VAE 에멀젼 바인더의 첨가가 도공판지의 특성에 미치는 영향
김두현·이우재 1 ·최용해 1 ·정경모 2‡ ·원종명·이용규 †
접수일(2016년 10월 28일), 수정일(2016년 12월 12일), 채택일(2016년 12월 14일)
Influence of the VAE Emulsion Binder Addition on Properties of the Coated Board
Doo-Hyun Kim, Woo-Jae Lee 1 , Yong-Hae Choi 1 , Kyoung-Mo Jeong 2‡ , Jong Myoung Won and Yong Kyu Lee †
Received October 28, 2016; Received in revised form December 12, 2016; Accepted December 14, 2016
ABSTRACT
This study was focused on effective use of the vinyl acetate-ethylene (VAE) emulsion when it was formulated with SB-latex as a new coating binder for paper coating appli- cation. Two kinds of SB-latex having a difference in their particle size were used as comparative binders in the formulation of the pre and top side coating respectively, since the SB-latex binders were conventionally used in paper coating. In order to investigate their possibility as new binder in each formulation of the pre and top side coating, two kinds of VAE emulsion binders were tested with each of addition level 10, 20, 30, and 100 wt%. VAE emulsion binder showed a similar result of the optical properties of coated paper, when it compared with SB-latex binder. It was out that in case of the ink set- off, the coated paper with VAE emulsion binder was a better result than the coated pa- per with SB-latex binder. It was believed that in case of pick strength, VAE emulsion binder could be only used in the pre coating formulation replaced SB-latex, when SB-latex was mainly used in the formulation of the top side coating with addition amount of the binder ranged from 90 to 100 wt%.
Keywords: VAE emulsion, SB latex, wet-pick, gloss, dry-pick
• 강원대학교 산림환경과학대학 제지공학과(Dept. of Paper Science & Engineering, College of Forest & Environmental Sciences, Kangwon National University, Chuncheon, 24341, Korea)
1 바커 케미칼 코리아(Wacker chemical Korea, S-3F HSQUARE bldg. Pangyo Techno Valley 680 Sampyeong-dong Bundang- gu Seongnam, 13524, Korea)
2 강원대학교 창강제지기술연구소(Changgang Institute of Paper Science and Technology, Kangwon National University, Chun- cheon, 24341, Korea)
† 교신저자(Corresponding Author): E-mail: [email protected]
‡ 공동교신저자(Co-corresponding Author): E-mail: [email protected]
Printed in Korea http://dx.doi.org/10.7584/JKTAPPI.2016.12.48.6.72
1. 서 론
종이 도공은 주로 종이의 외관과 관련된 백색도, 백감도 및 불투명도와 같은 광학적 특성을 향상 시키고, 그밖에 광택과 평활성을 개선시켜 미적인 상품가치와 인쇄 적성 을 함께 개선하는데 그 목적이 있다. 도공액을 구성하는 성분 중 바인더는 안료와 안료, 안료와 섬유를 결합시키 는 용도로 사용되는데, 이러한 바인더는 고분자 물질로써 전분 또는 단백질과 같은 천연계 바인더와 아크릴계 또는 스티렌-부타디엔계의 합성 바인더로 나눌 수 있다.
1)1950년을 전후로 미국에서 종이 도공용으로 합성 바인 더(SB-latex)가 상업화된 이후, 표면광택 및 층간 접착 력 등에 장점이 있는 SB-latex는 그 동안 널리 사용되 어 왔다. 그러나 화석유래의 석유화학 물질을 원료로 사 용하고 한정된 자원의 고갈이 증대된다는 문제 의식 증 가와 함께 석유계 자원의 가격 상승과 유해가스로 인한 환경문제에 대한 관심이 높아진 1990년대 이후로 대체 자원에 대한 관심이 부쩍 높아지고 있다.
