주석-니켈 마이크로 분말을 이용한 EV 전력모듈용 천이액상 소결 접합
윤정원1†·정소은2
1충북대학교 신소재공학과, 2현대자동차 남양연구소 전력변환설계팀
Transient Liquid Phase Sinter Bonding with Tin-Nickel Micro-sized Powders for EV Power Module Applications
Jeong-Won Yoon1† and So-Eun Jeong2
1Department of Advanced Materials Engineering, Chungbuk National University
2Electric Power Conversion Engineering Design Team, Automotive Research & Development Division, Hyundai Motor Group (Received May 10, 2021: Corrected May 17, 2021: Accepted May 21, 2021)
초 록: 본 연구에서는 고온 대응 EV (Electric Vehicle) 전력반도체 칩 접합용 Sn-Ni 페이스트의 제조 및 특성 평가 연 구가 수행되었다. Sn-Ni 페이스트의 Sn과 Ni 함량에 따른 TLPS (Transient Liquid Phase Sintering) 접합부 미세 조직 변 화 관찰 결과, Sn-20Ni (in wt.%)의 경우에는 Ni 분말의 부족, 그리고 Sn-50Ni의 경우에는 Ni 분말의 과다 포함에 따른 Ni 뭉침 현상이 관찰되었다. Sn-30Ni과 Sn-40Ni의 경우에는 TLPS 접합 공정 후 상대적으로 치밀한 접합부 단면 미세 구 조 조직을 가짐을 확인하였다. TLPS 접합 공정 후 접합부 시편의 DSC 열 분석 결과로부터 TLPS 접합 공정 반응 동안
Sn과 Ni의 충분한 반응이 일어남을 확인하였으며, 접합 공정 후 접합부에는 Sn이 남아 있지 않음을 확인하였다. 추가적
으로 공정 온도 변화에 따른 Sn-30Ni TLPS 접합부의 계면반응 및 기계적 강도 시험이 수행되었다. TLPS 접합 공정 후 접합부는 Ni-Sn 금속간화합물과 반응하고 남은 Ni 분말들로 구성되었으며, 접합 온도가 증가함에 따라 접합부 칩 전단 강도는 증가하였다. 솔더링 온도와 유사한 270oC의 접합 온도에서 30분 동안의 TLPS 접합 공정 수행 후 약 30 MPa의 높은 칩 전단 강도 값을 얻었다.
Abstract: In this study, we have successfully fabricated the Sn-Ni paste and evaluated the bonding properties for high- temperature endurable EV (Electric Vehicle) power module applications. From evaluating of the micro-structural changes in the TLPS (Transient Liquid Phase Sintering) joints with Sn and Ni contents in the Sn-Ni pastes, a lack of Ni powders and Ni particle agglomerations by Ni surplus were observed in the Sn-20Ni and Sn-50Ni joints (in wt.%), respectively.
In contrast, relatively dense microstructures are observed in the Sn-30Ni and Sn-40Ni TLPS joints. From differential scanning calorimetry (DSC) thermal analysis results of the fabricated Sn-Ni paste and TLPS bonded joints, we confirmed that the complete reactions of Sn with Ni to form Ni-Sn intermetallic compounds (IMCs) at bonding temperatures occurred, and there is no remaining Sn in the joints after TLPS bonding. In addition, the interfacial reactions and IMC phase changes of the Sn-30Ni joints under various bonding temperatures were reported, and their mechanical shear strength were investigated. The TLPS bonded joints were mainly composed of residual Ni particles and Ni3Sn4 intermetallic phase. The average shear strength tended to increase with increasing bonding temperature. Our results indicated a high shear strength value of approximately 30 MPa at a bonding temperature of 270oC and a bonding time of 30 min.
Keywords: Sn-Ni paste, Transient liquid phase sinter bonding, liquid-solid reactions, Intermetallics, Chip bonding
1. 서 론
최근 전세계적으로 탄소 배출 저감 및 지구환경 보호 를 위한 일환으로 친환경 자동차에 대한 관심이 크게 증 가하고 있다. 미국 및 중국의 전기자동차 회사들이 빠르
게 성장하고 있으며, 또한 기존의 국내외 내연기관 자동 차 회사들 또한 친환경 자동차로의 전환을 위한 노력을 경주하고 있는 상황으로 가까운 미래에는 이들 기업들의 경쟁이 더욱 치열해 질 것으로 예상된다. 친환경 자동차 의 선두 주자인 전기자동차(Electric Vehicle, EV)의 가장
†
Corresponding author
E-mail: [email protected]
© 2021, The Korean Microelectronics and Packaging Society
This is an Open-Access article distributed under the terms of the Creative Commons Attribution Non-Commercial License(http://creativecommons.org/
licenses/by-nc/3.0) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is
properly cited.
