Non-CO
2온실가스 저감기술 동향
문승현 Non-CO2 온실가스저감기술개발사업단 [email protected]
축산 분뇨 바이오가스로부터 고순도 메탄 정제를 위한 연구 동향
안효성
㈜세프라텍 [email protected]
1. 서론
이산화탄소와 메탄은 전세계 온실가스 문제를 야
기하는 대표적인 온실가스로, 자연적으로 생성되 어 배출되는 양에 비해 주로 인간의 산업 활동에 의 지구온난화와 기후변화의 영향으로 전 세계가 온실가스를 줄이기 위해 부단히 노력하고 있으며 주요 국 정과제로 부각되고 있다. 온실가스(Greenhouse gas)란 지표에서 방사되는 적외선의 일부를 대기권에서 흡 수함으로서 온실효과를 일으키는 원인이 되는 기체를 총칭한다. 유엔기후변화협약(United Nations Frame Convention on Climate Change, UNFCCC)은 총 7종(CO2, CH4, N2O, HFCs, PFCs, SF6, NF3)을 온실가스로 규제하고 있으며, 이중에서 CO2를 제외한 나머지 가스를 Non-CO2 온실가스라 한다. Non-CO2 온실가스는 지구온난화에 미치는 영향이 CO2에 비해 21~23,900배로 매우 높다. CO2는 파괴 보다는 화석에너지의 절약, 격리, 저장 등을 통해 저감하지만 Non-CO2 온실가스는 파괴가 가능하며 대부분 점발생원(Point Source)으로 제어가 상대적으로 용이한 가스이다. Non-CO2 온실가스 저감기술이 우선적으로 개발되어야 하는 이유이다.
현재 보급되어 있는 Non-CO2 온실가스 저감 기술들을 살펴보면 CH4의 경우는 단순 포집하여 연소 또는 발 전을 하고, N2O와 F-gases는 고에너지를 투입하여 파괴하는 기술이 주를 이루고 있다. 따라서 저에너지 고 효율로 Non-CO2 온실가스를 저감시키는 기술개발이 필요하여 환경부는 2013년 9월 Non-CO2 온실가스저감 기술개발사업단을 발족시켰다. 현재 1단계 사업이 진행(2013.9.~2017.4.) 중이며 2017년 5월부터 2단계 사업 이 예정되어 있으므로 전문가 여러분의 많은 관심과 참여를 부탁드린다. 본 기고에서는 동 사업단에서 개발 되고 있는 대표적인 CH4, N2O, F-gases 저감기술에 대해 소개하고자 하며 국내 개발기술이 현장에 가능한 빨리 보급되어 국가 온실가스 저감목표 달성에 기여하기를 기대해본다.
특 별 기 획 (I)
해 인위적으로 배출되고 있다. 이에 따라 세계 기후 변화협약 등에 의한 규제가 진행되고 있으며, 온실가 스 배출량 8위의 우리나라도 지속적인 온실가스 감축 노력이 이루어져야 할 것이다. 인간의 산업활동에 따 라 발생되는 폐기물 중 유기성 폐기물은 그 동안 재 활용의 관점에서 벗어나 있었으나, 재활용에 대한 관 심이 증가되고 다양한 이용방법이 연구되거나 상업 화 되고 있다. 특히, 이들 유기성 폐기물 중 음식물 쓰 레기, 하수슬러지, 가축분뇨 등은 매립 또는 해양 투 기가 금지되었으며, 이에 따라 육상 처리가 불가피하 다. 이들 유기성 폐기물의 육상처리 방법 중 가장 효 과적인 처리 방법은 혐기성 소화조에 의한 처리 방법 이다. 혐기성 소화조에 의해 유기성 폐기물을 처리하 면 메탄과 이산화탄소가 주성분인 바이오가스가 생 성되며, 유기성 폐기물의 양을 감소시켜 연소 등의 기존 처리법에 의한 대기 중 온실가스 배출을 감소시 킬 수 있다. 또한, 혐기성 소화를 통해 생성되는 바이 오가스를 정제하여 고순도 메탄을 생산하여 연료로 이용하는 경우 온실가스 저감과 더불어 신재생에너 지 확보라는 두가지 장점을 모두 취할 수 있다.
바이오가스의 주성분인 메탄과 이산화탄소 중 메 탄은 지구 온난화 지수 25로 전세계 온실가스 기여 도의 16.7%를 차지하고 있어, 바이오가스 중 메탄을 회수하여 연료로 사용하면 온실가스 감축효과를 기 대할 수 있다. 2012년 말 기준 국내에서 발생되는 축 산분뇨 처리 현황을 Table 1에 정리하였다.
Table 1에서 보듯이, 2012년 기준 대부분의 축산
분뇨는 호기성 처리에 의한 퇴비화가 전체의 81%를 차지하고 있으며, 아직 혐기성 소화에 의한 처리는 약 7.7% 수준에 머물고 있다. 정부차원에서도 환경 부, 농림축산식품부, 산업통상자원부 등 각 부처별 로 축산분뇨의 육상처리 및 자원화 대책을 위한 사 업을 진행하고 있다.
바이오가스로 이용 가능한 이들 유기성 폐기물 중 축산분뇨 분야에서 발생하는 메탄은 2012년 기준 으로 CO2로 환산 시 연간 122만 ton이 발생되고 있으 며, 향후 육상 처리에 따라 점차 발생량이 증가될 것 으로 예상된다.
축산분뇨에서 발생하는 메탄을 정제하여 처리하 는 시설이 연간 10% 증가될 것을 가정하여 예상되는 온실가스 저감 효과를 Table 2에 정리하였다.
COP 21에 제출하기 위한 INDC 내용에 따르면 우 리나라는 2030년까지 BAU 대비 37%의 온실가스인 31,500만톤을 감축할 예정이다. 따라서 유기성 폐기 물의 혐기소화에 의한 바이오가스 정제 기술은 우리 나라 온실가스 감축에 기여할 뿐 만 아니라, 자동차 연료 및 도시가스와의 혼합공급을 통해 연료로 사용 할 수 있기 때문에 매우 중요한 기술이다.
현재까지 국내에서 운영되는 혐기성 소화조로부 터 생산된 바이오가스는 주로 발전에 의한 전기 생 산 또는 시설 유지를 위한 열원확보용으로 주로 사 용되었지만, 정제를 통해 연료용 고순도 메탄으로 전환 시 발전에 비해 약 2배가량의 경제성을 갖고 있 기 때문에, 북유럽 국가들을 중심으로 자동차 연료,
Table 1. 2012년 기준 국내 축산분뇨 처리 현황1,2) (단위 : 천톤)
년도 발생량 자원화 정화방류
해양배출 기타
소계 퇴비화 액비화 개별처리 공공처리
2012 46,489 41,236 37,656 3,580 1.999 2.211 - 1.043
Table 2. 축산분뇨 발생 메탄 처리에 따른 온실가스 저감효과3,4,5,6) (단위 : 톤 CO2 eq./year)
온실가스 2010 2015 2020 2025 2030
CH4 122만 134만 147만 162만 178만
도시가스로의 활용이 활발하게 진행되고 있다.
2. 바이오가스 정제 기술
바이오가스 정제를 위한 다양한 기술이 상용화 또는 연구되고 있으며 이들 기술의 장단점을 간단하 게 정리하여 Table 3에 나타내었다.
대표적인 상용화 기술은 물 흡수법과 PSA에 의한 흡착법이며, 주로 북유럽 국가 업체를 중심으로 상 용화되고 있으며, 최근 기체분리막에 의한 바이오가 스 정제법이 상용화 되었다.