2)비닐아세테이트-에틸렌 공중합체(vinyl acetate- ethylene copolymer, VAE emulsion)
3-5)는 SB 라텍스 와 달리 비교적 저가의 원료인 천연가스로 부터 제조되 고, 라텍스의 제조시 사용되는 합성 모노머보다는 상대 적으로 덜 유해한 비닐아세테이트 모노머를 적용·제조 함으로서 현장 근로자의 안전 확보에 유리하고 제조공정 상에서 유해 탄소화합물 배출에 대한 고민을 줄일 수 있 다. VAE 에멀젼은 VAc를 유화제, 보호 콜로이드와 함께 물속에서 분산시키고, ethylene을 가압하면서 반응시키 면 유백색의 점도가 큰 VAE 에멀젼 수지가 얻어진다.
4)VAE 에멀젼의 장점은 원액을 그대로 사용할 수 있으 며, 도공액 제조와 관련하여 발생되는 소모적인 가사 시 간의 제약이 적다는 것이다. 또한 광범위한 피착제를 접 착시킬 수 있으므로 응용분야가 넓다. 특히 물에 분산되 어 있어 독성이나 화재의 위험이 적고, 작업 후 물로 쉽 게 세척할 수 있으며, 무색 투명하게 건조되어 피착제
등을 오염시키지 않는다. VAE 에멀젼의 주원료인 비닐 아세테이트 모노머(vinylacetate monomer)의 경우 화 석유래의 석유계 자원으로 부터 제조되는 것이 아니라 보다 저가인 천연가스를 주원료로 제조되기 때문에 SB- latex계 합성 바인더에 비해 상대적으로 제조 단가가 저 렴하고, 도공용 바인더로서 전용이 가능할 경우, 도공지 의 생산원가 절감 등에 기여하여 가격 경쟁력을 얻을 수 있을 것으로 생각된다.
6)본 연구에서는 더블도공에서 pre 코팅층의 바인더로 SB-latex와 두 종류의 VAE emulsion을 사용하였고, pre 코팅층의 안료는 GCC를 단독으로 사용하였다. Top 코팅층의 바인더는 SB-latex를 단독으로 사용한 것과 SB-latex 대비 기존 VAE emulsion과 개량 VAE emulsion을 각각 10, 20, 30% 대체하였고 안료는 GCC 에 clay를 혼합하여 제조한 도공액을 이용, 제조된 도공 지의 물성 및 인쇄적성 평가를 실시하였다.
2. 재료 및 방법
2.1 공시재료
2.1.1 도공원지본 연구에 사용된 원지는 국내 K사에서 분양 받은 평 량 약 320 g/m
2백판지를 사용하였다(두께 460 µm).
2.1.2 도공용 안료
본 연구에 사용된 도공용 안료는 GCC(O사, Korea) 및 clay(B사)가 사용되었고, 그 물성은 Table 1과 같다.
2.1.3 도공용 바인더
본 연구에서는 더블도공 바인더로서 두 종류의 SB- latex(L사, Korea)와 두 종류의 VAE emulsion(Wacker chemical Korea, Korea)이 사용되었고 그 물성은 Ta- ble 2에 나타내었다.
Table 1. Particle size distribution of the three kinds of inorganic pigments
Pigments %<10 µm %<25 µm %<50 µm %<75 µm %<90 µm Mean particles diameter (d50%)
GCC A 1.020 1.501 2.267 3.781 6.108 2.267
GCC B 0.203 0.298 0.722 1.147 1.526 0.722
Clay 0.144 0.203 0.293 0.586 2.090 0.293
2.1.4 기타 첨가제
기타 첨가제로는 무기금속염계의 AZC(ammonium zirconium carbonate, HANTEC INSOL A30, Han- kyung TEC, Korea)계 내수화제, 분산제(clay용 분산 제, CWTECH, Korea), 윤활제(LUB·REX-55), 개질 제(CV-5001F, CWTECH, Korea)를 사용하였다.