중요한 구성 모듈로는 크게 배터리(battery), 전력반도체 모듈(인버터 모듈, inverter module)과 모터 시스템(motor system)으로 구성된다.1) 전력반도체 모듈은 전자기기에 들어오는 전력을 변환, 분배 및 제어하는 전력반도체 소 자(device)로 구성된 패키지 모듈로써 자동차, 친환경 에 너지(태양광/풍력 발전), 고속열차 등 다양한 분야에서 폭 넓게 사용된다. 이러한 전력모듈은 구동 중에 아주 빠른 속도로 전력을 변환 및 제어하기 때문에 구동 시 많은 열 이 발생하고 이러한 열악한 환경으로 인해 고온에서도 고 신뢰성이 필수적으로 요구된다. 특히, 접합 및 패키징 분 야에 있어서는 많은 관심이 전력변환 및 전력전송 모듈 부품에 있어서 전력 반도체 칩(Power Semiconductor Chip) 의 고온 고신뢰성 접합 소재 및 공정 기술 개발로 모아진 다.2-4)구동 중 전력반도체 칩에서 발생하는 열의 효과적 인 방출 및 접합 특성이 이들 접합 소재 및 접합 모듈의 사용중 장기 신뢰성에 크게 영향을 미친다.
또한, 향후 Si 반도체 소자를 대신하여 사용이 점차 확 대될 것으로 예상되는 실리콘 카바이드(SiC) 및 칼륨 나 이트라이드(GaN)와 같은 와이드 밴드갭(Wide Band Gap) 반도체 소자는 구동 시 높은 구동 전압 및 온도 하에서 작동하므로 친환경 자동차에 사용되는 전자패키징 접합 부는 높은 고온 신뢰성이 필수적으로 요구된다.5,6) 지금 까지 이러한 전력반도체 모듈의 접합 및 패키징에는 전 통적인 솔더링(Soldering) 방법이 주로 사용되어 왔다. 하 지만, 향후 전개될 200oC 이상의 고온 환경하에서 안정 적인 동작을 위해서는 Sn 기반의 솔더 접합 소재를 이용 한 칩 접합 공정은 한계에 봉착하였으며, 고온에서 사용 가능한 high-Pb 솔더 합금은 여전히 환경적인 이슈가 남 아 있는 상황이다. 따라서, 최근에는 Ag 혹은 Cu 분말을 이용한 소결 접합 기술인 신터링(Sintering) 접합 혹은 Transient Liquid Phase (TLP) Bonding 등 다양한 고온 대 응 대체 접합법에 대한 연구가 전세계적으로 폭넓게 수 행되고 있다.7-12)
이들 기술의 개발에 있어서 최근에는 Sn 및 In과 같은 저융점 분말 소재를 이용하여 고온에서도 안정한 특성을 보이는 고융점의 금속간 화합물(Intermetallic Compound, IMC)을 형성시키는 Transient Liquid Phase Sintering (TLPS) bonding 기술에 대한 관심이 증가하였다.13-16) TLPS bonding 기술은 낮은 온도 및 압력 공정, 고온에 대 한 우수한 내성을 가지고 있기 때문에 다양한 금속 간의 조합을 이용하여 활발히 연구되고 있는 추세이다. 이들 다양한 접합 재료 가운데, Sn-Ni을 이용한 TLPS bonding 은 Ag 혹은 In 등과 같은 고가의 금속을 사용하지 않기 때문에 저비용, 낮은 압력, 고강도 및 내열성 등 여러 가 지 장점으로 인하여 파워 모듈 패키징에 있어서 높은 적 용 가능성이 예상된다. 본 연구에서는 마이크로 크기의 Sn과 Ni 분말을 이용하여 다양한 조성을 가지는 Sn-Ni 접 합용 페이스트(Paste)를 제조하였으며, 이를 이용하여 Electroless Nickel Immersion Gold (ENIG) 도금 처리된
DBC (Direct Bonded Copper) 기판 상에 Chip 접합 공정 을 수행하였다. 다양한 접합 공정 변수에 따른 접합부 계 면의 미세 구조 및 분석을 실시하였으며, 칩 전단 강도 시 험을 이용하여 접합부 기계적 특성을 평가하여 TLPS 접 합 기술의 적용 가능성을 연구하였다.
