기획특집 고분자 재생기술-
고분자 폐기물 재활용 기술
김 성 수†⋅나 정 걸⋅정 수 현 한국에너지기술연구원 연료공정연구센터
Waste Polymer Recycling Technology
Seong-Soo Kim, Jeong-Geol Na, and Soo-Hyun Chung
Fuel Processing Research Center, Korea Institute of Energy Research, 71-2 Jangdong, Yusongku, Daejon 305-343, Korea
Abstract: 국내에서 발생되는 대표적인 고분자 폐기물인 폐플라스틱은 그 발생량이 증가함에 따라 친환경적 자원순환 이라는 개념의 재활용 방안을 도출하여 활용하는 것이 필요하게 되었다. 본 논문에서는 현재 국내외에서 사용되고 있거 나 연구개발되고 있는 폐플라스틱 재활용 기술을 소개 하였다.
Keywords: waste plastics, material recycling, chemical recycling, pyrolysis
1. 서 론1)
석유화학공정에서 최종적으로 생산되는 고 분자 물질은 우수한 물성으로 인하여 사용량 이 지속적으로 증가하여 왔으며 이에 따라 고 분자 폐기물의 발생량도 커짐에 따라 그 처리 방안이 문제시 되게 되었다. 국내에서 발생되 는 대표적인 고분자 폐기물은 폐플라스틱이다.
우리나라는 미국, 독일, 일본에 이어 2005년 기준하여 10,287천톤의 플라스틱을 생산한[1]
세계 4위의 플라스틱 생산국가이므로 폐플라 스틱 발생량도 엄청나지만 아직 재활용율이 선 진국에 비하여 낮은 편이다. 우리나라의 폐플 라스틱의 발생 및 처리현황을 살펴보면, 2005년 기준하여 3,968천톤이 발생하였고 이중 1,300 천톤만이 재활용되어 재활용율은 32.8%에 불 과하였다[2]. 국내에서 발생되는 폐플라스틱 중 6대 범용 플라스틱의 구성비율은 Figure 1과 같 으며 PE와 PP를 포함하는 올레핀 계열이 가장
†주저자 (E-mail: [email protected])
많은 비율을 차지하고 있음을 알 수 있다.
폐플라스틱은 공극율이 크므로 매립시 많은 부지를 필요로 하고 매립지반을 불안정하게 하는 외에도 매립 후 분해가 되지 않으며, 소 각처리 하여도 고분자 폐기물에 염소 성분이 포함된 경우 부식성이 높은 염화수소 가스와 발암물질인 다이옥신과 같은 대기오염물질이 발생된다. 따라서 우리나라와 같이 국토가 협 소하고 모든 원유를 해외에서 수입하는 경우 매립 또는 소각과 같은 단순처리 개념이 아닌 친환경적 자원순환이라는 개념으로 폐플라스 틱 재활용 방안을 도출하여 활용하는 것이 필 요하게 되었다. 본 논문에서는 국내외에서 현 재 실용화 되어있거나 연구가 진행되고 있는 폐플라스틱의 재활용 기술을 살펴보고자 한다.
2. 폐플라스틱 재활용 기술
플라스틱은 열적 성질에 의하여 열가소성과 열경화성 플라스틱으로 구분된다. 열가소성 폐
Figure 1. 국내 발생 폐플라스틱 중 범용 폐플라 스틱 구성비율[3].
플라스틱은 재융해와 처음 수지 상태로의 분 해가 가능하지만 폴리우레탄을 제외한 대부분 의 열경화성 폐플라스틱은 가교결합(cross link) 으로 인하여 재성형과 원래의 수지상태로의 분해가 불가능하여 재활용이 용이하지 않다.
열경화성 폐플라스틱 재활용 방법은 분쇄하여 복합체의 충진재나 강도 보강재로 사용하는 기계적 재활용(mechanical recycling)과 연소 또는 열분해하여 에너지, 강도보강용 유리 또 는 탄소 섬유, 가스, 오일을 회수하는 열적 재 활용(thermal recycling)이 있다[4].