3. 분리막 접촉기 기술
아직 연구단계에 머물고 있지만, 향후 기대되는 기술로는 막접촉기(membrane contactor) 기술이 있 다. 막접촉기 기술은 물 흡수법과 분리막법의 하이 브리드 기술이다. 즉, 물 흡수법에서 사용하는 컬럼 대신 소수성 다공성 중공사막을 사용하여 단위부피 당 기체/액체 접촉면적을 증가시켜 효율적인 바이오 가스 정제가 이루어 질 수 있도록 하여 장치 크기와 에너지 소비를 감소시킬 수 있는 기술이다. 막접촉 기 기술의 근본은 물 흡수법과 동일하게 물에 대한 기체의 용해도 차이를 이용하며, 별도의 큰 전처리 단위공정을 필요로 하지 않는다. 막접촉기 기술의 여러 가지 장점에도 불구하고, 현재 까지 연구가 미
비하고, 상용화되지 못한 것의 가장 큰 이유는 큰 접 촉면적을 제공할 수 있는 적합한 소수성 다공성 중 공사막이 개발되지 못하였기 때문이다. 최근에 국내 기업에서 소수성 고분자인 Polypropylene(PP)를 이용 하여 TIPS(Thermal Induced Phase Separation)법에 의 해 다공성 중공사막을 제조하는 기술이 개발되었으 며, 이에 따라 분리막 접촉기 분야의 연구에 응용되 고 있다. 중공사막 접촉기는 기체와 액체의 흐름을 독립적으로 조절 할 수 있으며, 운전의 안정성, 큰 기 체/액체 접촉 면적, scale-up 면에서 유리하다.7,8)
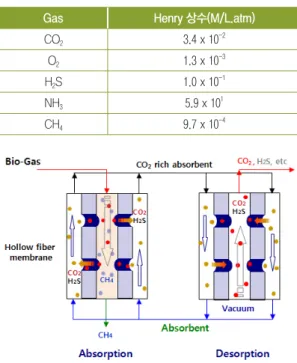
분리막 접촉기의 분리 메커니즘을 Fig. 1에 나타내 었다. 분리막 접촉기는 Table 4에 나타낸 것처럼, 기 체성분의 물에 대한 용해도 차이를 이용하여 기체를 분리하는 기술이며, 특히 물에 대한 용해도가 작은 CH4에 비해 용해도가 큰 CO2, H2S, NH3 등의 기체 분 리가 용이하므로 바이오가스 정제에 적합하다. Fig. 1 에서 보듯이 CH4/CO2 혼합가스를 분리막 접촉기에서 가압상태를 유지하면 압력의 증가에 따라 물에 흡수 되는 CO2의 양이 증가하게 되고, 이 현상을 이용하여 CO2와 CH4를 분리할 수 있다. 흡수된 CO2를 포함하 는 물의 압력을 다시 낮추어 주면 압력에 따른 용해 도 차이에 의해 흡수된 CO2를 탈기할 수 있으며, 이에 따라 물이 재생되고, 재생된 물을 흡수에 재순환시켜 분리막 접촉기 시스템이 운전된다. 분리막 접촉기 시
Table 3. 바이오가스 정제 기술의 특징 및 장/단점
기술 특징 및 장/단점
물 흡수법 (water scrubbing)
- 단순한 공정 운전.
- 고압운전으로 인해 장치비 및 운전에너지 소비가 큼.
- 장치 규모를 줄이기 위해 효율적인 흡수탑 개발 필요.
화학 흡수법 (chemical scrubbing)
- 저압 운전 가능.
- 폐수 발생, 흡수제 열화 등으로 인해 고효율 흡수제 및 공정개발 필요.
흡착법 (adsorption)
- 메탄과 이산화탄소의 선택도 개선 필요.
- 불순물에 의한 오염 대비 고성능 흡착제 및 혼성공정 개발 필요.
분리막법 (gas separation membrane)
- 분리막 공정 높은 집적도.
- 황화합물 등에 고분자 막소재의 취약성으로 인하여 전처리공정 등 단위공정 필요.
- 고분자 막소재의 낮은 내구성과 투과 선택성 등의 개선을 위한 분리막 개발 필요.
심냉법 (cryogenics)
- 메탄과 이산화탄소의 증기압의 차이를 이용하여 분리하는 기술.
- 장치비 및 에너지 소비가 매우 높음.
특 별 기 획 (I)
스템의 운전 개략도를 Fig. 2에 나타내었다.
분리막 접촉기는 물에 대한 기체의 용해도 차이 를 이용하기 때문에 CO2/CH4의 경우 약 100의 선 택도를 나타내며, 투과도 또한 소수성 다공성 중 공사막의 세공을 기체 성분이 통과하기 때문에 약 2,000GPU의 높은 투과도를 나타낸다.
4. 결론 및 향후 전망
유기성 폐기물의 재활용 및 처리를 위한 혐기성 소화조 등의 육상처리 시설의 증가가 예상되며, 이
에 따라 향후 바이오가스 발생량이 증가할 것이고, 바이오가스 정제를 통해 자동차 연료, 도시가스 등 의 활용분야가 다양해 질 것으로 전망된다. 혐기성 소화조로부터 발생하는 바이오가스를 정제하여 연 료로 활용하면, 신재생에너지 확보와 더불어 온실가 스 배출량 감축의 두 가지 효과를 얻을 수 있다. 바 이오가스 정제를 위해 물 흡수법, PSA 흡착법, 기체 분리막법 등 다양한 기술이 상용화 되었거나, 연구 되고 있으며, 특히, 상용화된 물 흡수법을 대체할 수 있는 분리막 접촉기 기술 분야가 새로운 분리기술로 주목받고 있으며, 분리막 접촉기 기술의 상업화를 위해서는 기체/액체 접촉 효율을 최대한 증가시킬 수 있는 분리막 모듈 설계와 더불어 상업적인 대량 생산 기술 및 이를 이용한 저에너지 소모형 분리막 접촉기 시스템 개발에 더욱 관심을 가져야 할 것이 다. 분리막 접촉기 기술은 향후 바이오가스 정제 기 술에 중요한 역할을 할 것으로 기대되며, 바이오가 스 뿐만 아니라, 연소배가스의 CO2 포집분야 등 다 양한 산업에 적용될 것으로 기대한다.
참고문헌
1. Ministry of Environmet, R. of Korea, “Statistics of live- stock manure treatment”, (2007)
2. Ministry of Agriculture, Food and Rural Affairs, R. of Korea, “Investigation on livestock trend”,(2011) 3. http://www.ecofuturenetwork.co.kr/news/articleView.
html?idxno=7959
4. https://www.zero-foodwaste.or.kr/user/board/board- List.do?type=5
5. http://www.index.go.kr/potal/main/EachDtlPageDetail.
do?idx_cd=1475
6. h t t p : / / l i b r a r y. m e . g o . k r / s e a r c h / D e t a i l V i e w.
ax?sid=12&cid=201947
7. Rangwala H. A., “Absorption of carbon dioxide into aqueous solutions using hollow fiber membrane contac- tors”, J. Memb. Sci., 112(2), 229-240(1996).
8. Gabelman A., Hwang S.-T., “Hollow fiber membrane contactors”, J. Memb. Sci., 159(1-2), 61-106(1999).
9. Sander R., Complication of Henry’s law for inorganic and organic species of potential importance in environ- mental chemistry, Version 3, Max-Planck Institute of Chemistry, Meinz, Germany(1999).
