<학술논문> DOI http://dx.doi.org/10.3795/KSME-A.2012.36.2.125 ISSN 1226-4873
다중경사충돌시 피닝잔류응력 평가를 위한 최적의 3차원 유한요소모델
현홍철* · 김태형** · 이형일*†
* 서강대학교 기계공학과, ** 한전 KPS㈜ GT 정비기술센터
A Optimal 3D FE Model for Evaluation of Peening Residual Stress Under Angled Multi-impacts
Hong Chul Hyun*, Taehyung Kim** and Hyungyil Lee*†
* Dept. of Mechanical Engineering, Sogang Univ.,
** Gas Turbine Technology Service Center, KEPCO Plant Service & Engineering Co.
(Received October 26, 2010; Revised December 4, 2011; Accepted December 13, 2011)
- 기호설명 - α : 숏볼 투사각
σmax : 최대 압축잔류응력 σsur : 재료표면잔류응력
zmax : 최대 압축잔류응력 발생 깊이
1. 서 론
숏피닝 가공은, 금속재료 표면에 무수한 숏볼
들을 투사시켜 발생된 충돌에너지가 재료에 전이 되어, 압축잔류응력을 생성시킨다. 이러한 숏피닝은 부품의 내피로 및 내부식성 등을 향상시키는 기술 로서 자동차, 발전설비, 항공우주 산업에서 활발히 활용되고 있다. 이에 피닝의 압축잔류응력 평가는 내구성 및 신뢰성 평가와 관련되어 그 중요성이 꾸준히 강조되고 있는 만큼 무한한 발전 가능성을 갖는다. 일반적으로 피닝잔류응력 실험해는 측정
법(1,2)과 환경에 따라 다소 차이를 보이며, 측정에
있어 많은 시간과 비용이 수반된다. 이 같은 문제 점들을 해결하고자 일찍이 이론적 방법들에 의해 피닝잔류응력 해를 예측하려는 시도가 있었다. Al- Obaid(3)는 숏피닝의 동적거동을 정적인 측면에서 Key Words : Angled impact (경사충돌), Peening residual stress (피닝잔류응력), Finite element model (유한요소
모델), Multi-shots (다중숏)
초록: 잔류응력 생성을 위한 대부분의 숏피닝 유한요소 해석모델은 숏볼이 재료표면에 수직으로 충돌 하는 것을 가정한다. 하지만 실제 피닝공정에서 숏볼은 경사각을 갖고 재료표면에 충돌한다. 본 논문 에 서는 잔류응력평가를 위한 3차원 경사충돌 유한요소 해석모델을 제안하였다. 다중경사충돌 유한요소 해 석모델을 이용하여, 투사각, 충돌패턴, 숏볼수량 등 피닝인자들이 해석해에 미치는 영향을 조사하였다.
아울러 숏볼의 소성변형도 고려하였다. 유한요소해와 XRD 실험해의 비교를 통해 해석모델의 유효성을 검증했다. 본 논문에서 제안된 모델은 다양한 경사각에 대한 다중숏 충돌 유한요소 해석모델의 기초가 될 것이다.
Abstract: The FE model for shot peening often assume that shots impact vertically on the engineering parts to generate compressive residual stresses. However, the shots obliquely impact on the surface in actual peening. In this work, we propose a 3D finite element (FE) model for evaluation of residual stress under angled shot peening. Using the FE model for angled multi-impact, we examine the effects of factors such as impact angle, impact pattern and the number of shots.
Plastic deformation of shot is also considered. To validate the model, we then compare the FE solution with experimental result by X-ray diffraction (XRD). The proposed model will be a base of 3D multi-impact FE model with diverse impact angles.
† Corresponding Author, [email protected]
Ⓒ 2012 The Korean Society of Mechanical Engineers
확장시켜 투사에너지의 이론적인 접근을 시도 했다. 그리고 Al-Hassani,(4) Al-Obaid,(5) Hills 등(6)은 숏피닝 잔류응력과 피닝변수들 사이의 상관관계를 이론적으로 살펴보았다. 그러나 이론적 접근으로는 실제 숏피닝 공정시 다중충돌에 의한 응력간섭 효과와 피닝 변수들 간의 상호작용, 다양한 재료 물성과 표면형상 등을 모두 고려할 수 없다. 이를 극복하고자 유한요소법에 의한 잔류응력 평가법이 국내외에 소개되고 있다.(7~9) Majzoobi 등(10)은 3차원 유한요소 모델을 사용하여 실제 피닝현상에 가까운 해석을 수행했다. 김태형과 이형일(11,12)은 피닝잔류응력의 정량적 평가를 위해 단일 및 다중 숏이 포함된 유한요소모델을 제안했다. Bagherifard 등(13)도 다중수직충돌 해석후 생성된 압흔들로부터 커버리지 계산 식을 제안해 숏볼 개수를 예측했다.
최근 김태우 등(14)은 김태형과 이형일(12)이 제안한 해석모델을 이용해 재료의 변형률 속도 및 소재의 경도에 따른 피닝효과를 살펴봤다. Hassani-Gangaraj 등(15)도 대칭-셀을 이용해 피닝커버리지를 평가했다.
하지만 이들 선행연구들은 대부분 숏볼들이 재료 표면에 수직으로 충돌하는 이상적인 유한요소모델 들을 제안했다. 실제 피닝공정을 면밀히 살펴보면 숏볼들이 재료표면에 수직으로 투사되는 경우보다 부품의 표면형상에 따라 다양한 경사각으로 투사 되는 경우가 많다. 이때 숏볼의 투사각은 숏피닝 잔류응력 추이를 예측하는 중요한 인자가 되며 투사각에 따라 재료 표면의 압축잔류응력 크기와 분포에도 적지 않은 영향을 준다.(16,17) 이에 Baek 등(18)은 3차원 동적 해석을 수행해, 수직 및 경사 충돌 피닝시 투사각에 따른 잔류응력 분포를 살펴 봤고, Miao 등(19)은 숏볼 들이 단일 경사각을 갖고 재료에 충돌하는 경우에 피닝잔류응력을 평가했다.
