ISSN 2288-1069 (Online)
http://dx.doi.org/10.12925/jkocs.2020.37.2.214
주류공정 내 L-alanine‧염 스크러버를 이용한 고농도 이산화탄소 저감 효율 평가
김흥래1,*․이준형1․박형준1․박기태2․박일건1,✝
1㈜평화엔지니어링 연구원
2한국에너지기술연구원
(2020년 3월 9일 접수: 2019년 4월 14일 수정: 2020년 4월 17일 채택)
Evaluation of high concentration carbon dioxide reduction efficiency using L-alanine‧salt scrubber in Liquor factory
Heung-Rae Kim1,*․June-Hyung Lee1․Hyung-June Park1․Ki-Tae Park2․Il-Gun Park1✝
1Pyunghwa Engineering Consultants Ltd. R&D Institute
2Greenhouse Gas Laboratory, Korea Institute of Energy Research (Received March 9, 2020; Revised April 14, 2020; Accepted April 17, 2020)
요 약 : 본 연구는 L-alanine을 적용한 스크러버의 주류공장 내 CO2 제거효율, 모니터링 데이터 분석/
평가 및 에너지 저감효율을 평가하였다. 스크러버의 평균 제거율은 90.45%로 10,000 ppm이상의 고농도 CO2가 유입됨에도 제거효율이 뛰어난 것을 확인하였다. 스크러버 작동 후 작업장 내 CO2는 2,000ppm 이 하로 유지하여 약 74% 이상의 이산화탄소 저감 효율을 확인하였다. 또한 소비되는 전력량을 측정한 결과 스크러버 작동 후 230 kWh로 약 7.26%의 에너지가 절감되는 것으로 나타났다. 즉, 본 개발제품을 적용한 결과로 작업장 내 이산화탄소 농도를 외기유입 없이 낮은 농도로 유지함에 따라 근무자의 작업환경을 개선 시킬 수 있었으며 에너지 소비량 또한 저감할 수 있었다. 그러므로 식품, 주류공장 내 고농도 CO2 제거 공 정으로써 스크러버가 유용할 것으로 기대된다.
주제어 : 이산화탄소, 스크러버, L-alanine, 에너지, 모니터링
Abstract : This study evaluated CO2 removal efficiency, monitoring data analysis / evaluation efficiency and energy reduction efficiency in the liquor factory by L-alanine applied scrubber. The average removal rate of the scrubber was 90.45%, and it was confirmed that the removal efficiency was excellent above 10,000ppm of inlet CO2 concentration. After the scrubber operation, the CO2
concentration in the workplace was maintained under 2,000ppm(the carbon dioxide reduction efficiency was about 74%). and the energy saving efficiency was calculated to 7.26% by reducing the
✝Corresponding author (E-mail: igpark.pec.kr)
power consumption. As a result of applying the developed product, it was possible to improve the working environment of workers by reducing the carbon dioxide concentration in the workplace at low concentration without ventilation, and to reduce the energy consumption. Therefore, it is expected that the scrubber will be useful as a high CO2 removal process in food and liquor factories.
Keywords : Carbon dioxide, Scrubber, L-alanine, Energy, Monitoring
1. 서 론
현재 세계는 19세기 후반부터 시작된 산업화로 말미암아 전 세계적으로 화석연료의 사용이 증가 하면서 지구온난화가 진행되고 있다[1]. 지구온난 화의 주된 원인은 CO2, CH4, N2O, HFCs, PFCs, SF6 등의 온실가스로 이 중 CO2는 전체 온실가스 배출량의 80%를 차지하는 가장 주요한 물질로 분류된다[2,3].
1992년 브라질에서 개최된 유엔환경개발회의에 서 채택된 유엔기후변화협약을 시작으로 각 국가 간 능력에 맞는 온실가스 감축을 약속하였다.
1997년 교토의정서를 채택하고부터 청정개발체제 (CDM, Clean Development Mechanism), 배출 권거래제(ETS, Emission Trading Scheme), 공동 이행제도(JI, Joint Implementation)등이 도입되었 으며, 2015년 파리협정에서는 선진국에만 감축의 무를 부과하던 기존 체제를 넘어 모든 국가가 참 여하는 계기가 마련되었다[4,5].