2. 실험방법
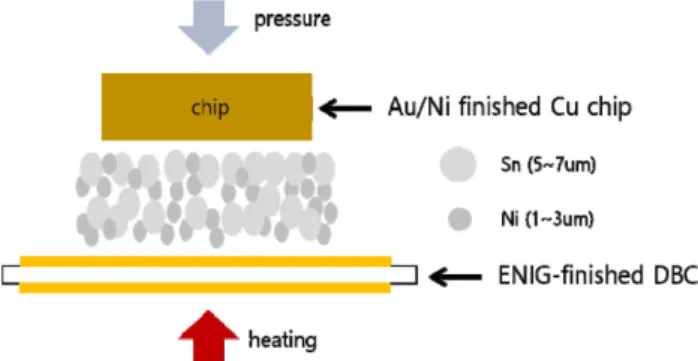
본 실험에서는 99.9% Sn 분말(particle size: 5-7 µm)과 99.9% Ni 분말 (particle size: 1-3 µm)을 사용하여 TLPS 접 합을 위한 Sn-Ni 페이스트를 제조하였다. 먼저, Sn과 Ni 함량에 따른 접합부 미세 조직 변화 및 특성을 관찰하기 위하여 4가지 조성의 Sn-Ni 분말 페이스트(Sn-20Ni, Sn- 30Ni, Sn-40Ni, Sn-50Ni, 이상 wt.%)가 제조되었다. 이들 페이스트의 균일한 혼합을 위해서 2분 동안 진공 분위기 하에서 공자전 믹서를 이용하여 제조되었다. 이때 사용 된 금속 분말과 flux chemical의 중량비는 5:1로 제조되 었다. TLPS 칩 접합 공정 수행을 위해서, 3 mm × 3 mm Au/Ni 표면처리된 Cu dummy chip과 10 mm × 10 mm electroless nickel immersion gold (ENIG) 표면처리된 direct bond copper (DBC) 기판이 사용되었다. 먼저, 준비된 4가 지 조성의 Sn-Ni 페이스트가 금속 스텐실 마스트를 이용 하여 ENIG 표면처리 된 DBC 기판 위에 프린팅되었으 며, 그 프린팅된 Sn-Ni 페이스트 위에 dummy chip이 올 려졌다. Fig. 1은 TLPS 접합 공정 전의 chip/Sn-Ni 페이스 트/기판 시편의 모식도를 보여준다. 접합 공정은 다이 본 더(die bonder)를 사용하여 수행되었으며, 접합 공정에 사 용된 압력은 6 MPa로 고정되었다. 접합에 사용된 공정 온 도는 각각 300oC와 350oC의 온도에서 30분 및 60분 동안 접합 공정이 수행되었다. Sn-Ni 페이스트를 사용한 TLPS 접합 공정 후, 시편이 에폭시 소재로 마운팅(mounting) 되 었으며, 단면의 야금학적인 관찰을 위해 폴리싱 작업이 수행되었다. 각 시편의 미세구조 및 접합 계면이 FE-SEM (field emission scanning electron microscope, INSPECT F, FEI, USA)과 EDX (energy dispersive X-ray spectroscope) 를 이용하여 분석되었다. 또한, 보다 효율적인 단면 관 찰을 수행하기 위해 선택된 일부의 시편이 FIB (Focused
Fig. 1. Schematic of the chip/Sn-Ni paste/substrate specimen before TLPS bonding.
Ion Beam) 장비로 분석되었다. TLPS 접합 공정 전에 제 조된 Sn-Ni 페이스트와 접합 공정 후 접합부에 남아 있 는 Sn(주석) 성분의 유무를 확인하기 위해, 30~300oC 온 도 범위에서 시차주사열량(DSC, differential scanning calorimetry, DSC Q100, Ta Instruments) 분석이 수행되었 다. 또한, TLPS 접합 공정 후, 계면 보이드(void)의 존재 유무 및 분포를 관찰하기 위해 X-ray 비파괴 분석 시험이 수행되었다. TLPS 접합 시편의 기계적 특성을 평가하기 위해 칩 전단 시험(Die shear test)이 수행되었으며, 시험 에 사용된 전단 시험 높이는 100 µm, 전단 시험 속도는 200 µm/s가 사용되었다.
3. 실험결과 및 고찰
3.1. 조성에 따른 접합부 미세 조직
Sn-Ni 페이스트의 Sn과 Ni 함량에 따른 접합부 미세 조 직 변화 및 특성을 관찰하기 위해 4가지 종류의 Sn-Ni 분 말 페이스트(Sn-20Ni, Sn-30Ni, Sn-40Ni, Sn-50Ni)가 제조 되었으며, 그 이미지가 Fig. 2에 보여졌다. Sn-Ni 페이스 트에서 Ni 함량이 증가함에 따라 페이스트의 색깔이 더 욱 어두운 색으로 변화하는 것이 관찰되었다. 조성 변화 에 따른 페이스트 프린팅 작업 및 접합 공정의 수행에 있
어서는 큰 차이가 관찰되지 않았다. Fig. 3은 서로 다른 조성을 가진 Sn-Ni 페이스트를 이용하여 300oC의 접합 온도에서 30분과 60분 동안 TLPS 접합 공정을 수행하여 접합된 시편의 단면 SEM 사진이다. Sn-20Ni의 경우, 보 다 많은 Sn 함량을 포함하고 있기 때문에 TLPS 접합 공 정 중 인가된 압력으로 인해 액상의 Sn이 칩 외곽으로 배 출되어 상대적으로 낮은 접합 두께를 나타내었다. 또한, 액상의 Sn과 상대적으로 낮은 함량의 Ni과의 반응으로 인해 접합 후 접합부에 존재하는 남은 Ni 분말의 양이 상 대적으로 적은 것을 확인할 수 있었다. Sn-30Ni과 Sn-40Ni 의 경우, 상대적으로 고른 Ni 분말의 분포 및 액상의 Sn 과 Ni 분말과의 반응을 확인할 수 있었으며, 다른 조성에 비해 상대적으로 치밀한 접합부 조직을 형성함을 확인하 였다. 반면, Sn-50Ni의 경우에는 보다 많은 Ni 함량으로 인해 Ni 분말의 뭉침 현상 및 치밀한 Sn-Ni 반응 조직을 갖지 못하는 것을 확인하였다. 반응 시간이 30분에서 60 분으로 증가함에 따른 접합부 미세 조직의 변화는 크게 관찰되지 않았다. Fig. 4는 서로 다른 조성을 가진 Sn-Ni 페이스트를 이용하여 350oC의 접합 온도에서 30분과 60 분 동안 TLPS 접합 공정을 수행하여 접합된 시편의 단면 SEM 사진이다. Fig. 3의 300oC의 접합 온도 시편에서 관 찰된 결과와 유사한 단면 접합부 형상이 관찰되었다.