2.2 실험방법
2.2.1 도공액 제조도공액의 고형분 농도는 pre층의 경우 67%, top층의 경 우 68%로 제조하였다. 2종류의 안료와 4종류의 바인더를 각각 사용하여 pre 및 top층에 각각 이용할 도공액을 제 조하였으며 도공 배합은 Tables 3, 4에 나타낸 바와 같다.
Table 2. Basic properties of the four kinds of coating binder
Particle size (Å) Viscosity (cPs)※ Tg (°C) pH
Latex-A 1,120 178 2 8.0
Latex-B 840 208 -1 8.1
VAE-A 2,700 240 11.3 6.3
VAE-B 2,700 68 14.3 5.24
※Testing condition: 60 rpm, No. 2 spindle.
Table 3. Formulations of pre coating color
(unit: pph)Control #1 #2 #3 #4 #5 #6
Dispersant 0.20
NaOH 0.12
Structure reformer 0.15
GCC A 100.00
Binder
Latex-A 10 - -
VAE-A - 10 -
VAE-B - - 10
Lubricant 0.40
Insolubilizer 0.30
TSC 67 %
Table 4. Formulations of top coating color
(unit: pph)Control #1 #2 #3 #4 #5 #6
Dispersant 0.20
NaOH 0.12
Structure reformer 0.15
Clay 10
GCC B 90
Binder
Latex-B 10 9 8 7 9 8 7
VAE-A - 1 2 3 -
VAE-B - - 1 2 3
Lubricant 0.40
Insolubilizer 0.30
TSC 68 %
2.2.2 도공액 물성 측정
저전단 점도는 DV-II viscometer(Brookfield, USA) 를 이용하여 60 rpm의 조건으로 측정하였다. 도공액의 pH는 pH meter(PB-11, Sartorius Korea Co. Ltd, S.
Korea)를 사용하여 측정하였다. 보수성 측정기(AÅ- GWR, Kaltex Scientific Inc, U.S.A.)를 이용하여 도 공액의 보수성을 측정·평가하였다.
2.2.3 도공판지 제조
도공판지는 실험실용 반자동 코터(K-control coater, RK print Coat Instrument Ltd., U.K.)를 사용하여 제 조하였다. Pre 코팅 도공량을 편면 20±1 g/m
2으로 조정 하였고, top 코팅 도공량을 편면 10±1 g/m
2으로 조정하 였다. 도공 후, 105°C의 열풍 건조기(YJ-8600D, Yujin Electronics, Korea)에서 30초간 건조하였다. 그 후 슈퍼 캘린더(supercalender, Beloit Corporation, U.S.A.) 처리를 행하였으며 사용 조건은 온도 70°C, 압력 300 psi 에서 도공지가 steel면으로 향하게 한 후 2회 통과시켰다.
2.2.4 도공판지 물성 측정
더블코팅을 실시한 도공판지는 TAPPI test method의 실험 조건에 준하여 표면 거칠음도와 표면 광택을 측정 하였다(거칠음도 측정기(PPS, L&W, Sweden), Gloss meter(model T480A, Technidyne Coporation, U.S.A.). 또한 Elrepho 3300(Datacolor, Interna- tional, U.S.A.)을 이용하여 표면 백색도, 백감도, 불투 명도를 측정하였다.
2.2.5 도공판지 인쇄 적성평가
도공판지의 인쇄적성 평가는 RI 인쇄적성 시험기(RI- II, KRK, Japan)를 이용하였고, 실험시편(2 cm×18 cm)에 0.3 mL의 magenta 잉크를 전이시켜 건조뜯김 강도(dry-pick)와 습윤 뜯김강도(wet-pick)을 평가하 였다. 한편, 0.2 mL의 cyan 잉크를 전이시켜 잉크 셋오 프성(ink-set off)를 평가하였고, 인쇄모틀의 경우는 시 편(2 cm×3 cm) 위에 croda ink를 전이시켜 3분 경과 후 표면에 잔류한 잉크를 천으로 닦아내고 잉크농도측정 기(GRETAG, D196, Switzerland)를 이용하여 잉크를 전이시킨 표면을 무작위로 20회 잉크농도를 측정 하였 다. 이 때, 측정값의 표준편차를 구하여 인쇄의 균일성 을 평가지수로 활용하였다.
