유한요소 해석변수가 원자로 배관 노즐 이종금속용접부의 용접잔류응력에 미치는 영향
소나현*․ 오경진*․ 허남수†․ 이성호**․ 박흥배***․ 이승건***․ 김종성****․ 김윤재*****
Effect of Finite Element Analysis Parameters on Weld Residual Stress of Dissimilar Metal Weld in Nuclear Reactor Piping Nozzles
Na-Hyun Soh*, Gyeong-Jin Oh*, Nam-Su Huh†, Sung-Ho Lee**, Heung-Bae Park***, Seung-Gun Lee***, Jong-Sung Kim**** and Yun-Jae Kim*****
(Received 17 November 2011, Revised 27 January 2012, Accepted 31 January 2012)
ABSTRACT
In early constructed nuclear power plants, Ni-based Alloys 82/182 had been widely used for dissimilar metal welds (DMW) as a weld filler metal. However, Alloys 82/182 have been proven to be susceptible to primary water stress corrosion cracking (PWSCC) in the nuclear primary water environment. The formation of crack due to PWSCC is also influenced by weld residual stresses. Thus, the accurate estimation of weld residual stresses of DMW is crucial to investigate the possibility of PWSCC and instability behaviors of crack due to PWSCC. In this context, the present paper investigates weld residual stresses of nuclear reactor piping nozzles based on 2-D axi-symmetric finite element analyses based on layer-based approach using maximum molten bead temperature. In particular, the effect of analysis parameters, i.e., a thickness of weld layer, an initial molten bead temperature, convection heat transfer coefficient, and geometric constraints on predicted weld residual stresses was investigated.
Key Words : Weld Residual Stress(용접잔류응력), Dissimilar Metal Weld(이종금속용접), Primary Water Stress Corrosion Cracking(일차수 응력부식균열), Finite Element Analysis(유한요소해석)
†
*
**
***
****
*****
책임저자, 회원, 서울과학기술대학교 기계시스템디자 인공학과
E-mail : [email protected] TEL : (02)970-6317 FAX : (02)974-8270 서울과학기술대학교 기계시스템디자인공학과 한국수력원자력㈜ 중앙연구원
KEPCO ch.ac.kr 순천대학교 기계공학과 고려대학교 기계공학과
1. 서 론
과거에 건설된 해외 가압경수로형 원자력발전소의 원자로 압력용기 노즐 용접부에서 다수의 균열 발생 사례가 발견되었으며, 이는 각 노즐 이종금속용접부 (Dissimilar Metal Weld, DMW)에서 발생한 일차수
응력부식균열(Primary Water Stress Corrosion Cracking, PWSCC)이 주요 원인인 것으로 판명된 바 있다1,2).
PWSCC 발생의 가능성과 균열 발생 시 안전성을 평 가하기 위해서는 PWSCC에 대한 재료의 민감성, 운 전환경, 그리고 해당 부위의 응력상태(인장응력)를 복 합적으로 고려해야 한다. 과거 가압경수로형 원자력 발전소의 DMW의 용접재로 널리 사용된 Alloy 82/182 합금의 경우에는 일차수 환경에서 PWSCC 민감성이 비교적 크므로 전술한 바와 같이 다수의 균열 발생 사 례가 보고된 바 있다.
재료의 민감성과 더불어 용접 시 필연적으로 발생 하는 용접잔류응력도 PWSCC에 기인한 균열의 발생과 성장에 큰 영향을 미친다. 따라서 원전에서의 PWSCC
에 의한 균열 발생 및 성장 거동을 예측하기 위해서 는 이와 같은 DMW에 의한 용접잔류응력의 정확한 예측이 필요하다.
본 논문에서는 원자로 배관 노즐 중 Alloy 82/182 를 DMW의 용접재로 사용한 노즐을 해석 대상으로 선정하여 2차원 축대칭 유한요소해석(2-dimensional axi-symmetric finite element (FE) analysis)을 통한 용 접잔류응력을 예측하였다. 또한 용접잔류응력 해석 시 고려되는 여러 해석변수(용접층의 두께, 용융 비 드 초기온도, 열전달 계수 등)가 해석 결과에 미치는 영향을 평가하였다.
