<학술논문> DOI:10.3795/KSME-A.2008.32.2.105
나노압입공정 해석에서 재료의 탄소성 특성 도출을 위한 대표변형률의 결정과 Dao 의 Reverse 해석의 향상
이정민* · 이찬주* · 김병민†
(2007년 4월 26일 접수, 2008년 1월 14일 심사완료)
Improvement of Dao’s Reverse Analysis and Determination of Representative Strain for Extracting Elastic-Plastic Properties of Materials in Analysis of Nanoindentation
Jungmin Lee, Chanjoo Lee and Byungmin Kim
Key Words : Nanoindentation(나노압입), Representative Strain(대표변형률), Finite Element Analysis (유한요소해석), Elastic-Plastic Property(탄소성 특성)
Abstract
The newly developed analysis method for nanoindentation load-displacement curves are focused on not only obtaining elastic modulus and hardness values but also other mechanical properties, such as yield strength and strain hardening properties. Dao et al.(1) developed a forward and reverse algorithm to extract the elasto-plastic properties of materials from the load-displacement curves obtained in nanoindentation test.
These algorithms were only applicable for engineering metals (Poisson’s ratio 0.3) using the equivalent conical indenter of the Berkovich. However, the applicable metals are substantially limited because range of used in the finite element analysis is narrow. This study is designed to expand range of the applicable metals in the reverse algorithms established by Dao et al. (1) and to improve the accuracy of that for extracting the elasto-plastic properties of materials. In this study, a representative strain was assumed to vary according to specific range of E*/σr and was defined as function of E*/σr. Also, an initial unloading slope in reverse algorithms improved in this study was not considered as independent parameters of the load-displacement curves. The mechanical properties of materials for finite element analysis were modeled with the elastic modulus, E, the yield strength, σy, and the strain hardening exponents, n. We showed that the representative strain (0.033) suggested by Dao et al. (1) was no longer applicable above the E*/σr of 400 and depended on values of E*/σr. From these results, we constructed the dimensionless functions, in where the initial unloading slope was not included, for engineering metals up to E*/σr of 1500. These functions allow us to determine the mechanical properties with greater accuracy than Dao’s study.(1)
1. 서 론
나노압입시험(Nanoindentation test)은 압입자를 재
료 표면에 압입한 후, 압입 깊이(h)에 따른 하중 (P) 곡선(이후 하중-변위 곡선: P-h curve)을 이용하 여 경도 및 탄성계수와 같은 재료의 기계적 특성 을 측정할 수 있는 기술이다. 일반적으로 나노압 입시험에서 압입하중은 밀리뉴턴(Millinewton) 범 위이며 압입깊이는 나노미터(Nanometer)범위이 다.(1~23)
최근 나노압입공정의 이론적/수치적 해석을 통
† 책임저자, 회원, 부산대학교 기계공학부 E-mail : [email protected]
TEL : (051)510-3074 FAX : (051)581-3075 * 부산대학교 대학원 정밀기계공학과
해 벌크(Bulk) 재료뿐만 아니라 박막과 코팅, MEMS 부품 등과 같은 미소체적 부품의 탄소성 거동 특성을 도출하기 위한 연구가 광범위하게 진 행되고 있다.(1~4,11)
일반적으로 나노압입공정에서 재료의 탄소성 특성과 하중-변위 곡선의 기초적인 관계는 차원해 석을 통해 규명되어질 수 있다. 이러한 차원해석 은 재료의 탄소성 특성을 결정하는 독립변수와 나 노압입시험의 하중-변위 곡선을 표현하는 독립변 수들의 관계를 서로 비교하는 것이다.(5)
나노압입공정에 대한 차원해석은 Cheng 과 Cheng(5~8)에 의해 가장 먼저 시작되었다. 그들은 탄소성 모델의 압입공정 유한요소해석을 통해 재 료의 물성이 압입시험의 하중-변위 곡선에 미치는 영향을 평가하였다. 이후 Giannakopoulos 와 Suresh(8)는 차원해석을 이용하여 재료의 탄소성 특 성으로부터 하중-변위 곡선을 예측하는 Forward 해 석과 하중-변위 곡선으로부터 재료의 탄소성 특성 을 예측하는 Reverse 해석 방법을 제안하였다. 현 재 재료의 탄소성 특성을 결정하기 위해 가장 신 뢰할 만한 연구결과는 Dao(1)에 의해 제안된 Forward 와 Reverse 해석방법으로 알려져 있다. 그 것은 대변형 이론에 근거하여 작성된 6 개의 무차 원 함수 세트로 구성되어 있다.
이후에도 Bucallie(9)와 Chollacoop,(10) Tunvisut,(11) Cao,(12) Swaddiwudhipong,(13) Ogasawara,(14,15) Yan,(16) Antunes,(17) Lee,(2) Lee(18) 등에 의해 재료의 탄소성 특성뿐만 아니라 잔류응력, 박막의 기계적 특성 평가에 관한 연구가 수행되었다.