Fig. 2. Fabricated Sn-Ni pastes with different Ni contents; (a) Sn-20wt.%Ni, (b) Sn-30wt.%Ni, (c) Sn-40wt.%Ni and (d) Sn-50wt.%Ni.
Fig. 3. Cross-sectional SEM micrographs of Cu chip/Sn-Ni TLPS bonding layer/DBC joints bonded at 300oC for 30 and 60 min.
즉, 온도가 300oC에서 350oC로 증가함에 따라 접합부 단 면 미세구조에는 큰 변화가 관찰되지 않았다. 다만, Sn- 50Ni의 경우에는 접합 온도가 350oC로 증가함에 따라 포 함된 보다 많은 양의 Ni 분말들이 액상의 Sn과 반응하였 음을 확인할 수 있었으며, 300oC 온도에서 관찰되었던 Ni 분말들끼리의 뭉침 현상이 현저하게 줄어들었으며, 상대 적으로 보다 치밀한 Sn-Ni 반응 조직을 가지는 것을 확 인하였다.
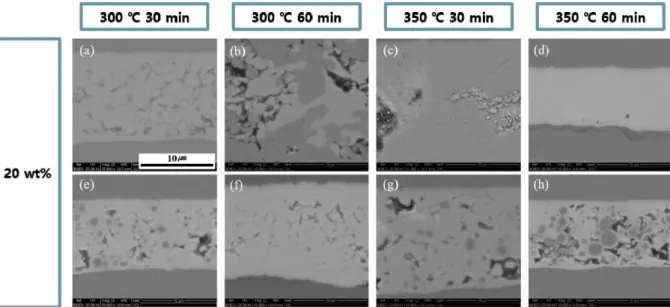
Figs. 5-8은 본 연구에서 제조되어 사용된 4가지 종류의 Sn-Ni 페이스트를 이용한 TLPS 접합 공정 후의 접합부 단면을 서로 다른 접합 온도 및 시간에 따라 조성별로 나 타낸 SEM 사진이다. 상대적으로 Sn 함량이 많이 함유된 Sn-20Ni의 경우(Fig. 5), 전술한 바와 같이 TLPS 접합 공 정 중 인가된 압력으로 인해 액상의 Sn이 칩 외곽으로 배 출되는 현상이 발생하였으며, 일부 접합 단면부에서는 반
응하지 않고 남아 있는 Ni 분말을 확인할 수 있었다. 나 머지 접합부 단면에서는 Ni과 Sn이 모두 반응하여 Ni-Sn 금속간화합물로 완전히 변한 접합부를 확인할 수 있었지 만, 접합부 위치에 따라 상대적으로 큰 차이를 보였다.
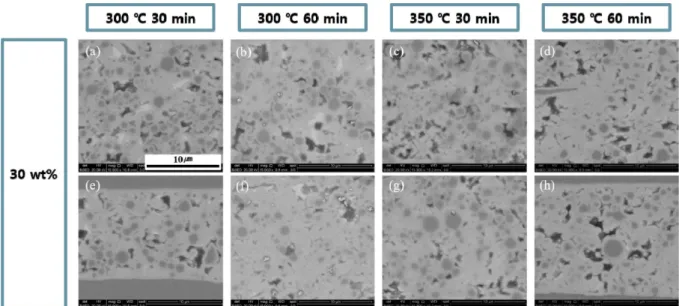
Fig. 6과 Fig. 7은 각각 Sn-30Ni과 Sn-40Ni 페이스트를 사 용하여 접합된 시편의 접합부 단면 SEM을 보인 것이다.