2. 해석 대상
본 논문에서는 국내 가동중인 원자로의 입구, 출구, 안전주입노즐을 대상으로 용접잔류응력 해석을 수행 하였다. 각 노즐은 안전단(safe-end)과 배관 사이의 동 종금속용접부(Similar Metal Weld, SMW), 노즐과 안 전단 사이의 DMW를 포함하고 있다. 특히 안전주입 노즐에는 입출구 노즐과는 달리 맞대기 용접 시 노즐 에 발생하는 열 영향을 방지하기 위해 다른 종류의 용접금속으로 덧살 용접하는 버터링(buttering)을 포함 하지 않는다.
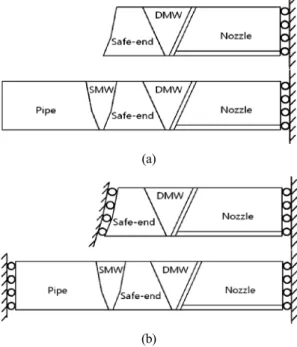
Fig. 1은 본 연구에서 고려된 입구, 출구, 안전주입 노즐의 형상을 나타낸 것으로, Fig. 1(a)와 (b)에 나타 낸 바와 같이 입구노즐과 출구노즐은 클래딩(cladding) 을 제외한 나머지 부분의 형상이 거의 유사하지만 Fig.
1(c)에 나타낸 안전주입노즐은 전반적인 형상 및 크 기가 다르다.
해석에 사용된 용접부의 형상은 실제 제작도면을 최대한 모사할 수 있도록 모델링 하였으며 그 외 다 른 부분은 해석 결과에 크게 영향을 미치지 않는 범 위 내에서 단순화 작업을 수행하여 모델링 하였다. 또 한 안전단 및 SMW를 포함한 노즐의 경우는 안전단 길이가 DMW에 의한 용접잔류응력 해석 결과에 영향 을 미친다는 기존의 연구결과3)에 따라 각각의 제작 도 면을 바탕으로 안전단의 길이에 정확한 치수를 적용 하였다.
Fig. 1(a)의 입구노즐 내경(inner diameter)은 697.6 mm이며 용접부 두께(thickness)는 84.1 mm이다. Fig.
1(b)의 출구노즐 내경은 735.8 mm이며 용접부 두께 는 82.9 mm이다. 그리고 Fig. 1(c)의 안전주입노즐 내
(a)
(b)
(c)
Fig. 1 Geometry and measurement of nozzles: (a) inlet nozzle, (b) outlet nozzle and (c) safety-injection nozzle (unit: mm)
경은 81.8 mm이며, SMW의 두께는 22.8 mm, DMW 의 두께는 34.5 mm이다.
본 해석에 사용된 SMW의 용접재는 ER316L이며, 안전단의 소재는 SS316, DMW의 용접재와 버터링의 소재는 Alloy 82/182이고, 노즐의 소재는 SA508 Gr.2 Cl.1(grade 2 class 1), 배관 및 클래딩의 소재로는 오 스테나이트계 스테인리스강(Austenitic Stainless Steel, ASS)이 사용되었다4).
3. 유한요소모델 및 해석 방법
3.1 유한요소모델
Fig. 2는 본 연구에서 사용된 입구, 출구, 안전주입 노즐의 2차원 축대칭 유한요소모델을 나타낸 것이다.
해석 시에는 범용 유한요소해석 프로그램인 ABAQUS Ver. 6.9-15)을 이용하여 유한요소 온도해석과 응력해 석을 수행하였다. 원주방향 열구배에 의한 영향은 무 시할 수 있다고 가정하여 2차원 축대칭 모델을 이용
하였으며 1차 요소를 사용하였다. 온도해석과 응력해 석 시 사용된 요소는 각각 4절점 축대칭 요소인 DCAX4 와 CAX4이며, 해석에 사용된 입구노즐의 절점 수는 9250개, 요소 수는 9016개이고, 출구노즐의 절점 수는 9212개, 요소 수는 8976개이다. 또한 안전주입노즐의 절점 수는 6377개, 요소 수는 6123개이다. 본 연구에 서는 실제 용접 공정에 따라 용접 비드가 순차적으로 용착되는 과정을 모사하기 위해 ABAQUS에서 제공 하는 “MODEL CHANGE, REMOVE/ADD” 기능을 사 용하였다.
Fig. 2에 나타낸 ①, ②, ③은 용접잔류응력 추출 위 치와 방향을 표시한 것으로, ①은 배관의 내면, ②는 배관의 외면, ③은 DMW 중심에서 두께에 따른 응력 추출 방향(내면에서 외면 방향)을 나타낸 것이다.
