* Corresponding author. Tel.: +1-573-239-6981 Fax: +1-573-884-5090
E-mail address: [email protected] ( Zhengwei Nie ).
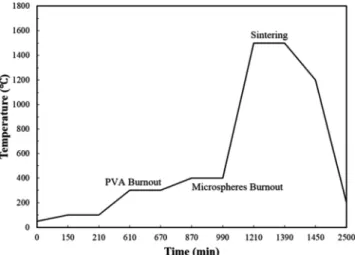
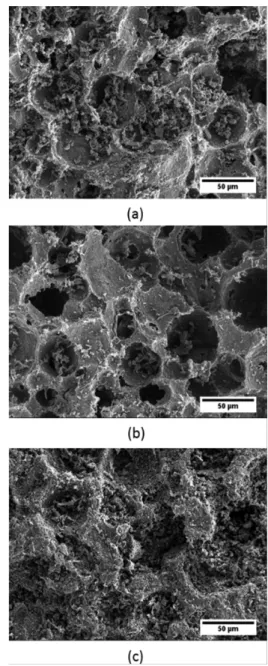
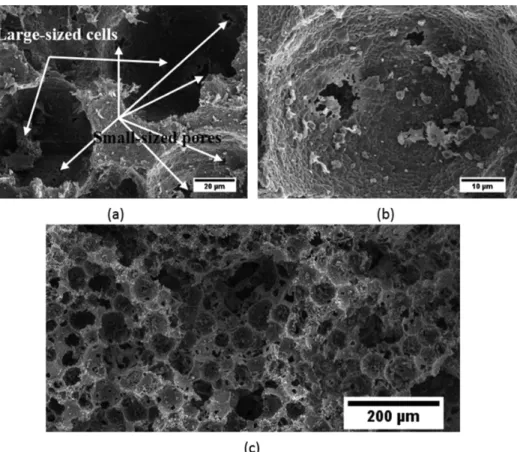
Fabrication of Porous Alumina Ceramics Using Hollow Microspheres as the Pore-forming Agent
Zhengwei Nie
a*, Yuyi Lin
aa
전체 글
a
수치

관련 문서
