< 기 술 논 문 >
Copyright
Ⓒ2015 KSAE / 139-10 pISSN 1225-6382 / eISSN 2234-0149 DOI http://dx.doi.org/10.7467/KSAE.2015.23.6.642 Transactions of KSAE, Vol. 23, No. 6, pp.642-649 (2015)
점용접의 해석 모델 개발 및 용접조건에 대한 영향도 분석
방 혜 진1)․주 용 현2)․최 정 훈2)․신 현 식2)․정 병 성2)․박 규 종2)․이 상 교1)․조 종 두*1)
인하대학교 기계공학과1)․한국GM 생산기술연구소2)
Development of Computational Model for Spot Welding and Effect Analysis on Welding Conditions
Hyejin Bang1)․Yonghyun Ju2)․Junghoon Choi2)․Hyunshik Shin2)․ Byungsung Jung2)․Kyujong Park2)․Sang-kyo Lee1)․Chongdu Cho*1)
1)
Department of Mechanical Engineering, Inha University, Incheon 22212, Korea
2)
ME Center, GM Korea Company, 233 Bupyeong-daero, Bupyeong-gu, Incheon 21334, Korea (Received 8 June 2015 / Revised 19 July 2015 / Accepted 19 July 2015)
Abstract : Resistance Spot Welding (RSW) is the method for joining two overlapped base materials when high pressure and current is applied from electrodes. Due to the safety problem such high pressure and voltage, automation should be early adopted. In this paper, the spot welding is developed as a computational model of wheel house from GM Korea and the welding condition such as weld sequence is considered. The computational analysis is preceded as a static and elasto-plastic procedure and used thermal expansion coefficient represents a dependency of spot volume between two panels. In case of welding sequence, the efficiency which depends on the distance between current spot point and the other is calculated in several cases.
Key words : Spot welding(점용접), Automotive body panel(차체 패널), Welding sequence(용접 순서), Scanning model(스캐닝 모델), Spring back(스프링 백)
1. 서 론
1)
저항용접(Resistance Welding)은 압력을 가하는 중에 큰 전류를 흘려주어 금속끼리의 접촉면에서 생기는 접촉저항과 금속의 고유저항에 의한 열을 얻고, 이로 인하여 금속이 가열 또는 용융하면 가해 진 압력에 의하여 접합이 이루어지도록 하는 공법 을 말한다. 용접부의 형상에 따라 점용접, 프로젝션 용접, 심용접 등으로 분류되며, 이 중에서 가장 많이 사용되는 용접법은 점용접이다. 저항점용접(Resist- ance Spot Welding)은 모재에 큰 압력을 가해야 하므 로 인력으로 하기 힘들며, 용량이 큰 전원을 사용해 야 하는 특성 때문에 자동화가 일찍 도입되었다. 특
*
Corresponding author, E-mail: [email protected]
히 자동차, 항공, 의료, 전자 제조업 분야에서 두께 가 얇고 크기가 작은 제품을 결합하는 데에 폭넓게 사용 되어왔고,1) 1877년에 Elihu Thomson에 의해 처 음 고안되어 약 0.3초 이내의 짧은 시간 동안 용접이 이루어지며, 간단한 원리와 저렴한 설비비로 자동 차 차체 부위의 조립공정 등에서 유용하게 사용되 고 있다.2) 1980년대 중반부터 자동차 생산이 고도로 발달됨과 동시에 많은 발전이 이루어졌고, 또한 자 동화 기술에 의하여 대량생산에 적합하고 균일한 용접품질 확보에 용이하며, 충돌 해석 수행에 있어 서는 접용접에 대한 전산해석 모사가 필수적 과정 으로 볼 수 있다.3)
공정 특성 상 매우 빠른 시간 내에 용융 및 접합이 완료되어야하기 때문에 해석을 통한 모델이 정립될
점용접의 해석 모델 개발 및 용접조건에 대한 영향도 분석
경우 수십 번의 용접이 필요한 부품들에 대해서 전 산해석 수행을 통해 시간 단축을 할 수 있게 되며, 공정 중에 변수로 작용하는 용접의 순서나 각 공정 에서의 클램핑 조건 등을 변경해보는 것은 잔류응 력 확인이나 제품의 품질과 관련 있는 스프링백 결 과 확인에 큰 영향을 미칠 수 있게 된다.