(a)
(b)
(c)
Fig. 2 Finite element models and paths of residual stress extraction: (a) inlet nozzle, (b) outlet nozzle and (c) safety-injection nozzle
3.2 재료 물성치
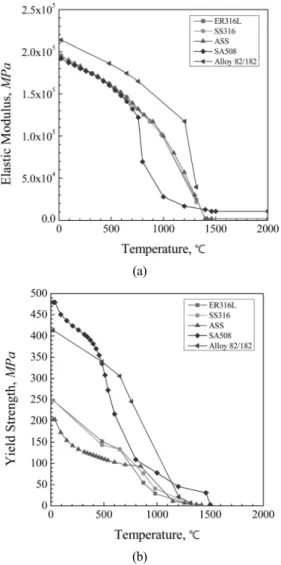
본 연구에서는 용접잔류응력 해석 시 용접 공정에 따라 온도가 크게 변화하므로 온도 의존적 열 및 기 계적 물성치를 사용하였다. Fig. 3은 해석에 사용된 재료 물성치를 나타낸 것으로, Fig. 3(a)는 온도에 따 라 변화하는 재료의 탄성계수를 나타낸 것이며, Fig.
3(b)는 온도에 따른 재료의 항복강도를 나타낸 것이다.
3.3 유한요소 온도해석 및 응력해석
기계적 변형이 온도 분포에 주는 영향은 미미하므 로 용접 공정에 따른 과도 열해석을 먼저 수행하였으 며, 이로부터 얻은 시간에 따른 온도 이력(temperature history)을 바탕으로 응력해석을 수행하였다.
(a)
(b)
Fig. 3 Material property with varying temperature: (a) elastic modulus and (b) yield strength
먼저 온도 분포를 구하기 위해 용접 입열량을 부여 하는 방법으로는 체적 열유속(body heat flux)을 적용 하거나 혹은 온도 경계조건을 직접 부여하는 방법이 일반적으로 사용된다. 먼저 체적 열유속을 적용하는 방법의 경우 각 용접 패스 별 체적 열유속은 다음과 같이 정의된다.
∆
(1)
여기서, η은 용접 효율이며 V는 용접 전압 그리고 I 는 용접 전류를 의미한다. 또한 A는 각 용접 비드의 단면적, ν는 용접 속도, Δt는 용접 시간을 나타낸다.
온도 경계조건을 부여하는 방법은 용접 공정 중 생 성되는 용접 용융 비드에 온도를 직접 부가하는 방법 으로 이는 해석 시간의 단축 및 해석 절차가 체적 열 유속을 이용한 방법에 비해 비교적 간단하다는 장점 이 있다6,7). 이에 따라 본 연구에서는 온도 해석 시 온 도 경계조건을 직접 부여하는 방법을 사용하여 유한 요소 해석을 수행하였다. 이때 용융 비드의 초기 온도 로는 용접재의 용융점 이상 온도인 1700°C를 적용하 였으며, 입열 시간으로는 실제 용접을 고려한 최소 입 열 시간인 0.8초를 부여하였다. 또한 냉각 시간은 용 접 층간 온도 기준을 준수하기 위해 3000초 이상을 부 여하였다.
냉각은 모재 및 용접부에서의 전도 열전달과 대기 와의 자연 대류를 고려하였다. 자연 대류 고려 시 대 류 열전달 계수 값으로는 h=10.0 W/m2K을 적용하였 다. 또한 복사 열전달에 의한 영향은 미미하므로 고려 하지 않았다.
Fig. 4는 응력 해석 시 적용 가능한 기하학적 경계 조건을 도식적으로 나타낸 것이다. 기본 해석에서는 Fig. 4(a)에 나타낸 바와 같이 이종금속용접 및 동종 금속용접 시 노즐측 끝단 만을 축방향으로 구속하고 나머지는 자유조건을 적용하였다. 또한 등방성 경화 (isotropic hardening) 효과를 고려한 응력 해석을 수행 하였으며, 반복적인 입열에 의해 재료가 재용융 되면 서 소성 변형률이 0이 되는 응력 풀림(annealing) 효과 를 고려하기 위해 재료의 용융점을 응력 풀림 온도로 설정하였다.