Fig. 1 Separation mechanism of membrane contactor
Table 4. 기체성분의 물에 대한 용해도9)
Gas Henry 상수(M/L.atm)
CO2 3.4 x 10-2
O2 1.3 x 10-3
H2S 1.0 x 10-1
NH3 5.9 x 101
CH4 9.7 x 10-4
Fig. 2 Schematics of membrane contactor operation
1. 머리말
아산화질소(N2O)는 “웃음가스(Laughing Gas)”로 알려져 있으며, 인체에 대한 독성이 없어 흡입마취 제로 사용되고 있는 안전한 물질이다. 그러나 대기 중에 존재하는 N2O는 적외선을 흡수하여 온실효과 를 유발함으로써 지구온난화에 영향을 미치는 것으 로 알려져 있다. N2O가 지구 온난화에 미치는 영향 은 CO2가 미치는 영향의 약 10% 정도지만, 대기 중 에서 자연적으로 저감되는데 약 150년 정도가 소요 되기 때문에 지구온난화지수(GWP: Global Warming Potential)는 CO2에 비해 310배 높다. N2O의 주요 인위발생원에는 질산 및 아디프산, 카프로락탐의 화 학물질 생산 공장과 석탄이나 하수오니 등의 유동층 연소시설 등이 있으며, 최근 반도체/LCD전자산업 공정에서의 배출이 알려지고 있다. 화학물질 생산에 서 배출되는 N2O는 농축된 상태로 제한된 구역 내 에서 고농도로 배출됨에 따라, 단기간 내에 매우 경 제적이고 효과적인 방법으로 저감이 가능하다. 따라 서, 다양한 선진국의 기술을 적용한 CDM 사업이 적 용되어, N2O 배출량 저감에 크게 기여하고 있다. 반 면, 유기물질 및 화석연료의 연소에 의해서도 상당 한 양의 N2O가 발생되고 있으나, 적절한 저감기술이 적용되지 못하고 있다. 본 고에서는 유기성 폐기물 중 하수슬러지의 유동층 소각 부문에서의 N2O 저감 기술에 대해 소개하고자 한다.
2. 하수슬러지의 유동층 소각에 의한 N2O 발생
하수슬러지를 유동층 소각시 유동층의 온도는 700-800 ℃로 운전되며, 투입된 고수분의 슬러지는 유동매체로부터 열을 공급받아 슬러지의 고형물을 착화온도에 도달시킨다. 따라서, 유동층 내에서 연 소 반응이 완결되도록 하고, freeboard에서의 연소를 최소화함으로써, 최적의 연소상태를 유지시킨다. 한 편, 슬러지가 투입되면 우수한 유동층의 열 전도성 으로 인하여, 주위로부터 열이 빨리 공급되어 실제 층 전체의 온도가 균일하게 유지된다. 이와 같은 유 동층 운전 조건에 의해, 하수슬러지 내에 포함되어 있는 질소 성분 이 아산화질소의 형태로 전환된다.
일반적으로 슬러지 소각의 경우 600 ppm의 N2O가 배출되고 있는 것으로 보고되었으며, Fuel-N의 N2O 전환율은 약 0.5 % 정도인 것으로 나타났다. 실제 국 내 하수슬러지의 유동층 소각 시설에서 배출되는 N2O 의 배출농도는 약 200-300 ppm이었으며, 배출계수는 0.042-1.664 kg-N2O/ton-sewage sludge로 나타난다[1].
이는 생활 폐기물의 소각시설에서 산정된 배출계수 에 비해 약 4배 이상 높은 수치인 것으로 파악되었다.
2012년 기준 전국 소각 처리양 1,276,141 톤/년에 대한 [2], N2O 발생량은 2,123 톤 N2O/년이며, CO2 환산시 약 65만톤CO2eq./년에 해당하는 것으로 나타났다.
화석연료를 사용하는 유동층 연소는 N2O 발생이 지속적으로 높게 나타나는 것으로 알려져 있으며, 다음의 두 가지 경로에 의해 발생된다.
- 연료에 포함된 질소 (fuel-N)로부터 생성된 HCN과 NH3의 산화
- Char에 포함된 질소 (char-N)에 의해 생성된
하수슬러지 유동층 소각에서의 N
2O 온실가스 저감기술
이승재, 전상구 한국에너지기술연구원 바이오자원순환연구실 [email protected]
특 별 기 획 (II)
NO와 char-N의 반응
연료로부터 휘발된 질소는 유동층 조건에서 HCN 으로 전환되며, 이는 N2O의 전구체 물질로 알려져 있다. 한편 유동층의 온도가 높아지면 N2O의 발생 이 감소한다. 이것은 주요 중간 생성물인 NCO가 유 동층의 온도가 증가함에 따라 N2O가 아닌 NO로 전 환되기 때문으로 나타났다. 참고로 화석연료의 연소 에 의한 N2O의 배출은 60-160 백만톤 CO2-eq/년으로 바이오매스와 폐기물의 연소에 의한 배출은 포함되 어 있지 않다. 이 같은 수치는 화학공장에서 발생하 는 N2O에 대해 가장 큰 부분을 차지하고 있는 질산 생산 화학공장에서 배출되는 125 백만톤 CO2-eq/년을 초과하는 값으로 나타난다[3].
3. 하수슬러지의 유동층 소각시 발생 N2O의 촉매 저감
유동층 소각과 같이 고정 연소장치에서 N2O의 발 생을 억제하는 방법으로는 우선 질소 함량이 적은 연 료로의 개선이 있지만, 하수슬러지의 소각과 같이 연 료의 종류가 정해진 경우에는 연료의 개선이 어렵다.
N2O를 저감하는 대부분의 기존기술은 크게 기 상열분해나 촉매분해, 촉매환원 등이 있다. 기상열 분해는 N2O가 함유된 연소로나 800 ℃ 이상의 온도 에서 연소로 내의 후류부에 보조연료를 분사하여 2 차 연소를 시킴으로써 고온에서 N2O를 열분해시키 는 방법이다. 이는 보조연료 비용이 추가로 요구되 며 CO2가 추가로 발생되므로 N2O의 농도가 극히 높 은 경우를 제외하고는 온실가스 감축에 별다른 영향 을 미치지 못한다. 하수슬러지의 유동층 소각에서는 이러한 N2O의 열분해 효과를 얻기 위하여, 연소 온 도의 상승, 산소 농도의 저하, 접촉입자와의 혼합촉 진, 고압화 (가압유동층 연소) 등의 연소 방법을 개 선하고 있다. 그러나 이러한 방법들은 연소 효율과 탈황율의 저하를 초래하는 경우가 있고, 유동층 연 소에서 N2O 생성을 억제시키면, NOx의 생성이 증가 하는 경우가 대부분으로 N2O 저감에 제한적이다[4].
Korving 등은 하수슬러지의 유동층 소각시 발생되는 N2O를 공연비의 조절로 저감하고자 연구를 수행하 였다[5]. N2O는 freeboard의 온도가 낮을수록 높게 발 생하는 것으로 나타났으며, 또한, 공연비를 4%로 낮 출수록 N2O 발생이 감소하는 것으로 나타났다.
N2O 저감촉매에 의한 N2O 저감은 N2O가 촉매상 의 빈 Site(*로 표시)와 결합한 다음 흡착산소원자 (O*)를 생성한 후에 연속적으로 N2O를 저감하기 위 해서는 연속적인 빈 Site의 재생이 필요하며 다음의 식(1) ~ (3)에 나타난 것과 같은 반응으로 진행된다.