Hong 등(20,21)도 3차원 해석모델 표면에 단일 및 다중숏 경사충돌후 잔류 응력을 얻었다. 그러나 그들은 단지 경사각 변화에 따른 숏피닝 잔류응력 해만 평가했고, 실험적 검증을 배제했다. 또한 숏 볼의 변형이 무시된 강체숏을 이용했으며, 재료의 물리적 거동 특성을 고려하지 않았다. 사실상 피닝 현상을 충분히 반영하려면 다중숏을 이용한 경사 충돌 연구가 필수다. 이에 본 연구에서는 김태형과
이형일(11,12)의 연구에서 정리된 숏피닝 해석모델의
인자들을 활용해 숏볼 수량과 투사각에 따른 잔류 응력 분포를 살펴본다. 또한 다양한 충돌패턴들과 잔류응력간 상관관계들을 분석해 실제 피닝 공정과 가장 유사한 다중경사충돌 3차원 유한요소 모델을
제안한다. 궁극적으로는 해석해와 XRD 실험해를 비교하여 해석모델의 유효성을 검증한다.
2. 3차원 다중경사충돌 해석모델
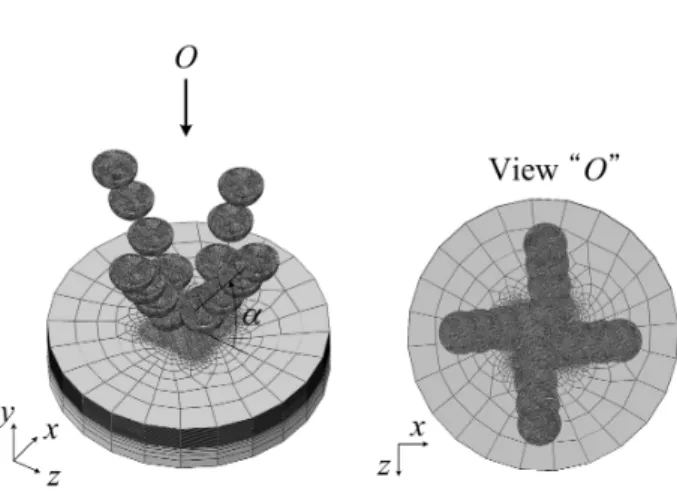
3차원 다중숏 경사충돌 해석을 위해 상용 유한 요소해석 프로그램인 ABAQUS 6.7버전(22)을 사용 했다. 숏볼과 재료간의 충돌시 충돌하부에서 발생 하는 대변형을 고려하여 ABAQUS Explicit 코드의 NLGEOM (Nonlinear geometry) 옵션을 해석 모델에 사용하였고, 유한요소망은 3차원 8절점 감차적분 요소 (C3D8R)들로 구성하였다. Fig. 1은 16개의 숏볼 들과 재료로 구성된 3차원 다중숏 경사충돌 해석 모델을 보여준다. 재료의 반경과 두께는 충돌 후 발생한 유효응력이 재료의 끝 단에서 충분히 0이 되도록 각각 3 mm와 1 mm로 정했다. 숏볼은, 해석 모델이 실제 피닝현상과 유사하도록 변형을 고려한 소성숏으로 선정했고, 투사속도 v = 55 m/s를 적용 했다. 그리고 충돌시 응력간섭 효과를 극대화하기 위해서 숏볼 간격 S를 숏볼의 반지름 D/2로 고정 하였다. 경계조건으로서 재료의 바닥면을 완전구속 (Ux = Uy = Uz = 0) 처리했으며, 재료와 숏볼간 충돌에 대해 페널티알고리즘을 적용하고자 재료와 숏볼에 접촉요소면들 (Contact surfaces)을 배치했다. 사용된 절점 및 요소 수는 각각 약 250,000 (1cycle = 4shots) – 500,000 (4cycle), 240,000 (1cycle) – 450,000 (4cycle
=16shots) 개 이다.
Fig. 1 FE Full model of shot peeing under angled multi- impacts
3. 해석모델의 입력 물성치
경사충돌 해석모델에 반영된 재료는 숏피닝 공정이 많이 행해지는 AISI4340 소재이다. 소재를 815oC에서 담금질 후, 230oC에서 2시간 동안 뜨임 처리했다. 해석모델에서 재료의 입력 물성치들은 항복강도 σo = 1510 MPa, 인장강도 σt = 1835 MPa, 탄성계수 E = 205 GPa, 푸아송비 ν = 0.25, 밀도 ρ = 7850 kg/m3이다. 숏볼은 일반적으로 널리 사용되는 컷와이어 라운드숏 (CWRS)을 모델로 선정하였다.
