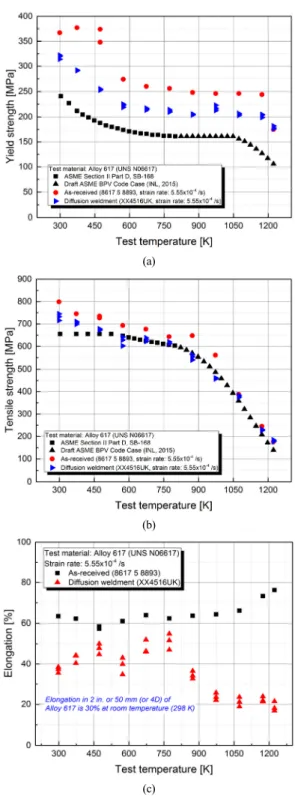
(6) 20. 사인진・황종배・김응선. 이 이루어지지 않아 접합계면에 석출된 것으로 보인 다. Al-rich 산화물의 경우, 확산용접이 수행된 고진 공 (~ 10-6 Torr)의 산소 분압 (oxygen partial pressure) 에서 형성이 가능하다. 특히, 접합계면을 따라 불연 속적으로 형성된 Al-rich 산화물은 확산용접시 원자 들의 열적확산을 방해하여 접합계면의 이동을 억제 시켰을 것으로 예상되며, 이로 인하여 모재와 접합계 면의 미세조직이 큰 차이를 가져온 것으로 판단된다.. 3.2 고온 인장특성 Fig. 4은 확산용접 및 용접 후열처리가 수행된 시 편에 대한 상온 및 고온 (최대 1223 K)에 대한 인장실 험 결과이다. 그림은 확산용접재의 강도 비교를 위해 ASME Section II Part D에 등재된 저온 범위 (303-798 K)와 고온 범위 (823-1223 K) 코드 등재를 위해 문헌 에 보고된 값20)을 함께 보여주고 있다. 또한, 본 연구 에서 실험을 통해 얻은 모재 Alloy 617의 강도값도 함께 표시되어 있다. 연신율 (elongation)의 경우, ASME 코드에서 따로 제시하지 않아 본 연구에서 실 험을 통해 얻은 모재 Alloy 617 값을 함께 나타내었 다. 앞서 실험절차에서 기술한 바와 같이, 실험에 사 용한 모재 (1개 또는 2개)와 확산용접재 (3개)는 상온 과 고온에서 수행되었다. Fig. 4(a)에서 볼 수 있듯이, 모든 실험 온도 범위 에서 확산용접재의 항복강도는 코드에서 제공 또 는 제공 예정인 값에 비해 월등히 높은 것을 볼 수 있다. 모재와 비교한 경우, 확산용접재의 항복강도 가 전체적으로 낮으나 최대 실험 온도 (1223 K)에 서는 항복강도가 비슷한 수준임을 알 수 있다. 확산용접재의 인장강도는 항복강도와 다른 경향 을 보여준다 (Fig. 4(b)). 473 K (200 oC) 이하의 실 험 온도에서는 코드에서 제공하는 값에 비해 높으 나, 573 K (300 oC) 이상의 실험 온도에서는 코드에 서 제공 또는 제공 예정인 값에 비해 낮거나 유사 한 수준으로 확산용접재의 고온 적용에 주의가 필 요하다. 현재 코드에서 제공 또는 제공 예정인 인 장강도는 모재 Alloy 617에 해당하는 것으로 확산 용접재에 대한 많은 실험결과를 통해 여유도 (margin)가 확보된 감소 계수 (reduction factor)를 통 해 확산용접재의 고온 적용도 가능할 것으로 기대 된다. 또한, 현재 ASME (2017년판) 코드에서 요구 하는 확산용접재에 대한 인장물성은 모재의 최소 규정인장강도 이상만 요구하고 있다. 즉, 본 실험을. Transaction of the KPVP, Vol. 14, No. 1. (a). (b). (c). Fig. 4 Tensile testing results of diffusion-welded Alloy 617 at elevated temperatures. Strengths are compared with the as-received specimens and code requirements: (a) yield strength, (b) tensile strength, and (c) elongation.
