한국표면공학회지 J. Kor. Inst. Surf. Eng.
Vol. 42, No. 2, 2009.
<연구논문>
NdFeB 영구자석에의 Al/Al2O3 다층막 코팅 및 부식 특성
정재인*, 양지훈
포항산업과학연구원 설비자동화연구본부
Preparation of Al/Al
2O
3Multilayer Coatings on NdFeB Permanent Magnet and their Corrosion Characteristics
J. I. Jeong*, J. H. Yang
Facility & Automation Research Division, Research Institute of Industrial Science & Technology, Pohang City, Gyoung-buk 790-330, Korea
(Received March 30, 2009 ; revised April 29, 2009 ; accepted April 30, 2009)
Abstract
Various types of multilayer coatings including Al/Al2O3 structure have been prepared on Nd-Fe-B permanent magnet to modify the morphology of the coating and to enhance the corrosion resistance of the magnet.
Magnetron sputtering has been employed to make the multilayer coatings. Al2O3 sputtering conditions were optimized in reactive sputtering by varying the deposition parameters. The formation of Al2O3 film was con- firmed from the binding energy shift measured by electron spectroscopy for chemical analysis. 3 types of coating structures were designed and prepared by magnetron sputtering. The coating structures consist of (1) single Al coating, (2) modified coatings having oxide or plasma treated layer in the middle of coating structure, and (3) Al/Al2O3 multilayer coatings. Surface and cross-sectional morphologies showed that Al/
Al2O3 multilayer grew as a layered structure, and that very compact Zone 3 like structure were formed. X- ray diffraction peak showed that the crystal orientations of multilayer coatings were similar to that of the bulk powder pattern. Hardness increased drastically when the Al thickness was around 1ìm in the Al/Al2O3 multilayer. From the salt spray test and pressure cooker test, it has been shown that the multilayer coatings showed good corrosion resistance compared to Al single or modified layer coatings.
Keywords: Nd-Fe-B permanent magnet, Multilayer coating, Reactive magnetron sputtering, Aluminum and Al
2O
3film, Physical vapor deposition
1. 서 론
영구자석은 전기 모터는 물론 미터계, 셔터 등과
같은 센서류, 스피커, 기록매체 등 전기, 전자 기기
산업 분야에 매우 폭넓게 사용되고 있으며 그응용 방법도 매우 다양하다. 영구자석으로 가장 많이 사
용되는 물질로는 Ferrite, Alnico(Aluminum, Nickel, Cobalt의 합금), Sm-Co, 그리고 R-Fe-B(R: Rare earth metal) 등이 있다. R-Fe-B 화합물 자석 중에
서 Nd이 첨가된 Nd-Fe-B 자석(이하 Nd 자석)은 1983년 처음으로 알려지면서 상품화된 것으로 현재
가장 널리 이용되고 있는 영구자석이다1-2). Nd 자
석은 성분 배합에 따라 다양한 조성의 화합물이가 능하며 그 중에서도 Nd2Fe14B의 화합물이 가장 잘
알려져 있다. Nd 자석은 잔류 자속밀도와 보자력이
Ferrite 등에 비해 2~3배가 높고 최대에너지적
(Maximum energy product)이 다른 자석에 비해 5
배 이상 많게는 10배까지 높다는 것이다1). 이러한 장점에도 불구하고 Nd계 소결 자석은 퀴리온도
(Curie temperature)가 낮아 사용시 동작온도가 낮고
대기 중에서 쉽게 부식된다는 단점을 가지고 있 다3-5). 이러한 단점을 극복하고 보다 특성이 우수한 영구자석을 개발하기 위한 연구가 꾸준히 진행되어
오고 있다6,7). Nd 자석의 부식 방지를 위해서는 크
*Corresponding author. E-mail : [email protected]
한계를 가지게 된다. 뿐만 아니라 이들 방법들은 대 부분 유해한 물질을 배출하는 공정을 포함하고 있 어 환경친화적인 공정의 개발이 요구되고 있다. 이
같은 문제들을 해결하기 위해 일본이나 미국 그리 고 유럽 등에서는 플라즈마를 기반으로 한 진공코 팅기술(물리증착 또는 화학증착)을 이용하여 각종
질화물과 산화물, 다성분 및 다층박막 등을 코팅하
여 Nd 자석의 내식성을 향상시키고자 하는 시도들
이 있었으며, 이들 중 다층박막 코팅의 경우는 산 업재산권 확보는 물론 부분적인 양산이 이루어지고
있는 것으로 알려지고 있다17,18).