국내에서 발생되는 폐플라스틱 중에서 열경 화성 폐플라스틱의 비율은 10% 미만으로 추 정되는 반면에 Figure 1의 6대 범용 열가소성 폐플라스틱의 비율만 80% 이상인 것으로 추 정된다. 열가소성 폐플라스틱의 재활용 방법은 크게 물질 재활용(material recycling), 열적 재 활용(thermal recycling), 화학적 재활용(chemi- cal recycling) 방법으로 구분할 수 있다. 열적 재활용 방법은 폐플라스틱을 소각 또는 연소 하여 발생하는 열을 활용하거나 고형연료화 하여 사용하는 것을 말한다. 열적 재활용 방법 은 소각 또는 연소시 대기오염물질을 심각하 게 발생시키고 원유로부터 생산된 폐플라스틱 을 태워서 저급 에너지화하므로 자원의 효율 적 사용이라는 측면에서 다른 두가지 재활용 방법에 비하여 결코 바람직하지 않다고 할 수
왔던 잘 알려진 방법이므로 본 논문에서는 열 가소성 폐플라스틱의 물질 재활용과 화학적 재활용 방법을 중점적으로 살펴보고자 한다.
2.1. 물질 재활용
물질 재활용은 폐플라스틱을 세척과 분쇄 후 원하는 제품으로 성형하는 방법이다. 이 방 법은 폐플라스틱을 수집하고 종류별로 분류하 는 제도가 사회적으로 이행되고 있어야 가능 하다. 대상 폐플라스틱이 종류별로 분류가 용 이하고 발생량이 크며 이물질의 제거가 용이 하면 물질 재활용에 적합한 것으로 볼 수 있 다. 물질 재활용은 단순재생과 복합재생으로 구분할 수 있다. 단순재생에서는 단일 종류의 폐플라스틱이 분쇄된 후 동일한 종류의 버진 (virgin) 플라스틱과 혼합되어 펠렛으로 만들 어지거나 재생 플라스틱 제품으로 생산된다.
복합재생에서는 두가지 종류 이상의 폐플라스 틱이 섞인 혼합물을 직접 제품으로 생산한다.
이 방법은 단순재생에 비하여 순도가 떨어지는 폐플라스틱 혼합물도 사용가능한 반면에 다른 종류의 폐플라스틱 혼합시 폐플라스틱 종류의 조합에 따라 적절한 상용화제(compatibilizer)를 선택하여야 하는 기술적인 어려움이 따른다.
물질 재활용에 필요한 공정은 분쇄, 선별, 가 공공정이 있으며 아래에 간단히 소개된다.
2.1.1. 분쇄공정
분쇄공정은 제품 상태로 수집된 폐플라스틱 을 이송, 선별, 혼합, 성형 등의 후단 공정에 적합하도록 잘게 부수는 공정이다. 분쇄기는 충격식(impact), 절단식(cutting), 압축식(press- ing), 전단식(shearing)이 있다.
2.1.2. 선별(sorting) 공정
선별은 물질 재활용에 매우 중요한 공정이 다. 선별공정은 폐플라스틱과 이물질의 혼합물 로부터 이물질을 분리하는 공정과 폐플라스틱
Figure 2. 폐플라스틱 혼합물에서 특정 폐플라스틱을 분리하는 기술.
만의 혼합물에서 특정종류의 폐플라스틱을 분 리하는 공정이 있다[5-7]. 폐플라스틱 혼합물 에서 이물질을 제거하는 기술은 체선별, 풍력 선별, 자석선별, 파쇄선별, 마찰선별, 정전선별 기술들이 사용되며 폐플라스틱 혼합물에서 특 정 폐플라스틱을 분리하는 기술은 Figure 2와 같이 나타낼 수 있다.
2.1.3. 가공 공정
분쇄 및 선별공정을 거친 폐플라스틱은 압 출성형, 사출성형, Blow 성형, 진공성형 등의 방법에 의하여 제품으로 가공된다. 가공공정에 서 이종의 플라스틱을 혼합하면 상분리가 일어 나 물성저하가 일어나며 상용화제는 서로 다른 폐플라스틱의 계면에서 계면장력을 낮추어 계 면의 접착성을 향상시키는 역할을 한다[8]. 상 용화제는 비반응성 상용화제와 반응성 상용화 제로 구분된다[9-11]. 비반응성 상용화제는 물 리적인 작용에 의하여 계면 접착성을 증가시키 며 random 공중합체, graft 공중합체, block 공 중합체가 있다[8]. 반응성 상용화제는 무수 말 레인산, 에폭시기, 카르보닐기 등의 반응성 기를 가진 상용화제가 많이 사용되며 이 반응성 기가 혼합되는 플라스틱들과 반응을 한다[9,10].