해석시간의 단축 및 용접 비드 형상의 단순화를 위 해 용접층 단순화 방법(layer based lumped method)8)
(a)
(b)
Fig. 4 Geometrical boundary condition: (a) free-roller constraint and (b) roller-roller constraint
을 이용하여 용접 비드의 생성을 모사하였으며 이때 의 용접층 두께는 약 3.5 mm 정도로 실제 용접 공정 에 따라 배관 내면에서 외면 방향으로 용접층 생성을 모사하였다.
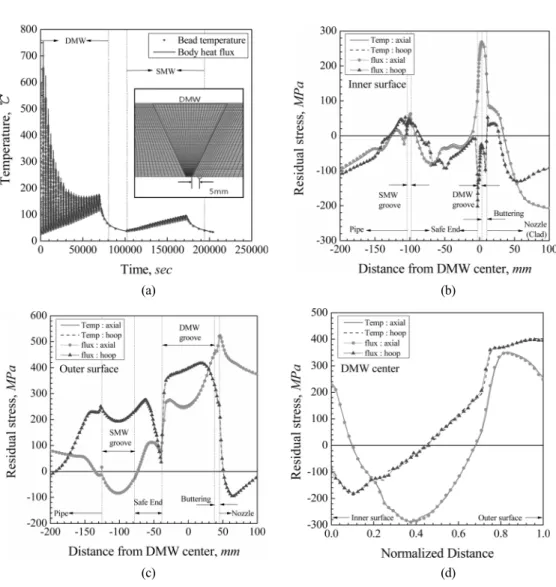
본 논문에서는 온도 해석 시 용융 비드의 온도를 직 접 경계조건으로 부여하는 방법을 사용하였지만 이 러한 해석 방법의 타당성을 검증하기 위해 체적 열유 속을 적용하는 방법으로도 해석을 수행하여 해석 방 법에 따른 결과를 비교하였다.
Fig. 5는 입구노즐을 해석 대상으로 하여 용접 입열 량을 부여하는 방법에 따른 해석 결과를 비교한 것이 다. Fig. 5(a)는 DMW의 내면 경계부에서 5 mm 떨어 진 지점의 온도 변화를 나타낸 것으로, DMW의 첫 번 째 층이 생성될 때 약 100°C의 온도 차이가 발생하며 시간이 경과될수록 두 결과의 온도 차이가 감소하는 것을 확인할 수 있다. Fig. 5(b)~(d)는 용접 입열량 부 여 방법에 따른 잔류응력 분포를 각각 배관 내면, 배 관 외면, DMW 중심부에 대해 나타낸 것으로, 그림 에 나타낸 바와 같이 두 방법으로 구한 잔류응력의 분포가 전체적으로 일치하였다. 따라서 온도 경계조 건을 적용한 본 연구의 해석 방법의 타당성이 검증되 었다.
(a) (b)
(c) (d)
Fig. 5 Comparison of bead temperature method with body heat flux method: (a) nodal temperature located 5mm away from DMW in inner surface and (b)~(d) weld residual stress (Inlet nozzle)
3.4 해석변수의 영향
유한요소 온도 및 응력 해석 시 고려되는 다양한 해석 변수가 용접잔류응력 분포에 미치는 영향을 평 가하기 위해 3개의 해석 대상 중 입구노즐을 대상으 로 변수 해석을 수행하였다. 해석 변수로는 용접층 두 께, 용융 비드 초기온도, 대류 열전달 계수, 기하학적 경계 조건을 고려하였다.
먼저 용접층 두께는 각각 2 mm, 3 mm, 6 mm, 9 mm 를 적용하여 용접층 두께가 잔류응력 분포에 미치는 영향을 검토하였다. 또한 용융 비드 초기온도의 경우 에는 기존 1700°C 뿐만 아니라 1900°C와 2100°C를 추가로 가정하여 해석을 수행하였다. 대류 열전달 계 수의 영향을 평가하기 위해서는 자연 대류 조건인 h
=10.0 W/m2K 외에 h=28.4 W/m2K를 적용하여 대 류 열전달 계수가 해석결과에 미치는 영향을 평가하 였다. 마지막으로 기하학적 경계조건으로는 Fig. 4(a) 의 조건 외에 Fig. 4(b)와 같이 이종금속용접 및 동종 금속용접 수행 시 노즐측뿐만 아니라 배관측도 축방 향으로 구속하여 양단 구속 조건의 차이가 잔류응력 분포에 미치는 영향을 정량적으로 분석하였다.