N2O + * → N2 + O* (1) 2O* → O2 + 2* (2) N2O + O* → N2 + O2 + * (3)
식(2)의 반응은 흡착산소원자의 재결합에 의해 O2
가 생성되는 것으로 비교적 고온에서 반응이 진행 되어 촉매 분해 반응이 일어난다. 한편 식(1)에서 생 성된 흡착산소원자를 저온에서 쉽게 제거하여 원래 의 빈 site로 재생시키기 위해, 탄화수소와 같은 환원 제를 사용하여 촉매 환원 반응을 일으킨다. 그러나 하수슬러지의 유동층 소각에서는 N2O 이외에도 O2, NOx, CO, CO2, SO2, H2O 등 다양한 가스가 혼합되어 있어, N2O를 제거하기 위한 촉매의 개발에 어려움이 있다. 이들 몇몇 가스의 혼합시 촉매의 N2O 제거율이 낮아지는 것으로 보고되고 있다. 따라서, 화학공장
<그림 1> 유동층 소각시 발생하는 N2O의 저감을 위한 촉매 설치 가 능 위치: (a) freeboard, (b) 싸이클론 후단, (c) 열교환기 후단 [6]
발생 N2O 저감에서와는 달리, 유동층 소각에서 N2O 저감을 위한 촉매 기술은 아직 초기 단계에 있다.
유동층 소각에서 촉매를 이용하여 N2O를 제거 할 수 있는 위치는 <그림 1>의 (a) 약 700-900 ℃의 freeboard, (b) 약 500-800 ℃의 싸이클론 후단, (c) 약 200-327 ℃의 예열기 후단이 있다[6]. <그림 1>의 (a) 위치는 높은 화학적 안정성과 내마모성의 촉매가 요 구되며, (c) 위치에서는 저온의 촉매 활성이 요구된 다. 한편, (b)의 위치에서는 (a)와 (c)의 중간 형태의 조건이 요구되고 있다.
3.1 Freeboard의 위치에서의 N2O 저감
Freeboard의 위치에서 촉매저감을 위해서는 N2O
저감 활성 효과가 있는 알루미나 등을 사용하는 방 법이 있다. 그러나 이러한 경우 질소산화물의 증가 를 초래하는 경우도 있으므로 내구성을 가지고 N2O 와 질소산화물을 모두 저감시키는 촉매 물질을 개발 할 필요가 있다. 최근 하수슬러지의 유동층 소각에 서 유동매체에 의한 N2O 저감에 대한 연구가 발표되 어, CaO, MgO, Fe2O3, Al2O3 등의 유동매체가 촉매 활성을 가지고 있는 것으로 보고되었다[7]. 하수슬러 지의 유동층 소각시설에서 발생되는 N2O를 저감시 키기 위해서는 유동매체가 N2O 저감에 높은 활성을 가져야 하며, 동시에 일반적으로 유동매체에 요구되 는 특성들인 열충격에 강하고, 용융점이 높아야 한 다. 또한, 유동 매체는 균일한 입도분포, 내마모성 및
<그림 2> N2O 저감을 위한 유동층 소각로 내 N2O 분해 촉매 장착의 예[8].
<그림 3> 소각로 내에 장착된 N2O 분해 펠렛 촉매의 소각실험 전후 반응성 비교 (N2O 316ppm, NO 149ppm, NO2 14ppm, SO2 88ppm, CO2 7.32%, O2 11.2%, 전체유량 4 L/min, 공간속도 5000 h-1)[8].
특 별 기 획 (II)
작은 비중을 가지고 안정적으로 공급될 수 있는 조 건을 충족시켜야 할 것으로 사료된다.
유동매체로 N2O 분해 촉매를 사용하고, freeboard 에 펠렛 형태의 철이온이 교환된 N2O 분해 촉매 (ø3mm × 15mm)를 <그림 2>와 같이 장착한 경우, 850 ℃에서 920 ℃ 사이의 유동층 온도에서 N2O가 약 40-50 ppm의 농도가 발생되는 것으로 보고되었다[8].
한편 freeboard에 펠렛 촉매를 장착하지 않고, N2O 분 해용 촉매를 유동매체만 사용한 경우, 동일한 운전조 건에서 약 100-200 ppm의 N2O가 발생되었다. 이와 유사한 운전 조건에서 N2O 저감 기술이 적용되지 않 은 경우 약 500 ppm 이상의 N2O가 발생되는 것에 비 해, 유동매체와 freeboard에서의 펠렛 촉매 사용이 약 90% 이상의 N2O 저감 효과를 갖는 것으로 나타났다.
한편, freeboard에서 사용된 펠렛 촉매의 사용 전후 반 응성을 비교한 결과, <그림 3>과 같이 사용 전 후 N2O 분해 반응에 큰 차이가 없는 것으로 나타났다.
3.2 소각로와 열교환기 사이에서의 N2O 저감 N2O 촉매 저감을 위하여 적절한 온도를 확보할 수 있는 소각로와 열교환기 사이에 N2O 분해 촉매를 장착할 수 있다. 예를 들면, 유동매체로 N2O 분해 촉 매를 사용하고, 추가로 허니컴 형태의 N2O 분해 촉 매 (200 cpsi, Ø80mm×L85mm ×2set)를 소각로와
사이클론 사이에 <그림 4>와 같이 설치할 수 있다[8].
장착된 허니컴 촉매의 온도가 450 ℃이상의 범위 에서, 유동층 온도가 900 ℃ 이하로 유지되었을 때, N2O의 발생 농도는 약 40-50 ppm인 것으로 나타났 다(<그림 5> 참조). 그러나 이와 같이 소각로와 사이 클론 사이에 N2O 분해 촉매를 장착하는 경우에는 하
<그림 4> N2O 저감을 위한 유동층 소각로와 사이클론 사이에서 N2O 분해 촉매 장착의 예[8].
<그림 5> N2O 분해 유동매체와 소각로와 사이클론 사이에 장착된 허니컴 촉매, 소각로 내에 설치된 펠렛 촉매에 의한 N2O 저감[8].
수슬러지의 회재에 의해 <그림 6>과 같이 허니컴 촉 매의 일부 셀 막힘 현상이 관찰된다. 이러한 셀 막힘 현상으로 인하여 ID fan에 의한 소각로 후단의 압력 이 크게 낮아지는 문제가 발생하게 되는데, 이를 해 결하기 위해서 사이클론 후단에 촉매를 설치하고, 허니컴 촉매의 셀 크기를 다소 증가 시키면 허니컴 셀의 막힘과 압력 저하 현상을 완화시킬 수 있을 것 으로 판단된다.
3.3 열교환기 후단에서의 N2O 저감
일반적으로 대기오염방지를 위해 설치하는 방법 과 유사하게, 열교환기 후단에 N2O 저감 장치를 <그 림 7>과 같이 설치할 수 있다[9]. 이 같은 방법에서 는 500 oC 이상의 높은 반응온도를 필요로 하는 위의 N2O 분해 촉매가 아닌 상대적으로 낮은 400 oC 미
만의 온도에서 작동하는 N2O 환원 촉매가 적용된다.
이때, 환원제로는 탄화수소나 암모니아가 사용된다.
암모니아를 환원제로 사용하는 경우, N2O와 NOx를 동시에 저감할 수 있는 장점이 있다.
<그림 8>은 철이온이 이온교환된 제올라이트 펠 렛 촉매를 사용하였을 때, N2O와 NOx를 동시 저감 결과를 나타낸다. 반응온도의 증가에 따라 N2O와 NOx의 전환율이 모두 증가하는 것으로 나타났다.