2.2. 화학적 재활용
폐플라스틱의 재활용은 재질로서의 재활용 이 가장 좋은 방법이다. 그러나 이러한 재활용 은 이물질 제거가 가능하고 플라스틱 종류별 로 분류가 가능한 경우에 한정되며 그렇지 않 은 경우 화학적 재활용이 차선책이다.
화학적 재활용 방법은 열분해와 화학적 분 해(chemolysis 또는 solvolysis)에 의하여 원료 물질을 회수하기 위한 원료화 기술과 열분해 에 의하여 연료유 또는 연료가스를 회수하는 에너지화 기술로 구분된다.
2.2.1. 원료화 기술
2.2.1.1. 열분해에 의한 해중합
플라스틱이 단량체의 사슬반응에 의하여 생 성된 경우 열분해에 의하여 역반응인 해중합 (depolymerization)이 일어나 단량체의 회수가 가능하다. 폴리스티렌과 폴리메타크릴산메틸을 가열하여 스티렌 단량체와 메타크릴산 단량체 를 회수하는 것이 예이다.
2.2.1.2 화학적 분해
축합 또는 부가반응에 의하여 생성된 PET, 폴리우레탄 등의 플라스틱은 열분해에 의하여 모노머를 회수하는 것이 불가능하며 250 ℃ 이 하의 저온과 20∼45 기압의 고압에서 용매를
Figure 3. PET의 (a) 글리콜 분해반응, (b) 메탄올 분해반응, (c) 가수분해 반응.
사용하여 분해하는 글리콜 분해(glycolysis), 메 탄올 분해(methanolysis), 가수분해(hydroly- sis) 등의 화학적 분해방법이 사용된다[9,12,13]
Figure 3은 PET의 글리콜 분해, 메탄올 분해, 가수분해 반응을 보여준다.
2.2.2. 에너지화 기술
에너지화 기술은 열분해 오일화 기술과 가 스화 기술이 있다. 가스화 기술은 O2, 수증기 또는 공기 등의 가스화제를 반응기로 공급하 여 폐플라스틱을 부분산화시켜 800∼1000 ℃ 의 고온에서 가스를 생성하는 기술이며 생성 된 가스는 현장에서 가스연료로 직접 사용되 거나 후단에 추가공정을 설치하여 암모니아, 메탄올, 액체연료 등으로 전환될 수 있다. O2
가 가스화제인 경우 주로 CO와 타르가 생성 되며 공기가 가스화제인 경우 공기 중에 다량 포함된 질소로 인하여 저열량 가스(4∼6 MJ/
m3)가 생성된다. 수증기가 가스화제인 경우 CO와 H2로 구성된 고열량의 합성가스(10∼15 MJ/m3)가 생성되나 가스화 반응이 흡열반응 이므로 외부에서 열을 공급하여 주어야 한다.
가스화 공정은 순수한 폐플라스틱뿐 아니라 도시 폐기물의 경우와 같이 폐플라스틱과 다 른 가연성 폐기물의 혼합물도 처리할 수 있는
것이 장점이나 생성된 가스의 운송과 저장이 어려워 플랜트 현장에서 직접 사용하여야 하 는 것이 단점이다.
열분해 오일화 기술은 무산소 상태에서 폐 플라스틱을 가열하여 저분자화한 후 응축시켜 오일을 회수하는 기술이다. 생성된 오일은 저 장하거나 필요한 곳으로 운반하여 사용하는 것이 용이하므로 수입 원유의 대체 에너지로 사용하기에 적합한 장점이 있다. 따라서 연간 원유 도입량이 8억 배럴에 이르는 우리나라 입장에서는 물질 재활용으로 처리될 수 없는 폐플라스틱은 열분해 오일화 기술로 처리하는 것이 가장 바람직한 것으로 볼 수 있다. 에너 지화 기술은 열분해 오일화 기술을 중점적으 로 소개하고자 한다.