알루미늄 코팅은 열 및 전기적 특성이 뛰어나고 내식성이 우수하기 때문에 산업상 응용분야가 매우 다양하다. 반도체의 Metallizing19)은 물론 각종 금속
의 내식성 향상20-22)과 함께 다양한 용도의 광학부
품23) 등에도 알루미늄을 피막 처리하여 사용하고 있다. 최근에는알루미늄 합금에 의한 부식방지와24)
알루미늄이 첨가된 투명도전막 등의 제조에도 널리 이용되고 있다25).
진공증착 방법을 이용하여 알루미늄을 Nd계 영
구자석에 코팅할 경우 피막 내에 결함 및 Pore 등
이 다량 존재하여 충분한 내식성을 구현하지 못하
게 된다. 이를 해결하기 위해 보통 10~20µm 정도
로 두껍게 코팅을 하고 후처리를 통해 내식성을 확 보하고 있으나 기존의 Ni 도금 등과 비교하여 여
전히 신뢰성이 저하된다는 단점이 있다.
본 논문에서는 Nd계 영구자석의 내식성을 향상 시키고 신뢰성을 확보하기 위해 마그네트론 스퍼 터링 방법을 이용하여 Nd계 소결 자석에 알루미
늄을 기본으로 하는 다양한 형태의 코팅층을 형성 시켰으며 특히 알루미늄과 산화알루미늄으로 이루 어진 다층막을 제조하여 코팅층의 조직 변화와 피 막의 밀착력 및 경도 변화를 측정하였고 부식실험 을 통해 코팅된 영구자석의 내식성 변화를 조사하 였다.
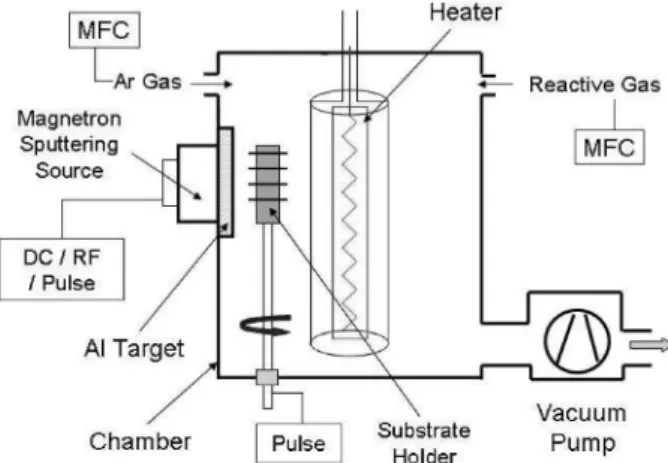
다. 진공 펌프는 10−6Torr 이하의 기본 진공도를 얻
기 위해 Diffusion 펌프와 Booster 펌프 그리고
Rotary 펌프로 이루어져 있다. 스퍼터링 소스는 4''
크기의 원형 마그네트론 소스이며 DC 및 Pulse 그
리고 RF 전원장치가 부착되어 있어 필요에 따라 바꾸어 사용할 수 있다. 기판홀더는 회전이 가능하
며 바이어스 전원을 인가할 수 있도록 진공 용기와 는 절연되어 있다. 기판홀더에는 최대 1,000V까지
인가가 가능한 펄스 전원을 부착하여 글로 방전에 의한 기판 청정에 이용하였다. 기판홀더 근처에는
저항 발열체를 이용한 히터가 설치되어 있어 기판 을 최고 300oC까지 가열할 수 있으며, 열전대를 부
착하여 온도 측정 및 제어가 가능하다. 스퍼터링용
아르곤 가스와 산화알루미늄 박막 제조를 위한 산 소 가스를 주입하고 유량을 조절하기 위해 MFC (Mass flow controller)를 설치하여 이용하였다. 진
공 용기내의 잔류 가스의 영향을 최소화하기 위해 서 용기의 초기 진공도는 2×10−6Torr 이하가 되도 록 하였다.