<그림 6> 소각로와 사이클론 사이에 장착된 허니컴 촉매의 사용 후 사진[8].
<그림 8> 펠렛 촉매(ø3mm × 15mm)의 촉매 환원에 의한 NOx과 N2O 전환율 (공간속도: 10000 h-1, 전체유량: 5 Nm3/h, inlet gas concentration: O2 8.66 %, CO2 9.03 %, CO 345 ppm, NO 235 ppm, NO2 7.22 ppm, N2O 309 ppm, NH3 560 ppm, and SO2 763 ppm)[9].
<그림 7> N2O 저감을 위한 열교환기 후단에 N2O 환원 촉매 장착의 예[9].
특 별 기 획 (III)
NOx는 390 oC의 온도에서 90 % 이상 전환되는 것으 로 나타났으나, N2O는 410 oC의 온도에서도 약 78 % 가 전환되었다. 이러한 결과는 소각 배가스 내에 존 재하는 수분과 SO2의 영향으로 고려되고 있으며, 비 활성화에 대한 저항성을 갖는 촉매의 개발이 필요할 것으로 판단되었다.
4. 맺음말
하수슬러지 유동층 소각에서 발생되는 N2O를 저감 하기 위해서는 높은 소각온도를 활용한 N2O 촉매 분 해와 기존 SCR 장치를 활용한 N2O-NOx 동시 촉매 환 원 등의 방법을 통해 N2O 저감 장치의 추가 설치 부담 을 줄이면서, N2O를 저감할 수 있을 것으로 판단된다.
그러나 높은 소각온도를 활용하기 위해 소각로 내 와 소각로와 열교환기 사이에 N2O 분해 촉매를 설치하 는 경우, 소각 운전에 대한 영향을 최소화 할 수 있는 촉매의 설계가 필요하다. 또한, 열교환기 후단의 소각 배가스를 처리하는 경우에는 소각 운전에는 영향을 미 치지 않으나, 배가스의 온도가 낮아 배가스 내의 수분 과 SO2에 의해 비활성화 될 수 있으므로 이러한 비활성 화에 대한 저항성을 갖는 촉매 개발이 요구된다.
감사의 글
본 고는 환경부 글로벌탑 환경기술개발사업 중
Non-CO2온실가스 저감기술개발 사업단(2013001690010) 의 지원으로 이루어졌습니다.
참고문헌
1. Lee, J.K., Song, I.S., Na, K.H., Yoo, J.I., Hong, S.M., Lim, C.K., Lee, J.S. and Lee, J.B., “A Study on Greenhouse Gases Emissions from Sewage Sludge Incinerators in Gyeonggi Province”, The 2011 spring conference proceeding of Korean Society for Atmospheric Environ- ment, 2011.5, 305-305 (2011).
2. http://stat.me.go.kr/nesis/index.jsp (Environmental Statistics Portal).
3. “2012 National Greenhouse Gas Inventory Report of Korea”, Green- house Gas Inventory & Research Center of Korea, Seoul (2013).
4. Chang, K.S., “Status and Trends of Emission Reduction Technolo- gies and CDM Projects of Greenhouse Gas Nitrous Oxide”, J. Ko- rean Ind. Eng. Chem., 19(1), 17-26(2008).
5. Korving, L.D., Schilt, C. and De Jong, W., “Reduction of nitrous oxide emission by a smaller air to fuel ratio in a large-scale sewage sludge fluidized bed combustor”, WIT Transactions on Ecology and the Environment, Vol 140, Waste Management and the Environment V, WIT Press, 43-55(2010).
6. Santiago, M., Hevia, M.A.G. and Perez-Ramirez, J., “Evaluation of catalysts for N2O abatement in fluidized-bed combustion”, Applied Catalysis B: Environmental, 90(1-2) 83-88(2009).
7. Barisic, V., Klingstedt, F., Naydenov, A., Stefanov, R., Kilpinen, P.
and Hupa, M., “Catalytic activity of bed materials from industrial CFB boilers for the decomposition of N2O”, Catalysis Today, 100(3-4) 337- 342(2005).
8. Lee, S.J., “Development of fluidization material and fluidized bed combustion process for suppressing N2O emission”, Korea Institute of Energy Research (2014).
9. Lee, S.J., “Development of fluidization material and fluidized bed combustion process for suppressing N2O emission”, Korea Institute of Energy Research (2014).
에너지 절약형 HFCs(폐냉매) 열적 처리기술
이강우 씨이테크(주) [email protected]
서론
냉장고 냉매, 스프레이용 분사제, 우레탄 발포제
등으로 다양하게 사용되고 있는 CFCs와 HCFCs등 이 오존층 파괴 물질로 밝혀지면서 염소성분이 없는
HFCs(수소화불화탄소) 계열의 냉매가 개발되어 보 급되었다. 그러나 최근 HFCs 계열 냉매의 경우는 오 히려 지구온난화에 큰 영향을 미치는 물질임이 입증 되면서 냉매 사용 제품의 폐기 시 대기로 배출하던 HFCs 물질을 적절하게 회수하여 환경과 사람에게 무해하도록 처리해야할 필요성이 대두되었다.
HFCs 계열의 폐냉매를 처리하는 방법은 순도 99% 이상의 재생냉매로 정제하는 재활용 방법과 고 온에서 열적으로 분해하는 파괴 처리 방법이 있다.
자원순환 측면에서 재활용 방법이 파괴 처리 방법 에 비해 에너지소모와 온실가스 배출이 적은 것은 분명하다. 또한 HFCs 계열의 냉매는 냉동싸이클에 서 기화-응축을 반복해야하는 특성상 화학적 안정 성이 매우 높은 물질이기 때문에 이를 적절하게 분 해하기 위해서는 매우 많은 에너지가 필요하며, 분 해 시 HF, F2와 같은 유해물질 발생한다. 따라서 HFCs 배출 저감 시스템은 폐자동차 및 전자제품 등 에서 배출되는 폐냉매를 회수/정제하여 재이용하는 기술을 우선 적용하는 것이 바람직 하지만, 폐기되 는 냉매 중 다량의 불순물 함유, 분리/정제 어려운 물질간의 혼합 등 기술적/경제적인 한계 등으로 재 활용 하는 것이 불가능한 경우가 매우 많기 때문에 HFCs(폐냉매) 배출 제어를 위해서는 재활용 기술과 더불어 열적으로 파괴 처리 하는 기술의 확보도 필 수적이다.
본 기고에서는 현재까지 진행된 폐냉매 열적 파 괴 기술에 관한 연구 내용을 바탕으로 기존 연소기 술 대비 에너지 효율이 높은 LNG Burning 기술의 개 발 현황에 대해 간략하게 서술하고자 한다.
HFCs 파괴 기술 현황
현재 PFCs, HFCs, SF6와 같은 불소화합물을 90%
이상 분해할 수 있는 기술은 LNG Burning + Wet type 과 Plasma type 두 가지이며, LNG Burning + Wet type 이 기존 시장을 잠식하고 있다. Plasma type 도 최근 많은 연구개발을 통해 경쟁기술로서 불화가 스 처리에 적용되고 있다.
불소화합물 분해를 위해 상용화된 기술의 장단점 을 [표 1]에 비교하였다. Plasma type의 경우 연구가 활발하게 이루어지고 있으며 상용화 실적이 부족하 다. LNG Burning + Wet type의 경우 설비가 간단하 고 처리 효율이 높아 국내외 적용 실적이 많지만 화 석연료 사용량 저감과 열효율 향상이 해결과제로 남 아있다.