2.2.2.1. 열분해 오일화 기술의 원리
Table 1은 플라스틱의 종류별 열분해 특성 을 비교하여 보여준다[14]. 플라스틱의 열분해 온도는 PS>PP>PE의 순서로 높아져 PP와 PE의 경우 400∼450 ℃ 정도에서 열분해 반 응이 일어나며 PVC의 경우 200∼250 ℃에서 C-Cl 결합이 끊어지는 1차 열분해가 일어나고 350∼400 ℃에서 탄소 사슬이 끊어지는 2차 열분해가 일어난다. 열분해 반응 양상은 PE와
Table 1. 플라스틱의 종류별 열분해 특성[14]
구 분 PE PP PS PVC
비 중 0.91∼0.97 0.90∼0.91 1.04∼1.1 1.3∼1.4
분자 구조 [-CH2-CH2-]n
[-CH2-CH-]n
CH3
[-CH3-CH-]n
C6H5
[-CH2-CH-]n
Cl
열분해 패턴 불규칙 분해
라디칼 전이
불규칙 분해
라디칼 전이 해중합 분해 환화축중합 분해
분해온도(℃) 335∼450 328∼410 300∼400 1차: 200∼250 2차: 350∼400
비열(cal/g ℃) 0.55 0.46 0.32 0.2∼0.5
융해열(cal/g) 38 57 0 -
분해열(cal/g) 78 76 101 50
승온+융해+분해열 (cal/g)
353 (450 ℃)
312 (410 ℃)
223 (400 ℃)
106∼199 (300 ℃)
발열량(kcal/kg) 11,040 11,040 9,680 4,230
열분해 생성물 탄소수가 큰
paraffin, olefin paraffin, olefin monomer,
dimer, trimer HCl, 방향족
PP가 불규칙 분해와 라디칼 전이에 의하여 주로 파라핀과 올레핀을 생성하고, PS가 해중 합 분해에 의하여 스티렌 단량체(monomer), 이량체(dimer), 삼량체(trimer) 혼합물을 생성 하며, PVC는 2단계 환화축중합 분해반응이 일어나 1차 열분해시 Cl이 HCl 형태로 제거되 며 2차 열분해시 방향족 화합물이 생성된다.
폐플라스틱의 열분해는 무촉매 열분해와 촉 매 열분해로 구분된다. 촉매 열분해는 반응기 내에서 폐플라스틱과 촉매를 혼합하여 분해하 는 액상촉매 열분해와 폐플라스틱을 열분해하 여 발생되는 생성물을 기상상태에서 촉매와 접촉하여 분해하는 기상촉매 열분해로 구분되 며 열분해 촉매로는 제올라이트 또는 실리카 알루미나와 같은 고체산 촉매가 많이 사용된다 [15,16]. 기상촉매 열분해 반응에서 촉매의 역 할은 생성된 오일을 저분자화하거나 개질하는 것이며 액상촉매 열분해에서 촉매의 역할은 생성물을 저분자화하거나 개질화하는 것 외에
Figure 4. 열분해 오일의 탄소수 분포[17].
열분해 온도와 반응시간을 줄이는 것이다.
Figure 4에서 볼 수 있듯이 무촉매 열분해 에 의한 오일은 탄소수 분포 폭이 넓은 혼합 유의 특성을 나타낸다. PE의 경우 무촉매 열 분해에 의하여 생성된 오일이 고비점 화합물 을 많이 포함하여 연료유로서의 품질이 저하 되고 배출과정에서 장치의 막힘 등 운전상의
증가하며 탄소수 분포 폭이 좁게 나타나는 것 을 알 수 있다.
일반적으로 폐플라스틱을 무촉매 열분해 하 는 경우 오일의 수율과 조성은 폐플라스틱의 과 사용된 촉매의 종류 외에 분해온도 및 가 열속도, 열분해 시간, 압력, 반응기 형식 등에 따라 차이가 생긴다. 이들 주요 인자의 영향은 아래와 같다[12,14,18].
◦ 열분해 온도 및 가열속도: 반응온도가 높아 지고 가열속도가 커질수록 결합의 분해를 향상시켜서 작은 분자의 생성을 촉진한다.
◦ 열분해 시간: 반응시간이 증가함에 따라 주요 생성물의 2차 반응이 용이하게 일어 나서 탄소, 타르 뿐만 아니라 열적으로 안 정된 생성물이 생성되어 원래 폐플라스틱 구조의 영향이 가리워진다. 단량체의 회 수가 목적인 경우 반응시간은 짧은 것이 좋다.