숏볼의 물성치들로는 σo = 1470 MPa, σt = 1860 MPa, E
= 210 GPa, ν = 0.3, ρ = 7850 kg/m3 이며, 직경 D = 0.8 mm, 소성숏 (PDS: plastic deformable shot)으로 선정 했다. 또한 요소의 최소크기 L은 표면 및 최대 압축잔류 응력해가 일정하게 수렴하도록 0.02 mm로 정했다. 그 밖에 해의 수렴을 위해 동적 마찰계수 µ = 0.3, 재료 감쇠계수 ξ = 0.5를 사용했고, 변형률 속도는 고려하지 않았다 (RI: rate independency).(16)
4. 다중경사충돌 유한요소해석
4.1 반복주기 및 충돌패턴에 따른 잔류응력 반복주기는 1 (4shots), 2 (8shots), 3 (12shots), 4 (16shots) 주기들로 구분되며, 이때 숏볼 4개의 충돌을 1주기 (cycle)라 하였다. 이를 통해 충돌주기에 따른 피닝잔류응력의 수렴성을 판단할 수 있다. 여기서 숏볼의 충돌위치는 모두 동일하다. 충돌패턴들은 Case 1 - 4의 회색 화살표로 표시된 4가지 방향이며, 투사각은 α = 60°로 하여 숏볼의 수량을 고려하여 충돌주기의 영향을 살펴봤다. 해석해는 X-선 조사
Fig. 2 Impact types with impact sequences
면적에 기초한 면적평균해를 의미하며, 실험해에 근접된다. Fig. 2는 다중숏의 네 가지 충돌 패턴들을 보여준다. 충돌 패턴들을 Case 1 – 4와 같이 4가지로 구분하였으며, 옅은 화살표로 방향을 표시했다. 이때
Cycles
-2 -1 0 1
1 2 3 4
Multi, D=0.8mm, L=0.02mm, S=D/2mm α=60 , v=55m/s, RI, PDS, Case 1°
σx /σo
XRD
(a) Case 1
Cycles
-2 -1 0 1
1 2 3 4
Case 2
σx /σo
XRD
(b) Case 2
Cycles
-2 -1 0 1
1 2 3 4
Case 3
σx /σo
XRD
(c) Case 3
Cycles
0.0 0.2 0.4 0.6
-2 -1 0 1
1 2 3 4
Case 4
σx /σo
z / D
XRD
(d) Case 4
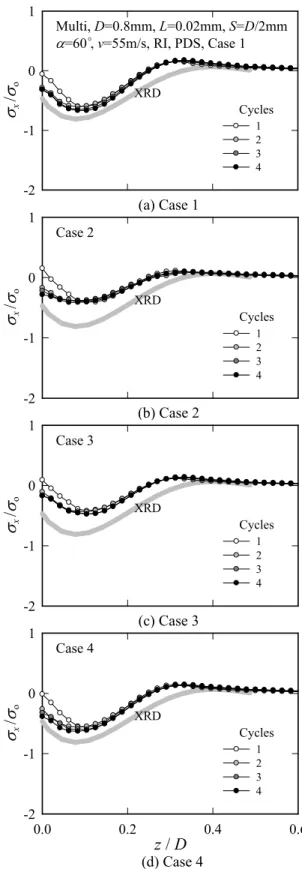
Fig. 3 Residual stresses for various impact cycles with α = 60°
충돌순서는 검은 화살표로 표기된 1-3-2-4를 채택 했다. 이는 김태형과 이형일(12,16)의 다중충돌 피닝 잔류응력 해석연구로부터 무작위적 충돌에 가까우 면서 양축등가 응력으로의 수렴성과 실험해로의 근접성이 가장 우수했기 때문이다. 여기서 피닝에 의한 압축잔류응력 실험해를 얻고자 X-선 잔류 응력 측정장비 (Raystress)를 이용하였으며,(23) 측정 조건은 Table 1과 같다.
Fig. 3는 투사각 α = 60° 일 때, 반복주기 충돌시 각 충돌패턴에 따른 잔류응력분포들을 보여준다.
모든 충돌패턴들에서 2주기 이상 반복주기 충돌시 잔류응력 분포는 대체로 하나의 선으로 수렴한다.
특히 투사방향이 재료 중심으로 집중된 Case 1, 4의 잔류응력분포는 XRD 실험해와 유사하다. Case 1, 4의 최대압축잔류응력 σmax는 Case 2, 3의 경우보다 실험해에 근접하며, σmax를 주는 깊이 zmax도 실험 해와 거의 동일하다. 그러나 표면잔류응력 σsur는 해석해가 XRD 실험해보다 전반적으로 작은 값을 준다. 이에 다음절에서, 다주기 경사충돌 순서들 에서, 각 패턴에 따라 다양한 투사각을 갖는 4주기 해석모델의 잔류응력 분포를 살펴보고 표면잔류 응력해의 추이를 살펴본다.
Table 1 Measuring condition of residual stress X-ray diffraction Condition X-ray source (Target) Cr-kα radiation
Geometer ψ goniometer Registration {221} diffraction lines Accuracy (∆σ) ±20MPa
Fig. 4 Various impact types with impact sequences
4.2 투사각의 효과
투사각은 재료표면을 기준으로 정의했다. 이에 다중경사 충돌시 피닝효과가 특히 미약해지는 작은 투사각 (α < 45°)은 배제하고 α = 45°, 60°, 75° 및 90°
Case
-2 -1 0 1
1 2 3 4
Multi, D=0.8mm, L=0.02mm, S=D/2mm α=45 , v=55m/s, RI, PDS, 4Cycles °
σx /σo
XRD
1324/2413/3142/4231
(a)
Case
-2 -1 0 1
1 2 3 4
α=60 °
σx /σo
XRD
(b)
Case
-2 -1 0 1
1 2 3 4
α=75 °
σx /σo
XRD
(c)
0.0 0.2 0.4 0.6
-2 -1 0 1
XRD α = 90
α=90 °
σx /σo
z / D
°
(d)
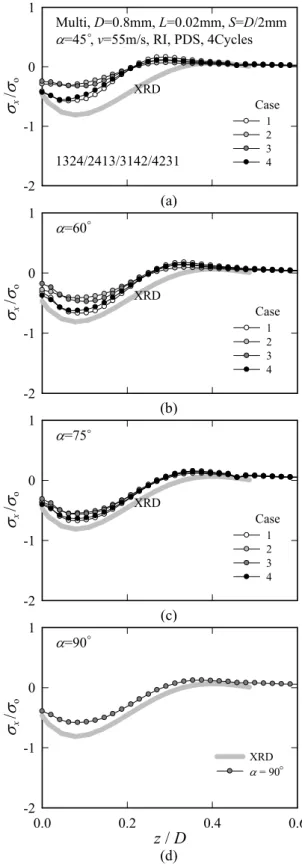
Fig. 5 Residual stresses for various impact patterns in 3D multi-oblique-impacts
(수직충돌)을 고려했다. 그리고 충돌패턴에 따른 피닝 잔류응력분포의 추이를 알아보고자 대표적인 경사 충돌패턴 4가지를 선정했다. Fig. 4는 충돌 순서의 중복성을 배제하고자 제안한 다주기 충돌 순서를 보여준다. 4개 숏볼들로 구성된 경사충돌을 1주기로 하면, 16개의 숏볼들은 4주기 경사충돌이 된다. 주기순서대로 충돌패턴을 달리해 숏볼들을 투사시켰다. 숏볼들 충돌은 1324/2413/ 3142/4231과 같고, 충돌 후 (D/2)2 mm2 영역에서 면적평균 해를
구하여 실험해와 비교하였다.