4. 해석 결과
4.1 기본해석 결과
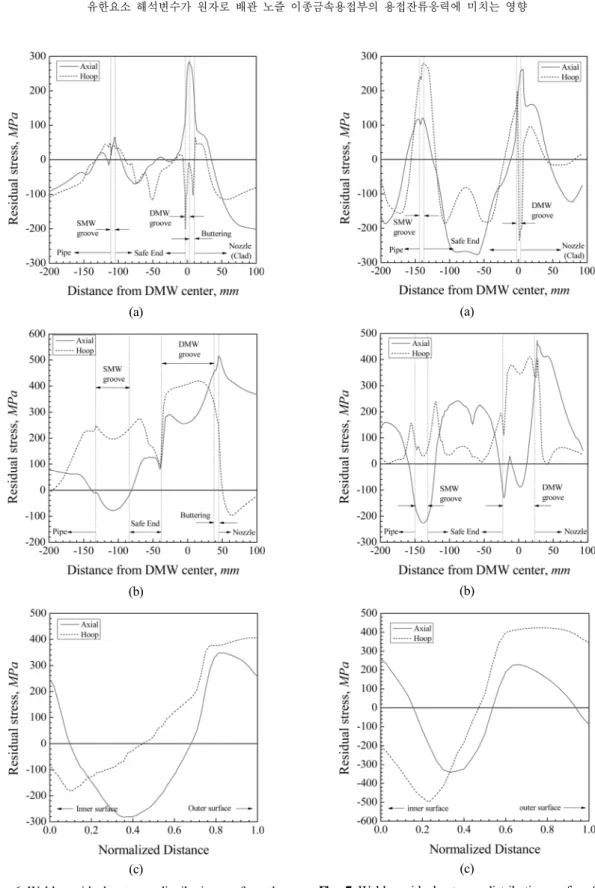
Figs. 6~7은 출구노즐과 안전주입노즐의 용접잔류 응력 분포를 나타낸 것이다. 먼저 Fig. 6(a)는 출구노
(a)
(b)
(c)
Fig. 6 Weld residual stress distributions of outlet nozzle: (a) inner surface, (b) outer surface and (c) fusion center line
(a)
(b)
(c)
Fig. 7 Weld residual stress distributions of safety- injection nozzle: (a) inner surface, (b) outer surface and (c) fusion center line
(a) (b)
(c) (d)
Fig. 8 Effect of initial molten bead temperature on weld residual stress at inner surface ((a) and (b)) and DMW center ((c) and (d))
즐에서 내면의 잔류응력 분포를 나타낸 것이다. 다른 부분에 비해 DMW 중심에서 약 284 MPa의 높은 축 방향 인장잔류응력이 발생하였으며, DMW를 제외한 나머지 부분에서는 전반적으로 축방향과 원주방향의 압축잔류응력이 발생하였다. 또한 Fig. 6(b)는 외면의 잔류응력 분포를 나타낸 것으로, 버터링과 노즐의 경 계에서 약 514 MPa의 높은 축방향 인장잔류응력이 발생하였다. Fig. 6(c)는 DMW 중심에서 두께 방향을 따른 잔류응력분포를 나타낸 것으로, 축방향 잔류응 력의 경우에는 두께의 40%까지 감소하는 경향을 보 이다가 그 이후로는 잔류응력이 증가하고 외면에서 약간 감소하는 경향을 보였다.
Fig. 7의 안전주입노즐은 형상에 있어서 출구노즐 과 큰 차이가 있기 때문에 해석 결과에서도 큰 차이 를 보였다. Fig. 7(a)는 내면에서의 용접잔류응력 분포
를 나타낸 것으로, 출구노즐과 마찬가지로 DMW에서 약 262 MPa의 최대 인장잔류응력이 발생하였다. DMW 를 제외한 안전단 및 다른 부분에서의 경향은 출구노 즐의 경향과 비슷하였지만 잔류응력의 변화폭이 상 대적으로 컸다. Fig. 7(b)에 나타낸 외면에서의 분포 에서는 DMW와 노즐의 경계면에서 최대 인장잔류응 력이 발생하였다. Fig. 7(c)에 나타낸 DMW 중심에서 두께방향을 따른 잔류응력의 분포는 출구노즐의 분 포와 비슷한 경향을 보였지만 외면에서는 축방향으 로 압축잔류응력이 발생하였다.