두 조건 모두에서, 상대적으로 고른 Ni 분말의 분포 및 액상의 Sn과 Ni 분말과의 반응을 확인할 수 있었으며, 시 험된 접합 온도 및 시간 변화에 따른 큰 차이는 관찰되지 않았다. Sn-20Ni의 경우에는 Ni 분말의 부족 현상, 그리 고 Sn-50Ni의 경우에는 Ni 분말의 과다 포함에 따른 Ni 뭉침 현상 등이 관찰되었으나, Sn-30Ni과 Sn-40Ni의 경 우에는 그러한 현상들이 발견되지 않았으며, TLPS 접합 공정 후 다른 조성에 비해 상대적으로 치밀한 접합부 단면 미세 조직 구조를 가짐을 확인하였다. 상대적으로 Fig. 4. Cross-sectional SEM micrographs of Cu chip/Sn-Ni TLPS bonding layer/DBC joints bonded at 350oC for 30 and 60 min.
Fig. 5. Cross-sectional SEM micrographs of Cu chip/Sn-20Ni TLPS bonding layer/DBC joints bonded under different bonding conditions ((a-h) ×15,000).
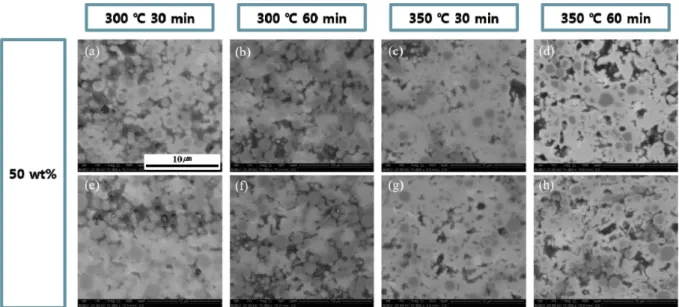
많은 양의 Ni이 포함된 Sn-50Ni의 경우(Fig. 8)에는 Ni 분말의 뭉침 현상으로 인해 치밀한 Sn-Ni TLPS 반응 조직을 가지지 못하였으며, 이로 인해 접합부 내에 상 대적으로 많은 보이드(void) 및 반응하지 않고 개별적 으로 분리되어 있는 Ni 분말이 관찰되는 것을 확인하였 다. Fig. 9와 Fig. 10의 Sn-40Ni과 Sn-50Ni 시편의 FIB 단 면 분석 결과 이미지를 통해서도 같은 경향이 관찰됨을 확인하였다.
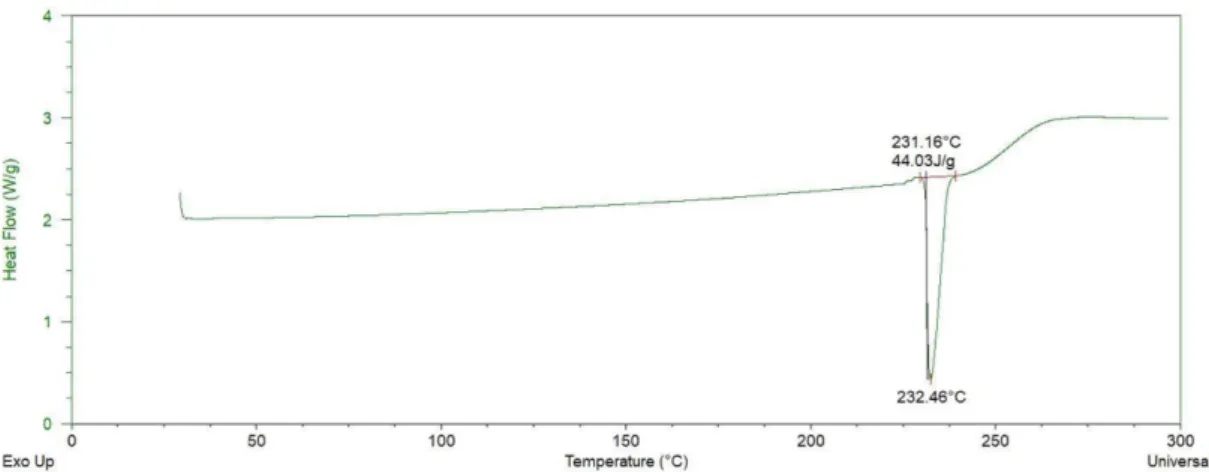
본 연구에서 TLPS 접합 공정 전과 후에 존재하는 Sn 원소의 존재 유무를 확인하기 위해, 먼저 접합 공정 전에 사용된 Sn-30Ni 페이스트의 열 분석 시험이 DSC 장비를 이용하여 30oC에서 300oC 온도 범위에서 수행되었으며, 그 결과가 Fig. 11에 보여졌다. 분석 결과에서 보는 바와
같이, 232oC 부근에서 Sn의 용융 반응과 관련된 피크 (peak)가 관찰되는 것을 확인하였다. 반면, TLPS 접합 공 정 후 절취된 접합부 시편의 DSC 분석 결과(Fig. 12)에서 는 232oC 부근에서 관찰된 Sn의 용융 반응과 관련된 피 크는 관찰되지 않음을 확인할 수 있었다. 이로 미루어 보 아, TLPS 접합 공정 반응 동안, Sn과 Ni의 충분한 반응이 일어남을 알 수 있었으며, 접합 공정 후에 접합부에는 Sn 이 존재하지 않음을 확인하였다.