◦ 조업 압력: 압력이 낮아지면 저분자 물질 이 생성되며 압력이 높아지면 열분해 속도 는 증가하나 점착성 고분자 물질, 탄소, 2 차 생성물의 생성이 증가한다.
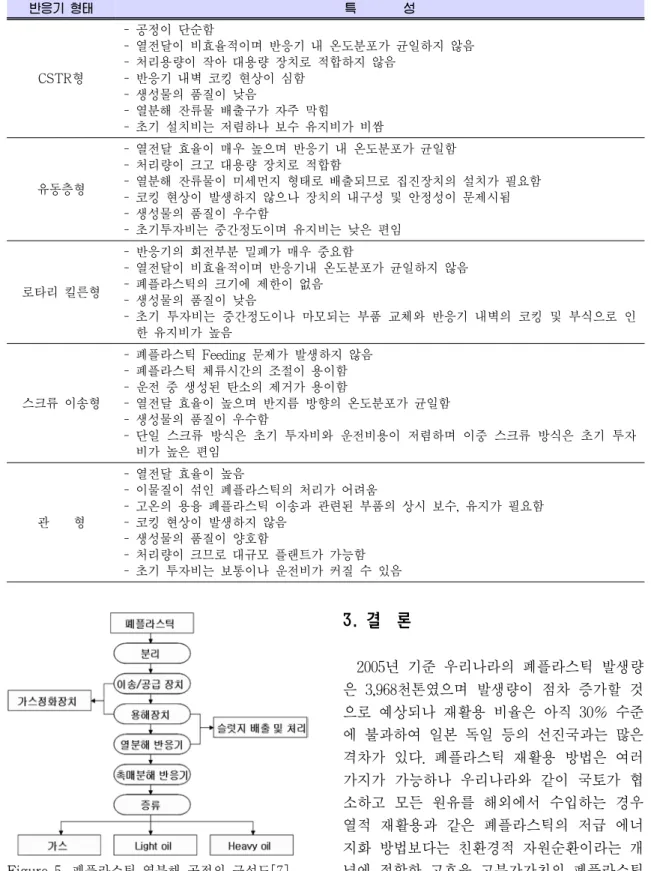
◦ 반응기 형식: 반응기 형식에 따라 열전달, 혼합, 액상과 기상 체류시간, 주요 생성물의 배출 효과가 결정되며 Table 2는 반응기 형 식에 따른 특성을 비교하여 보여준다.
2.2.2. 폐플라스틱 열분해 공정개발 현황 폐플라스틱의 열분해 공정은 Figure 5와 같 이 폐플라스틱 이송/공급장치, 용해장치, 열분 해 반응용기, 촉매분해 반응기, 증류장치, 가스 정화장치로 구성되며 제작사에 따라 단위장치 의 제외 및 추가가 있을 수 있다. 국내외에서 폐플라스틱 열분해 공정 개발현황은 아래와 같다.
2.2.2.1. 국외 현황
현재 폐플라스틱 열분해 기술의 연구개발이
실증 단계라 할 수 있다. 일본의 경우 1970년 대 석유파동 이후 도시바사 등을 비롯한 15개 이상의 기업에서 연구개발을 본격적으로 시작 하였고[9,14], Table 3에서 볼 수 있듯이 현재 3개의 플랜트가 상업화되어 있으며[18] 1개의 플랜트가 실증운전 중이다[12]. 독일에서는 2 기의 플랜트가 실증실험 후 폐플라스틱 조달 과 관련된 경제성이 문제시되어 계속적인 운 전을 중단한 것으로 알려져 있다[12].