Fig. 5는 다양한 충돌패턴을 갖는 다중경사 충돌 시 잔류응력 분포들을 보여준다. α < 60° 인 경우,
(a) α = 45°
(b) α = 60°
(c) α = 75°
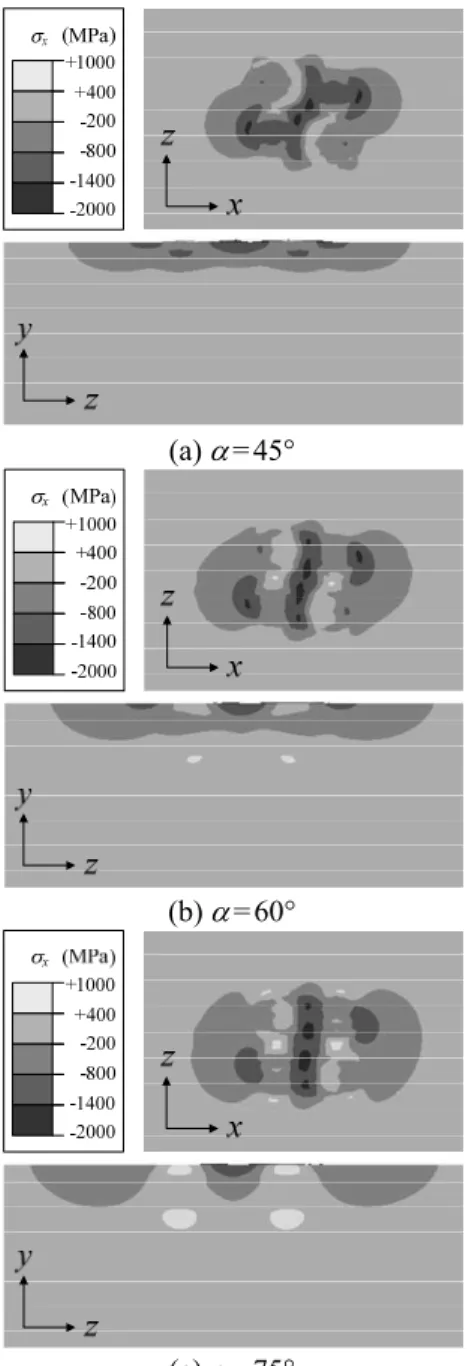
Fig. 6 Distribution of residual stresses (a) σx and (b) σz
in Case1 model
대부분 해석해와 실험해가 다소 차이를 보인다.
이와 달리 α ≥ 60° 인 경우에는 해석해가 실험해로 근접하는 경향을 보인다. 이는 α 가 점차 증가할 수록 투사속도의 수직성분 속도가 커지고 그만큼 투사에너지도 증가해 충돌시 재료표면에 생성되는 압축잔류응력도 커지기 때문으로 판단된다. 이때 충돌패턴 Case 1과 4의 해석해는 실험해와 비교적 유사하며, 표면잔류응력 σsur는 실험해에 거의 접근 한다. 특히 α ≥ 75° 인 경우에는 Case 1 해석해가 실험해에 가장 가깝다. 한편 충돌패턴 Case 2-3의 경우에는 α ≥ 75° 에서 잔류응력 해석해가 실험해 에 근접하나 Case 1과 4의 해석해보다 다소 차이를
(a) α = 45°
(b) α = 60°
(c) α = 75°
Fig. 7 Distribution of residual stresses (a) σx and (b) σz in Case4 model
보인다. Fig. 5(d)는 수직충돌 (α = 90°)시 잔류응력 해석해와 실험해 분포를 보여준다. 이때 충돌패턴 Case 1-4는 하나의 패턴으로 같아지며, Fig. 5(c) α = 75° 일 때의 해석해와 거의 동일한 해를 준다. 결국 투사각이 증가하면 재료표면에서 피닝 압축잔류응력 이 증가하며, 특히 충돌패턴 Case 1과 4에서 α ≥ 75°
일 때 실험해에 상당히 접근함을 확인할 수 있었다.
Area-averaged (A mm2)
0.0 0.2 0.4 0.6
-2 -1 0 1
(D/4)2 (D/2)2 (3D/4)2
Multi, D=0.8mm, L=0.02mm, 4Cycles α=45 , v=55m/s, RI, PDS, Case 1°
σx /σo
z / D
XRD
1324/2413/3142/4231
(a)
Area-averaged (A mm2)
0.0 0.2 0.4 0.6
-2 -1 0 1
(D/4)2 (D/2)2 (3D/4)2
α=60°
σx /σo
z / D
XRD
(b)
Area-averaged (A mm2)
0.0 0.2 0.4 0.6
-2 -1 0 1
(D/4)2 (D/2)2 (3D/4)2
α=75°
σx /σo
z / D
XRD
(c)
Fig. 8 Comparison of FE solutions with XRD solution for Case 1
Figs. 6 – 7은 Case 1과 4에서 투사각에 따른 표면 및 두께 방향으로의 잔류응력 분포들을 보여준다.
α ≤ 60° 인 경우, 숏볼이 집중 충돌되는 해석모델 중심의 국부면적에서 해석해는 비교적 압축잔류 응력이 크다. 이와 달리 α ≥ 75° 인 경우, 재료의 표면을 따라 압축잔류응력이 넓게 분포돼 있으며, 아울러 α가 커지면 재료 표면으로부터 깊이 방향 으로 잔류응력이 점차 확대됨을 알 수 있다.