입구노즐의 경우에는 출구노즐과 형상이 비슷하기 때문에 Figs. 5(b)~(d)에 나타낸 바와 같이 Fig. 6의 출 구노즐 해석 결과와 거의 비슷한 분포를 보였다.
기본 해석을 수행한 결과, 모든 해석 대상이 내면 의 DMW에서 주변보다 높은 인장잔류응력이 발생하
(a) (b)
(c) (d)
Fig. 9 Effect of weld layer thickness on weld residual stress at inner surface ((a) and (b)) and DMW center ((c) and (d))
였으며 외면의 버터링 및 노즐 경계부에서 가장 높은 인장 잔류응력 분포를 보였다. DMW 중심에서 두께 방향으로의 잔류응력 분포로는, 변화하는 경향은 비 슷하지만 잔류응력 값에는 차이가 발생하는데 이는 해석 대상의 형상 차이로 인해 발생한 것으로 볼 수 있다. 또한 Fig. 6과 Fig. 7에 나타낸 바와 같이 재료가 동일하여도 노즐, 안전단, 용접부의 형상에 따라 용접 잔류응력 분포가 크게 변화하기 때문에 해석 시 형상 의 특성을 정확하게 고려해야 한다.
4.2 해석 변수의 영향
전술한 바와 같이 본 논문에서는 원자로의 입구노
즐을 대상으로 용융 비드 초기 온도, 용접층 두께, 대 류 열전달 계수, 기하학적 경계 조건과 같은 해석 변 수가 용접잔류응력 결과에 미치는 영향을 정량적으로 평가하였다.
Fig. 8은 용융 비드 초기 온도를 변화시키며 수행 한 해석 결과를 나타낸 것으로, Fig. 8(a)는 내면에서 의 축방향 잔류응력 분포를 나타낸 것이다. DMW에 서 용융 비드 초기온도가 잔류응력분포에 미치는 영 향으로 DMW 및 안전단을 제외한 다른 부분에서는 용융 비드 초기온도가 높을수록 잔류응력이 증가하 는 경향을 보였지만 잔류응력 값은 대체적으로 높지 않았다. Fig. 8(b)는 내면에서 원주방향 잔류응력 분포
를 나타낸 것으로 용융 비드 온도에 따른 분포 경향 은 축방향과 동일하였다. Fig. 8(c)와 (d)는 각각 DMW 중심에서 용융 비드 초기온도에 따른 축방향, 원주방 향 용접잔류응력 분포를 나타낸 것이다. 대체적으로 용융 비드 초기 온도는 DMW에서의 잔류응력 분포에 영향을 미치지 않았다.
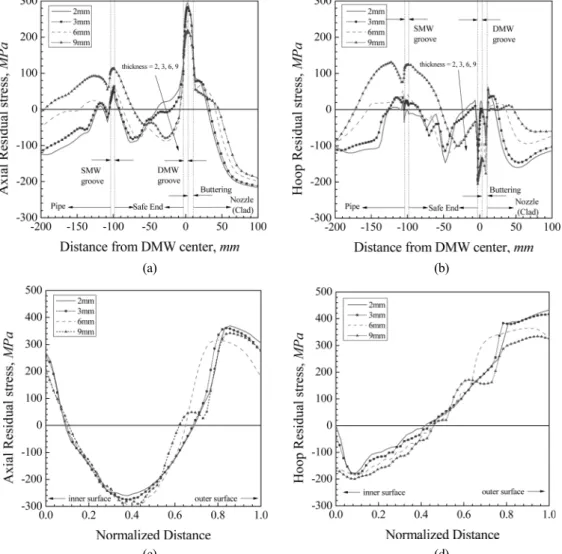
Fig. 9는 용접층 두께에 따른 용접잔류응력 분포를 나타낸 것이다. Fig. 9(a)와 (b)는 각각 내면에서의 축 방향, 원주방향 잔류응력 분포를 나타낸 것으로, 적 용된 용접층의 두께가 증가할수록 DMW에서 잔류응 력 값이 감소하는 경향을 보였지만 이 경우 최대 인장 잔류응력 값이 약 80 MPa정도의 차이를 보였다. 따라 서 용접잔류응력 해석 시 실제 용접조건을 모사하기 위해서는 실제 비드 두께와 동일하게 용접층 두께를 설정하는 것이 중요하다. Fig. 9(c)와 (d)는 DMW 중 심에서 용접층 두께에 따른 잔류응력 분포를 나타낸 것이다. 전술한 바와 같이 해석에 적용되는 용접층 두 께에 따라 내면과 외면에서 잔류응력 분포에 큰 영 향을 받는 것으로 나타났다.