2.2.2.2 국내 현황
1995∼1997년 사이 (주)LG화학에서 유동 층 열분해 기술을 파일로트 규모까지 연구한 바 있으나 경제성이 문제시되어 공정을 상용 화시키지 못하였다. 1990년대 후반부터 10여개 의 중소기업에서 폐플라스틱 열분해 사업에 진출하여 중국과 일본의 기술을 도입하여 제 작된 3,000∼6,000톤/년 규모의 플랜트를 보유 하였고 열전달 및 에너지 효율, 이물질이 많이 섞여있는 폐플라스틱 열분해시 다량 발생되는 슬럿지 배출, PVC 열분해시 탈염 및 내산성 재질 선택 등과 관련된 플랜트의 기술적 완성 도가 떨어지고 전문연구 인력도 부족하여 현 재 정상으로 가동되는 연속식 상용 플랜트는 없는 것으로 알려져 있다. 현재 U사가 CSTR 반응기를 회분식에서 연속식으로 개조 중이며 S사가 관형, R사와 E사가 각각 2톤/일과 10 톤/일 규모 연속식 스크류식 반응기, 한국에너 지기술연구원에서 K사와 공동으로 3,000톤/년 규모 관형 반응기를 제작하여 시험운전중인 것으로 알려져 있다. 또한 한국에너지기술연구 원에서 Y사와 공동으로 과거 국내에서 제작 되었던 열분해 플랜트의 기술적 미비점을 보 완하기 위하여 CSTR 방식과 스크류식 방식 의 장점이 결합된 Figure 6의 2톤/일 규모 경 사식 폐플라스틱 열분해 플랜트를 설치중이며 2007년 8월부터 시운전 예정인 것으로 알려져 있다.
Table 2. 열분해 반응기 형식에 따른 특성
반응기 형태 특 성
CSTR형
- 공정이 단순함
- 열전달이 비효율적이며 반응기 내 온도분포가 균일하지 않음 - 처리용량이 작아 대용량 장치로 적합하지 않음
- 반응기 내벽 코킹 현상이 심함 - 생성물의 품질이 낮음
- 열분해 잔류물 배출구가 자주 막힘
- 초기 설치비는 저렴하나 보수 유지비가 비쌈
유동층형
- 열전달 효율이 매우 높으며 반응기 내 온도분포가 균일함 - 처리량이 크고 대용량 장치로 적합함
- 열분해 잔류물이 미세먼지 형태로 배출되므로 집진장치의 설치가 필요함 - 코킹 현상이 발생하지 않으나 장치의 내구성 및 안정성이 문제시됨 - 생성물의 품질이 우수함
- 초기투자비는 중간정도이며 유지비는 낮은 편임
로타리 킬른형
- 반응기의 회전부분 밀폐가 매우 중요함
- 열전달이 비효율적이며 반응기내 온도분포가 균일하지 않음 - 폐플라스틱의 크기에 제한이 없음
- 생성물의 품질이 낮음
- 초기 투자비는 중간정도이나 마모되는 부품 교체와 반응기 내벽의 코킹 및 부식으로 인 한 유지비가 높음
스크류 이송형
- 폐플라스틱 Feeding 문제가 발생하지 않음 - 폐플라스틱 체류시간의 조절이 용이함 - 운전 중 생성된 탄소의 제거가 용이함
- 열전달 효율이 높으며 반지름 방향의 온도분포가 균일함 - 생성물의 품질이 우수함
- 단일 스크류 방식은 초기 투자비와 운전비용이 저렴하며 이중 스크류 방식은 초기 투자 비가 높은 편임
관 형
- 열전달 효율이 높음
- 이물질이 섞인 폐플라스틱의 처리가 어려움
- 고온의 용융 폐플라스틱 이송과 관련된 부품의 상시 보수, 유지가 필요함 - 코킹 현상이 발생하지 않음
- 생성물의 품질이 양호함
- 처리량이 크므로 대규모 플랜트가 가능함 - 초기 투자비는 보통이나 운전비가 커질 수 있음
Figure 5. 폐플라스틱 열분해 공정의 구성도[7].
3. 결 론
2005년 기준 우리나라의 폐플라스틱 발생량 은 3,968천톤였으며 발생량이 점차 증가할 것 으로 예상되나 재활용 비율은 아직 30% 수준 에 불과하여 일본 독일 등의 선진국과는 많은 격차가 있다. 폐플라스틱 재활용 방법은 여러 가지가 가능하나 우리나라와 같이 국토가 협 소하고 모든 원유를 해외에서 수입하는 경우 열적 재활용과 같은 폐플라스틱의 저급 에너 지화 방법보다는 친환경적 자원순환이라는 개 념에 적합한 고효율 고부가가치의 폐플라스틱
Nigata시 유화센터(일본) 千代田化工 6,000톤/년 무촉매 CSTR 상업운전 Sapporo Plastic Recycling(주)
(일본) 도시바 13,000톤/년 무촉매 회분식 킬른형 상업운전
道央油化센터(일본) 구보다 6,000톤/년 관형+고정층 촉매분해 상업운전
Fuji Recycle (일본) Fuji Recycle, Mobil Oil 5,000톤/년 관형+고정층 촉매분해 실증운전 Hamburg-ABB (독일) Hamburg 대학,
ABB 5,000톤/년 유동층 실증운전:
1986∼1989
BASF (독일) BASF AG 15,000톤/년 관형 실증운전:
1994∼1996
Figure 6. 경사식 폐플라스틱 열분해 반응기.