이상에서 살펴 본 바와 같이 Ni 함량에 따른 TLPS 접 합부 단면 미세구조 관찰 결과, Sn-30Ni과 Sn-40Ni의 경 우가 다른 조건에 비해 보다 양호한 Sn과 Ni 사이의 반 응 및 금속학적 단면 미세 구조를 가짐을 확인할 수 있었 다. 하지만, 보다 면밀한 계면 미세 구조 관찰을 수행한 Fig. 6. Cross-sectional SEM micrographs of Cu chip/Sn-30Ni TLPS bonding layer/DBC joints bonded under different bonding conditions
((a-h) ×15,000).
Fig. 7. Cross-sectional SEM micrographs of Cu chip/Sn-40Ni TLPS bonding layer/DBC joints bonded under different bonding conditions ((a-g) ×15,000, (h) ×8,000).
결과 Sn-40Ni 시편(Fig. 7)에서도 일부 Ni 분말의 국소적 인 뭉침 현상이 발견됨에 따라(Fig. 7(b), (g)), 본 연구에 서는 Sn-30Ni 접합 소재를 이용하여 추가적인 분석 및 평 가를 진행하였다.
3.2. Sn-30Ni 접합 시편 특성 분석 및 접합 강도 평가 Sn-30Ni 접합 소재를 이용하여 6 MPa의 압력하에서
270oC, 300oC, 350oC의 온도에서 30분 동안 TLPS 접합 공 정이 수행되었다. Fig. 13은 이들 접합 시편의 X-ray 비파 괴 검사 이미지를 보여준다. X-ray 이미지에서 보는 바와 같이, 접합부 계면에서 일부 작은 보이드가 관찰되었지 만, 전반적으로 접합 불량으로 판단되는 큰 결함 및 보이 드는 관찰되지 않았으며, 사용된 접합 온도 조건 하에서 상대적으로 양호한 접합부가 형성되었음을 확인하였다.
Fig. 8. Cross-sectional SEM micrographs of Cu chip/Sn-50Ni TLPS bonding layer/DBC joints bonded under different bonding conditions ((a-h) ×15,000).
Fig. 9. Cross-sectional FIB images of Cu chip/Sn-40Ni TLPS bonding layer/DBC joints bonded at 350 oC for 30 min.
Fig. 10. Cross-sectional FIB images of Cu chip/Sn-50Ni TLPS bonding layer/DBC joints bonded at 350oC for 30 min.
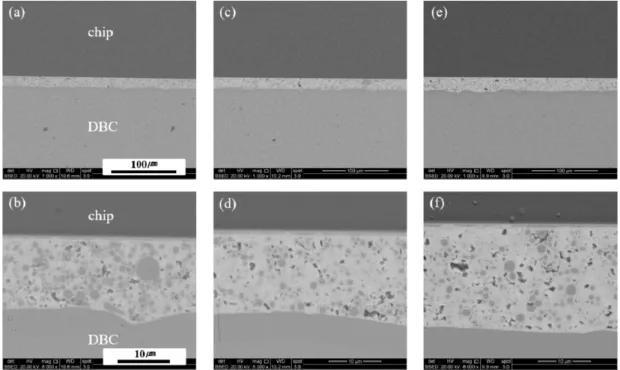
Fig. 14는 270oC, 300oC, 350oC의 서로 다른 온도에서 각 각 30분 동안 TLPS 접합된 chip/DBC 기판 접합부의 단 면 SEM 사진이다. 단면 SEM 사진에서 볼 수 있는 바와 같이, 양호한 TLPS 접합 공정이 수행되었으며, Sn-30Ni TLPS 접합 소재가 chip 및 DBC 기판의 Ni 금속층과 반 응하여 주로 Ni과 Sn으로 구성된 Ni3Sn4금속간 화합물 이 형성되었다. Chip 및 기판의 최종 금속 층으로 사용된 Au층은 TLPS 본딩 반응동안 모두 용융 Sn 내로 용해되 었으며, 하지 금속 층인 Ni층과 Sn-30Ni TLPS 접합 소재 가 용융 반응동안 반응하였다. 접합 반응 후 최종 접합부 는 Ni-Sn 금속간화합물과 반응하고 남은 Ni 분말들로 구 성되었다. 접합부에 생성된 Ni-Sn 화합물의 EDX 조성 분 석 결과, Ni과 Sn의 함량은 각각 45.98 at.%와 54.02 at.%
로 분석되었다. 또한, 전술한 바와 같이, Sn과 Ni 분말 사 용에 따른 결과로 반응 접합부에는 기공이 일부 남아 있 었다.