Area-averaged (A mm2)
0.0 0.2 0.4 0.6
-2 -1 0 1
(D/4)2 (D/2)2 (3D/4)2
Multi, D=0.8mm, L=0.02mm, 4Cycles α=45 , v=55m/s, RI, PDS, Case 2°
σx /σo
z / D
XRD
1324/2413/3142/4231
(a)
Area-averaged (A mm2)
0.0 0.2 0.4 0.6
-2 -1 0 1
(D/4)2 (D/2)2 (3D/4)2
α=60°
σx /σo
z / D
XRD
(b)
Area-averaged (A mm2)
0.0 0.2 0.4 0.6
-2 -1 0 1
(D/4)2 (D/2)2 (3D/4)2
α=75°
σx /σo
z / D
XRD
(c)
Fig. 9 Comparison of FE solutions with XRD solution for Case 2
5. 유한요소해의 실험적 검증
5.1 단위 면적에 따른 피닝잔류응력해
통상적으로 X-선 회절을 이용한 실험적 잔류 응력 측정법은 다양한 조사면적들에서 평균된 해를 준다.
면적평균해는 해석모델에 숏볼들이 충돌후 일정한 면적을 구성하는 절점들에서의 평균된 응력해를 의미한다. 이점에 착안해, 본 장에서는 해석모델의
Area-averaged (A mm2)
0.0 0.2 0.4 0.6
-2 -1 0 1
(D/4)2 (D/2)2 (3D/4)2
Multi, D=0.8mm, L=0.02mm, 4Cycles α=45 , v=55m/s, RI, PDS, Case 3°
σx /σo
z / D
XRD
1324/2413/3142/4231
(a) α = 45°
Area-averaged (A mm2)
0.0 0.2 0.4 0.6
-2 -1 0 1
(D/4)2 (D/2)2 (3D/4)2
α=60°
σx /σo
z / D
XRD
(b) α = 60°
Area-averaged (A mm2)
0.0 0.2 0.4 0.6
-2 -1 0 1
(D/4)2 (D/2)2 (3D/4)2
α=75°
σx /σo
z / D
XRD
(c) α = 75°
Fig. 10 Comparison of FE solutions with XRD solution for Case 3
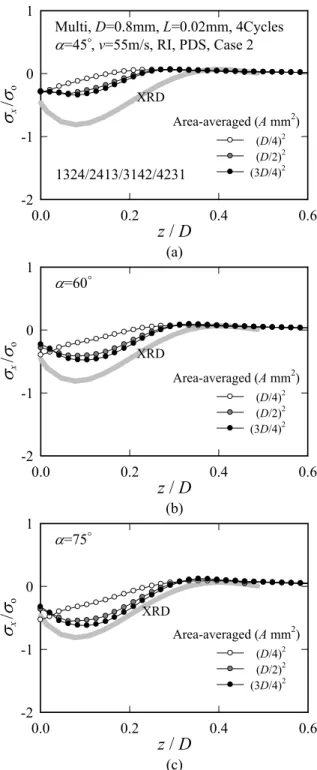
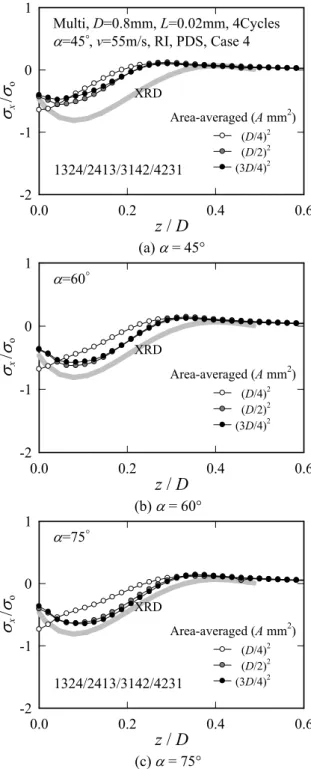
표면에서, 다양한 단위면적당 평균 잔류응력해들을 얻고 추이를 살펴본다. Figs. 8-11은 다양한 투사 각에 따른 각 단위 면적당 잔류응력 해석해의 분포 들을 보여준다. 면적 (A)들은 각각 (D/4)2, (D/2)2 및 (3D/4)2 mm2이며, 해석해들을 XRD 해와 비교하였다.
(D/2)2 및 (3D/4)2 mm2에서 얻은 해석해들은 서로 유사한 크기의 잔류응력 분포를 보이나, (D/4)2 mm2 에서 얻은 해석해는 이들 해석해들과 다소 차이가
Area-averaged (A mm2)
0.0 0.2 0.4 0.6
-2 -1 0 1
(D/4)2 (D/2)2 (3D/4)2
Multi, D=0.8mm, L=0.02mm, 4Cycles α=45 , v=55m/s, RI, PDS, Case 4°
σx /σo
z / D
XRD
1324/2413/3142/4231
(a) α = 45°
Area-averaged (A mm2)
0.0 0.2 0.4 0.6
-2 -1 0 1
(D/4)2 (D/2)2 (3D/4)2
α=60°
σx /σo
z / D
XRD
(b) α = 60°
Area-averaged (A mm2)
0.0 0.2 0.4 0.6
-2 -1 0 1
(D/4)2 (D/2)2 (3D/4)2
α=75°
σx /σo
z / D
XRD
1324/2413/3142/4231
(c) α = 75°
Fig. 11 Comparison of FE solutions with XRD solution for Case 4
있다. 아울러 모든 충돌패턴들에서 (D/2)2와 (3D/4)2 mm2 해석해들이 (D/4)2 mm2에서 얻은 해석해보다 XRD 실험해로의 근접성이 상대적으로 우수하다.
이때 (D/2)2와 (3D/4)2 면적들은 각 면적에서 절점 해들을 산술평균으로 구하는 계산시간에도 영향을 준다. 즉 (3D/4)2보다 (D/2)2가 면적당 절점수가 적기 때문에 계산시간이 짧아 유용하다 할 수 있다.