본 논문에서는 자동차의 휠 하우스 조립품에 대 하여 총 6개의 공정에서 38번의 순서대로 진행되는 작업과정을 실제 용접 하중 및 지그가 잡히는 위치 등을 고려하여 Hyperworks 프로그램으로 모델정립 후에 범용소프트웨어인 Abaqus 6.12를 사용하여 유 한요소해석을 수행하였다. 이후에는 정립된 공정해 석에 대하여 공정별로 변경된 용접순서를 적용한 다음 기존 작업순서 대비, 개선여부에 대한 비교 및 분석을 하였다.
2. 유한요소 해석 2.1 해석 대상 모델
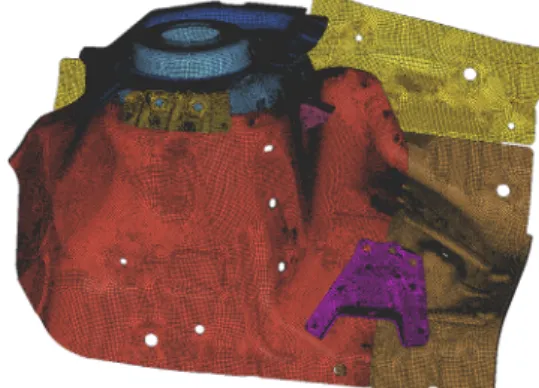
(주)한국 GM에서 제공 한 휠 하우스를 해석모델 로 선정하였고, Fig. 1은 모델로 사용 될 조립품이며, 총 8개의 단품으로 구성된다. 해석은 동일제품에 대 한 두 가지 모델을 토대로 하여 해석을 진행하는데, 첫 번째는 도면기준의 모델이고, 두 번째는 실제 단 품을 스캐닝 뒤, 역설계를 한 모델이다. 단품을 스캐 닝 한 모델의 경우 도면 모델과의 차이로서 도면기 준 모델에는 없는, 프레스의 영향이 포함 된 형상을 추가적으로 고려할 수 있게 된다. 또한 프레스의 영 향이 포함이 되어있기 때문에 동일 위치에 대해서
Fig. 1 Wheel house assembly composed with 8 parts
지그를 잡았다 떼어내거나, 용접하중을 가하고, 온 도변화가 일어나는 일련의 작업이 진행되는 중에 잔류응력의 크기나 스프링백 복원 정도 등이 상당 량 차이가 있을 것으로 예상이 된다.
2.2 해석적 구현을 위한 전처리 작업 2.2.1 유한요소 모델 생성
자동차용 패널의 경우 두께가 약 1 ~ 2 mm 정도로 전체적인 크기에 비하여 얇은 편이다. 이와 같은 모 델의 경우 solid가 아닌 shell type으로 고려해야 유한 요소 모델 생성 및 해석을 좀 더 쉽게 진행할 수 있 다. Fig. 2는 패널 및 용접점의 유한요소 모델이다.
Fig. 2 Finite element model of wheel house assembly
패널의 요소 크기는 약 0.3 ~ 1 mm로 하였고, 용접 하중이 들어가는 부분이나 지그가 잡히는 부분에 대해서는 크기를 좀 더 세밀하게 하였다. element type은 8종의 패널 모두 S4(A 4-node doubly curved general-purpose shell, finite membrane strains)로 하였 다. 38개 용접점의 경우, 두 패널 사이를 잇는 직경 2 mm의 solid 모델을 생성하였고, element의 크기는 약 0.3 ~ 0.4 mm이며, type은 C3D8(An 8-node linear brick)로 하였다.
2.2.2 경계조건 생성
실제 용접과정은 크게 지그를 잡고 푸는 과정과 용접하중이 가해져 용접점의 온도가 변화하는 과 정, 두 가지가 범주로 나눌 수 있다.
본 논문에서도 마찬가지로 공정 시작 전에 지그 가 잡히는 부분에 대해서는 이전 단계에서 생성한
Hyejin Bang․Yonghyun Ju․Junghoon Choi․Hyunshik Shin․Byungsung Jung․Kyujong Park․Sang-kyo Lee․Chongdu Cho
Fig. 3 One-side jig during weld processing
유한요소 모델의 절점들을 하나의 set으로 묶어 6자 유도를 고정해 놓는 방법으로 지그를 구현하였다.