HFCs 열적 파괴 생성물 예측
HFCs(폐냉매)의 연소 반응은 OH, O, H Radical에 의한 연쇄반응과 Halogen 원소에 의한 연소 억제 반 응이 공존하는 매우 복잡한 연소반응을 나타낸다.[1]
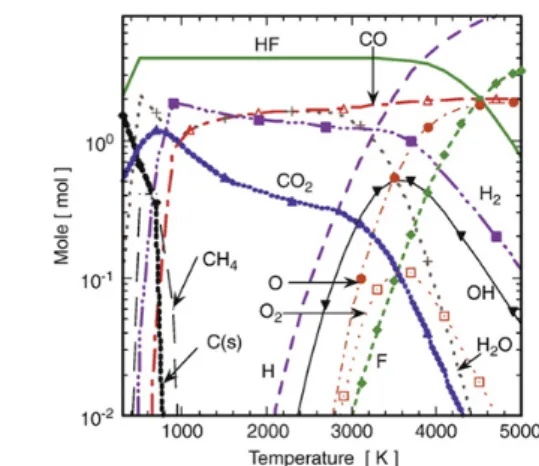
단순하게 원자의 결합 에너지만 고려한다면, 열적 파괴 시 염소(Cl), 탄소사슬(C), 수소(H), 불소(F) 순 서로 분해 반응이 나타날 것으로 예상된다. 오존층 파괴 물질인 CFCs의 대체 물질로 가장 널리 사용되 고 있는 HFC-134a(Tetra Fluoro Ethane)의 경우 탄소 사슬 결합, 탄소-수소 결합 순서로 분해 후 열적으로 매우 안정한 CF4 (PFC)가 생성될 것으로 예상된다.
실제로 HFC-134a 열적 파괴 생성물을 예측한 연 구에서 HFC-134a 열분해 시 2,000K 이하에서는 [그 림 1]과 같이 CF4(PFC)를 생성하며 [그림 2]와 같이
처리 기술 장점 문제점
직접 연소 (LNG 연소)
높은 처리 효율 간편한 원리 적용실적 많음
초기 투자비 높음 분해 후 온실가스 발생량 많음
대량의 화석연료가 필요 연소 후 급랭으로 인한 낮은 열효율
플라즈마 분해 높은 처리 효율
전기 에너지 이용
부산물인 불산으로 인한 부식 문제 전극 수명 연장 필요
특 별 기 획 (III)
H2O 주입 시 Hydrogen source 공급에 따라 1,000K 부 근에서도 PFC 생성을 억제하고 CO2와 CO로 분해되 는 것을 나타내고 있다.[2][3]
HFCs 열적 처리 시스템 구성 및 에너지 효 율비교
HFCs(폐냉매)와 같은 할로겐 화합물을 고온에서 열적으로 파괴하는 기술은 전 세계적으로 상용화 적 용이 많은 기술이다. 그러나 고온의 연소가스로부터 연소기 내벽을 구조적으로 보호하기 위해 열용량이
큰 내화물(Refractory)로 시공하는 형식에서 벗어나 지 못하고 있다.
본 연구 그룹에서는 전통적인 연소방식에서 벗어 나 내화물 시공 대신 연소공기로 연소로(Furnace) 내 벽을 냉각하고 연소실벽 냉각 과정에서 예열된 공기 를 폐냉매의 산화제로 사용함으로써 에너지 효율을 20~30% 향상시킬 수 있는 연소기술을 개발하고자 연구를 진행해 왔다. [그림 3]에 상기에 기술한 연소 기술의 구조 및 원리에 관한 개략도를 나타내었고, [그림 4]에 새로운 폐냉매 전용 연소기술의 폐냉매
그림 1. HFC-134a 열분해 온도별 평형 생성물 그림 2. HFC-134a 20% - water 80% 주입 시 열분해 온도별 평형 생성물
그림 3. 이중구조 폐냉매 연소기 구조 및 원리
파괴 효율 및 에너지 효율을 평가하기 위한 실험 설 비 구성을 나타내었다.
연소실 온도는 이중구조 연소기 특성을 평가하기 위해 내벽에 높이별로 6개 지점에 온도계를 설치하 여 승온 및 폐냉매 처리 실험 동안 연소실 출구 온도 와 함께 내벽 표면 온도를 모니터링 하였다.
폐냉매의 불완전 연소를 억제하기 위해 화석연료 만으로 연소기 출구 온도를 1,000℃ 까지 상승시키고 연소기 내부 온도 Profile이 일정하게 유지되는 안정 화 구간 확인 후 폐냉매를 연소기로 주입하였으며, 연소실 출구온도가 1,000℃ 일 때 연소실 내벽 최고
온도는 약 500℃임을 확인하였다.
연소실 온도 안정화 후 폐냉매 열적 파괴 실험 결 과 및 HFCs 열적 파괴 성능 평가 조건을 [표 2]에 나 타내었다. 보조연료, 연소공기 공급량 및 연소가스 유량은 유량계를 이용하여 측정하였으며, 연소가스 중 HFC 134a 농도는 Gas Chromatography(Detector FID)를 이용하였다. 연소가스 중 HFC 134a의 농도를 분석한 결과 ND(Non Detected)로 나타났으며, GC의 검출 한계인 5ppm 이하로 HFC 134a의 열적 파괴 효 율을 평가하였다.
- 열적 파괴 후 HFC 134a 배출량
그림 4. 폐냉매 전용 연소시스템 구성
그림 5. 온도 안정화 시 연소기 내부 온도 Profile 그림 6. 승온 테스트 시 연소기 내부 온도 Profile
특 별 기 획 (IV)
-열적 파괴에 의한 HFC 134a 분해율
결론
본 기고에서는 상용화 단계에 있는 불소화합 물 연소 기술 중 LNG Burning 기술의 단점인 대량 의 화석연료 사용과 낮은 열효율을 해결하기 위해 HFCs(폐냉매) 전용 이중구조 연소장치에 대해 기술 하였다. 내화물 시공 대신 연소공기를 이용하여 연 소기 내벽을 냉각하는 이중구조 연소기를 이용하 여 승온 테스트와 고온에서 폐냉매의 열적 파괴 성 능 평가를 수행한 결과 99.9% 이상의 폐냉매 열적 파 괴 성능을 나타냄과 동시에 기존 연소장치 대비 승
온 시간을 7시간으로 줄일 수 있었으며, 연소기 내벽 냉각 과정에서 연소공기가 예열됨으로써 열효율을 20% 향상 시킬 수 있었다.
향후 다양한 HFCs, CFCs, HCFC 및 혼합물에 대 한 열적 파괴 성능 평가 결과를 바탕으로 연구 결과 물을 이용하여 국내 폐냉매 처리 사업화에 활용 가 능할 것으로 기대한다.