특히 Dao(1)의 연구에서 정의된 뾰족한 압입자 (Sharp indenter)의 압입시험에 대한 무차원 함수 세 트는 대표응력(σr)과 대표변형률(εr) 개념을 도입 하여 확립되었다. 이 때 사용된 대표응력과 대표 변형률은 재료의 가공경화지수(n)에 독립적이다.
그러나 Dao(1)에 의해 제안된 무차원 함수는 하중- 변위 곡선에 대한 Reverse 해석시 재료 물성에 대 한 결과값의 오차가 크고 탄소성 특성의 무차원 변수E*/σr의 범위가 작은 한계가 있다.
따라서 본 연구에서는 Dao(1)의 연구에 근거하여 더 넓은 E*/σr 범위에 대한 대표변형률 값을 예 측하였다. 이 때 대표변형률은 E*/σr 의 구간에 따라 변화한다고 가정하였고 E*/σr의 함수로 정 의하였다. 또한 이러한 대표변형률 변화를 포함하 면서 가공경화지수 결정을 위해 로딩(Loading)곡률 (C)을 이용한 새로운 Reverse 알고리즘을 제안하 였다. 본 연구에 사용된 소재는 Al6061-T6 와 AISI 1010, 1045, 구리(99 %)이며 Reverse 해석으로 도출 한 각각의 소재의 물성치(항복강도, 가공경화지수, 탄성계수)는 인장시험과 나노압입공정의 유한요소 해석 결과와 비교되었다.
1.1 대표응력과 대표변형률
대표변형률은 압입동안 압입자 아래에서 재료 의 유동응력과 관련된 특징적인 소성변형률을 말 하며 이에 해당하는 응력을 대표응력이라 한다.
본 논문에서는 원추나 피라미드 형상과 같은 뾰족 한 압입자를 사용한 경우로 한정하였다.
대표변형률 개념은 Tabor(19)에 의해 처음 도입되 었다. 그는 재료의 기계적 특성이 경도 특성 (H =Pave: 평균접촉압력)으로 대표된다고 보고 그 관계를 식 (1)과 같이 정의하였다.
D r
H = σ (1) 여기서 H 는 경도이며, D 는 비례상수, σr은 대 표변형률 0.082 에 해당하는 대표응력값이다.
Tabor(19)는 구리와 연강에 대하여 경도시험을 통해 비례상수 (D)가 약 2.8 ~ 3 이 된다고 보고하였다.
이러한 연구는 압입되는 재료의 진응력-진변형률 곡선상의 어느 한 지점에서 응력-변형률 평가를 가능하게 하였다.
Johnson(20)은 경도와 항복강도의 관계를 예측하 기 위해 압입자 아래의 재료 응력분포를 구형 캐 비티 형상(Spherical cavity model)으로 가정하였다.
이때 탄소성 재료의 경도와 대표응력의 관계는
(E/σr)tanα의 함수로 표현되며 대표변형률은 압 입자의 형상에 의존하는 값으로 식 (2)와 같이 정 의하였다.
α
εr =0.2tan (2) 여기서 α는 압입자와 재료 표면사이의 각도로 써 비커스(Vikers), 베르코비치(Berkovichi) 압입자 의 경우 대표변형률은 0.076 이다. 또한 Giannakopoulos 와 Suresh(8)는 그들의 Forward 와 reverse 해석에서 비커스 압입자에 대한 대표변형 률을 0.29 로 정의하였다.
압입공정의 하중-변위 곡선으로부터 재료 물성 을 추출하기 위한 실질적인 대표변형률의 적용은 Dao(1)에 의해 시작되었다. 그는 27~570 범위의
E*/σr에 대해 베르코비치 압입자의 압입공정 유 한요소해석을 수행하였다. 그 결과로 얻어진 로딩 곡선의 곡률 C 와 E/σr의 관계를 분석하여 가공 경화지수에 영향이 없는 σr 을 제안하였다. 이에 해당하는 베르코비치 압입자의 대표변형률은 0.033 이다. 그러나 최근 연구결과에 따르면 재료 의 E*/σr 범위에 따라 대표변형률이 0.0115 ~ 0.042 까지 다양하게 변화한다고 보고되었다.(14,15)
Ogasawara(14)는 E*/σr 범위에 따라 나노압입시 험의 유한요소해석을 수행하여 E*/σr 에 따른
C/σr의 변화를 관찰하여 각 범위(E*/σr= ~ 800,
~ 1500, ~ 3300)에 대한 대표변형률 값을 각각
0.033, 0.028, 0.023 으로 설정하였다. 특히 그는 압 입자에 의한 재료 표면의 변형을 평면변형률로 가 정하여 대표변형률을 식 (3)과 같이 정의하였다.