본 연구에서 사용된 기판은 외경이 15 mm이고
내경이 8 mm이며 두께가 2 mm인 Ring 형태의 Nd
자석으로 자전이 되는 기판홀더에 고리를 이용하여
Fig. 1. Schematic diagram of the experimental system.
걸어서 회전시키면서 자석 전면에 코팅하였다.
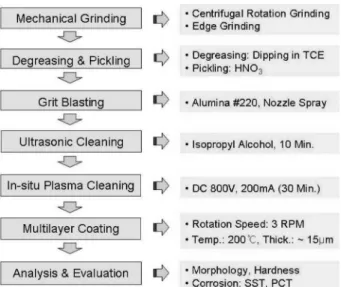
그림 2는 본 연구에서 실시한 실험방법을 순서대
로 정리한 것이다. 시편의 전처리 및 코팅 그리고
분석·평가의 순서로 진행하였다.
Nd 자석은 먼저 기계적인 연마와 오일제거 및 산
세를 거쳐 Grit blasting에의해 균일한 조도를 부여
한 다음 아세톤과 알코올을 이용한 초음파 세척을 실시하였고 진공 용기에 장착한 후 펄스전원을 이
용하여 800V에서 30분간 글로 방전을 이용한 플라
즈마 청정을 실시하였다. 코팅 시편은 3가지 형태
의 기본적인 코팅층 설계를 바탕으로 제조하였고 코팅된 시편에 대한 분석 및 평가를 실시하였다.
본 연구에서 제조한 코팅 시편의 분석은 SEM (Scanning Electron Microscope)과 ESCA(Electron Spectroscopy for Chemical Analysis) 그리고 XRD
(X-ray Diffraction)를 이용하였고, 미소경도 및
Scratch tester (REVTEST; CSM Instruments)를 이
용하여 경도 및 밀착력을 측정하였으며 염수분무 시험(SST; Salt Spray Test) 및 가압내습시험(PCT;
Pressure Cooker Test) 장치를이용하여 내식성을 평
가하였다.
3. 결과 및 고찰
3.1 산화알루미늄 (Al2O3) 코팅 조건 도출
다층막 제조를 위해 우선 반응성 스퍼터링을 이 용하여 Al2O3 박막의 제조조건을 도출하였다. 반응 성 스퍼터링에 의한 Al2O3 박막을 제조하기 위해
우선 산소 가스 주입에 따른 알루미늄 타겟의 전류
-전압 특성을 조사하였다.
그림 3은알루미늄 타겟의 인가 전력을 1.3 kW로
일정하게 유지한 상태에서 산소 가스 유량에 따른 용기내의 진공도 변화를 나타낸 그래프이다. 이때
Ar 가스 유량은 60SCCM으로 고정하였으며 기판과
타겟 사이의 거리는 12 cm이었다. 산소 가스 유량
이증가하는경우(Metallic mode)에유량이 13SCCM
까지는 압력에 큰 변화가 없다가 14SCCM 이상에
서 급격히 증가한 후다시 서서히 증가하는 양상을
보이고 있다. 반대로 50SCCM부터 유량을 줄여가
는 상황(Reactive mode)에서는 8SCCM까지 선형적
으로 감소하다가 7SCCM이되면 급격히 낮아져 초 기 상태로 돌아가는 반응성 스퍼터링의 전형적인
Hysteresis 곡선을 보여주고 있다. 이러한 Hysteresis
곡선이 나타나는 이유는 산소 가스 유량을 증가시 켜가면 타겟 표면에 산화물이 생성되고 이 산화물 로 인해 증착속도가 느려지면서 압력이 급격히 증 가하다가 산소 가스를 줄여나가는 상황이 되면 산 소 가스와 반응한 산화물이 타겟 표면에 지속적으 로 남아있기 때문이다.