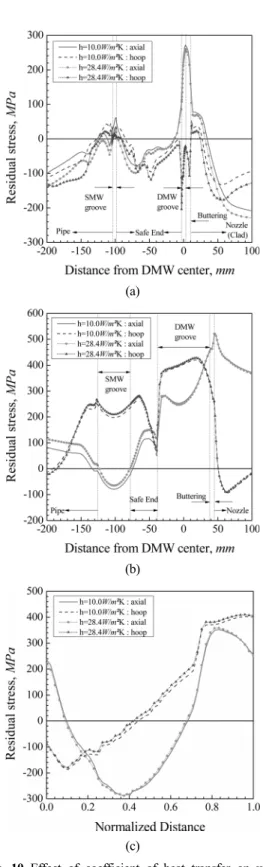
Fig. 10은 기본 해석에서 적용한 자연대류 시의 대 류 열전달 계수인 h=10.0 W/m2K로 해석을 수행한 용 접잔류응력 결과와 h=28.4 W/m2K를 적용하여 구한 결과를 비교한 것이다. Fig. 10에 나타낸 바와 같이 대 류 열전달 계수는 용접잔류응력 분포에 거의 영향을 미치지 않았다. 이는 용접 시 용접부 근처의 국부적인 전도 열전달과 대류 열전달이 지배적이기 때문에 대 류 열전달 계수가 용접잔류응력 해석 결과에 큰 영향 을 미치지 않은 것으로 판단된다.
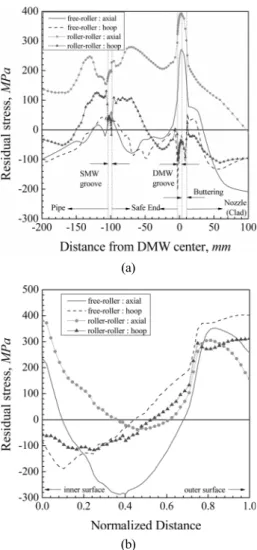
Fig. 11은 기하학적 경계조건에 따른 용접잔류응력 분포를 나타낸 것이다. Fig. 11(a)는 배관 내면에서의 잔류응력 분포를 나타낸 것으로, 양단을 축방향으로 구속하였을 때 축방향 잔류응력은 DMW 중심에서 약 150 MPa 정도 증가하였다. 원주방향의 경우에도 양 단을 축방향으로 구속하였을 때 잔류응력 값이 어느 정도 변화하였으나 그 폭은 축방향에 비해 매우 작았 다. 이는 축방향 잔류응력의 경우, 축방향 구속 조건 에 의해 크게 영향을 받지만 원주방향으로의 변형에 는 큰 영향을 미치지 않기 때문이다. Fig. 11(b)는 DMW 중심에서 두께 방향에 따른 용접잔류응력 분포를 나 타낸 것이다. 전술한 바와 같이 원주방향 잔류응력 분 포에 양단 구속 조건이 미치는 영향은 미미하였으나, 축방향 잔류응력 분포에는 큰 영향을 미치는 것으로
(a)
(b)
(c)
Fig. 10 Effect of coefficient of heat transfer on weld residual stress at (a) inner surface, (b) outer surface and (c) DWM center
(a)
(b)
Fig. 11 Effect of geometric boundary condition on weld residual stress at (a) inner surface and (b) DMW center
나타났다. 특히 축방향 잔류응력 분포의 경우 양단을 구속하였을 때는 자기 평형(self-equilibrium) 조건을 만족하지 못했으나, 한쪽 측만 고정한 경우에는 그림 에 나타낸 바와 같이 자기 평형 조건을 만족하는 것 으로 나타났다. 양단을 고정한 경우에 자기 평형성을 만족시키지 못하는 이유는 양단 구속으로 인해 2차 응력(secondary stress)의 일부분이 1차 응력(primary stress)처럼 거동하기 때문인 것으로 판단된다. 따라서 용접잔류응력 해석 시 실제 기하학적 경계조건을 정 확하게 부여하는 것이 매우 중요하다.