재활용 방안을 도출하여 활용하는 것이 필요 하다.
폐플라스틱이 이물질 제거와 종류별 분류가 용이한 경우는 효율과 부가가치가 가장 높은 물질 재활용 방법이 적당하나 폐플라스틱이 이 물질을 많이 포함하거나 종류별 분류가 불가 능한 혼합물인 경우 화학적 재활용 방법이 차 선책이다. 화학적 재활용 방법 중에서도 국내 에서 발생되는 폐플라스틱의 80% 이상을 차지 하는 6대 범용 열가소성 폐플라스틱은 열분해 오일화하면 생성된 오일을 저장하거나 필요 한 곳으로 운반하여 사용하는 것이 용이하므 로 수입 원유의 대체연료로 사용하기에 적합 한 장점이 있어 원유를 전량 수입하는 우리나
라 입장에서 바람직한 처리기술로 판단되나 기술의 국내보급을 위하여는 과거에 개발되었 던 공정이 가지고 있던 열전달 및 에너지 효 율, 이물질이 많이 섞여있는 폐플라스틱 열분 해시 다량 발생되는 슬럿지 배출, PVC 열분 해시 탈염 및 내산성 재질 선택 등과 관련된 플랜트의 기술적 문제점을 완전히 해결하여야 하되 또한 현재 국내에서 발생되는 폐플라스 틱의 상당부분이 물질 재활용 방법으로 처리 되는 관계로 원료조달이 어려운 점을 감안하 여 3000톤/년 이하의 소규모 플랜트를 중점적 으로 개발하여야 할 것으로 보인다.
참 고 문 헌
1. 한국석유화학공업협회 자료
2. 국립환경과학원, 2005 전국 폐기물 발생 및 처리현황, 2006.
3. 한국플라스틱리싸이클링협회 자료
4. S. J. Pickering, Composite: Part A, 37, 1206 (2006).
5. K. Tanaka, Coverting Technology, 21 (1994).
6. 윤로환, 자원순환형 사회구축을 위한 국제 심포지엄: 폐기물 재활용의 오늘과 내일, 31 (2002).
7. 최형기, 고재송, 서강일, 고분자 과학과 기 술, 13, 315 (2002).
8. 김정호, 김의식, 지해성, 고의찬, “폴리에틸 렌, 폴리프로필렌 및 PET 혼합 폐플라스 틱의 재활용에 관한 연구,” 한국폐기물학 회지, 14, 895 (1997).
9. Kansai Research Institute Report, Plastics Recycling Including Oil Production (1995).
10. F.-P. Tseng, J.-J. Lin, C.-R. Tseng, and F.-C. Chang, Polymer, 42, 713 (2001).
11. C. W. Macosko, H. K. Jeon, and T. R.
% 저 자 소 개
김 성 수
1981 서강대학교 화학공학과 학사 1988 Texas Tech University
화학공학과 석사 1993 University of Pittsburgh
화학공학과 박사 1993∼1994 University of Pittsburgh
Postdoc
1994∼현재 한국에너지기술연구원 연료공정연구센터 책임연구원
나 정 걸
1994 KAIST 화학공학과 학사 1996 KAIST 화학공학과 석사 2001 KAIST 화학공학과 박사 2004∼현재 한국에너지기술연구원
연료공정연구센터 선임연구원
Hoye, Progress in Polymer Science, 30, 939 (2005).
12. J. Schiers and W. Kaminsky, Feedstock Recycling and Pyrolysis of Waste Plastics, John Wiley & Sons Ltd. (2006).
13. 최명재, 자원순환형 사회구축을 위한 국제 심포지엄: 폐기물 재활용의 오늘과 내일, 245 (2002).