우리나라는 2009년에 2020년 온실가스 배출전 망 대비 30% 감축이라는 목표를 대내외적으로 발표하면서부터 2010년 저탄소 녹색성장 기본법 을 시행하고 온실가스종합정보센터를 설치하여 온실가스 관리체계를 구축하였다. 이후 관계부처 합동으로 5년단위로 1차, 2차 국가기후변화 적응 대책을 마련하여 진행하고 있으며, 2014년 온실 가스 감축 로드맵 수립, 2015년 배출권거래제 실 시 등 온실가스 저감에 노력을 기울이고 있다[6].
각 분야별 우리나라의 온실가스 배출량은 에너 지분야가 약 87%로 가장 많은 양을 차지하며, 그 뒤로 산업공정이 약 7.5%, 농업분야와 폐기물 분야가 나머지를 차지한다. 산업공정은 20가지 업종으로 나뉘게 되는데 2015년 온실가스 배출권 거래제도를 시행함에 따라 각 사업장별로 온실가 스 배출량을 할당받게 된다[7,8]. 산업공정중 음 식료품 사업에 포함되는 주류공정의 경우 알코올 을 생성하기 위해 발효과정을 거치게 되는데 이
공정에서 다량의 CO2가 발생되게 된다. 대부분의 산업체에서는 온실가스 감축을 위한 방안으로 발 효공정에서 발생되는 CO2를 포집하여 다시 재활 용한다[9,10].
하지만 원료나 효모를 투입하는 과정에서 작업 장으로 CO2가 빠져나오게 되며, 20,000 ppm이 상의 농도가 간헐적으로 발생되게 된다. 작업환경 에대한 법적기준치는 5,000 ppm이하로 이를 지 키기 위해 환기구를 통해 배출시키게 된다. 이에 따라 외부의 공기가 유입되면서 작업장 온도가 변화되는데 냉난방기를 가동하여 상당량의 에너 지를 소모하며 유지시킨다.
이러한 에너지손실과 함께 온실가스를 감축하 기 위해서는 본질적으로 CO2를 저감하여야 작업 장내 환경을 유지시켜야 된다. CO2를 저감하기 위한 기술적 방법으로는 액체에 흡수시켜 저감하 는 방안과 고체물질에 흡착, 흡수시켜 처리하는 방안, 그리고 필름형태의 분리막을 사용해 포집하 는 방안 등이 있다[11]. 이 중 흡착·촉매를 이용 한 방법이나 분리막 등을 사용한 방법은 폐수발 생이 없고, 에너지손실량이 적다는 장점으로 활용 가능성이 높지만 아직 기술개발 단계에 있는 방 법이라 포집 성능에 대한 검증이 미미한 편이다.
이에 반해 액체를 사용하는 습식법은 과거부터 사용해오던 방법으로 가장 널리 활용되고 있으며, 기술개발 수준이 다른 기술보다 높아 많은 산업 분야에서 사용되고 있다[12,13].
본 연구에서는 온실가스 저감과 함께 주류공정 의 작업환경을 개선하기 위해 습식법을 사용한 저감방안을 채택하여 작업장 내 CO2 저감 및 에 너지 효율성을 확인하였다. 습식법이 사용되는 스 크러버를 설치한 작업장은 고농도의 CO2가 발생 되는 발효실로 작업장 내 근로자에게 위해를 끼 치지 않는 아미노산 계열의 L-alanine을 흡수제 로 사용하였다. 발효실 내에는 센서를 설치하여 스크러버 가동에 따른 작업장 내 CO2 저감 농도 를 확인하였고, 스크러버를 사용하기 전후의 냉난
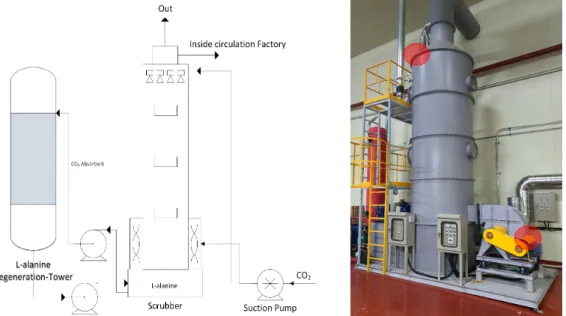
Fig. 2. Schematic diagram of CO2 reduction scrubber system.