그림 4는 그림 3과 동일한 조건에서 산소 가스 유량에 따른 타겟 전압(그림 4의 (a)) 및 증착율(그
림 4의 (b))의 변동을 나타낸 그래프이다. 산소 가
스 유량이 증가하는 경우는 약 14SCCM에서 전압
이 떨어지기 시작하여 15SCCM이 되면 260V 이하
로 급격하게 떨어지게 된다. 이때 산소가 알루미늄 과 반응하는 소위 반응성 스퍼터링이 일어나는 상
태가 된다. 15SCCM 이후에는 전압변동이 그다지
크지 않으며 비교적 일정한 값을 유지함을 볼 수
있다. 반대로 산소 가스 유량을 50SCCM부터 낮추
어 가면 8SCCM까지도 전압이 낮게 유지됨을 볼
수 있다. 즉, 압력과 마찬가지로 전압에서도 Hysteresis가 나타나고 있다는 것이다. 한편, 그림 4
의 (b)와 같이 증착율에서도 전압 변동과 유사한
Fig. 2. Experimental procedure for multilayer coating and analysis.
Fig. 3. Hysteresis curve of pressure according to the
oxygen flow rate during Al
2O
3sputtering.
Hysteresis가 나타남을 볼 수 있다.
그림 3과 그림 4의 조건을 바탕으로 산소유량을
각각 10SCCM과 15SCCM에서 산화알루미늄 시편
을 제조하고 제조된 피막의 화학적 성분을 ESCA
를 이용하여 분석하였다.
그림 5는 실리콘 Wafer 상에 산화알루미늄 피막
을 제조하고 ESCA를 이용하여 표면을 분석한 다
음 Al 2p 피크의 결합에너지 변화를 나타낸 그래
프이다. 그림의 (a)는 산소 가스 유량을 10SCCM으
로 하여 제조한 것이고 (b)는 산소 가스 유량을
15SCCM으로 하여 피막을 제조한 경우이다. 결합
에너지 데이터는 피막 제조 후 아무런 처리 없이 그대로의 표면을 분석한 것과 아르곤 이온을 이용
하여 표면을 5 nm 스퍼터링하여 표면 불순물을 제
거한 후 측정한 것을 비교하였다.
산소가스 유량이 10SCCM일 경우는 알루미늄 금
속 피크가 상당량 존재하나 15SCCM이 되면 대부
분이 Al2O3로 이루어진 산화물 피크만으로 이루어
져 있음을 확인할 수 있었다.
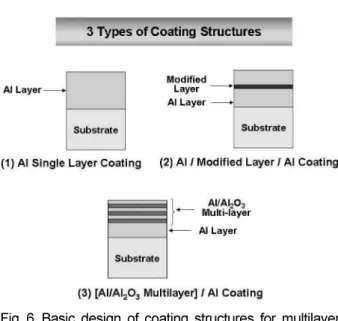
3.2 다층막 설계 및 제조
영구자석의 부식 특성 개선을 위해 조사된 자료 및 예비실험을 바탕으로 코팅층의 Design을 수행하
였다. 그림 6은 코팅층 설계시 고려한 기본적인 개
념도이며 크게 3가지로 구분하여 그림으로 나타낸
것이다. 우선, 알루미늄 단일층을 기본으로 하고 알
루미늄 코팅층을 형성하되 중간에 변형층(Modified
layer)을삽입한 경우 그리고 알루미늄을 먼저 코팅
하고 그 위해 알루미늄과 Al2O3를 다층으로 제조하
는 3가지 방법으로 코팅층을 설계하였다.