또한, 양쪽에서 잡는 지그 이외의 한쪽 면에 대해서 만 받혀주는 형태로 되어있는 지그도 존재하는데, 6 개의 공정 중 3개의 공정에서 이와 같은 지그를 사 용하고 있다. 이 경우에 대해서는 Fig. 3에서와 같이 지그모델의 단면을 shell type으로 추출하여 해당 공정 에서 패널을 지지해주는 역할을 할 수 있도록 추출한 지그단면과 패널 사이에 접촉조건을 부여하였다.
지그 단면모델에 대해서는 강성값을 패널의 강성 값보다 100배 정도 크게 하여 강체처럼 고려될 수 있 게 하였고, 6자유도를 고정시켜 해당 위치에서 접촉 에 의해서만 패널을 지지해주는 역할을 하게 하였 다. 지그 모델의 경우 면을 지지해주는 지그 이외에 홀을 지지해주는 지그가 Fig. 4와 같이 존재한다. 이 지그에 대해서는 해당 지점에 좌표계를 생성하여 면 내 방향에 대해서만 구속될 수 있도록 설정하였다.
Fig. 4 Coordinating hole jig during welding process
용접을 하는 과정은 직경 2 mm로 구현한 용접점 모델에 대해서 실제 용접 하중인 3000 kgf을 양쪽 패 널에 동시 부여하였다. 그리고 점용접의 영향으로 용접점의 온도가 상승되는 것에 대해서는 solid type 으로 만들었던 용접점 모델의 온도를 하중 부여 뒤 에 약 1000°C로 상승시킨 뒤, 실온으로 가정한 20°C 로 다시 하강시켰다. 온도변화에 대한 부피팽창 및 수축 효과를 확인하기 위하여 용접 점 모델에 대해 서는 열팽창계수를 추가 설정하였다.
2.2.3 공정 진행과정 모사방법
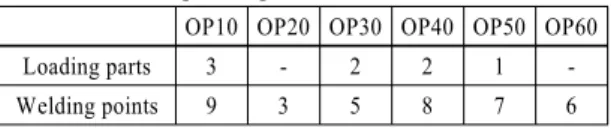
지그를 잡고 푸는 공정, 용접하중을 가하는 공정, 그리고 용접점의 온도가 상승하고 하강하는 공정이 반복적으로 진행되면서 6개의 공정 동안 38곳의 점 용접을 해석적으로 완료하게 된다. 6개의 공정에 대 해서는 지그가 잡히는 위치가 다르며, 8개의 패널이 추가 투입되거나, 기존 패널에서 추가 투입없이 추 가 용접만 진행하게 된다. Table 1은 공정별로 투입 되는 패널의 개수와 작업할 용접점의 개수를 나타 내고 있다.
해석에서 용접점으로 가정한 solid element들이 숨겨진 후, 순차적으로 다시 나타나는 것과 한쪽 면 에 대해서만 지지해주는 지그가 해당공정 시작 시 에 나타나고 공정 종료 시에 숨겨지는 것에 대해서 는 Model change 기능을 사용하였다.
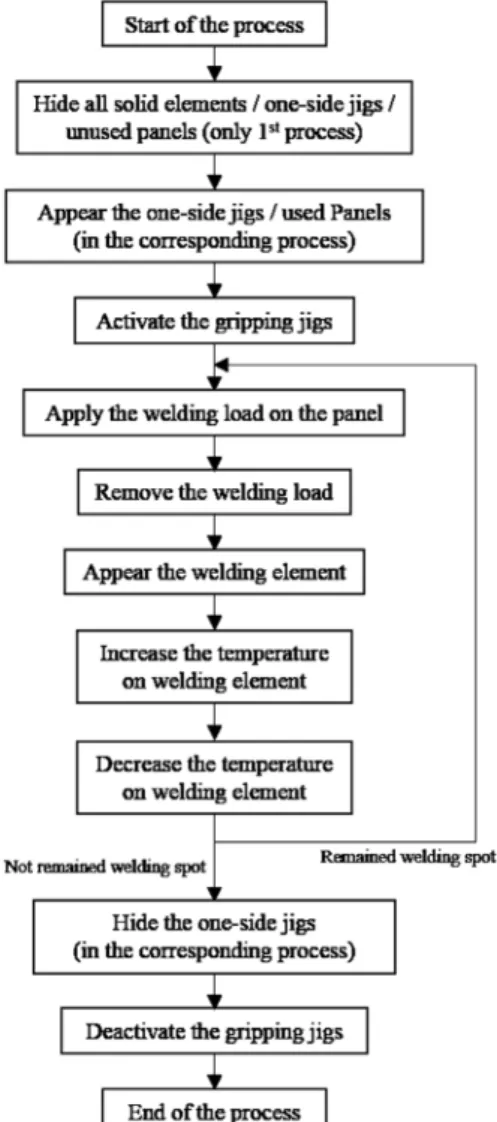
Fig. 5는 해석이 진행되는 과정을 다이어그램으 로 나타내었다. 모든 공정은 지그가 잡혀있는 상태 가 활성화 되는 것을 시작으로 하며 종료 시에는 비활성화 상태로 전환된다. 또한 첫 번째 공정에서 는 전체 용접점 모델과 불필요한 패널이 Model Change로 숨겨지게 되며, 이후 공정에서는 투입되 는 패널과 한쪽방향 지그가 있을 시에 다시 Model change로 나타나게 된다. 이후부터 양쪽 패널에 하 중이 들어가는 과정부터 온도가 변화하는 과정은 해당 공정의 용접점 수 만큼 반복적으로 진행하게 된다.