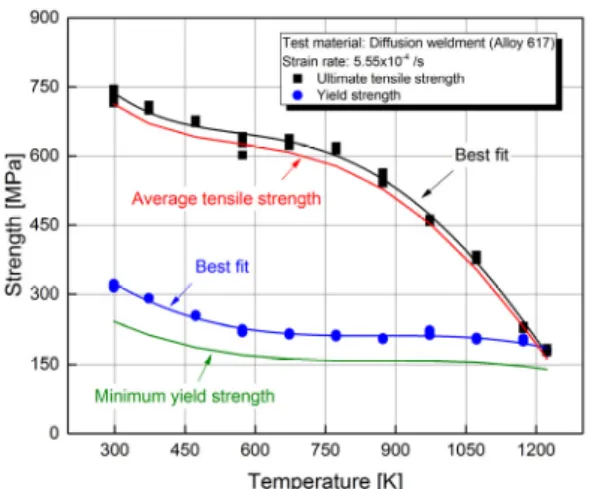
(7) Alloy 617 확산용접재의 고온 인장강도. 통해 얻은 확산용접재의 상온 인장강도는 3개 시험 편 모두에서 700 MPa 이상으로 ASME 코드에서 요구하는 단조 (forging) Alloy 617의 상온 인장강도 (655 MPa)보다 높아 제작된 확산용접재가 현재 코 드에서 요구하는 규격을 만족함을 알 수 있다. 연신율은 ASME 코드에서 따로 요건을 제시하 고 있지 않으나, ASTM: B168-11 (R2016)에서 UNS N06617의 상온 연신율을 30% 이상 요구한다. Fig. 4(c)에서 볼 수 있듯이, 시험에 사용된 3개의 시험 편 모두 약 40% 수준의 높은 연신율을 가져 제작 된 확산용접재가 적절함을 확인할 수 있다. 873 K (600 oC) 이하의 모든 실험 온도 범위에서는 30% 이상의 우수한 연신율을 유지하고 있으나, 973 K (700 oC) 이상의 실험 온도 범위에서 연신율이 급 격하게 감소하여 약 20% 수준에 그침을 볼 수 있 다. 이들 값은 모든 실험 온도 범위에서 60% 이상 의 연신율을 유지하는 모재에 비해 낮은 것으로 확 산용접재의 고온 적용에 주의가 요구된다.. 3.3 허용응력 제안 ASME Section II Part D Mandatory Appendix 1에 서는 허용응력 (allowable stress) 제정 기준을 제시 하고 있다. 상온허용응력은 인장강도와 항복강도를 통해 결정되며, 고온허용응력은 인장강도, 항복강 도, 응력 파단 (stress rupture), 크립율 (creep rate)에 의해 결정된다. 본 절에서는 앞절에서 얻은 인장물 성값 (항복강도, 인장강도)을 이용하여 허용응력을 구하기 위해 필요한 Sy(T)와 Su(T)를 제안하고자 한 다. 물론, 코드에서는 Alloy 617 (SB-168)에 대해 948 K (G4, G29, T18) 또는 923 K (G4, G5, G29, T17) 이상의 온도에서 시간에 의존하는 허용응력 이 제시되어 있다. 즉, 고온 허용응력을 구하기 위 해서는 응력 파단과 크립율 실험 결과가 필수적이 나, 이는 향후에 확산용접재에 대한 크립 실험을 통해 보다 정확한 허용응력을 얻을 수 있을 것으로 기대된다. 코드에 제시된 최소항복강도 (minimum yield strength) 결정 절차는 다음과 같다. 실험을 통해 얻 은 상온 및 고온 항복강도값을 상온항복강도값으 로 정규화 (normalization) 시킨다. 정규화 분포에 대해 최소 자승 피트 (least square fit)를 통해 RY(T) 를 구한다. 이때, RY(T)는 모재 Alloy 617에 대한 선행연구에서 3차 다항식 (third polynomial)이 적절. 21. 하다고 보고되었으며,(21,22) 본 연구에서도 같은 경 향을 얻었다. 요구되는 고온최소항복강도 (Sy(T))는 수식(1)과 같이 상온최소항복강도 (SY)와 RY(T)의 곱으로 결정된다. Sy(T) = SYRY(T). (1). 유사한 방법으로 평균인장강도 (average tensile strength)도 결정할 수 있다. 실험을 통해 얻은 상온 및 고온 인장강도값을 상온인장강도값으로 정규화 시키고, 최소 자승 피트를 통해 RT(T)를 구한다. 이 때, RT(T)는 모재 Alloy 617에 대한 선행연구에서 4 차 다항식 (fourth polynomial)이 적절하다고 보고되 었으며,21,22) 본 연구에서도 같은 경향을 보였다. 요 구되는 고온평균인장강도 (Su(T))는 수식(2)와 같이 상온최소인장강도 (ST)와 RT(T)와 인자 (factor; 1.1) 의 곱으로 결정된다. Su(T) = 1.1 × STRT(T). (2). 피팅에 사용된 RY(T)와 RT(T)는 각각 수식 (3)과 (4)와 같다. RY(T) = 1.89111 – 0.00426・T + 4.90557E-6・T2 - 1.88016E-9・T3. (3). RT(T) = 1.73307 – 0.00458・T + 9.09648E-6・T2 - 7.69638E-9・T3 + 2.04144E-12・T4. (4). Fig. 5은 코드에 제시된 최소항복강도와 평균인 장강도 결정 절차에 따른 피팅결과를 보여준다. 코 드에서 제시하는 절차를 따를 경우, 최소항복강도 는 저온영역과 고온영역 모두에서 여유도가 크다. 모재 Alloy 617의 경우, 저온영역에서 여유도가 크 나, 고온영역에서는 여유도가 줄어든다고 보고된바 있다.(21,22) 이러한 차이는 인장결과가 최대 1223 K (950 oC)의 데이터를 이용하여 피팅을 수행하였기 때문으로 보이며, 보다 높은 온도 범위의 인장실험 결과를 통해 개선이 요구된다. 유사하게, 모재 Alloy 617의 평균인장강도도 저온영역에서 여유도 가 크나, 고온영역에서 여유도가 줄어든다고 보고 된바 있으나,(21,22) 확산용접재는 취약한 접합계면 미세조직으로 인하여 모든 실험 온도 범위에서 여 유도가 크지 않은 것을 볼 수 있다. 그러나, 제안된. 한국압력기기공학회 논문집 제14권 제1호 2018년 6월.