2.2.6 습윤 마찰특성
도공판지의 습윤 마찰특성(wet-rub)의 측정은 내마모 성 측정기(SF-9010, SMT Company, Japan)를 이용 하였다. 실험시편(3 cm×25 cm)을 wet-rub tester에 고정시킨 후 융(lint-free 천)홀더 위에 융을 감싼 뒤 고 정하고 주사기로 융 위에 증류수를 0.2 mL 적하한 후 측정하였다. 마찰과정이 완료된 후 홀더에서 융을 벗겨 내어 증류수(50 mL)가 닮긴 비커에 5분간 방치한 후에 융을 통해 증류수에 옮겨진 도공층 성분을 탁도 측정기 (AL45OT-IR, AQUA LYTIC, Germany)를 이용하여 측정하였다.
3. 결과 및 고찰
3.1 도공액의 물성
3.1.1 도공액의 점도 및 보수성
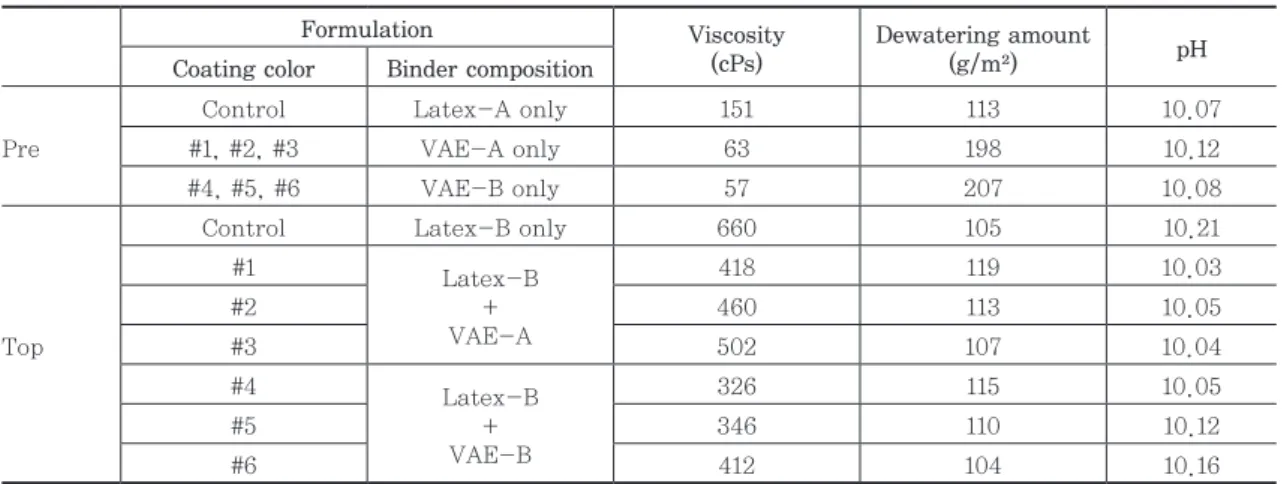
더블도공에 적용 시 pre 및 top층 도공액의 점도, 보수 성 및 pH의 결과를 Table 5에 나타내었다. GCC를 단독 으로 사용한 pre층의 도공액의 경우, clay를 혼합하여 top층에 사용한 도공액의 점도보다 현저히 낮은 결과를 보였다. 도공용 바인더로서 SB-latex 만을 사용한 pre 및 top층의 도공액(control)은 VAE 에멀젼 바인더를 혼 합한 pre 및 top층의 도공액보다 점도가 높았다. 저점도 영역에서 각각의 도공액의 점도를 비교할 경우, VAE 에 멀젼 바인더는 합성라텍스 바인더보다 상대적으로 점도 가 낮기 때문에 도공액에 일정한 비율로 첨가할 경우, 도공액의 점도를 낮출 수가 있어 유동성을 개선하는데 효과적이라고 생각할 수 있었다.