α
εr =0.0319cot (3) 이 식을 통해 얻어지는 베르코비치 압입자의 대표변형률은 0.0115 이며 이를 단축인장에서의 소 성변형률로 변화하면 εr =0.023이 얻어진다.
Antunes(17)는 대표응력이 재료의 경도와 탄성계 수로 평가할 수 있으며 식 (4)와 같이 선형적인 관계를 가진다고 보고하였다.
91 . 4 231
. 0
*
*
⎟⎟+
⎠
⎜⎜ ⎞
⎝
= ⎛
r
E H
E
σ (4) 여기서 E 는 상당탄성계수이며 대표변형률은 * E 의 범위가 55 ~ 450 GPa 인 범위에서 0.034 ~ *
0.042 사이의 값을 가지며 이것은 대표응력에 의해 결정된다. E*≤450인 경우에는 대표응력값에 상 관없이 대표변형률은 0.034 이며 55≤ E*<450인 경우에는 대표응력이 증가할수록 대표변형률도 증 가한다. 3≤ E*<55인 경우에는 0.042 로 일정하다 고 하였다. 즉 E*/σr이 증가함에 따라 대표변형 률은 감소하는 경향을 나타낸다. 이것은 대표변형 률이 압입자 형상뿐만 아니라 재료 물성에도 의존 하는 값임을 의미한다.
1.2 나노압입시험 메커니즘과 Dao 의 차원해석 나노압입시험에서 전형적인 하중-변위 곡선은 Fig. 1 과 같이 나타난다. Dao(1)의 연구에서 하중-변 위 곡선 중 로딩곡선은 Kick 의 식 (5)에 의해 표 현된다.
Ch2
P= (5)
Ch2
P=
We p
e
t W W
W = +
Wp
P (Load)
h(Depth)
hm
u
dh dP
hr hm
Pm
Fig. 1 Typical load-displacement curve of an elastic- plastic material to sharp indentation
여기서 P 는 압입하중이며 h 는 압입깊이, C 는 로딩곡선의 곡률로써 압입자의 압입특성을 나타내 는 재료상수이다. 언로딩(Unloading) 곡선은 초기 언로딩 곡선의 기울기
hm u
dh
dP 와 언로딩 후 잔류
압입깊이(h ), 최대압입깊이 (r h )로 표현된다. 여m 기서 P 는 언로딩 곡선의 하중이다. 추가로 압입 u 동안 발생되는 총일(Wt =We+WP:W 탄성일, e W 소P 성일)이 변수로써 사용된다.
Dao(1)는 하중-변위곡선을 표현하는 세가지 독립 변수로써 C 와
hm u
dh
dP , h /r hm을 사용하였으며 추
가로 h /r hm를 대체하기 위해 W /p Wt를 사용하였 다.
재료의 탄소성 특성은 Fig. 2 와 같이 단축인장 에서의 가공경화곡선으로 표현할 수 있으며 탄소 성 진응력-진변형률 거동은 식 (6)으로 가정된다.
⎩⎨
=⎧ n K E ε σ ε,
) (
) (
y y
σ σ
σ σ
>
≤ (6)
여기서 σ는 유효응력, E 는 탄성계수, K 는 강도 계수, n 은 가공경화지수이다. 재료의 총 변형률 (ε=εy +εP)은 탄성변형구간까지의 초기항복변형 률 (εy)과 소성영역의 소성변형률 (εP)로 구분할 수 있다. 따라서 초기항복응력(σy)은 식 (7)로 표 현되며 이후의 소성영역은 식 (8)로 표현된다.
n y y
y Eε Kε
σ = = (σ ≤σy) (7)
n
P y y
E ⎟⎟
⎠
⎞
⎜⎜
⎝
⎛ +
= ε
σ σ
σ 1 (σ >σy) (8)
σ
ε εp
n y
y Kε
σ =
εy
εr
σr
E 1
σy
Fig. 2 The power law elastic-plastic stress-strain behavior of metals used in this study(1)
이러한 재료의 탄소성 특성을 대표하는 독립변 수는 탄성계수 (E), 가공경화지수 (n), 항복강도 (σy), 푸아송의 비 (ν)로 설정하였다. Fig. 2 에서 재료의 εP은 εr로 가정할 수 있으며 재료의 소성 영역은 n 과 σy 또는 σr으로 나타낼 수 있다.
따라서 재료의 탄소성 특성을 묘사하기 위한 변수 세트는 (E, n, σy, ν) 또는 (E, n, σr, ν), (E, n, σy, σr) 중 한가지로 선택할 수 있다. Dao(1) 의 Reverse 알고리즘은 공학적 금속재료에 대상을 한정하였기 때문에 푸아송의 비는 0.3 으로 일정하 게 가정하였다. 따라서 유한요소해석을 위한 재료 의 독립변수는 E, n, σy으로 정하였다.
이를 통해 뽀족한 압입자를 이용한 탄소성 가 공경화특성 재료의 압입하중 (P)는 식 (9)의 함수 로써 나타낼 수 있다.