(8) 22. 사인진・황종배・김응선. 위에서는 30% 이상의 우수한 연신율을 유지하였으 나, 973 K (700 oC) 이상의 실험 온도 범위에서 연 신율이 급격하게 감소하였다. 실험에서 얻은 인장물성을 이용하여 허용응력 결정을 위해 필요한 Sy(T)와 Su(T) 를 제안하였다. 확산용접부에 적용하는 이음 계수를 고려할 경우, 제작된 확산용접재는 코드 요건을 모두 만족하여 고온 설계가 가능함을 확인하였다.. 후 기. Fig. 5 Minimum yield strength and average tensile strength at temperature of diffusion-welded Alloy 617. 피팅은 모재 Alloy 617와 비교한 결과로 확산용접 재에는 감소 계수가 고려되어야 한다. 현재 ASME Section VIII Code Case에서는 확산용접재의 이음 계수 (joint factor)로 방사선투과검사 (radiographic examination)를 수행되지 않은 용접부에 적용하는 값 (0.7)을 제시하고 있으며, 23) 이 값을 고려할 경 우 확산용접 기술은 고온 설계 및 제작이 가능함을 알 수 있다.. 4. 결 론 본 연구에서는 인쇄기판형열교환기 제작에 필요 한 핵심기술 중 하나인 확산용접을 ASME 코드 요 건에 준하여 제작하였고, 코드 절차에 따라 미세조 직 평가 및 인장실험을 수행하여 다음과 같은 결론 을 얻었다. 접합계면 근처에서 크랙, 불완전한 접합과 공극 은 관찰되지 않았으나, 미세한 크기의 Cr-rich 탄화 물과 Al-rich 산화물이 접합계면을 따라 형성되었 다. 석출된 이차상들은 접합계면 (결정립계) 이동을 방해하여 접합계면 근처의 미세조직이 모재와 차 이를 보였다. 항복강도는 모든 실험 온도 범위에서 코드에 제 시된 값에 비해 월등히 우수하였으나, 인장강도는 573 K (300 oC) 이상의 온도 범위에서 코드에서 제 공 또는 제공 예정인 값에 비해 낮거나 유사한 수 준에 그쳤다. 873 K (600 oC) 이하의 실험 온도 범. Transaction of the KPVP, Vol. 14, No. 1. This research was supported by the Nuclear Research and Development Program of the National Research Foundation of Korea (NRF) grant funded by the Ministry of Science, ICT & Future Planning (2016M2A8A1952772 and 2017M2A8A1014758).. 참고문헌 (1) Chang, J., Kim, Y. -W., Lee, K. -Y, Lee, Y. -W., Lee, W. J., Noh, J. -M., Kim, M. -H., Lim, H. -S., Shin, Y. -J., Bae, K. -K., and Jung, K. -D., 2007, “A Study of a Nuclear Hydrogen Production Demonstration Plant,” Nucl. Eng. Technol., Vol. 39, No. 2, pp. 111-122. (2) Lee, W. J., Kim, Y. W., and Chang, J., 2009, “Perspectives of Nuclear Heat and Hydrogen,” Nucl. Eng. Technol., Vol. 41, No. 4, pp. 413-426. (3) Locatelli, G., Mancini, M., and Todeschini, N., 2013, “Generation IV Nuclear Reactors: Current Status and Future Prospects,” Energ. Policy, Vol. 61, pp. 1503-1520. (4) Song, K. -N., Hong, S. -D., and Park, H. -Y., 2012, “High-Temperature Structural Analysis on the Small-Scale PHE Prototype under the Test Condition of Small-Scale Gas Loop,” Transactions of the Korean Society of Pressure Vessel and Piping, Vol. 8, No.1, pp. 1-7 (in Korean). (5) Song, K. -N., Hong, S. -D., and Park, H. -Y., 2012, “High-Temperature Structural Analysis on the Medium-Scale PHE Prototype under the Test Condition of Small-Scale Gas Loop,” Transactions of the Korean Society of Pressure Vessel and Piping, Vol. 8, No.1, pp. 33-38 (in Korean). (6) Takeda, T., Kunitomi, K., Horie, T., and Iwata,.