한편 SB-latex와 VAE 에멀젼 바인더를 일정비율로 혼합한 경우(top coating), 도공액 조성 #1-#3, #4-#6 을 각각 비교하면 VAE 에멀젼 바인더의 투입량이 증가 할수록 점도는 상승하는 경향을 나타내었다. 이 때, 보 수성의 경우도 VAE 에멀젼 바인더 투입량의 증가에 비 례하여 도공액의 점도가 상승할수록 탈수량이 감소하고 보수성이 개선되는 결과를 나타내었다.
Pre층에 사용된 도공액의 경우 SB-latex만을 단독으 로 사용한 도공액이 보수성이 가장 낮은 결과를 보였다.
Top층에 사용된 도공액의 경우 VAE 에멀젼 바인더 투
입량이 증가할수록 도공액의 탈수량은 감소하고 보수성
이 개선되는 경향을 나타내었다.
Top층과 pre층의 도공액에 대해 각각의 탈수량을 비 교해보면 top층에 사용된 도공액이 pre층에 사용된 도 공액에 비해 VAE 에멀젼 바인더의 투입량과 비례해서 탈수량이 감소하고 보수성이 보다 효과적으로 개선되는 결과를 나타내었다. 이는 안료로서 GCC가 단독으로 사 용된 pre층의 안료 패킹구조 보다 clay와 GCC가 혼합된 형태로 얻어진 top층의 안료의 패킹구조가 VAE 에멀젼 바인더의 투입량이 증가됨에 따라 도공액의 보수성 발현 에 보다 효과적인 것으로 분석됐다.
3.2 도공판지의 물성
3.2.1 거칠음도 및 광택Figs. 1, 2는 각각 도공판지의 거칠음도 및 광택 결과
를 보여주고 있다. 거칠음도의 경우 SB-latex만 단독으 로 사용한 control 샘플보다 VAE 에멀젼 바인더를 혼합 사용한 샘플(#1-#6)이 우수한 경향을 보였다. 두 종류의 VAE 에멀젼 바인더 중에서 VAE-A의 경우 투입량이 증가할수록 거칠음도 수치가 높아지는 경향을 나타냈으 나, VAE-B의 경우 투입량이 증가할수록 거칠음도의 수 치가 낮아져서 평활성이 우수해지는 경향을 나타내었다.
광택의 경우 control의 샘플보다 두 종류의 VAE 에멀젼 바인더를 혼합사용한 샘플이 우수한 결과를 나타내었다.
두 종류의 VAE 에멀젼 바인더를 비교할 경우, VAE-A 는 투입량이 증가할수록 떨어지는 반면 VAE-B는 투입 량이 증가할수록 증가하는 경향을 보였다. 이는 바인더 의 입자경의 크기와 관련이 있는 것으로 분석된다. SB- Table 5. Properties of the coating color
Formulation Viscosity
(cPs)
Dewatering amount
(g/m²) pH
Coating color Binder composition
Pre
Control Latex-A only 151 113 10.07
#1, #2, #3 VAE-A only 63 198 10.12
#4, #5, #6 VAE-B only 57 207 10.08
Top
Control Latex-B only 660 105 10.21
#1 Latex-B
+ VAE-A
418 119 10.03
#2 460 113 10.05
#3 502 107 10.04
#4 Latex-B
+ VAE-B
326 115 10.05
#5 346 110 10.12
#6 412 104 10.16
Fig. 1. Roughness of coated paper depending on binder mixing.