게다가 네 충돌패턴 중 Case 1이 실험해와 가장 가깝다. 이로부터 Case 1 충돌패턴과 (D/2)2 면적을 갖는 모델이 다중경사충돌 해석모델로서 가장 적합하다고 판단했다. Fig. 12는 숏볼이 재료표면에 경사충돌할 때 서로 이웃하는 충돌간격 S에 따른 잔류응력해의 추이를 보여준다. 해석시 충돌패턴은 Case 1, α = 75°를 반영했고, 여기에 S = D/2, 3D/4 mm를 채택했다. 해석 후 S에 따른 (D/2)2 면적평균 해들을 구해 실험해로의 근접성을 살펴봤다. S = D/2 mm일 때의 (D/2)2 면적평균 해가 S = 3D/4mm일 때의 해보다 XRD 해에 충분히 가깝다. 해석을 통해 본 연구에서는 궁극적으로 α = 75°, S = D/2mm, Case 1, (D/2)2 면적평균 해석모델이 피닝현상을 가장 사실적 으로 구현할 수 있다고 판단한다.
S (mm)
0.0 0.2 0.4 0.6
-2 -1 0 1
D/2 3D/4
Multi, D=0.8mm, L=0.02mm, A=(D/2)2 α=75 , v=55m/s, RI, PDS, Case 1, 4Cycles °
σx /σo
z / D
XRD
1324/2413/3142/4231
(a) A=(D/2)2 mm2
S (mm)
0.0 0.2 0.4 0.6
-2 -1 0 1
D/2 3D/4
A=(3D/4)2
σx /σo
z / D
XRD
(b) A=(3D/4)2 mm2
Fig. 12 Effects of impact interval of shots
5.2 양축등가응력의 수렴성
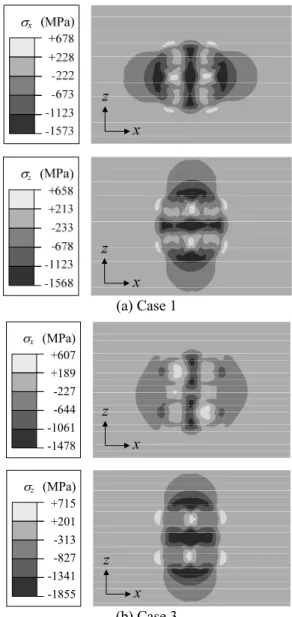
일반적으로 피닝 잔류응력은 단일충돌 (1주기)이 아닌 무수히 많은 숏볼들이 수회 반복충돌 되면서 점차 양축등가응력으로 수렴하며, 균질의 피닝잔류 응력해를 준다. 이에 본 절에서는 실제 피닝공정시 중요시 되는 균질의 압축잔류응력해를 예측하고자 양축등가응력으로의 수렴성을 살펴보았다. 해석에는 앞에서 정리된 입력조건들 (α = 75°, v = 55 m/s, RI, PDS, 4cyles [1324/2413/3142/4231])을 활용했으며, 충돌패턴 들로서 Case 1과 3을 채택하였다. Fig. 13에 충돌후 생성된 잔류응력을 등고선 형태로 표현했다. Case 1 에서, σx와 σz의 분포형태는 90° 회전시키면 매우 흡사해 완벽한 수렴에 가까우나, Case 3의 두 응력 분포 형태는 서로 상이하다. 이로부터 Case 1 해석 모델이 가장 유용함을 재차 확인했다.
(a) Case 1
x (MPa) +607 +189 -227 -644 -1061
-1478 x
z
z (MPa) +715 +201 -313 -827 -1341
-1855 x
z
(b) Case 3
Fig. 13 Distribution of residual stresses σx and σz in (a) Case 1 and (b) Case 3 models
이와 같은 이유로 양축등가응력으로의 수렴성뿐 만 아니라 XRD 실험해로의 근접성을 동시에 만족시킨 다는 점에서 본 유한요소모델이 다중경사충돌 피닝 잔류응력해를 위한 제안 모델이 된다.
0.0 0.2 0.4 0.6
-2 -1 0 1
XRD Area averaged
AISI4140, D=0.8mm, L=0.02mm, α=75 ξ=0.5, µ=0.3, RI, PDS, Case1, v=55m/s
°
σx /σo
1324/2413/1423/4231
z / D (H=0.33mmA, C=200%)
(a)
0.0 0.2 0.4 0.6
-2 -1 0 1
XRD Area averaged
AISI4340 v=40m/s
σx /σo
z / D (H=0.26mmA, C=100%)
(b)
0.0 0.2 0.4 0.6
-2 -1 0 1
XRD Area averaged
SPS8 v=61m/s
σx /σo
z / D (H=0.37mmA, C=100%)
(c)
Fig. 14 Comparison of FE solutions with XRD solution in (a) AISI4140 (b) AISI4340 and (c) SPS materials
본 연구는 이배화 등(24)이 정리한 단일경사 충돌 3 차원 유한요소 모델을 다중경사 충돌 유한요소 모델로 확장하여 실험해에 근접하는 해석방법의 타당성을 제시하고 있다. 이배화 등(24)은 이미 경사 충돌 해석모델을 이용하여 다양하고 복잡한 피닝 인자들을 하나의 통합인자로 정리해 해석모델의 유용성을 강조하였다. 이 통합인자를 채택해 좀더 사실적인 피닝잔류응력 해를 예측하고자 다양한 투사각과 충돌 패턴 등 민감도 해석이 수행되었다.