접합 공정 조건에 따른 접합부 기계적 강도 측정을 위 해 die shear test가 수행되었으며, 그 결과가 Fig. 15에 보 여졌다. 그림에서 보는 바와 같이, 접합 온도가 증가함에
따라 측정된 칩 전단 강도는 증가하였다. 270oC, 300oC, 350oC의 접합 온도 시편에서 측정된 칩 전단 강도는 각 각 약 28, 42, 57 MPa로 측정되었다.
TLPS 접합 온도 변화에 따라 관찰된 칩 전단 강도 변 화의 원인을 조사하기 위해 칩 전단 시험후의 파단면이 관찰되었으며, 그 결과가 Fig. 16에 보여 졌다. 파단면 관 찰 결과, 270oC와 300oC 접합 시편에서는 파단이 주로 TLPS 접합부 내부에서 일어나는 것이 관찰되었으나, 350oC 접합 시편에서는 상부 칩 계면 근처의 TLPS 접합 부에서 파단이 일어나는 것이 관찰되었다. 이로 미루어 보아, 270oC와 300oC 접합 시편의 경우에는, 상부 칩 계 면의 강도가 TLPS 접합부 내부 강도보다 상대적으로 높 기 때문에 강도가 낮은 TLPS 접합부 내부에서 파괴가 일 어난 것으로 사료된다. 반면, 350oC의 보다 높은 온도에 서 TLPS 접합된 시편의 경우, TLPS 내부 접합 강도가 증 가하였으며, 상부 칩 계면 근처에서 주로 파단이 일어나 는 것을 확인할 수 있었다. 본 연구에서는, 전통적으로 사 Fig. 11. DSC analysis result of the Sn-30Ni paste before TLPS bonding.
Fig. 12. DSC analysis results of the Sn-30Ni joints after bonding at 300ºC and 350ºC for different bonding times.
Fig. 13. X-ray images of the TLPS bonded joints under various bonding conditions and corresponding X-ray inspection area of the TLPS bonded chip/DBC joint.
용해 온 솔더링 공정 온도와 유사한 270oC의 접합 온도 에서 30분 동안의 TLPS 접합 공정을 이용하여 약 30 MPa 의 높은 칩 전단 강도 값을 얻을 수 있었다. 이는 프리폼
(Preform), 박막(Thin film) 및 필름(Film) 형태의 접합 소 재를 사용하여 TLP 접합된 시편의 경우, 접합부 전체를 화합물로 만들기 위해 수 시간의 오랜 시간이 소요되는 단점17)을 본 연구에서와 같이 분말로 구성된 TLPS 접합 소재를 사용할 경우 접합 반응에 필요한 공정 시간을 상 당히 단축시킬 수 있을 것으로 기대된다.
4. 결 론
본 연구에서는 고온 대응 EV 전력반도체 칩 접합용 Sn- Ni 페이스트의 Sn과 Ni 함량에 따른 TLPS 접합부 미세 조직 변화 및 공정 온도 변화에 따른 Sn-30Ni TLPS 접합 부의 계면반응 및 기계적 강도가 테스트되었다. Sn-20Ni 의 경우에는 Ni 분말의 부족 현상, 그리고 Sn-50Ni의 경 우에는 Ni 분말의 과다 포함에 따른 뭉침 현상이 관찰되 었다. Sn-30Ni과 Sn-40Ni의 경우에는 TLPS 접합 공정 후 상대적으로 치밀한 접합부 단면 미세 구조 조직을 가짐 Fig. 14. Cross-sectional SEM micrographs of Cu chip/Sn-30Ni TLPS bonding layer/DBC joints bonded under different bonding conditions;
(a,b) 270oC, (c,d) 300oC, (e,f) 350oC.
Fig. 15. Variations in die shear strength with different bonding temperatures.
Fig. 16. Fracture surfaces of Cu chip/Sn-30Ni TLPS bonding layer/DBC joints after die shear testing; (a) 270oC, (b) 300oC, (c) 350oC.
을 확인하였다. TLPS 접합 공정 후 절취된 접합부 시편 의 DSC 분석 결과로부터 TLPS 접합 공정 반응 동안 Sn 과 Ni의 충분한 반응이 일어남을 확인하였으며, 접합 공 정 후 접합부에는 저융점 금속인 Sn이 남아 있지 않음을 확인하였다. Sn-30Ni 접합 소재를 이용하여 270oC, 300oC, 350oC의 온도에서 30분 동안 TLPS 접합 공정을 수행한 후, 단면 미세 구조 및 기계적 강도 시험을 수행한 결과, TLPS 접합 공정 후 접합부는 Ni-Sn 금속간화합물과 반 응하고 남은 Ni 분말들로 구성되었으며, 접합 온도가 증 가함에 따라 접합부 칩 전단 강도는 증가하였다. 솔더링 온도에 근접한 270oC의 접합 온도에서 30분 동안의 TLPS 접합 공정 수행 후 약 30MPa의 높은 칩 전단 강도 값을 얻을 수 있었다. 분말로 구성된 Sn-Ni TLPS 접합 소재를 사용할 경우, 기존에 수 시간씩 소요되던 TLP 접합 공정 시간을 상당 시간 단축시킬 수 있으며 높은 접합 강도를 얻을 수 있을 것으로 기대된다.