그림 6의 기본 코팅구조를 바탕으로 실험조건을
달리하여 최종적으로 6가지 시편을 선정하였으며
각각의 시편에 대한 Layer 구성 및 조건을 표 1에
나타내었다. 15µm 두께를 가지는 알루미늄 단일층
시편 1종류와 중간에 Modified layer를 형성시킨 3
종류의 시편, 그리고 Al/Al2O3의 기본 구조로 이루
Fig. 4. Hysteresis curve of target voltage (a) and deposition rate (b) according to the oxygen flow rate during Al
2O
3sputtering.
Fig. 5. Change of Al 2 p binding energy according to the oxygen flow rate.
어진 다층막을 지니는 2종류의 시편 등 총 6종류
의 코팅시편을 제조하였다. 2번 시편은 알루미늄의
두께를 7.5µm하고 Al2O3를 한 시간 코팅한 다음 다시 그 위에 알루미늄을 7.5µm 코팅한 경우이며 3번과 4번 시편은 2번 시편과 동일하되 Al2O3코팅
대신에 Ar 가스를 이용한 플라즈마 처리를 1시간
실시한 경우(3번)와 Ar과 O2를 혼합한 상태에서 플
라즈마 처리를 실시한 경우(4번)이다. 5번 시편은
계면에 알루미늄을 2.5µm 코팅하고 그 위에 Al(2.5µm)/Al2O3(30분 코팅)로 이루어진 층을 5회
반복하여 코팅한 시편이며 6번은 계면에 알루미늄 을 5µm 코팅하고 그 위에 Al(1µm)/Al2O3(30분코
팅)로 이루어진 층을 10회 반복하여 코팅한 시편
이다.
표 2는 다층막 제조에 사용된 각각의 공정 조건 을 나타낸 것이다. 기판온도는 200oC로 고정하였고
스퍼터링 소스와 기판간의 거리는 12 cm를 유지하
였으며 기판의 회전속도는 3RPM로 유지하였다. 기
판의 청정은 아크 방지를 위해 Pulse 전원을 이용
하였고 알루미늄은 740Å/min의 속도로 증착하였 고, 산화알루미늄은 60Å/min의속도로 증착하였다. Modified layer는 중간에 Al2O3 피막을 제조한 것과
함께 펄스 전원을 이용하여 Ar 및 Ar+O2 가스 분
위기에서 플라즈마 처리를 실시하여 차이를 비교하
였다. 이때 플라즈마 처리 조건은 Pulse DC 800V,
200 mA이었고 아르곤과 산소 유량의 비율은 4:1로
고정하였다.
3.3 다층막의 분석 및 평가
코팅한 시편에 대해 표면 및단면의 형상을 SEM
으로 관찰하고 코팅층의 성분을 EPMA를 이용하여
분석하였다.
Fig. 6. Basic design of coating structures for multilayer
coating.
Table 1. Coated samples and their layer structures
Sample No. Number of Al
Layer Total Al Thickness
(Nominal) Layer Structure and Thickness (Left: Top Layer)
1 1 15 µm Al(15 µm)/Sub.(Substrate)
2215 µm Al(7.5 µm)/Al
2O
3(1 hr)/Al(7.5 µm)/Sub.
3 215 µm Al(7.5 µm)/Ar Plasma(1 hr)/Al(7.5 µm)/Sub.
4 215 µm Al(7.5 µm)/Ar+O
2Plasma(1 hr)/Al(7.5 µm)/Sub.