Fig. 1. Absorption and regeneration reaction by amino acid additives.
방기 전력사용량을 측정하여 에너지 효율성을 평 가하였다.
2. 실험방법 2.1. L-alanine 스크러버
2.1.1. 흡수제
스크러버에 사용된 흡수제는 CO2와 반응하는 아미노 그룹(-NH2)과 카르복실 그룹(-COOH) 이 포함된 아미노산(amino acid) 계열로 NH2-RCH-COOH로 표기된다. 아미노산이 물
에 용해되면 아래 반응1과 같이 아미노 그룹에 수소이온이 결합하여 CO2 흡수 반응이 불가능하 게 비활성화되므로 반응2와 같이 KOH와 같은 염기를 첨가하여 아미노 그룹의 비활성화를 방지 한다[14]. 본 실험에서 사용한 L-alanine 흡수제 는 2.0 mol/L 농도의 Potassium L-alanine 수용 액을 제조하여 진행하였다.
2.1.2. 스크러버 구성
아래 Fig. 2는 스크러버의 공정도와 실제 현장 에 설치된 사진이다. CO2 흡수를 위해 2M L-alanine 흡수제를 약 2톤 충진하였으며, 배출 풍량은 100 m3/min, 액가스비는 6 L/m3으로 설
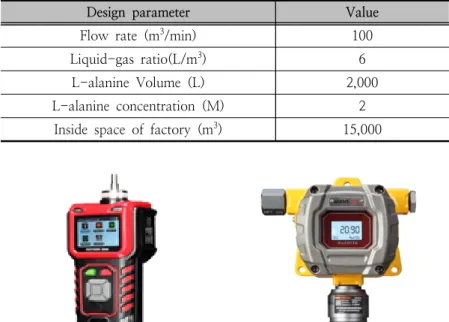
Fig. 3. Gastiger2000(left) and Wandi fix 800(right) CO2 analyzers.
Design parameter Value
Flow rate (m3/min) 100 Liquid-gas ratio(L/m3) 6 L-alanine Volume (L) 2,000 L-alanine concentration (M) 2
Inside space of factory (m3) 15,000 Table 1. Absorption scrubber system experiment condition 계되었다. 스크러버의 크기는 직경 1.5m, 높이
5m이며, 충진층 높이는 0.9m x 2단으로 구성된 다. 노즐은 1단마다 5개씩 총 10개가 설치되었으 며, 충진재는 폴리프로필렌 재질의 Pall ring을 투 입하였다. 유입구, 유출구에는 샘플링 포트에 CO2 분석기기를 연결하여 가동시간동안 실시간 으로 측정가능하도록 하였다. 또한 처리된 가스는 공장 내부로 재순환하여 외부공기의 유입을 최소 화하였다. 흡수시스템 Scrubber의 자세한 실험조 건으로는 아래 Table 1과 같다.
2.2. 측정·분석방법
2.2.1. CO2 측정장비
주류공장 내 L-alanine 흡수제를 적용한 이산 화탄소 흡수시스템의 CO2 흡수 성능을 파악하기 위해 이산화탄소 포집 측정장치(GASTIGER2000, WANDI, Australia)를 사용하여 측정하였다. 스 크러버의 유입구, 유출구에 연결된 샘플링 포트를 통해 가동시간동안 CO2 농도를 동시측정하여 제 거량을 도출하여 스크러버의 성능을 평가하였다.