Table 1 The number of loading part and spot welding point of the respective process
OP10 OP20 OP30 OP40 OP50 OP60
Loading parts 3 - 2 2 1 -
Welding points 9 3 5 8 7 6
Development of Computational Model for Spot Welding and Effect Analysis on Welding Conditions
Fig. 5 Diagram of analysis processing
2.2.4 용접조건의 변경
Fig. 6은 6개의 공정 중 첫 번째 공정에서 현재 진 행되고 있는 방식의 용접순서이다. 기존의 순서는 시간 절약의 측면을 중점에 두어 9개의 용접점에 대 하여 근거리 순서로 용접을 진행하고 있다.
용접조건 변경에 대한 고려는 첫 번째 공정에 대 해서만 개선점을 찾아보았는데 그 이유는 첫 번째 공정은 아직 용접 진행이 안 된 상태이며, 패널 또한 무응력 상태이기 때문에 용접순서를 바꾸게 되면 이후 공정 대비 개선 된 정도가 뚜렷이 나타날 것으 로 예상되기 때문이다. 개선 된 정도를 분석하는 것 과 더불어 현재 용접점과 다음 용접점 사이의 거리
Fig. 6 Conventional weld sequence
Table 2 Cases of welding sequence
Welding sequence
Default 1→2→3→4→5→6→7→8→9
Case-1 1→5→9→2→3→4→6→7→8
Case-2 1→9→2→3→4→5→6→7→8
Case-3 1→9→2→8→3→7→4→6→5
도 같이 비교해 보았다. 용접점 사이의 거리는 작업 시간을 비롯하여 제품 생산량과도 직결되는 문제이 므로, 연장된 시간에 비해 향상되는 품질 정도가 미 미할 경우 오히려 기존 순서를 따르는 것이 현장 작 업 상황에 따라 더 나을 수가 있다.
Table 2는 변경안으로 제시한 용접순서이며, 순 서 변경의 주안점을 거리가 길어지는 방향으로 두 었다. 즉, 외곽부분을 먼저 용접 작업 후 가운데 부 분을 나중에 작업하는 순서로 하여 기존 작업순서 대비 그 효과정도를 확인해 보고자 한다.
3. 패널모델 사이에서 발생되는 간섭의 영향 도면모델과 단품스캐닝모델에 대한 해석 시, 가 장 차이가 나는 부분이 패널 사이의 간섭정도였다.
도면모델의 경우 해석이 거듭될수록 간섭 문제가 발생하지만 해결이 쉽게 되는 반면에, 단품스캐닝 모델의 경우 첫 번째 공정에서부터 지그를 잡고 용 접 작업을 시작할 때 패널 사이의 간섭으로 인하여 해석의 수렴이 되지 않았다.
3.1 해석 전 발생되는 간섭
단품스캐닝모델 해석에서 발생한 간섭의 유형은 두 가지인데, 첫 번째는 Fig. 7과 같이 스캐닝 후에 역설계 된 8개의 파트를 조립하였을 때 생기는 간섭 이다.