) , , , , , ,
(hE E n P
P= ν i νi σy (9) 여기서 E 는 압입자의 탄성계수이며 i νi는 푸아 송의 비, h 는 압입깊이이다. 이를 상당탄성계수 (E* =[1−ν2/E+1−νi2/Ei]−1)와 대표응력을 사용하 면 식 (10)과 같이 표현할 수 있다.
) , , ,
(hE* n P
P= σr (10) 같은 방법으로 언로딩 구간의 dPu/dh 는 식 (11)의 함수로써 주어진다.
(hh E n)
dh dP dh dP
r m u
u = , , *,σ , (11)
이후 Dao(1)는 차원해석에서 Π 이론을 적용하여 식 (12)와 같은 무차원 함수 세트를 구성하였다.
r r
n C E
σ σ ⎟⎟⎠=
⎜⎜ ⎞
⎝
Π⎛ ,
*
1 ,
hm
u
r m dh
dP h n E E
*
* 2
, ⎟⎟⎠= 1
⎜⎜ ⎞
⎝ Π ⎛
σ ,
m r r
h n h E ⎟=
⎠
⎜ ⎞
⎝
Π3⎛σ*, ,
E P h
h ave
m r ⎟⎟⎠=
⎜⎜ ⎞
⎝
Π4⎛ ,
t P m
r
W W h h ⎟⎟⎠=
⎜⎜ ⎞
⎝
Π5⎛ (12)
이후 Dao(1)는 다양한 탄성계수와 가공경화지수, 항복강도값을 변화시켜 총 76 개의 탄소성 재료 특성에 대한 압입시험 유한요소해석을 수행하였다.
적용한 E*/σr의 범위는 800 이하이며 대표변형률 0.033 에서 가공경화지수의 영향이 없는 각각의
Π 함수를 결정하였다.
1.3 Dao 연구의 한계
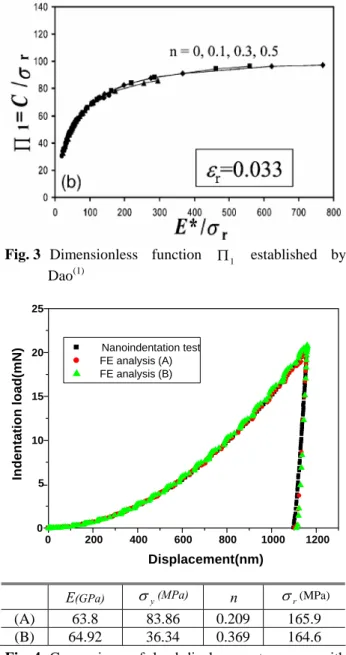
Fig. 3 은 Dao(1)의 연구에서 Π 함수 설정을 위한1 가공경화지수와 E*/σr의 함수로써 C/σr을 나타 낸 것이다. 그림에서 알 수 있듯이 E*/σr의 범위 는 대부분 300 이하에 집중되어 있으며 300 이상에 서는 탄소성 모델이 몇 개 존재하지 않는다. 이것 은 가공경화지수가 높거나 E*/σr범위가 800 이상 일 경우, 정확한 탄소성 특성을 예측하기 어렵게 만든다.
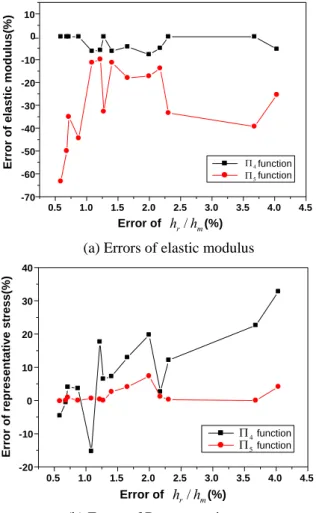
또한 Fig. 4 에서와 같이 동일한 하중-변위 곡선 에 대한 다양한 탄소성 모델을 도출하는 경우도 있다. 특히 동일한 대표응력값을 가질 경우 서로 다른 탄소성 특성에서도 같은 로딩곡률을 가지는 것으로 나타났다.