5 6 15 µm
[Al(2.5µ
m)/Al2O3(30 min)]×
5/Al(2.5µ
m)/Sub.6 11 15 µm
[Al(1µ
m)/Al2O3(30 min)]×
10/Al(5µ
m)/Sub.Table 2. Process parameters and their conditions for multilayer coatings
Parameters Variables and Values Remarks
Substrate Parameters − Temperature: 200
oC, − Distance: 12 cm
− Rotation Speed: 3 RPM −
In-situ Cleaning −
Ar Pressure: 6×
10−2 Torr−
Pulse Power: 800V, 200 mAArc Suppression
Al Sputtering − Ar Pressure: 2.5×10
−3Torr
− Power: 1.3 kW (280~330V, 3.6~4.2 A)
740Å
/minAl
2O
3Sputtering − Ar/O
2Flow Rate: 60/15 SCCM (3.4×10
−3Torr)
− Power: 1.3 kW (280~320V, 4.0~5 A) 60 Å/min Ar Plasma Treatment − Ar Pressure: 6×10
−2Torr
− Pulse Power: 800V, 200 mA Modified Layer
Ar+O
2Plasma Treatment − Ar/O
2Flow Rate: 120/30 SCCM (6×10
−2Torr)
− Pulse Power: 800V, 200 mA Modified Layer
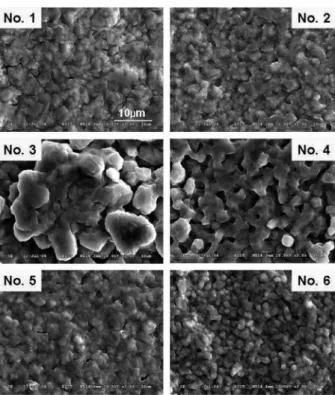
그림 7과 8은 코팅 시편의 표면과 단면의 형상을
보여주는 SEM 사진이다. 표면의 형상은 시편에 따
라 큰 차이를 보이지 않으며 덩어리 형태의 조직이 뭉쳐진 형상을 보이고 있다. 다만 아르곤 또는 아
르곤과 산소 가스를 이용하여 중간에 플라즈마 처
리를 실시한 Modified 코팅 시편은 다른 시편에 비
해 기공 형태의 형상이 더 많이 관찰되고 있다.
단면은 매우 치밀하며 부분적으로 재결정화가 일
어난 Zone 3 구조를 보이고 있다. 코팅층의 두께는
설계한대로 대략 15µm가 코팅되어 있음을 알 수 있다. 계면 또한 치밀하며 기판과 연속적으로 밀착
해 있고 계면 들뜸 현상이나 Pore 등은 관찰되지
않고 있다. 중간층으로 Al2O3를 코팅한 시편은 단 면의 중간에 줄무늬 형태의 불연속 층이 보이고 있 으나 아르곤 또는 아르곤과 산소 가스를 이용하여 플라즈마 처리를 실시한 3번과 4번 시편에서는 중
간층의 구분은 뚜렷이 드러나지 않았다. 아르곤 플
라즈마 처리를 실시한 시편의 경우 결정이 매우 크 게 성장하였고 따라서 결정과 결정 사이에 큰간격
(Pore)이 나타나고 있는데 이는 그림 7의 표면형상
에서도 관찰할 수 있다.
알루미늄과 산화알루미늄을 다층으로 제조한 5번
과 6번 시편은 다층의 구조가 뚜렷하게 나타나고
있으며 코팅층이 Layer 형태로 성장하고 있음을 볼
수 있다. 이러한 성장으로 인해 두께 방향으로의
Pore는 거의 관찰되지 않고 있다.
EPMA를 이용하여 코팅층 단면의 성분을 분석한
결과 알루미늄만으로 이루어진 코팅 시편의 경우
산소가 7 at.% 미만으로 검출되었고, 산화알루미늄
을 다층으로 제조한 시편의 경우 대략 16 at.% 정
도가 검출되었다. 알루미늄 코팅 시편의 경우 산소
는 주로 계면에서 검출되었다.
그림 9는코팅층의 성장조직및우선 배향을 XRD
를 통해 분석한 그래프이다. 코팅층 설계를 대표하
는 3가지 즉, 알루미늄 단일층 시편 (No.1)과 플라
즈마 처리층이 포함된 시편 (No.4) 그리고 다층막
시편 (No.6)의 3종류를 나타내었다.
피크의 위치나 개수 등에서는 큰 차이를 보이고 있지 않으며다만, 피크 강도비에서 조건에 따라다
소 차이를 보이고 있다. 그림의 그래프에서 Sub.는
기판에서 나온 피크를 의미한다. 알루미늄을 제외
Fig. 7. Surface morphologies of multilayer coatings. Fig. 8. Cross-sectional morphologies of multilayer coatings.