방혜진․주용현․최정훈․신현식․정병성․박규종․이상교․조종두
Fig. 7 Interference between parts after assembling
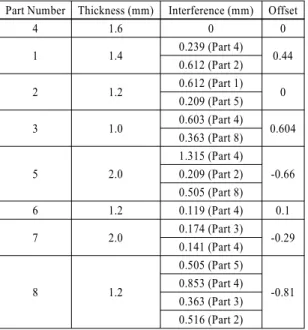
이와 같은 간섭은 shell type으로 모델링한 패널에 대해서 오프셋으로 두께를 부여하게 되는데, 일반 적으로는 shell 모델을 중간면(mid plane)으로 가정 하여 양쪽으로 두께가 늘어나게 한다. 하지만 Fig. 7 의 경우에 단품스캐닝 모델에서는 간섭이 일어나게 되므로 오프셋으로 두께를 부여할 때, 중간면이 아 닌 양쪽으로 붙어있는 다른 패널과의 간섭을 최소 화하는 방향으로 하여 오프셋을 한쪽 방향으로 가 중치를 부여한다. Table 3은 8개의 패널에 대해서 각 각의 두께와 접하고 있는 패널들 사이에 어느 정도 값의 간섭이 존재하는 지를 측정한 값이다. 4번 패 널과 같이 offset이 0인 경우에는 중간면을 기준으로 가정하여 양쪽으로 두께가 들어나는 경우이고, 0.5 이거나, -0.5인 경우에는 한쪽으로만 두께가 치중되 는 경우이다. 따라서 0.5보다 초과되거나 -0.5 미만
Table 3 Offset values of the part's interference
Part Number Thickness (mm) Interference (mm) Offset
4 1.6 0 0
1 1.4 0.239 (Part 4)
0.612 (Part 2) 0.44
2 1.2 0.612 (Part 1)
0.209 (Part 5) 0
3 1.0 0.603 (Part 4)
0.604 0.363 (Part 8)
5 2.0
1.315 (Part 4)
-0.66 0.209 (Part 2)
0.505 (Part 8)
6 1.2 0.119 (Part 4) 0.1
7 2.0 0.174 (Part 3)
-0.29 0.141 (Part 4)
8 1.2
0.505 (Part 5)
-0.81 0.853 (Part 4)
0.363 (Part 3) 0.516 (Part 2)
인 경우에는 shell의 현 위치로부터 떨어져 두께가 부여된다.
3.2 해석 중 발생되는 간섭
두 번째는 공정 종료 후, 자유도가 묶여있던 지그 가 풀리게 되고, 다음공정에서 새로운 패널이 투입 되면서 발생된다. 투입되는 패널은 변형 전의 형상 이고, 기존의 패널들은 작업이 진행 된 변형 후의 형 상이다. 따라서 이와 같은 종류의 간섭은 매 공정 시 작 시에 투입되는 패널이 있으면 발생하게 되는데, 도면모델의 경우에는 이 간섭이 크지 않으며, 간섭 량이 적은 경우에는 해석이 진행되는데 있어 큰 어 려움이 없었다. 하지만, 단품스캐닝모델의 경우는 간섭량이 도면모델에 비해 크며, 용접과정을 시작 하게 되면 수렴성에도 문제가 발생한다. Fig. 8은 간 섭이 발생하여 해석이 중단 된 경우이며, 다섯 번째 공정에서 패널이 투입되면서 기존의 변형된 패널과 의 접촉 중에 간섭이 크게 일어난 경우이다. 이 문제 를 해결하고자 제시 된 방안이 총 두 가지이다.
첫 번째 방법은 간섭을 일으키는 후공정 투입 패 널에 대해서 미리 앞당겨 이전 공정에서 투입을 하 는 것이다. 미리 투입하게 되면, 접촉이 되어있는 판 넬이 변형이 일어나면서 같이 접촉에 의해 밀려나 기 때문에 간섭의 문제가 없다. 하지만 이 방법은 실 제 공정에 투입되는 순서와 맞지 않고, 응력값이나 스프링백값이 차이를 일으킬 수 있는 요인이 된다.
두 번째 방법은 해석 시작 전에 간섭을 일으켰던 패널의 위치를 Fig. 9와 같이 이동하는 것이다. 위치 를 이동시킴으로써 변형된 기존 패널과의 간섭은 발생하지 않았고, 투입순서를 유지하였으므로, 해 석결과 값에 차이는 크지 않을 것으로 판단하였다.