14. 김동찬 외, 폐기물의 에너지화 기술개발 연 구(II), 한국에너지기술연구원 보고서 KIER- 982218, 과학기술부 (1998).
15. D. P. Serrano, J. Aguado, and J. M.
Escola, Ind. Eng. Chem. Res., 39, 1177 (2000).
16. A. Marcilla, A. Gómez, J. A. Reyes- Labarta, A. Giner, and F. Hernández, J.
Anal. Appl. Pyrolysis, 68-69, 467 (2003).
17. N. Okada, Journal of the Japan Institute of Energy, 72, 1081 (1993).
18. 김동찬 외, 폐플라스틱의 촉매 열분해 오 일화 효율향상 및 연료유의 고품질화 기술 개발연구, 한국에너지기술연구원 보고서 KIER-A34308, 산업자원부 (2004).
정 수 현
1980 전남대학교 화학공학 학사 1983 전남대학교 화학공학 석사 1990 전남대학교 화학공학 박사 1988∼현재 한국에너지기술연구원
연료공정연구센터 책임연구원
![Figure 1. 국내 발생 폐플라스틱 중 범용 폐플라 스틱 구성비율[3]. 플라스틱은 재융해와 처음 수지 상태로의 분 해가 가능하지만 폴리우레탄을 제외한 대부분 의 열경화성 폐플라스틱은 가교결합(cross link) 으로 인하여 재성형과 원래의 수지상태로의 분해가 불가능하여 재활용이 용이하지 않다](https://thumb-ap.123doks.com/thumbv2/123dokinfo/4989429.303384/2.799.100.372.108.326/폐플라스틱-구성비율-플라스틱은-가능하지만-폴리우레탄을-폐플라스틱은-수지상태로의-불가능하여.webp)
![Figure 2. 폐플라스틱 혼합물에서 특정 폐플라스틱을 분리하는 기술. 만의 혼합물에서 특정종류의 폐플라스틱을 분 리하는 공정이 있다[5-7]. 폐플라스틱 혼합물 에서 이물질을 제거하는 기술은 체선별, 풍력 선별, 자석선별, 파쇄선별, 마찰선별, 정전선별 기술들이 사용되며 폐플라스틱 혼합물에서 특 정 폐플라스틱을 분리하는 기술은 Figure 2와 같이 나타낼 수 있다](https://thumb-ap.123doks.com/thumbv2/123dokinfo/4989429.303384/3.799.181.628.115.343/폐플라스틱-혼합물에서-폐플라스틱을-혼합물에서-특정종류의-폐플라스틱을-폐플라스틱-폐플라스틱을.webp)
![Figure 3. PET의 (a) 글리콜 분해반응, (b) 메탄올 분해반응, (c) 가수분해 반응. 사용하여 분해하는 글리콜 분해(glycolysis), 메 탄올 분해(methanolysis), 가수분해(hydroly- sis) 등의 화학적 분해방법이 사용된다[9,12,13] Figure 3은 PET의 글리콜 분해, 메탄올 분해, 가수분해 반응을 보여준다](https://thumb-ap.123doks.com/thumbv2/123dokinfo/4989429.303384/4.799.170.636.114.383/분해반응-분해반응-가수분해-사용하여-분해하는-methanolysis-가수분해-분해방법이.webp)
![Table 1. 플라스틱의 종류별 열분해 특성[14] 구 분 PE PP PS PVC 비 중 0.91∼0.97 0.90∼0.91 1.04∼1.1 1.3∼1.4 분자 구조 [-CH 2 -CH 2 -] n [-CH 2 -CH-] n CH 3 [-CH 3 -CH-] n C6H5 [-CH 2 -CH-] n Cl 열분해 패턴 불규칙 분해 라디칼 전이 불규칙 분해라디칼 전이 해중합 분해 환화축중합 분해 분해온도(℃) 3](https://thumb-ap.123doks.com/thumbv2/123dokinfo/4989429.303384/5.799.85.735.137.543/플라스틱의-종류별-열분해-열분해-불규칙-분해라디칼-환화축중합-분해온도.webp)
![[기획특집: 폐플라스틱 재제조 기술] 탄소섬유강화 복합소재의 친환경 재활용 기술](data:image/gif;base64,R0lGODlhAQABAIAAAP///wAAACH5BAEAAAAALAAAAAABAAEAAAICRAEAOw==)