기존의 연구에서는 버터링 및 동종용접의 영향, 구 속조건의 영향 등을 고려한 용접잔류응력을 평가하였 다. 이를 통하여 동종용접은 잔류응력을 완화시키는
효과를 가지며, 버터링의 영향은 크지 않다는 결과를 얻었다. 또한 과도구속 조건을 사용한 해석의 경우 적 은 구속 조건을 사용한 경우에 비해 낮은 응력 값을 갖는다는 결과를 얻은 바 있다9). 이처럼 기존 연구에 서 구속조건의 영향을 다룬 바 있지만, 본 연구에서 는 기존에 수행하지 않았던 해석변수들에 대하여 체 계적인 값을 고려하여 특정 해석변수의 영향을 정량 적으로 평가하였다. 따라서 본 논문의 결과는 노즐 이 종금속용접부의 용접방법 및 해석 조건을 최적화하는 데 활용될 수 있다.
5. 결 론
본 논문에서는 국내 가동중인 원자력발전소의 원자 로 배관 노즐 가운데 입구, 출구, 안전주입노즐을 대 상으로 이종금속 및 동종금속 용접에 의한 용접잔류 응력 해석을 수행하였으며, 여러 유한요소 해석 변수 가 용접잔류응력 분포에 미치는 영향을 평가하였다.
기본 해석 결과, 입출구 노즐의 내면 DMW 중심에 서 높은 축방향 인장잔류응력이 발생하였으며, 안전 주입노즐도 마찬가지로 내면의 같은 위치에서 높은 축방향 인장잔류응력이 발생하였다. 이와 같이 내면 에서의 높은 인장잔류응력은 PWSCC 발생의 원인이 될 수 있다.
유한요소 해석변수가 용접잔류응력 분포에 미치는 영향을 평가한 결과, 용융 비드 초기 온도와 대류 열 전달 계수는 DMW의 잔류응력 분포 결과에 큰 영향 을 미치지 않음을 확인하였다. 반면 용접층의 두께 및 기하학적 경계조건은 잔류응력 분포에 큰 영향을 미 쳤으므로 해석 시에는 실제 용접공정 시 적용한 용접 비드의 두께 및 경계조건을 정확하게 고려하는 것이 중요하다.
후 기
본 연구는 한국수력원자력㈜ 재원으로 한수원 중앙 연구원의 지원을 받아 수행한 연구과제입니다.
참고문헌
1. EPRI, 2004, Materials Reliability Program: “Welding Residual and Operation Stresses in PWR Alloy 182 Butt Welds (MPR-106)”.
2. Moffat, G., Bamford, W.H., Seeger, D., 2001,
“Development of the Technical Basis for Plant Startup for the V.C Summer Nuclear Plant,” Trans.
of ASME PVP Conference, PVP-Vol. 427, pp. 33-39.
3. T. K. Song, Y. B. Chun, C. Y. Oh, H. Y. Bae, Y.
J. Kim, S. H. Lee, K. S. Lee, C. Y. Park, 2009,
“Effects of Similar Metal Weld on Residual Stress in Dissimilar Metal Weld According to Safe End Length,” Trans. of the KSME(A), Vol. 33, No. 7, 664-672.
4. T. K. Song, J. S. Kim, C. Y. Oh, Y. J. Kim, C. Y.
Park, K. S. Lee, 2011, “Through-wall welding residual stress profiles for dissimilar metal nozzle butt welds in pressurized water reactors,” Fatigue Fract Eng.
Mater Struct 34, 624-641.
5. “ABAQUS/Standard User’s Manual,” ABAQUS Version 6.9-1, Simulia Corp.,
6. T. K. Song, H. Y. Bae, Y. J. Kim, K. S. Lee, C.
Y. Park, 2008, “Sensitivity Analyses of Finite Element Method for Estimating Residual Stress of Dissimilar Metal Multi-Pass Welding,” Trans. of the KSME(A), Vol. 32, No. 9, 770-781.
7. N. H. Soh, J. S. Yang, C. R. Pyo, N. S. Huh, 2010, “Effect of Groove Shape on Residual Stress Distribution of Narrow Gap Welds,” Trans. of the KSME(A), Vol. 35, No. 6, 635-642.
8. EPRI, 2007, “Advanced FEA Evaluation of growth of postulated circumferential PWSCC flaws in pressurizer nozzle dissimilar metal welds(MRP-216)”.
9. W. J. Kim, K. S. Lee, T. R. Kim, T. K. Song, 2008,
“Parametric study for Welding Residual Stresses in Nozzle of Nuclear Power Plants using Finite Element Method,” KSME fall conference, pp. 104-109.