Fig. 8 Occurred interference at the beginning of OP50
점용접의 해석 모델 개발 및 용접조건에 대한 영향도 분석
Fig. 9 Translate part to avoid the interference
4. 유한요소해석 결과
해석은 도면모델 기반 해석과 단품스캐닝모델 기 반 해석 두 가지로 진행하였고, 모델 이외에 해석방 법은 동일하게 하여 결과 비교를 목적으로 하였다.
용접순서 변경 해석에 대해서는 도면모델에 대해서 만 순서 변경을 적용하여 해석하였다.
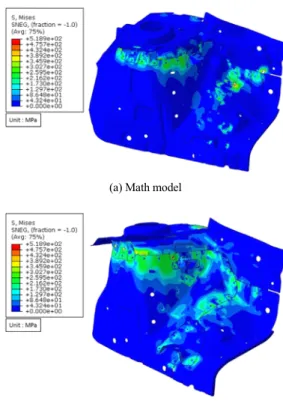
4.1 도면모델 - 단품스캐닝모델 해석비교 도면모델과 단품스캐닝모델에 대한 해석비교는 여섯 개의 공정이 끝날 때마다 각각 비교해 보았으 며, Fig. 10은 최종적으로 모든 공정이 모두 끝났을 때의 도면모델과 단품스캐닝모델에 대한 응력 결과 값, Fig. 11은 변위량 결과 값이다.
최대스프링백량으로도 볼 수 있는 최대변위량의 경우에 용접점으로부터 가장 멀리 떨어진 지점에서 발생하는 것을 확인하였다. 단품스캐닝모델이 도면 모델 해석결과보다 변형량이 좀 더 크게 측정되었 는데 이는 단품스캐닝모델이 스탬핑효과가 반영되 어있기 때문에 동일부분 지그를 잡았다 풀거나 동 일지점에 용접하중을 넣어도 도면모델에 비해서 변 형량 값이 더 크게 측정될 수 있는 원인으로 볼 수 있다. 또한 매 공정을 비교했을 시에 주로 큰 변위량 이 발생하는 지점은 공정 중에 클램핑이 잡혔던 지 점에서 멀리 떨어진 부분이었다. 따라서 스프링백 최소화의 방법으로서 최대변위량 발생지점부에 추 가 지그를 설치하는 것도 고려해 볼 수 있다.
공정진행에 따른 스프링백 결과 값을 두 모델에 대해서 비교해보면, 초반에 최대 2배 이상의 차이를 보였으나, 후공정으로 진행되면서 최대변위량이 거 의 동일한 것을 확인할 수 있다. 따라서 도면모델과 단품스캐닝 모델의 큰 차이였던 스탬핑 효과에 대
(a) Math model
(b) Part scanning model
Fig. 10 Von-mises stress result of two models(a) Math model
(b) Part scanning model
Fig. 11 Displacement result of two models해서는 해석 초반에서만 큰 영향을 주고, 이후에서 는 그 효과가 미미하다고 볼 수 있다.
Hyejin Bang․Yonghyun Ju․Junghoon Choi․Hyunshik Shin․Byungsung Jung․Kyujong Park․Sang-kyo Lee․Chongdu Cho
4.2 용접조건 변경 해석
용접조건 변경 해석에 대해서는 여섯 개의 공정 중 첫 번째 공정에 대해서만 고려하였다. Table 4는 기존 용접순서와 변경된 용접순서에 대한 해석결과 의 스프링백량을 비교한 것이다.
Table 4 Maximum displacement value of each process Maximum displacement (mm) OP10 OP20 OP30 OP40 OP50 OP60 Default 0.713 0.714 0.694 1.030 0.938 0.785 Case-1 0.689 0.612 0.601 0.788 0.909 0.787 Case-2 0.664 0.598 0.578 0.747 0.872 0.745 Case-3 0.546 0.548 0.532 0.537 0.842 0.788
클램핑 조건은 동일하게 하고 용접순서만 변경될 때 최대 40 % 정도의 변형감소 효과를 보이고 있으 며, 초기 공정에서 거리가 멀리 떨어진 용접점에 대 한 작업을 먼저 진행하는 것이 스프링백 감소량이 좀 더 높아지는 결과가 도출되었다. 또한 용접순서 변경 이외에 현장에서 사용되는 클램핑 하중이나 클램핑-패널 사이 마찰 등의 실제 조건을 해석에 반 영하여 클램핑 조건도 같이 변경될 경우 좀 더 개선 된 결과가 도출 될 것으로 예상된다.