Fig. 3 Dimensionless function Π established by 1 Dao(1)
0 200 400 600 800 1000 1200
0 5 10 15 20 25
Indentation load(mN)
Displacement(nm)
Nanoindentation test FE analysis (A) FE analysis (B)
E(GPa) σy(MPa) n σr(MPa) (A) 63.8 83.86 0.209 165.9 (B) 64.92 36.34 0.369 164.6 Fig. 4 Comparison of load-displacement curves with
different material properties
0.5 1.0 1.5 2.0 2.5 3.0 3.5 4.0 4.5 -70
-60 -50 -40 -30 -20 -10 0 10
Error of elastic modulus(%)
function function
Error of (%)h /r hm
Π4
Π5
(a) Errors of elastic modulus
0.5 1.0 1.5 2.0 2.5 3.0 3.5 4.0 4.5
-20 -10 0 10 20 30 40
Error of representative stress(%)
function function
Π4
Π5
Error of (%)h /r hm (b) Errors of Representative stress
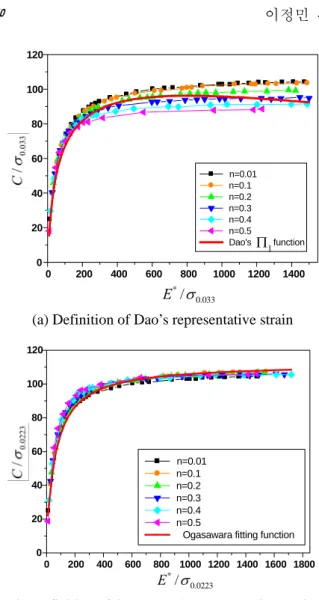
Fig. 5 Comparisons of errors of mechanical properties obtained from Π and 4 Π with different error 5 values of h /r hm
Fig. 5 는 h /r hm오차에 따른 탄성계수와 대표응 력값의 오차를 나타낸 것이다. 그림에서 알 수 있 듯이 동일한 h /r hm의 오차내에서 Π 와 4 Π 함수5 는 다른 탄성계수와 대표변형률 값을 도출하며 탄 성계수의 경우 최대 60 %의 차이가 발생하였다.
이렇게 Dao(1)의 무차원 함수 세트에서는 결과값의 유일성이 없는 것과 E*/σr 의 범위가 작은 것이 문제점으로 지적되고 있다.
2. 나노압입시험의 유한요소해석
탄소성 재료의 나노압입특성 평가를 위한 유한 요소해석은 2 차원 축대칭 모델로 가정되었고 ABAQUS 6.3-1 를 이용하여 수행되었다. 재료의 E*/σr 범위는 Dao(1)의 대표변형률 0.033 을 기초 하여 10 ~ 1500 전후까지 설정하였으며 총 7 구간 (10 ~ 100, ~ 200, ~ 300, ~ 600, ~ 900, ~ 1200, ~ 1500)으 로 구분하였다. 각 구간은 가공경화지수, 항복강도, 탄성계수를 적절하게 변화시켜 설정하였고 각
Conical indenter
Material
70.3o
Tip radius : 40nm
Indentation depth : 1000nm
Fig. 6 FE model of sharp nanoindentation(70.3°)
구간별로 탄소성 모델이 20 개씩 포함되게 하였다.
해석은 총 140 개의 경우에 대해 수행되었다. 탄성 계수는 10 ~ 600 GPa, 항복강도는 10 ~ 2500 MPa, 가공경화지수는 0.01 ~ 0.5 까지 변화시켰다. 그리 고 푸아송의 비는 0.3 으로 일정하게 가정하였다.
압입자는 베르코비치 팁(Tip)을 사용하였고 깊 이에 따른 접촉투영면적( A=24.56hc2)을 고려하여 압입자 반각 70.3°의 상당 원추형 팁으로 가정되 었다. 재료와 접촉시 압입자는 강체로 가정하였으 며 마찰은 존재하기 않는 것으로 가정하였다. (9)
해석에서 압입깊이는 1000nm 로 하였고 압입자 팁 반경은 40nm 로 모델링 하였다. 재료의 탄성 거동은 탄성계수와 푸아송의 비로 정의하였고 소 성 거동은 σ =Kεn를 이용하여 본 마이세스 응력 (Von mises stress)으로 정의되었다. Fig. 6 에 나노압 입시험의 유한요소해석모델을 나타내었다.
3. 나노압입시험 유한요소해석 결과
3.1 대표응력과 대표변형률 평가(Π 함수) 1 Fig. 7 은 해석 결과로부터 70.3°원추형 압입자 에 대한 Dao(1)와 Ogasawara(14)의 대표변형률 정의 를 이용하여 가공경화지수와 E*/σr 의 함수로써
C/σr를 나타낸 것이다. 해석 결과, Dao(1)의 대표 변형률 0.033 (Fig. 7(a))은 E*/σr의 값이 300 이하 인 경우에는 잘 일치하지만 그 이상인 경우 가공 경화지수의 영향이 큰 것으로 나타났다. 반면에 Ogasawara(14)의 대표변형률 정의 εr =0.0319cotα (Fig. 7(b))는 E*/σr의 전 범위에 걸쳐 Dao 의 정 의(1)보다 정확하지만 부분적으로 약간씩 가공경화 지수의 영향이 있는 것으로 나타났다. 각각의 피 팅 함수(Fitting function)에서도 Dao(1)는 E*/σr 의 300 이하 범위에서, Ogasawara(14)는 E*/σr의 전 범 위에 대해 Dao(1)보다 좀 더 정확한 대표변형률 값 을 예측하는 것으로 나타났다.