실제 현장에 적용한 흡수시스템 스크러버의 작 동 전/후의 발효실 작업장내 CO2 농도 저감에
따른 작업환경 개선을 확인하기 위해 접촉식 모 니터링 장비인 Wandi fix 800제품(Wandi fix 800, WANDI, Australia)을 사용하였다.
2.2.2. 작업장 CO2 모니터링
Fig. 4는 주류공정 작업장 내 CO2 모니터링 기기를 설치한 사진이다. 총 4개의 CO2 센서가 배치되었으며, 온습도 센서 또한 설치하여 주 모 니터링패널을 통해 실시간 농도 및 온습도 수치 를 확인할 수 있다. 측정된 데이터는 자동으로 저장된다.
Fig. 5는 작업장내 센서가 설치된 지점을 나타 낸 도식도이다. 농도변화 및 정확한 모니터링 측 정을 위해 4개의 범위로 나누어 설치하였으며, 데이터 분석은 4개의 ZONE 평균으로 측정하였 다.
2.2.3 전력량 측정
주류, 식품 등의 공장에서 운영하는 발효공정 은 생물학적 반응이기 때문에 온도유지가 매우 중요하다. 그러나 발효공정에서 나오는 고농도의 이산화탄소에 의해 외부유입공기를 순환하고 있 으며 온도유지를 위해 전력소모가 높은 냉방기를
Fig. 4. CO2 monitoring system.
Fig. 5. Diagram of CO2 monitoring system installation location.
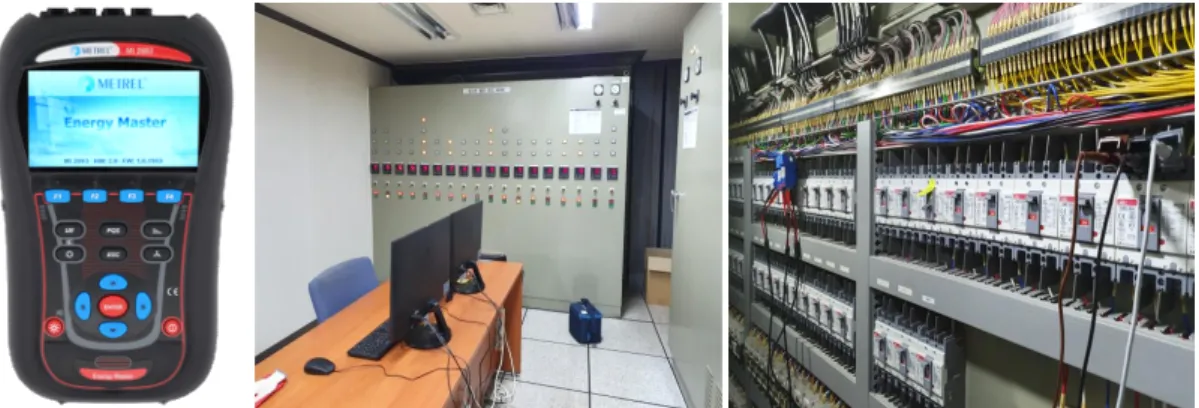
Fig. 6. Schematic electricity measuring instrument.
사용하고 있다[15]. 따라서 스크러버에 의한 CO2 자체 저감으로 외부 유입공기를 최소화함에 따라 냉방기 에너지 저감 효율을 확인하기 위해 전기 제어반에 전류계, 전압계를 연결하여 측정하는 기 기(MI2883, METREL Slovenia)를 Fig. 6와 같이 설치하여 측정하였다. 전력량 저감 효율의 계산식 으로는 아래 식 (1)과 같다.
× (1)
where,
A : Measuring electricity of unit cooler / Scrubber off (kWh)
B : Measuring electricity of unit cooler / Scrubber on (kWh)
3. 결과 및 고찰
3.1 L-alanine 스크러버의 CO2 저감 성능결과 Fig. 7은 흡수시스템 스크러버의 유입,유출구에 서 측정된 이산화탄소 농도 및 제거효율을 나타 낸 그래프이다. 스크러버 가동은 3시간 30분동안 지속하였고 10분 간격으로 CO2 측정을 수행하였 다. 실험결과, 유입되는 이산화탄소의 농도는 평 균 14,500ppm으로 측정되었으며 흡수공정을 거 쳐 유출되는 가스의 평균농도는 1,585ppm으로 나타났다.