Fig. 2. Gloss of coated paper depending on
binder mixing.
latex가 단독으로 사용된 도공층과 비교하여 두 종류의 VAE 에멀젼 바인더가 포함된 도공층의 경우, 도공액을 코팅하고 건조하는 과정에서 안료와 함께 VAE 에멀젼 바인더가 효과적인 적층구조의 형성을 유도하는 것으로 생각되며 칼렌더 처리효과가 높아 상대적으로 표면광택 이 우수한 도공층을 형성한 것으로 분석되었다.
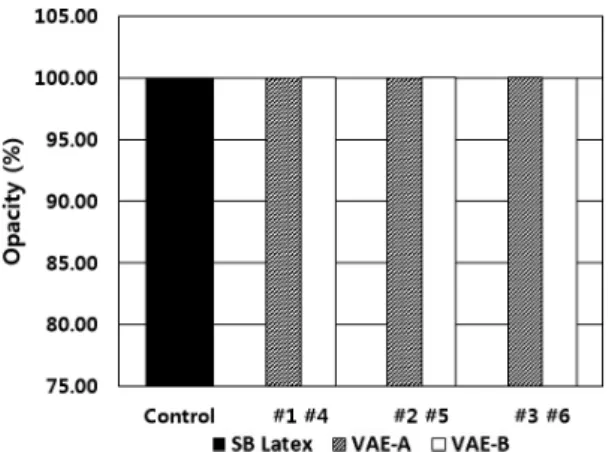
3.2.2 백색도, 백감도 및 불투명도
도공판지의 백색도, 백감도, 불투명도를 Figs. 3-5에 나타내었다. SB-latex를 단독 사용한 도공액(control) 에 비해 SB-latex와 두 종류의 VAE 에멀젼 바인더를 혼합하여 조성한 도공액이 백색도가 우수한 도공지의 제 조에 기여하는 것으로 나타났다. 이는 VAE 에멀젼 바인 더의 사용으로 도공액의 보수성이 개선되고 SB-latex
를 단독 사용한 도공액과 비교하여 상대적으로 도공액의 부동화가 촉진되어 bulk한 도공층을 형성한 것으로 분 석된다. 백감도의 경우 SB-latex를 단독 사용한 샘플이 우수한 결과를 보였다. 불투명도의 경우, 평량이 320 g/
m
2인 고평량지를 사용하였기 때문에 원지의 불투명도가 크게 영향한 것으로 생각되며 각각의 도공지에 있어서 도공층 구조변화에 의한 영향은 그 차이가 상당히 적은 것으로 생각되었다.
3.2.3 습윤 마찰 저항성
도공판지의 습윤 마찰 저항성(wet-rub)의 측정 결과 를 Fig. 6에 나타내었다. Wet-rub(NTU) 수치가 작을 수록 습윤 마찰 저항성이 우수한 결과를 의미한다. VAE 에멀젼 바인더를 혼합 사용한 도공지(#1, #4, #5)가
Fig. 3. Brightness of coated paper depending on binder mixing.
Fig. 4. Whiteness of coated paper depending on binder mixing.
Fig. 5. Opacity of coated paper depending on binder mixing.
Fig. 6. Wet-rub of coated paper depending on
binder mixing.
SB-latex를 단독 사용한 도공지(control)보다 마찰에 의해 증류수로 옮겨진 도공층 성분의 양이 적기 때문에 탁도가 낮은 값을 나타내었다. 이는 #1, #4, #5의 도공 지가 control보다 우수한 내수강도를 나타내는 것으로 생각할 수 있다. 한편, SB-latex와 VAE 에멀젼 바인더 를 일정 비율로 혼합한 도공액 조성의 경우, #4의 샘플 이 가장 우수한 결과를 나타내었고, VAE 에멀젼 바인더 의 투입량이 증가할수록 내수강도는 저하되는 경향을 나 타내었다.