0 200 400 600 800 1000 1200 1400 0
20 40 60 80 100 120
n=0.01 n=0.1 n=0.2 n=0.3 n=0.4 n=0.5
Dao's function
033 . 0
*/σ E
Π1
(a) Definition of Dao’s representative strain
0223 . 0
*/σ E
0 200 400 600 800 1000 1200 1400 1600 1800 0
20 40 60 80 100 120
n=0.01 n=0.1 n=0.2 n=0.3 n=0.4 n=0.5
Ogasawara fitting function
(b) Definition of Ogasawara’s representative strain Fig. 7 Variations ofC/σr as a function of E*/σr
and n for Dao and Ogasawara’s works
앞선 연구자(1,14))들은 대표변형률을 가공경화지 수의 영향 없는 오직 압입자 형상에만 의존하는 상수로써 정의하였다. 그러나 해석 결과에서 단일 대표변형률의 적용은 넓은 E*/σr범위에 걸쳐 가 공경화지수에 영향이 없는 C/σr 를 예측하기 어 려운 것으로 나타났다. 또한 이를 이용하여 피팅 함수를 설정할 경우, Reverse 해석시 최종적인 탄 소성 특성값의 오차를 증가시킬 수 있다.
따라서 본 연구에서는 E*/σr 의 범위에 따라 대표변형률은 변화한다고 가정하여 총 7 구간으로 나누어 가공경화지수의 영향이 없는 대표변형률을 조사하였다. Fig. 8 은 각 E*/σr 구간별 도출된 대 표변형률의 변화를 나타낸 것이다.
대표변형률은 E*/σr이 증가할수록 감소하였지 만 800 이후에는 거의 일정값을 가지는 것으로 나 타났다. 또한 300 이하와 600 이상에서 각각 Dao(1) 의 0.033 과 Ogasawara(14)의 0.023 과 유사한 값을
0 200 400 600 800 1000 1200 1400 1600 0.020
0.025 0.030 0.035 0.040 0.045 0.050 0.055
Representative strain( ) Representative strain
Fitting function
E*/σr
Fig. 8 Variation of representative strain as a function of E*/σr
0 300 600 900 1200 1500 1800
0 20 40 60 80 100 120
n=0.01, 0.1, 0.2, 0.3, 0.4, 0.5 Fitting function of
E*/σr
Π1
Fig. 9 Dimensionless Π function constructed using 1 equation (13)
나타내었다. 본 연구에서는 식 (13)과 같이 대표 변형률을 E*/σr의 함수로써 정의하였다.
⎟⎟⎠
⎜⎜ ⎞
⎝
⎛ + +
−
= / 177.3
7 . 91 166
. 3
exp *
r
r E σ
ε (13)
⎟⎟⎠
⎜⎜ ⎞
⎝
⎛
− +
⎟⎟=
⎠
⎜⎜ ⎞
⎝ Π ⎛
= / 28.04
01 . 70 58
. 4
exp *
*
1
r r
r E
E C
σ σ
σ (14)
Fig. 9 는 식 (13)의 대표변형률을 이용하여 가공 경화지수와 E*/σr 의 함수로써 C/σr 를 나타낸 것이다. 결과는 식 (13)이 Dao(1)와 Oagasawara(14)의 대표변형률 정의에 비해 휠씬 더 정확한 대표변형 률을 예측하는 것으로 나타났다. 압입시험의 로딩 곡률과 대표변형률 관계인 Π 함수는 Fig. 9 의 곡1 선 피팅을 통해 식 (14)과 같이 정의하였고 이것 은 E*/σr 의 변화에 따른 대표 변형률의 변화를 고려한 것이다.
3.2 탄성계수의 평가(Π 함수) 2
3.2.1 언로딩 곡선의 접촉강성에 의한 탄성계수 측정의 한계
뾰족한 압입자를 이용한 나노압입시험의 하중- 변위곡선에서 언로딩 곡선은 재료의 탄성회복 성 질을 나타내며 이는 실린더 형상 압입자의 언로딩 곡선과 유사하다고 가정한다. 일반적으로 탄성계 수는 접촉투영면적과 초기언로딩 곡선의기울기인 접촉강성 (
hm u
dh
S=dP )으로 계산되며 식 (15)과 같
이 정의된다.
AS
E β
π 2
* = (15)
여기서 β 는 보정계수로 베르코비치 압입자는 1.034 이다. Oliver 와 Pharr(21, 22) 해석에서 언로딩 곡 선은 Pu =C h hu( − m)m 으로 표현되며 h=hm 일 때 미분하면 식 (16)과 같이 표현된다. 일반적으로 접 촉강성은 식 (16)을 이용하여 구해진다. 여기서
C 는 언로딩 곡선의 곡률이며 m 은 상수이다. u
1
( max )m
u
u f
dP C m h h dh
= − − (16)
압입자 접촉높이 (h )는 식 (17)를 이용하여 계c 산되며 이후 접촉투영면적 ( A=24.56hc2) 계산에 사용된다. 여기서 P 은 압입최대하중이다. 계산된 m 접촉투영면적은 h 제곱의 함수이므로 결국 초기 c 접촉강성의 오차가 클수록 상당탄성계수의 오차는 증가한다. Fischer-Cripps(23)는 파일업(Pile-up)이 발 생되면 실제 접촉면적이 저평가되기 때문에 탄성 계수와 경도는 상대적으로 크게 나타나며 특정한 경우, 60 %까지 높게 평가된다고 보고하였다.