초기 90%이상의 저감효율이 나타났으나 이후 20분 동안 유출되는 CO2의 농도가 2,000–
6,000ppm 사이의 농도로 안정화되지 않았고, 30 분 이후부터 유출 CO2 농도가 2,000ppm 이하로
유지되는 것을 확인하였다. 이는 스크러버를 장시 간 가동하지 않았을 때 저장되어 있던 흡수제의 농도 구배가 발생하여 스크러버를 가동하였을 때 하단에 높은 농도로 분포되어 있던 흡수제가 사 용되고 이후 상단에 낮은 농도로 분포된 흡수제 가 사용되면서 나타난 현상으로 판단된다.
설계된 스크러버의 액기비는 6 L/m3이며 실제 설치된 노즐을 통해 분사되는 용액의 유량은 532 L/min이다. 실험결과에 따르면 20분 이후부터 스 크러버의 저감율이 80-90%사이로 안정적인 수 치를 보임에 따라 장시간 스크러버를 가동하지 않을시 안정화를 위한 시간이 필요할 것으로 확 인된다. 가동 30분 이후 평균 제거율은 90.45%
로 평균 유입농도 14,500ppm에서 안정적인 성능 이 나타나는 것을 확인하였다.
3.2. 주류공정 내 CO2 저감 모니터링 결과 주류공정 내 작업장의 CO2 저감을 확인하기 위해 공장 내에 설치되어있는 CO2 모니터링 시 스템의 데이터를 분석하였다. 아래 Fig. 8은 10일 간의 모니터링 데이터로 ZONE A부터 D까지의 CO2 농도를 나타낸 그래프이다. 이중 마지막 1 일은 근무시간인 09시부터 17시까지 스크러버를 작동한 데이터이다.
일정한 경향성으로 이산화탄소의 농도가 높아 지는 구간은 09-17시까지 작업시간으로 특히 오 전 09-12시의 조업시간에는 원료와 발효액의 투 입을 위해 발효장치를 열고 닫는 과정에서 고농 도의 이산화탄소가 발생되는 것이 확인된다. 이때 발생하는 이산화탄소 농도는 5,000ppm에서 최대 약 40,000ppm의 고농도로 검출되는 것을 확인할 수 있다. 구역별 이산화탄소 농도를 확인해보면
Fig. 7. Removal of CO2 by L-alanine scrubber system.
Fig. 8. CO2 monitoring data in liquor factory.
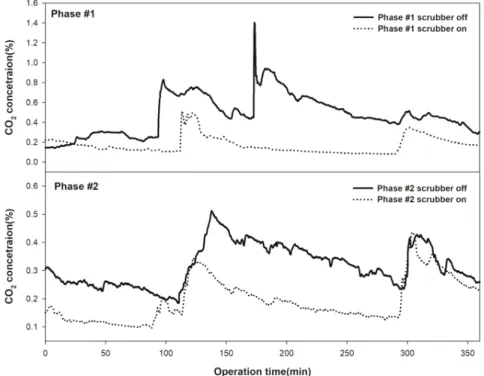
Fig. 9. CO2 concentration of Phase #1 and #2 according to scrubber on/off.
ZONE C,D > ZONE B > ZONE A순으로 농 도가 높은 것을 확인할 수 있는데 상대적으로 구 석에 위치하고 밀폐되어있는 공간인 ZONE C와 D가 공기의 흐름이 원활하지 않아 이산화탄소 농도가 높은 것으로 판단된다. 반대로 ZONE A 는 출입문과 가까이 위치해있으며 ZONE B 또 한 ZONE A의 영향을 받아 이산화탄소 농도가 낮은 경향성이 나타난 것으로 판단된다.