(9) Alloy 617 확산용접재의 고온 인장강도. (7). (8). (9). (10). (11). (12). (13). (14). K., 1997, “Feasibility Study on the Applicability of a Diffusion-Welded Compact Intermediate Heat Exchanger to Next-Generation High Temperature Gas-Cooled Reactor,” Nucl. Eng. Des., Vol. 168, pp. 11-21. Clark, D. E., Mizia, R. E., Glazoff, M. V., Sabharwall, P., and McKellar, M. G., 2012, “Diffusion Welding of Alloys for Molten Salt Service - Status Report,” INL/EXT-12-24589 Rev. 1, Idaho National Laboratory. Nestell, J., and Sham, T. -L., 2015, “ASME Code Consideration for the Compact Heat Exchanger,” ORNL/TM-2015/401, Oak Ridge National Laboratory. Miwa, Y., Noishiki, K., Suzuki, T., and Takatsuki, K., 2013, “Manufacturing Technology of Diffusion-Bonded Compact Heat Exchanger (DCHE),” Kobelco Technology Review, No. 32, pp. 51-56. Kim, J. K., Shim, D. N., Seon, C. Y., Yang, K. H., Park, H. J., and Kim, D. J., 2017, “Development of Printed Circuit Heat Exchanger for Hydrogen Station Using Diffusion Bonding,” J. of Welding and Joining, Vol. 35, No. 5, pp. 57-64 (in Korean). Hong, S., Kim, S. H., Jang, C., and Sah, I., 2015, “The Effect of Post-Bond Heat Treatment on Tensile Property of Diffusion Bonded Austenitic Alloys,” Trans. Korean Soc. Mech. Eng. A, Vol. 39, No. 2, pp. 1221-1227 (in Korean). Sah, I., Hwang, J. -B, Hong, S. -I., Kim, E. -S., and Kim, M. -H., 2017, “Effect of Heat Treatment on the Diffusion-Bonded Ni-Base Alloy Hastelloy X,” Korean J. Met. Mater., Vol. 55, No. 2, pp. 114-123 (in Korean). Sah, I., Kim, D., Lee, H. J., and Jang, C., 2013, “The Recovery of Tensile Ductility in Diffusion-Bonded Ni-Base Alloys by Post-Bond Heat Treatments,” Mater. Design, Vol. 47, pp. 581-589. Totemeier, T. C., Tian, H., Clark, D. E., and Simpson, J. A., 2005, “Microstructure and Strength Characteristics of Alloy 617 Welds,” INL/EXT-05-00488, Idaho National Laboratory.. 23. (15) Basuki, W. W., Kraft, O., and Aktaa, J., 2012, “Optimization of Solid-State Diffusion Bonding of Hastelloy C-22 for Micro Heat Exchanger Applications by Coupling of Experiments and Simulations,” Mat. Sci. Eng. A-Struct., Vol. 538, pp. 340-348. (16) Mizia, R. E., Clark, D. E., Glazoff, M. V., Lister, T. E., and Trowbridge, T. L., 2013, “Optimizing the Diffusion Welding Process for Alloy 800H: Thermodynamic, Diffusion Modeling, and Experimental Work,” Metall. Mater. Trans. A, Vol. 44A, pp. S154-S161. (17) Suzumura, A., Onzawa, T., and Tamura, H., 1983, “Solid State Diffusion