S h P
hc m ⎥⎦⎤ m
⎢⎣⎡ −
−
= π
π 2) (
2 (17)
Dao(1)와 Ogasawara(14)는 이러한 문제를 해결하기 위해 파일업과 싱크인의 영향을 포함하면서 가공 경화지수와 E*/σr 로 표현된 식 (12)의Π 함수를 2 이용하여 탄성계수를 결정하였다. 그러나 실제 나 노압입시험의 언로딩 하중-변위 데이터에서 정확 한 dPu/dh 값을 측정하기란 쉽지 않다. 특히 크 리프(Creep)가 발생하거나 하중-변위 데이터의 진 폭이 클 경우, dPu/dh값은 작업자의 데이터 처리 구간에 크게 의존하며 결국 최종 탄성계수 값에도 영향을 미친다.
3.2.2 로딩곡선 곡률 C 와 탄성계수
하중-변위 곡선에서 로딩구간은 재료의 탄소성 거동을 나타낸다. 압입시험동안 하중은 탄성접촉 에 의한 하중과 소성변형에 의한 하중으로 구분할 수 있다. 특히 하중이 압입깊이의 함수로 가정하 면, 로딩곡선의 곡률 (C)는 탄성접촉에 의한 요소 와 소성변형에 의한 요소의 중첩으로 표현될 수 있다. Fischer-Cripps(23)는 하중을 탄성계수와 경도의 함수로 예측하여 곡률을 식 (18)과 같이 정의하였 다. 여기서 α 는 압입자 반각이다.
( ) 2
*
*
*
4 2 2 tan
1
−
⎥⎥
⎦
⎤
⎢⎢
⎣
⎡ ⎟
⎠
⎜ ⎞
⎝
⎛ − +
= E
H H
E E
C π
π π α
π (18)
따라서 본 연구에서는 하중-변위 데이터 상에서 상대적으로 데이터 처리가 용이하고 결과값의 오 차가 작은 로딩곡률과 압입시험동안의 총일을 이 용하여 탄성계수를 결정하였다.
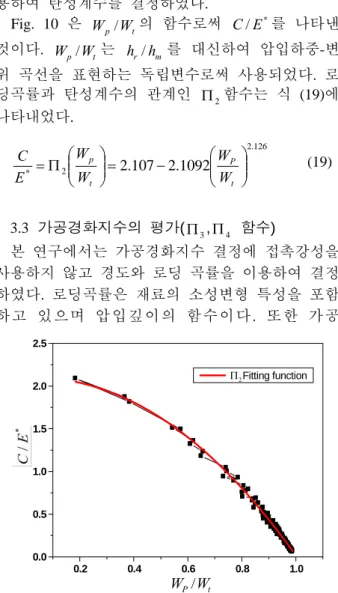
Fig. 10 은 W /p Wt의 함수로써 C/ E*를 나타낸 것이다. W W 는 p/ t h h 를 대신하여 압입하중-변r/ m 위 곡선을 표현하는 독립변수로써 사용되었다. 로 딩곡률과 탄성계수의 관계인 Π 함수는 식 (19)에 2 나타내었다.
126 . 2
* 2 2.107 2.1092 ⎟⎟⎠
⎜⎜ ⎞
⎝
− ⎛
⎟⎟=
⎠
⎜⎜ ⎞
⎝ Π ⎛
=
t P t
p
W W W
W E
C (19)
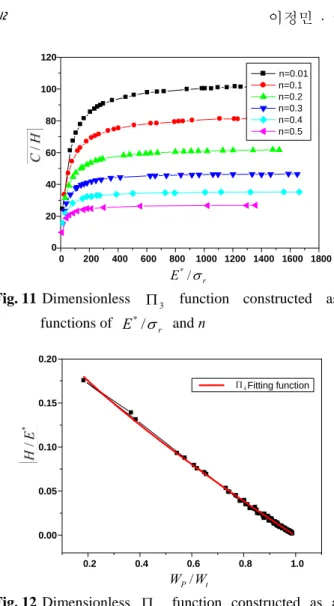
3.3 가공경화지수의 평가(Π ,3 Π 함수) 4
본 연구에서는 가공경화지수 결정에 접촉강성을 사용하지 않고 경도와 로딩 곡률을 이용하여 결정 하였다. 로딩곡률은 재료의 소성변형 특성을 포함 하고 있으며 압입깊이의 함수이다. 또한 가공
0.2 0.4 0.6 0.8 1.0
0.0 0.5 1.0 1.5 2.0 2.5
Fitting function Π2
t
P W
W /
Fig. 10 Dimensionless Π function constructed using 2 equation (13)
0 200 400 600 800 1000 1200 1400 1600 1800 0
20 40 60 80 100 120
n=0.01 n=0.1 n=0.2 n=0.3 n=0.4 n=0.5
E*/σr
Fig. 11 Dimensionless Π function constructed as 3 functions of E*/σr and n
0.2 0.4 0.6 0.8 1.0
0.00 0.05 0.10 0.15 0.20
Fitting function Π4
t
P W
W /
Fig. 12 Dimensionless Π function constructed as a 4 functions of W /p Wt
경화지수는 재료의 소성변형에 의한 가공정도를 나타내므로 압입깊이가 증가함에 따라 로딩곡률은 가공경화지수에 영향을 받는다.