모니터링 데이터에 따르면 마지막 1일 스크러 버를 작동시킨 시점에서는 오전 조업시간에 고농 도로 발생되던 이산화탄소 농도가 전체적으로 낮 아진 것을 확인할 수 있다. 자세한 분석을 위해 스크러버 작동 전/후의 그래프를 분리하여 아래 에 나타내었다.
Fig. 9는 스크러버 가동 전/후 데이터를 작동시 간에 따라 나눈 것으로 총 2번의 실험을 4개 구 역의 평균농도로 나타낸 결과이다. Phase #1 실 험에서 스크러버를 작동시키기 전 10,000ppm 이 상의 농도가 측정되었고, 전체 평균농도는 4,270ppm으로 분석되었다. 그러나 스크러버를 작동시킨 후 고농도는 5,000ppm까지 나타났으며 평균농도는 1,520ppm으로 약 74% 이상의 이산
화탄소 농도가 저감되었음을 확인하였다. 상대적 으로 낮은 농도가 나타난 Phase #2 실험은 스크 러버 작동 전 평균농도 2,862ppm, 작동 후 평균 농도 1,856ppm으로 측정되었다. Phase #2 실험 에서 작업장 내 CO2 평균농도는 35% 이상의 효 율로 저감하였으며 두 실험 모두 작업장 내 평균 농도가 2,000ppm 이하로 근무자의 작업환경을 개선시켜주는 것을 확인하였다.
모니터링 장비에 의한 온‧습도 측정결과, 작업 장 내 온도는 14-17℃ 사이로 측정되었으며, 습 도는 60-90%를 유지하였다. 이에 따라 작업장 환경에 스크러버의 영향은 없는 것으로 확인되었 다.
3.3. 에너지 개선율 평가
Table 2는 Scrubber 작동 전/후의 에너지 저감 효율을 평가한 결과이다. 본 연구에서 개발한 스 크러버를 작동하기 전에는 CO2를 배출하기 위한 환기팬(FAN)과 외기 공기유입에 따른 온도조절 로 유니트쿨러(냉방기)가 온도변화에 따라 자동으 로 작동된다. 그러나 본 개발장치를 작동한 후에 는 유니트쿨러와 환기팬의 작동을 최소화하여 내
Experiment type Electric energy (kWh) Energy efficieney
Scrubber off 248
×
Scrubber on 230
Table 2. Results of electric energy according to scrubber operation
부온도를 낮게 유지하여 전력사용량을 낮출 수 있었다. 스크러버 작동 전/후의 적산전력량을 측 정한 결과 작동 전 248kWh, 작동 후 230kWh로 약 7.26%의 에너지 저감 성능을 확인하였다. 이 를 통해 작업장내 스크러버를 적용함으로써 이산 화탄소를 저감시킴과 동시에 소비되는 에너지를 효율적으로 절감하는 것을 확인하였다.
4. 결 론
본 연구에서는 L-alanine을 적용한 스크러버의 주류공장 내 CO2 제거효율 및 모니터링 데이터 분석/평가를 진행하였으며 다음과 같은 결론을 얻 을 수 있다.
(1) 작업장 내 스크러버의 CO2 제거성능으로 초 기 20분 동안은 안정화되지 않았으나 30분 이후 2,000ppm 이하로 유지됨에 따라 평균 제거율 90.45%로 도출되었고, 높은 농도의 CO2가 유입됨에도 제거효율이 뛰어난 것을 확인하였다.
(2) 스크러버의 작동여부에 의한 작업장 내 CO2 저감 효율로 작업장 내 평균 이산화탄소 농 도는 스크러버 작동 전 4,270ppm, 스크러버 작동 후 1,520ppm으로 74% 이상의 이산화 탄소 저감 효율을 확인하였다. 따라서 작업 자의 환경을 효과적으로 개선시켜줄 것으로 사료된다.
(3) 스크러버 작동 전/후의 적산전력량을 측정한 결과 작동 전 248 kWh, 작동 후 230 kWh 로 약 7.26%의 에너지를 효율적으로 저감하 는 것으로 나타났다.