해석모델에는 재료 고유물성과 실험 알멘선도로 부터 얻은 투사속도가 반영된다. 이때 실험 알멘 선도는 주요 인자로 피닝커버리지와 아크하이트를 포함한다. 다양한 다중경사충돌 피닝조건들도 이들 인자들로 함축/표현된다. 여기에 본 해석모델이 범용성을 갖는 이유가 있다. 즉 임의의 조건으로 피닝된 부품의 피닝정도는 알멘스트립의 변형량 (굽어진 만곡 높이 = 아크하이트)을 측정하여 판단 한다. 이때 알멘스트립의 변형을 돕는 인자들로서 숏볼 투사속도, 투사각, 숏볼 크기, 충돌간격, 투사 량 등이 있다. 그리고 스트립 변형과 함께 피닝 커버리지가 얻어진다. 이처럼 이들 인자들로부터 실험 알멘선도를 구한 후 투사속도가 얻어진다.
이는 선행연구들(11,17)에 잘 정리되어 있다. 궁극 적으로 투사속도는 본 해석모델에서 해석해의 유효 성을 가장 극대화 시키는 결정적 입력변수가 된다.
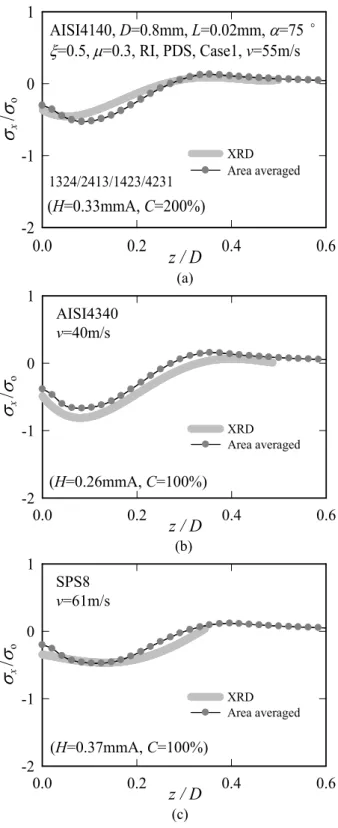
특히 다음절에서 실제 피닝공정에 많이 사용되는 소재들 (AISI 4340, AISI 4140, SPS 8)을 채택하여 해석모델을 구성하고 해석 후 유한요소 해를 실험 해와 비교하였다. 소재들 모두에서 XRD 해로의 근접성이 우수함을 확인하였고, 이로부터 본 해석 모델이 다양한 실제 다중경사 숏피닝에도 충분히 적용이 가능하다고 본다.
5.3 다종 피닝소재에서의 모델유효성 검증 본 절에서는 다양한 피닝소재들에서 해석모델의 유효성을 검증하였다. 다중경사 충돌해석 모델에 채택된 재료들은 앞서 해석에 사용된 AISI4340을 포함하여, AISI4140, SPS8를 채택했다. AISI4140은 850°C에서 담금질 후, 450°C에서 2시간 동안 뜨임 처리하였다. 항복강도 σο = 1390 MPa, 인장 강도 σt = 1700 MPa, 탄성계수 E = 210 GPa, 푸아송비 ν = 0.28, 밀도 ρ = 7850 kg/m3이다. SPS8은 기계가공 후 산화/
탈탄을 방지하고자 진공열처리를 했고, 910°C에서 담금질 후, 420°C 에서 90분 동안 뜨임 처리했다.
항복강도 σο = 1630 MPa, 인장강도 σt = 1920 MPa, 탄성계수 E = 210 GPa, 푸아송비 ν = 0.3, 밀도 ρ =
7850 kg/m3 이다. 피닝인자들은 기존 해석모델 (AISI 4340소재)에서 얻은 값들 중 숏볼속도 v를 제외 하고 모두 동일하게 반영했다. 이때 v는 각 소재에 실제 숏피닝시 적용된 아크하이트 H와 커버리지 C를 고려하여 계산됐다.(17) AISI4340의 XRD 결과는 아크하이트 H = 0.33 mmA, 커버리지 C = 200 %로 가공한 후, 측정된 값이고, AISI4140과 SPS8의 실험해는 각각 H = 0.26 mmA, C = 100 %(25) 와 H = 0.37 mmA, C = 85 %(26)로 가공한 후 측정된 값이다.
통상 실험적 커버리지가 85 ≤ C ≤ 98 %에 해당되면 편리상 완전 커버리지라 가정해 C = 100 %를 적용 한다. 이에 SPS8에 C = 100 %로 적용했다. 이로부터 AISI4140과 SPS8 모델의 v는 각각 40 m/s, 61 m/s로 계산된다. Fig. 14는 모든 소재들에서, 면적평균해석 해들이 XRD 실험해에 상당히 근접함을 보여준다.
특히 SPS8의 경우, 최대압축잔류응력은 해석해와 XRD 실험해가 매우 잘 일치한다.
6. 요 약
본 연구에서는 3차원 다중경사충돌 해석모델을 제안했다. 숏볼수량과 투사각에 따른 잔류응력해의 수렴을 확인하고 적정한 충돌주기를 선정했다.
여러 충돌패턴들과 숏볼간격에 따른 잔류응력해의 추이를 살펴봤다. 이로써 양축등가 피닝잔류응력을 주는 최적 투사각 및 충돌패턴을 정했다. (D/2)2 mm2 에서의 면적평균해가 표면과 최대 압축잔류응력, 변형깊이에서 XRD 실험해를 잘 따른다. AISI4340, AISI4140, SPS8 소재에 해석모델을 적용한 결과 면적평균 해석해들이 실험해들과 상당히 일치해서, 제안된 다중경사충돌 해석모델은 피닝현상을 잘 구현할 수 있음을 확인했다.
후 기
본 논문은 2008년도 한국학술진흥재단 기초과학 연구 (KRF-2008-D00017)에 의해 이뤄졌으며, 이에 감사드립니다.
참고문헌
(1) Carlsson, S. and Larsson, P. L., 2001, "On the Determination of Residual Stress and Strain Fields by Sharp Indentation Testing. Part I: Theoretical and Numerical Analysis," Acta Materialia, Vol. 49, pp.
2179~2191.
(2) Suresh, S. and Giannakopoulos, A. E., 1998, "A
New Method for Estimating Residual Stresses by Instrumented Sharp Indentation," Acta Materialia, Vol.