Weldability of High Temperature Alloy A286 and Hastelloy X,” Transactions of the Japan Welding Society, Vol. 14, No. 2, pp. 26-32. (18) Ravisankar, B., Krishnamoorthi, J., Ramakrishnan, S. S., and Angelo, P. C., 2009, “Diffusion Bonding of SU 263,” J. Mater. Process. Tech., Vol. 209, pp. 2135-2144. (19) Song, C. H., Yoon, S. H., and Choi, J. S., 2015, “A Study of Diffusion Bonding Process for High Temperature and High Pressure Micro Channel Heat Exchanger using Inconel 617,” Korean J. Air-Cond. Refrig. Eng., Vol. 27, No. 2, pp. 87-93 (in Korean). (20) Wright, J. K., 2015, “Draft ASME Boiler and Pressure Vessel Code Case for Use of Alloy 617 for Class A Elevated Temperature Service Construction,” INL/EXT-15-36305, Idaho National Laboratory. (21) Sham, T. -L., Eno, D. R., and Jensen, K. P., 2008, “Treatment of High Temperature Tensile Data for Alloy 617 and Alloy 230,” Proceedings of PVP2008, Chicago, July 27-31, PVP2008-61128. (22) Kim, W. -G., Yin, S. -N., Park, J. -Y., Hong, S. -D., and Kim, Y. -W., 2012, “An Improved Methodology for Determining Tensile Design Strengths of Alloy 617,” J. Mech. Sci. Technol., Vol. 26, No. 2, pp. 379-387. (23) ASME Section VIII Code Case 2621-1, 2015 Edition.. 한국압력기기공학회 논문집 제14권 제1호 2018년 6월.
(10)
수치
+3
관련 문서
As the manufacturing technology of a laser welding equipment supplying directly a high density heat energy in the joining part, which is different from
5.16 Overall heat transfer coefficient and convective heat transfer coefficient of hot side according to mass flow rate and inlet temperature (High temperature condition)
That is, the expansion of material by high temperature and distortion by cooling during welding process is caused by tensile and compressive residual stresses in welding
3. In case of gold alloy inner crown, gold alloy outer crown was better than GES outer crown in retentive force. However, retentive force of gold alloy outer
7 Effect of annealing temperature on the tensile properties of high manganese austenitic stainless steel with two phases of reversed austenite and
: Nanocrystalline Materials, High Temperature Superconductors, Metallic Glass (1960), Quasi-crystal (1984), Gum Metal (2003), High Entropy Alloy
Development of Low - Temperature Fuel Performance Analysis Code for Micro Ultra Long Life Lead - cooled Fast Reactor. Ji Won Mun and
For this reason, in this study, comparing the traditional manufacturing process and relatively high temperature of exhaust gas heat and CO2 laser