Fig. 9. X-ray diffraction profiles of multilayer coatings
(No.1, No.4, and No.6).
한 다른 성분의 피크는 전혀 관찰되지 않았으며 특 히 알루미늄과 산화알루미늄을 다층으로 제조한 6
번 시편에서도 산화알루미늄의 피크는 전혀 측정되 지 않았다. 이는 본 실험에서 제조한 산화알루미늄
피막이 결정화되지 않은 상태로 코팅되었음을 의미 하는 것이다.
그림 10은 코팅층의 성장방위 즉, 배향성을 확인
하기 위해 피크의 강도비 즉, Al(111)을 기준으로
하여 Al(200)/Al(111)과 Al(311)/Al(111)의 피크 강
도비를 계산하고 그 결과를 JCPDS 카드(#4-0787)
상에 나타난 ASTM의 Powder diffraction 값과 비
교한 것이다. 일반적인 진공증착 피막의 경우 (200)
또는 (111)면으로 강하게 우선 배향하여 성장하는
것으로 알려져 있는데, 본 연구에서 코팅한 알루미
늄 단일층의 시편(1번 시편)에서도 (200)면으로 우
선 배향하여 성장하고 있음을 볼 수 있다. 그러나
Modified layer를 포함하는 시편이나 다층막이 코팅
된 시편에서는 Power diffraction 패턴과 유사한 배
향성을 보이고 있다. 다만, Al(311)/Al(111)의 피크
강도비는 Powder diffraction 값에 비해 전체적으로
다소 낮게 나타나고 있다. 코팅층의 조직이 Powder
diffraction 값과 유사하게 나타나는 것은 코팅층의
조직이 재배열을 통해 Bulk와 유사하게 성장하였음
을 의미하며 이는 앞서 SEM 사진을 바탕으로 설
명한 것과 같은 맥락으로 이해할 수 있다.
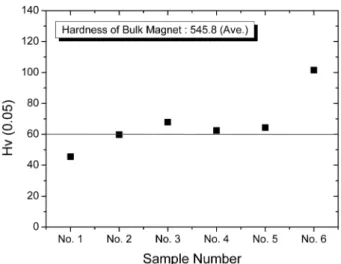
코팅된 시편의 코팅층 경도 변화를 관찰하기 위 해 마이크로 비커스 경도계를이용하여 미소경도를 측정하였다. 하중은 50 g이었고 비교를 위해 코팅 되지 않은 영구자석의 경도도 동시에 측정하였다.
그림 11은 코팅 시편의 평균 경도를 나타낸 그래
프이다. 알루미늄 단일층의 경우 Bulk 알루미늄에
비해 낮은 경도 값을 나타내었고 그 이외의 시편은
대체로 금속 알루미늄과 유사하거나(약 60 Hv, 그 림의 실선) 높은 값을 보이고 있다. 특히 6번 시편
의 경우는 경도가 100 이상으로 측정되어 다른 시
편에 비해 2배 정도의 높은 값을 보이고 있다. 6번
시편의 경우 Al/Al2O3로 구성된 층이 10층 코팅된
것으로 이들 산화물 층이 경도 증가에 기여한 것으 로 판단된다. 한편, 5번 시편의 경우는 6번 시편과
유사한 다층막을 가지고 있으나 경도가 그다지 크 게 상승하지 않았는데 이로부터 경도가 증가하기
위해서는 Al/Al2O3로 구성된 코팅층의 임계 두께가
존재하는 것으로 판단할 수 있다. 즉, 알루미늄이 1µm으로 이루어진 다층막에서는 경도가 크게 상
승하나 2.5µm 이상이 되면 산화알루미늄에 의한
경도 증가 효과가 크지 않다는 것이다.
코팅층의 밀착력을 평가하고 차이를 비교하기 위 해 CSM Instruments사의 Scratch tester를 이용하여
임계하중(Critical load)을 측정하였다.