46, pp. 5755~5767.
(3) Al Obaid, Y. F., 1990, "A Rudimentary Analysis of Improving Fatigue Life of Metals by Shot Peening,"
Journal of Applied Mechanics, Vol. 11, No. 2, pp.
307~312.
(4) Al-Hassani, S. T. S., 1981, "Mechanical Aspects of Residual Stress Development in Shot Peening," 1st International Conference on Shot Peening, pp.
583~602.
(5) Al-Obaid, Y. F., 1995, "Shot Peening Mechanics:
Experimental and Theoretical Analysis," Mechanics of Materials, Vol. 19, pp. 251~260.
(6) Hills, D. A., Waterhouse, R. B. and Noble, B., 1983,
"An Analysis of Shot Peening," Journal of Strain Analysis, Vol. 18, pp. 95~100.
(7) Schiffner, K. and Helling, C., 1999, "Simulation of Residual Stresses by Shot Peening," Computers &
Structures, Vol. 72, pp. 329~340.
(8) Han, K., Peric, D., Owen, D. R. J. and Yu, J., 2000,
"A Combined Finite/Discrete Element Simulation of Shot Peening Processes Part II: 3D Interaction Laws,"
Engineering Computations, Vol. 17, No. 6, pp. 680~702.
(9) Meguid, S. A., Shagal, G. and Stranart, J. C., 2002,
"3D FE Analysis of Peening of Strain-Rate Sensitive Materials using Multiple Impingement Model,"
International Journal of Impact Engineering, Vol. 27, pp. 119~134.
(10) Majzoobi, G. H., Azizi, R. and Alavi N. A., 2005,
"A Three-Dimensional Simulation of Shot peening Process using Multiple Shot Impacts," Journal of Materials Processing Technology, Vol. 164~165, pp.
1226 – 1234.
(11) Kim, T. Lee, H., Hyun H. C. and Jung S., 2011, "A Simple but Effective FE Model with Plastic Shot for Evaluation of Peening Residual Stress and Its Experimental Validation," Material Science and Engineering A, Vol. 528, No. 18, pp. 5945~5954.
(12) Kim, T. and Lee, H., 2008, "A 3D FEA Model with Plastic Shots for Evaluation of Peening Residual Stress due to Multi-Impacts," KSME (A), Vol. 32, No. 8, pp.
642~653.
(13) Bagherifard, S., Ghelichi, R. and Guagliano, M., 2010, "A Numerical Model of Severe Shot Peening (SSP) to Predict the Generation of a Nanostructured Surface Layer of Material," Surface & Coatings Technology, Vol. 204, pp. 4081~4090.
(14) Kim, T. W., Yang, Z. R., Ha, D. H. and Lee Y., 2011, "Effect of Strain Rate and Material Hardness on Residual Stress in Multiple Impact Shot Peening,"
KSME(A), Vol. 35, No. 11, pp. 1369~1375.
(15) Hassani-Gangaraj, S. M., Guagliano, M. and
Farrahi, G. H., 2011, "Finite Element Simulation of Shot Peening Coverage with the Special Attention on Surface Nanocrystallization," Procedia Engineering, Vol. 10, pp. 2464~2471.
(16) Kim, T. J., Kim, N. S., Park, S. C. and Jeong, W.
W., 2002, " Finite Element Analysis of Shot Peening Effected by Multiple Impacts," KSME (A), Vol. 26, No.
12, pp. 2656~2661.
(17) Kim, T., Lee, J. H., Lee, H. and Cheong, S. K., 2010, "An Area-averaged Approach to Peening Residual Stress Under Multi-impacts Using a Three- Dimensional Symmetry-cell Finite Element Model with Plastic Shots," Materials & Design, Vol. 31, pp.
50~59.
(18) Baek, S., Yang, W. H., Seok, C. S. and Ryu, M. H., 2003, "Residual Stress Analysis of Inclined Shot Peening Using Finite Element Method," KSME (A) Spring Annual Meeting, pp. 328~333.
(19) Miao, H. Y., Larose, S., Perron, C. and Levesque, M., 2009, "On the Potential Applications of a 3D Random Finite Element Model for the Simulation of Shot Peening," Advances in Engineering Software, Vol.
40, pp. 1023~1038.
(20) Hong, T., Ooi, J. Y. and Shaw, B., 2008a, "A Numerical Simulation to Relate the Shot Peening Parameters to the Induced Residual Stresses,"
Engineering Failure Analysis, Vol. 15, No. 8, pp.
1097~1110.
(21) Hong, T., Ooi, J. Y. and Shaw, B., 2008b, "A Numerical Study of the Residual Stress Pattern from Single Shot Impacting on a Metallic Component,
"Advances in Engineering Software, Vol. 39, pp. 743 - 756.
(22) ABAQUS User’s Manual, 2006, Ver. 6.7, Hibbitt, Karlsson and Sorensen, Inc., Pawtucket, RI.
(23) Torres M.A.S. and Voorwald H.J.C., 2002, "An Evaluation of Shot Peening, Residual Stress and Stress Relaxation on the Fatigue Life of AISI 4340 Steel,"
International Journal of Fatigue, Vol. 24, pp. 877~886.
(24) Lee, B., Kim, T. and Lee, H., 2010, "3D FE Model with FEA Factors and Plastic Shots for Residual Stress Under Oblique Shot Peening," KSME(A), Vol. 34, No.
3, pp. 323~331.
(25) Menig R. M., Pintschovius L., Schulze V. and Vöhringer O., 2001, "Depth Profiles of Macro Residual Stress in Thin Shot Peened Plates Determined by X-ray and Neutron Diffraction, " Scripta Materialia, Vol. 45, pp. 977~983.
(26) Chung S. J. and Back S. D., 1998, "Effect of Shot Peening on Fatigue Properties in Spring Steel," KSME (A), Vol. 22, No. 6, pp. 1009~1015.