3.3 도공판지의 인쇄적성
3.3.1 잉크셋오프성도공판지의 잉크셋오프성(ink set-off)의 테스트 결과 를 Fig. 7에 나타내었다. Fig. 7의 인쇄적성 실험 결과
를 이용하여 도공판지의 잉크셋오프성을 5점법으로 평 가한 결과를 Fig. 8에 나타내었다. 일반적으로 잉크세트 성이 빠르면 인쇄광택의 저하가 발생하고 느리게 되면 인쇄 시 뒷 묻음이 발생하기 때문에, cyan 잉크가 묻어 날수록 잉크세트성이 불량한 것으로 판단하였다. Fig. 8 에서 나타낸 바와 같이 SB-latex를 단독 사용한 도공지 (control)가 잉크셋오프성이 가장 좋지 않은 결과를 나 타내었다.
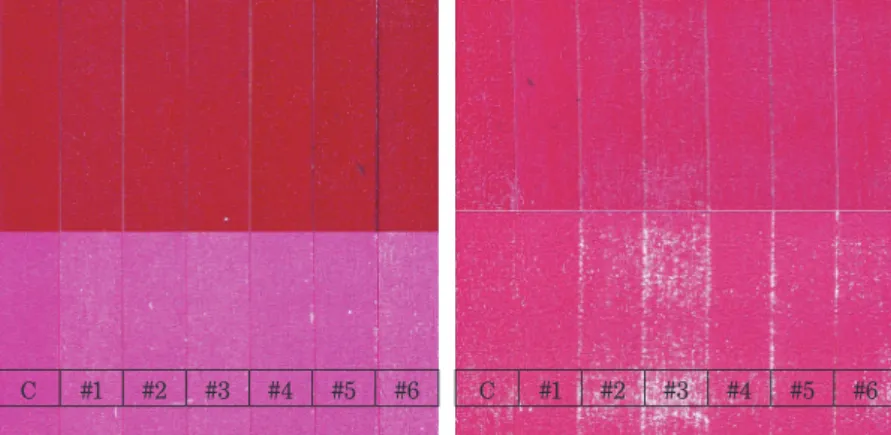
3.3.2 뜯김 강도
RI 인쇄적성시험기를 이용하여 건조뜯김강도(dry- pick)와 습윤뜯김강도(wet-pick)의 평가를 실시하였다 (Fig. 9). 이때 얻어진 인쇄적성 결과를 이용하여 도공판 지의 건조·습윤뜯김강도를 5점법으로 평가하였고 그
Fig. 7. Image of print samples depending on binder mixing.
Fig. 8. Ink set-off of coated paper depending on binder mixing.
Fig. 9. Image of dry-pick and wet-pick samples depending on binder mixing.
C #1 #2 #3 #4 #5 #6 C #1 #2 #3 #4 #5 #6
결과를 Figs. 10과 11에 각각 나타내었다. 건조뜯김강도 의 경우, SB-latex만을 이용한 도공지(control)이 가장 우수하였다. 한편, SB-latex와 VAE 에멀젼 바인더를 일정 비율로 혼합한 도공액을 이용하여 제조된 도공지의 경우, VAE-A보다 VAE-B의 투입량이 증가할수록 건 조뜯김강도가 다소 우수한 경향을 나타내었다. 이는 VAE-B의 Tg가 높아서 이와 같은 결과에 영향한 것으 로 생각된다. 습윤뜯김강도의 경우 #1, #4의 샘플이 가 장 우수한 결과를 나타내었고, 두 가지 VAE 에멀젼 바 인더 간의 비교시 VAE-A의 대체비율이 30%일 때, 가 장 좋지 않은 결과를 보였다. 두 종류의 VAE 에멀젼 바 인더 모두가 첨가량이 증가할수록 습윤 뜯김 강도는 떨 어지는 경향을 보였다.
3.3.3 인쇄모틀