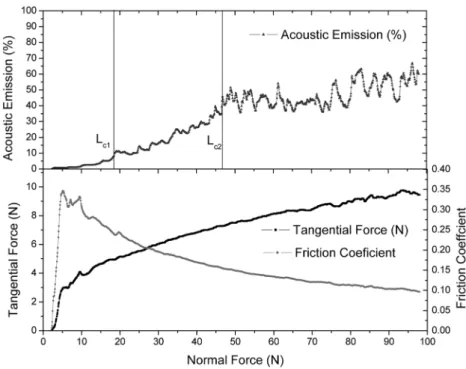
그림 12는 5번 시편에 대해 스크래치 시험을 실
시하고 Normal load의증가에따른 Tangential force
와 Friction coefficient 그리고 AE(Acoustic emission)
신호의 변동을 측정한 그래프이다. AE 신호를 보
여주는 그래프에서 Lc1과 Lc2는각각 코팅층 자체의 파괴 및 코팅층과 기판 사이의 분리 시에 음파 신 호의 급격한 변화가 발생할 때의 하중 즉, 임계하 중을 나타낸다. 임계하중의 결정은 AE 신호의 급
격한 변동과 함께 스크래치 영상의 변화로부터 측 정된 값이다. 코팅층 파괴 양상은 잘정의되지는 않
았으나 Lc1은 20N 부근에서 나타나며 Lc2는 47N 부 근에서 나타나 전체적으로 밀착력이 우수함을 확인 할 수 있었다. 비교 시험편인 Ni 코팅의 경우 약 15N 부근에서 박리가 발생하였다. 본 연구에서 제
조한 모든 시편에서 임계하중은 코팅 조건에 관계
Fig. 10. Intensity ratio of diffraction peak of (200)/(111)
and (311)/(111). Fig. 11. Hardness change of multilayer coatings. Solid
line means the hardness value of bulk aluminum.
없이 비슷한 값을 나타내었으며 현미경으로 관찰한 코팅층 파괴 모습도 유사한 형태로 관찰되었다. 그
러나 Ar 플라즈마 처리를 실시한 3번 시편의 경우
는 다른 시편에 비해 임계하중이 다소 크게 나타났 는데 이는 Ar 플라즈마가 코팅층의 응력완화에 도
움을 주어 밀착력을 향상시켰기 때문인 것으로 판 단된다. 마찰계수는 Modified layer를 포함하는 코
팅층 및 다층막이 코팅된 시편의 경우가 다소 높게 나타나는 것으로 측정되었다.
코팅된 영구자석의 부식 특성을 조사하기 위해 염수분무시험(SST)과 가압내습시험(PCT)을 실시하
였다. SST 시험은 5%NaCl용액에서 8시간 분무한
후 16시간 동안 휴지하여 이를 1 Cycle로 정하고
2 Cycle까지 실시하였다. PCT 시험은 125oC 2기압
에서 습도를 100%로 조절하여 5시간 동안 유지하
는 것을 1 Cycle로 하여 2 Cycle 동안 실시하였다.
2 Cycle에서 시험을 완료한 것은 이 상태에서시편
에 큰 변화가 없으면 상용 제품으로서의 활용이 가 능하기 때문이다.
그림 13은 4개의 코팅 시편에 대해 SST 시험결
과를 비교한 것이다. 알루미늄 단일층과 4번 시편
의 경우 일부에서 적청이 발생하나 2번과 6번 시
편의 경우는 적청이 거의 발생되지 않았음을볼 수
있다. 이로부터 Modified layer를 가지거나 다층막
을 포함할 경우 내식성 향상에 효과가 있음을 알 수 있다.
그림 14는 4개의 코팅 시편에 대해 PCT 시험결
과를 비교한 것이다. 대부분의 시편에서 적청이 관
찰되었으나 알루미늄과 산화알루미늄이 다층으로 코팅된 6번 시편의 경우는 미미한 적청을 제외하고 는 표면에별다른 변화가 관찰되지 않았다. 이는알