참고문헌
1. Han, W., Kennedy, E.M., Mackie, J.C. and Dlugogorski, B.Z., “Conversion of a CHCs, HFCs and HCFCs waste mixture via reaction with methane”, Hazardous Materi- als, 184, 696-703(2010)
2. Watanabe, T. and Tsuru, T., “Water plasma generation under atmospheric pressure for HFC destruction”, Solid Films, 516(13), 4391-4396(2008)
3. Saito, N.H. and Watanabe, T.,“Decomposition of Tetrafluoromethane by Water Plasma Generated under Atmospheric Pressure”, Solid Films, 518, 929-935(2009)
표 2. HFCs(폐냉매) 열적 파괴 결과 및 성능 평가 조건
구분 단위 값 비고
폐냉매 공급량 kg/hr 25.5 R-134a
보조연료 공급량 kg/hr 8.25 LPG
연소공기 공급량 kg/hr 320 4,100 LPM
연소 가스 연소 가스
유량 Nm3/hr 273 355kg/hr
온도 ℃ 900~1,200
불화가스 대체 냉매 개발 기술 동향 및 이산화탄소 자연냉매 활용 신 냉방기술 개발
최지나 한국화학연구원 [email protected]
HFCs (Hydrofluorocarbons, 수소불화탄소)는 불 연성 무독성 가스로 냉장고 및 에어컨의 냉매, 발
포, 세정, 반도체 공정의 에칭 가스 등으로 다양하 게 사용되는 물질이다. 오존층 파괴 효과로 말미
암아 몬트리올 의정서에 의해 사용이 규제된 CFCs (Chlorofluorocarbons, 염화불화탄소)와 HCFCs (Hydrochlorofluoro- carbons, 수소염화불화탄소) 냉 매를 대체할 물질로 잘 알려져 있다. HFCs가 2010년 전폐된 CFCs 및 2040년 (선진국의 경우 2020년) 전폐 예정인 HCFCs를 대체함에 따라 전세계적으로 HFCs 배출은 연간 10% 증가 추세에 있으며, 현재 HFCs 배 출량은 온실가스 전체 배출의 1-2% 수준이나, 2050 년경에는 7-19% 수준까지 증가할 것으로 예상되고 있다.1)
그러나, 대체냉매로 개발 및 사용되고 있는 HFCs 물질 역시 2005년 2월 발효된 교토의정서에서 6대 온 실가스 중의 하나로 포함되어 대기방출규제물질로 분류되어 이미 유럽 및 미국 등의 선진국을 중심으 로 감축 논의 및 규제 정책 등이 활발히 진행되고 있 다. 유럽의 경우 2006년 PFCs, HFCs 등의 불화 가스 감축을 위한 2개 입법을 채택하여 시행중이며, 2014 년 유럽 의회에서는 새로운 에어컨 및 냉장고 등의 가전제품에 불화가스 사용을 금지하는 규정 초안 을 승인하여 전 세계에서 가장 강력한 불화가스 규
제 정책을 시행하고 있다. 본 금지 규정은 지속적으 로 확대될 예정이며, 자동차용 이동식 냉방 시스템 경우, 2011년 이후 신규 출시차종 및 2017년 이후 모 든 신규 제조 차량에서 GWP 150 이상의 불화가스 사용을 금지하고 있으며, GWP 150 초과 HFCs 상업 용 밀폐 냉매 장치의 경우, 2020년 이후 유럽 시장 내 판매가 금지된다.2) 이와 같은 규제 정책을 바탕으 로 유럽은 2030년까지 2015년 대비 79% 불화가스 사 용 삭감을 목표로 하고 있다. 한편, 미국에서도 2014 년 HFCs 이용에 대한 규제 도입을 발표하였다. 미국 에서의 HFCs 규제는 2016년 이후 단계적으로 시행 되며, 특히 자동차 에어컨 냉매의 경우, 현재 사용 중 인 HFC-134a 냉매 이용 제품 수입 및 제조를 금지하 는 등의 규제를 2017년부터 시행 예정인 것으로 알려 져 있다. 캐나다의 경우, 2014년 미국 EPA와 동일한 수준의 HFCs 규제를 도입할 계획을 발표한 바 있으 며, 그 외 일본 등에서도 낮은 지구온난화지수를 갖 는 low GWP 냉매 사용을 장려하는 법안을 추진 중 에 있다.
이와 같이 HFCs 냉매의 사용이 점차 제한됨에 따
그림 1. 대표 냉매 물질의 환경 영향 지수
특 별 기 획 (IV)
라, 규제가 도입 및 시행 예정인 선진국을 중심으로 대체 냉매에 대한 연구 역시 활발하게 진행 중에 있 다. 대체 냉매에 대한 연구는 1) 자연에서 발생한 분 자를 기초로 한 자연냉매 활용 기술 개발 및 2) 낮은 GWP를 가진 새로운 제3세대 냉매제 개발 등을 중 심으로 진행되고 있다. 미국의 경우, 허니웰과 듀폰 사가 공동 개발한 HFO-1234yf 등 낮은 GWP를 갖 는 대체 신냉매를 개발, 이를 자동차용 냉매제로 상 용화하는 시도가 적극적으로 이루어지고 있는 반면, 독일 등 유럽에서는 HFO-1234yf의 화재 위험성 및 불소 함유 냉매의 잠재적 환경 영향 등을 고려하여 이산화탄소와 같은 자연냉매를 중심으로 기술 개발 이 이루어지고 있다.
대표적인 자연 냉매로는 물, 암모니아, 이산화탄 소, 프로판 등의 탄화수소 등이 있으며, 표 1에서 보
는 바와 같이 HFCs 등의 기존 냉매보다 GWP가 현 저히 낮다. 암모니아의 경우, 우수한 열역학적 특성 및 높은 효율을 지니고 있으나, 유독성, 가연성 물질 로써 전문적인 관리 및 안전성을 확보할 수 있는 산 업용 대용량 시스템에 일부 적용되고 있다. 프로판 등의 탄화수소 냉매 역시 가연성 물질로써, 안전성 이슈를 가지고 있다. 이에 비해 이산화탄소(R744)의 경우, 낮은 유독성, 비가연성, 저렴한 비용 및 보편적 유용성 등의 장점을 지닌 자연냉매물질로써 최근 들 어 불화탄소계 합성 냉매 사용이 점차 제한됨에 따 라 대체 냉매 후보군으로써 재조명되고 있다.
자동차용 냉매의 경우, 현재 가장 광범위하게 사 용되고 있는 냉매는 R-134a이다. 미국은 이 냉매 를 대체할 신물질로 듀폰과 하니웰이 개발을 주도 한 HFO-1234yf를 앞세워 자동차 시장을 공략하고
표 2. 주요 대체냉매의 특성 표 1. 유럽의 HFCs 감축 시나리오3)
연도 HFCs 소모량
2015 (기준) 100 %
2016-2017 96 %
2018-2020 63 %
2021-2023 45 %
2024-2026 31 %
2027-2029 24 %
2030 21 %
있다. HFO-1234yf의 GWP는 6으로 알려져 있으며, SAE (the Society of Automotive Engineers) 인터내 셔널은 지난 2009년에 2년간의 조사를 통해 HFO- 1234yf가 자동차용 냉매로 적합하다는 판정을 내렸 고, 이미 11개 이상의 메이저 자동차 메이커들이 채 택 의사를 밝히고 있다. 그러나, HFO-1234yf 냉매 는 A2 (Lower Flammable) 물질로 분류되어, 안전성 문제 등에 있어 현재 그 사용에 있어 여러 가지 이견 이 있는 것으로 보인다. 대표적으로, 독일의 주요 자 동차 메이커중 하나인 다임러는 자동차 충돌 테스트 결과 HFO-1234yf 냉매와 에어컨 컴프레서 오일이 유출될 경우 화재의 가능성이 있음을 확인한 바 있 으며, EU에게 HFO-1234yf의 유럽 내 판매를 금지해 달라는 의사도 전달하기도 하였다. 하지만, HFO- 1234yf 냉매 개발사인 하니웰과 듀폰은 이미 여러 차 례의 테스트와 조사를 거쳤으며 새 냉매의 안전성에 는 전혀 문제가 없다는 입장을 밝히고 있다. 한편, 다 임러, BMW, 폭스바겐 유럽 최대의 자동차 메이커 등은 자동차용 대체 냉매제로 R744(이산화탄소 자연 냉매)를 채택한 것으로 알려져 있다.4)
앞서 언급한 바와 같이 이산화탄소 자연냉매의 경우, 오존층 파괴지수 및 지구온난화지수가 현저히 낮아 친환경적이며, 안정성 측면에서 비독성, 비가 연성을 충족시키며, 가용성 및 보편적 유용성 등의 장점으로 말미암아 향후 대체 냉매로써의 활용 가 능성이 가장 높은 대체냉매 물질이다. 그러나 이산
화탄소 냉매의 열역학적 특성상 증기압축식 (Vapor Compression) 방식의 냉방 시스템에서는 기존의 냉 매보다 3~5배 높은 작동 압력을 요구하는 한계 등으 로 말미암아 비용이 높아지고 주로 대형 시스템에 적용되어 왔다. 이에 이산화탄소 자연냉매를 활용 한 냉방 기술의 개발은 주로 고압용 호스와 컴프레 서 등 고압에서 작동되는 이산화탄소 자연냉매 사용 환경에 적합한 부품 개발 및 장치의 소형화 등을 중 심으로 이루어져 왔으며, 대표적인 기업으로 덴마크 기업인 댄포스 (Danfoss)사를 들 수 있다.