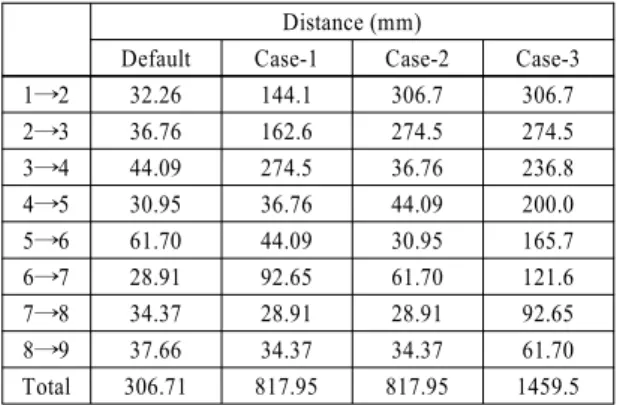
스프링백 결과가 좋아진 반면에 변경된 용접순서 에 대해서 공정시간은 증가하였다. Table 5는 기존 용접순서와 변경된 용접순서에 대해서 용접타점 사 이의 거리를 각각 계산한 것이다.
본 논문에서의 용접순서 변경은 첫 번째 공정에 대해서만 진행하였지만, 이후 다섯 개의 공정에 대 해서도 동일 규칙을 적용시킬 경우 기존대비 품질
Table 5 Distance between welding spots Distance (mm)
Default Case-1 Case-2 Case-3
1→2 32.26 144.1 306.7 306.7
2→3 36.76 162.6 274.5 274.5
3→4 44.09 274.5 36.76 236.8
4→5 30.95 36.76 44.09 200.0
5→6 61.70 44.09 30.95 165.7
6→7 28.91 92.65 61.70 121.6
7→8 34.37 28.91 28.91 92.65
8→9 37.66 34.37 34.37 61.70
Total 306.71 817.95 817.95 1459.5
향상을 기대할 수 있을 것이다. 반면에 기존 작업순 서 대비하여 제시 된 용접순서들의 누적거리는 약 2.7 ~ 4.8배 정도 늘어지며, 늘어난 거리만큼 작업시 간 또한 현재보다 길어질 것으로 예상된다.
5. 결 론
본 논문에서는 자동차 휠하우스의 도면모델과 단 품을 역설계한 모델에 대해서 각각 점용접 과정을 해석적으로 구현하였다.
1) 도면모델에 비해서 스탬핑 효과가 반영된 단품 모델 해석결과가 응력값이 최대 1.2 배, 변위 값 이 최대 2 배 정도로 높게 측정되었으며, 발생 양 상과 최대값 발생지점이 도면모델과 유사함을 확인하였다. 또한 본 논문에서 사용한 차종 이외 의 타 차종에 대한 해석 시, 도면 모델의 결과를 통해서 실제품 모델의 결과가 얼마만큼의 차이 가 나게 될지 예측이 가능하게 되었다.
2) 도면 모델에 대해서 용접순서를 변경하는 해석 을 실시하여 용접점 사이의 거리와 얻을 수 있는 효과에 대해 상관관계를 알아보았다. 현재의 타 점과 다음 타점 사이의 거리가 멀수록 최종적인 스프링백량이 상대적으로 가까운 경우에 비해 서 감소함을 확인하였고, 향후 연구로서 용접순 서 이외의 추가조건에 대한 변경해석을 할 경우 개선의 효과가 높아질 것으로 예상할 수 있다.
후 기
본 논문은 2014년도 (주)한국GM의 지원으로 진 행된 산학 연구과제의 결과물 중 일부입니다.
References
1) P. S. Wei and T. H. Wu, “Electrode Geometry Effects on Microstructure Determined by Heat Transfer and Solidification Rate during Resis- tance Spot Welding,” International Journal of Heat and Mass Transfer, Vol.79, pp.408-416, 2014.
2) J. Kim, A Study on Spatter Reduction and Nug- get Formation Mechanism by Using Hemis- pherically Concaved Electrode in Resistance
Development of Computational Model for Spot Welding and Effect Analysis on Welding Conditions
Spot Welding, Ph. D. Dissertation, Hanyang University, Seoul, Korea, 2013.
3) J. Song, H. Huh, H. Kim and S. Kim, “Evalua- tion of the Finite Element Modeling of Spot-
welded Region for Crash Analysis,” Trans- actions of KSAE, Vol.14, No.2, pp.174-183, 2006.