감사의 글
이 논문은 충북대학교 국립대학육성사업(2020)지원을 받아 작성되었습니다.
참고문헌
1. J. W. Yoon, J. H. Bang, Y. H. Ko, S. H. Yoo, J. K. Kim and C. W. Lee, “Power Module Packaging Technology with Extended Reliability for Electric Vehicle Applications”, J.
Microelectron. Packag. Soc., 21(4), 1 (2014).
2. A. Matallana, E. Ibarra, I. López, J. Andreu, J. I. Garate, X.
Jordà and J. Rebollo, “Power module electronics in HEV/EV applications: New trends in wide- bandgap semiconductor technologies and design aspects”, Renew. Sust. Energ. Rev., 113, 109264 (2019).
3. C. Durand, M. Klingler, M. Bigerelle and D. Coutellier, “Sol- der fatigue failures in a new designed power module under power cycling”, Microelectron. Reliab., 66, 122 (2016).
4. U. M. Choi, F. Blaabjerg, S. Jørgensen, F. Iannuzzo, H. Wang, C. Uhrenfeldt and S. Munk-Nielsen, “Power cycling test and failure analysis of molded intelligent power IGBT module under different temperature swing durations”, Microelectron.
Reliab., 64, 403 (2016).
5. L. Nistor, A. Mihaila, M. Rahimo, L. Storasta and C. Cor- vasce, “Wide Bandgap Power Devices in Megawatt Applica- tions”, Power Electronics Europe, 4, 35 (2012).
6. F. Lang, H. Yamaguchi, H. Nakagawa and H. Sato, “Ther- mally Stable Bonding of SiC Devices with Ceramic Sub- strates: Transient Liquid Phase Sintering Using Cu/Sn Powders”, J. Electrochem. Soc. 160, 315 (2013).
7. B. S. Lee, Y. H. Ko, J. H. Bang, C. W. Lee, S. Yoo, J. K.
Kim and J. W. Yoon, “Interfacial reactions and mechanical strength of Sn-3.0Ag-0.5Cu/Ni/Cu and Au-20Sn/Ni/Cu solder joints for power electronics applications”, Microelectron.
Reliab., 71, 119 (2017).
8. S. W. Yoon, M. D. Glover and K. Shiozaki, “Nickel–Tin Transient Liquid Phase Bonding Toward High-Temperature Operational Power Electronics in Electrified Vehicles”, IEEE Trans. Power Electron., 28, 2448 (2013).
9. B. S. Lee and J. W. Yoon, “Cu-Sn Intermetallic Compound Joints for High-Temperature Power Electronics Applications”, J. Electron. Mater., 47, 430 (2018).
10. K. S. Siow, “Are Sintered Silver Joints Ready for Use as Interconnect Material in Microelectronic Packaging?”, J.
Electron. Mater., 43, 947 (2014).
11. J. W. Yoon, S. Bae, B. S. Lee and S. B. Jung, “Bonding of power device to ceramic substrate using Sn-coated Cu micro paste for high-temperature applications”, Appl. Surf. Sci., 515, 146060 (2020).
12. J. W. Yoon and J. H. Back, “Effect of Sintering Conditions on the Mechanical Strength of Cu-Sintered Joints for High- Power Applications”, Materials, 11, 2105 (2018).
13. M. Fujino, H. Narusawa, Y. Kuramochi, E. Higurashi and T.
Suga, “Transient liquid-phase sintering using silver and tin powder mixture for die bonding”, Jpn. J. Appl. Phys., 55, 04EC14 (2016).
14. J. W. Yoon, Y. S. Kim and S. E. Jeong, “Nickel–tin transient liquid phase sintering with high bonding strength for high- temperature power applications”, J. Mater. Sci.-Mater. Elec- tron., 30, 20205 (2019).
15. S. E. Jeong, S. B. Jung and J. W. Yoon, “Fast formation of Ni–Sn intermetallic joints using Ni–Sn paste for high-tem- perature bonding applications”, J. Mater. Sci.-Mater. Elec- tron., 31, 15048 (2020).
16. H. Kang and J. Jung, “TLP and Wire Bonding for Power Module”, J. Microelectron. Packag. Soc., 26(4), 7 (2019).
17. J. F. Li, P. A. Agyakwa and C. M. Johnson, “Interfacial reac- tion in Cu/Sn/Cu system during the transient liquid phase sol- dering process”, Acta Mater., 59, 1198 (2011).