본 연구로 도출된 결과는 작업장 내 이산화탄소 의 농도를 외기유입 없이 낮은 농도로 유지함에 따 라 작업자의 환경을 개선시킬 수 있었으며 에너지
소비량 또한 절감하여 스크러버가 식품, 주류공정 내 고농도 CO2 저감에 활용에 용이할 것으로 기 대된다.
감사의 글
이 논문은 산업통상자원부의 ‘에너지기술개발사 업(#20172020109230)’의 지원을 받아 수행된 연 구결과입니다.
References
1. T. P. Hughes, J. T. Kerry, M. Álvarez- Noriega, J. G. Álvarez-Romero, K. D.
Anderson, A. H. Baird, T. C. Bridge,
“Global warming and recurrent mass bleaching of corals”, Nature, Vol.543, No.7645, pp. 373-377, (2017).
2. T. R. Anderson, E. Hawkins, P. D. Jones,
“CO2, the greenhouse effect and global warming: from the pioneering work of Arrhenius and Callendar to today's Earth System Models”, Endeavour, Vol.40, No.3, pp. 178-187, (2016).
3. K. Haustein, M. R. Allen, P. M. Forster, F. E. L. Otto, D. M. Mitchell, H. D.
Matthews, D. J. Frame, “A real-time global warming index”, Scientific reports, Vol.7, No.1, pp. 1-6, (2017).
4. Y. Lu, N. Nakicenovic, M. Visbeck, A. S.
Stevance, “Policy: five priorities for the UN sustainable development goals”, Nature, Vol.520, No.7548, pp. 432-433, (2015).
5. R. Costanza, L. Fioramonti, I. Kubiszewski,
“The UN Sustainable Development Goals and the dynamics of well-being”, Frontiers in Ecology and the Environment, Vol.14,
No.2, pp. 59-59, (2016).
6. J. O. Kim, J. H. Suh, “A review of climate change adaptation policies applied to landscape planning and design in Korea”, Landscape and ecological engineering, Vol.12, No.1, pp. 171-177, (2016).
7. W. Kim, J. Yu, “The effect of the penalty system on market prices in the Korea ETS”, Carbon Management, Vol.9, No.2, pp. 145-154, (2018).
8. Y. Choi, H. S. Lee, “Are emissions trading policies sustainable? A study of the petrochemical industry in Korea”, Sustainability, Vol.8, No.11, pp. 1110, (2016).
9. F. P. Casanova, A. Bevilacqua, L. Petruzzi, M. Sinigaglia, M. R. Corbo, “Fermentative activity of promising yeasts for cereal- based beverages using CO2 headspace analysis”, Czech Journal of Food Sciences, Vol.33, No.1, pp.8-12, (2015).
10. L. Fradette, S. Lefebvre, J. Carley,
“Demonstration results of enzyme- accelerated CO2 capture”, Energy Procedia, Vol.114, pp. 1100-1109, (2017).
11. D. W. Keith, G. Holmes, D. S. Angelo, K.
Heidel, “A process for capturing CO2 from the atmosphere”, Joule, Vol.2, No.8, pp.
1573-1594, (2018).
12. P. C. Chen, Y. X. Luo, P. W. Cai, “CO2 Capture Using Monoethanolamine in a Bubble‐Column Scrubber”, Chemical Engineering and Technology, Vol.38, No.2, pp. 274-282, (2015).
13. A. Singh, Y. Sharma, Y. Wupardrasta, K.
Desai, “Selection of amine combination for CO2 capture in a packed bed scrubber”, Resource-Efficient Technologies, Vol.2, pp.
S165-S170, (2016).
14. S. Dharmalingam, K. T. Park, J. Y. Lee, I.
G. Park, S. K. Jeong, “Catalytic effect of metal oxides on CO2 absorption in an aqueous potassium salt of lysine”, Journal of Industrial and Engineering Chemistry, Vol.68, pp. 335-341, (2018).
15. I. G. Park, Y. S. Park, “Evaluation of CO2 Removal Efficiency in Liquor plant by scrubber", Journal of the Korean Applied Science and Technology, Vol.34, No.4, pp.
986-994, (2017).