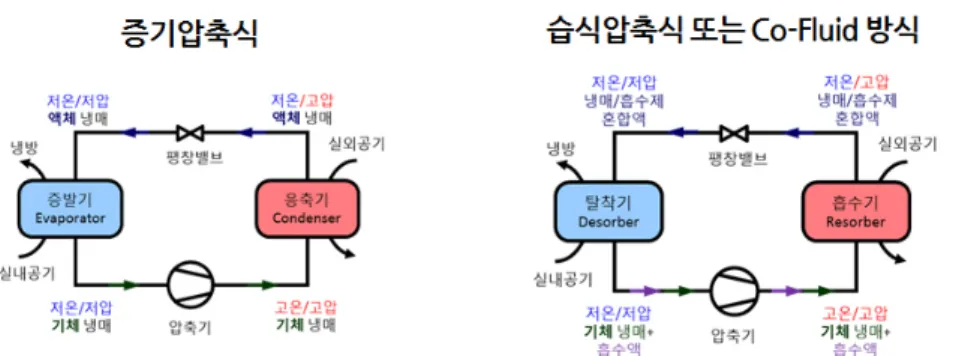
이와 같은 이산화탄소 자연냉매 활용 기술의 한 계를 극복하기 위하여 한국화학연구원에서는 Non- CO2온실가스저감기술개발사업단 사업의 일환으로 이산화탄소 자연냉매를 활용한 신 냉방 기술 개발 연구를 수행 중에 있다. 일반적인 냉방 시스템에 적 용된 증기압축식 냉방 사이클은 냉매를 팽창 밸브 와 유로가 좁은 부분을 통과하게 하여 단열 팽창, 기 화시키며 열을 흡수하는 방법을 이용한 냉각법이다.
그러나 한국화학연구원에서 개발 중인 습식압축식 (Wet Compression) 또는 코-플루이드 (Co-Fluid) 방 식의 신 냉방 사이클은 냉방시스템 내에 이산화탄소 흡수제 및 작동 유체로써 작용할 수 있는 코-플루이 드를 도입하여, 도입된 코-플루이드 물질에 이산화 탄소가 흡수-탈기될 때의 반응열을 이용한 냉방 사 이클로써, 이산화탄소의 직접적인 액화-기화 사이 클을 거치지 않기 때문에 이산화탄소 자연냉매의 가
그림 2. 증기 압축식 (Vapor Compression) 및 습식 압축식 (Wet Compression) 냉방 사이클의 비교
특 별 기 획 (IV)
장 큰 문제점이었던 고압에 따른 장치 및 운전의 어 려움 등을 해결할 수 있다. 본 시스템의 구현을 위 해서는 이산화탄소 용해도 및 흡수열이 높고, 아울 러 냉방 시스템 내 작동유체로써 사용하기에 적합한 코-플루이드 물질을 발굴하는 것이 핵심 과제라고 볼 수 있다. 현재 한국화학연구원에서는 이온성 액 체를 기반으로 한 코-플루이드 물질을 개발하여 (주) 엔바이온 및 카이스트와의 협업을 통하여 저압에서 작동 가능한 습식압축식 신 냉방 시스템 연구 개발 을 주도하고 있으며, 본 기술 및 시스템이 성공적으 로 상용화될 경우, 향후 자동차 및 가정용 룸에어컨 등 소형 냉방 시스템에도 R744 (이산화탄소 자연냉 매)가 손쉽게 활용될 수 있을 것으로 예상된다.
HFCs 냉매는 이미 유럽 시장에서 사용 규제가 시 작되었으며, 미국 등의 선진국에서도 곧 사용이 규 제될 물질이다. 이에 따라 미국의 듀폰-하니웰 등이 HFO-1234yf 등의 신냉매 개발을 통하여 대체 냉매 시장 및 관련 기술 분야에서 선도적 위치를 차지하고 있으며, 국내의 HFCs 불화가스 대체 Low GWP 신합 성냉매 개발과 관련한 기술 수준은 매우 미흡하다고 볼 수 있다. 한편, 현재 약 2500억 내외로 추정되고 있 는 국내 냉매 시장에 있어서도, 국내 냉매 관련 주요 업체로 후성, 파인텍, 한강화학, 삼광 가스 등 약 10 개의 업체가 있으나 후성만이 유일하게 HCFCs 냉매 를 직접 생산하고 있는 것으로 알려져 있으며, 나머
지 업체들은 냉매 완제품을 수입하여 판매하는 유통 기업의 성격을 띠고 있다. 반면, 유럽 등에서는 HFO- 1234yf 신합성냉매의 안정성 이슈 및 불소 함유 냉매 의 환경 영향 등을 고려하여 이산화탄소 자연냉매를 중심으로 비불소계 대체 냉매 기술 개발에 박차를 가 하고 있는 실정이다. 따라서 이와 같은 기술 시장의 흐름 및 국내 기술력 등을 고려해볼 때, 국내의 경우, 이산화탄소 등의 자연냉매 활용 기술 개발 분야에 보 다 집중하는 것이 유익할 것으로 판단되며, 이산화탄 소 자연냉매 활용 기술 분야에 있어서도 적절한 코- 플루이드 물질의 확보를 통한 신 냉방 기술 개발 및 부품, 시스템 개선 등을 통한 소형화, 고효율화 등을 통하여 유럽, 미국 등의 선진국을 중심으로 새롭게 펼쳐질 대체 냉매 관련 기술 시장을 적극적으로 공략 할 수 있을 것으로 판단된다.
참고문헌
1. UNEP, “HFCs: A Critical Link in Protecting Climate and the Ozone Layer“ A UNEP Synthesis Report (2011) 2. Embassy of the Republic of Korea to the Kingdom of
Belgium and the European Union, “EU F-gas Policy”
A Report of Embassy of the Republic of Korea to the Kingdom of Belgium and the European Union (2014) 3. EU, “Regulation (EU) No 517/2014 of the European
Parliament and of the Council of 16 April 2014 on fluorinated greenhouse gases and repealing Regulation (EC) No 842/2006”, EU Regulation (2014)
4. Sang Ki Han “Battle of New Refrigerants” Motorian, www.motorian.kr (2013)