( ) ( / )
2812 . 1 375
. 0
* 3
*
372 . 0 913 . 0
) 16 . 158 28 . 87 ( ) 60 . 52 03 . 61 (
,
E r Ln r
n n
E n H
C
σ
σ
−
×
−
−
−
=
⎟⎟⎠
⎜⎜ ⎞
⎝ Π ⎛
=
(20)
경도는 재료의 접촉 투영면적의 함수로써 그것 은 압입깊이의 함수이다. 따라서 로딩곡률과 경도 는 모두 압입깊이의 함수로 나타낼 수 있다. Fig.
11 은 E*/σr의 함수로써 C /H 의 변화를 나타내 었으며 가공경화지수 결정을 위한 Π 함수는 식 3 (20)과 같이 정의하였다.
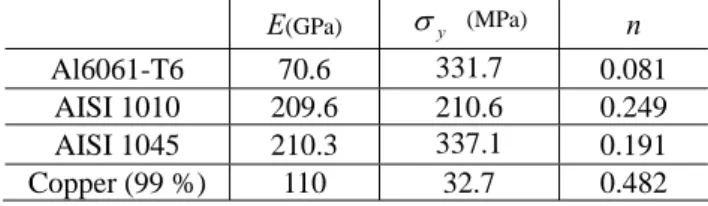
Π 함수에 사용되는 경도 (H)는 탄성계수와3 t
p W
W / 를 이용하여 결정되었다. Fig. 12 는 W /p Wt 의 함수로써 H/ E*의 변화를 나타낸 것이다. 경도 결정을 위한 Π 는 식 (21)과 같이 정의하였다. 4
⎟⎟⎠
⎜⎜ ⎞
⎝ Π⎛
=
r
n E H C
,σ
3
Nanoindentation test
0 < n < 0.6 Check
Experiment Data
⎟⎟⎠
⎜⎜ ⎞
⎝
∏⎛
=
tot p
W W E
C
* 2
⎟⎟⎠
⎜⎜ ⎞
⎝ Π⎛
=
r r
E C
σ σ
* 1
⎟⎟⎠
⎜⎜ ⎞
⎝ Π⎛
=
r r
E ε 1 σ*
⎟⎟⎠
⎜⎜ ⎞
⎝ Π⎛
=
tot P
W W E H
4
n
r y y r
E ⎟⎟
⎠
⎞
⎜⎜
⎝
⎛ +
= ε
σ σ
σ 1
No
Yes
t
p W
C , W /
σy
E, , n, H
obtain E
obtain σr
obtain n
Fig. 13 Improved reverse algorithm to extract the elastic- plastic properties of material
78908 . 0
* 4 0.244 0.245 ⎟⎟⎠
⎜⎜ ⎞
⎝
− ⎛
⎟⎟=
⎠
⎜⎜ ⎞
⎝ Π ⎛
=
t P t
p
W W W
W E
H (21)
4. Reverse 해석 및 나노압입시험
4.1 Reverse 해석 절차
본 연구의 Reverse 해석에서는 하중-변위 곡선 의 독립변수로써 로딩곡률 C 와 W /p Wt 두 가지만 선택하였고 오차발생 가능성이 높은 dPu/dh는 배 제하였다. Fig. 13 은 하중-변위 곡선으로부터 재료 의 탄소성 특성 도출을 위한 Reverse 알고리즘의 순서도를 나타낸 것이다. 해석과정은 다음과 같다.
① 탄성계수 E 결정
압입하중-변위 곡선으로부터 측정된 로딩 곡률 과 W /p Wt 이용하여 ⎟⎟⎠
⎜⎜ ⎞
⎝ Π ⎛
=
t p
W W E
C
* 2 로부터 탄성계
수 E 를 결정한다.
② 대표응력 결정
계산된 탄성계수와 로딩 곡률을 이용하여
⎟⎟⎠
⎜⎜ ⎞
⎝ Π⎛
=
r r
E C
σ σ
*
1 로부터 대표응력을 결정한다.