1. 서 론
아연코팅 강판은 내부식성을 강화한 기능성 판재로 써 많은 분야에 사용되고 있다 그러나 아연코팅강판은. 용접시 코팅된Zn의 비점과 강판의 주 재료인Fe의 융 점차이로 인하여Zn이 급격히 증발하게 되는데 이것은, 용접결함의 주요인자로 작용하며 이를 방지하기 위한, 많은 연구와 개발이 진행되고 있다.(1) 또한 최근들어
최종 완성품의 고기능화 및 품질이 재차 이슈로 부각 됨에 따라서 여러 분야에서 아연코팅강판의 사용량은 점점 증가추세에 있다 그러나 아직까지는 대부분 자동. 차 등과 같은 박판위주의 연구와 개발이 이루어지고 있으며 후판분야의 연구는 매우 미미한 실정이다, .
또한 아연코팅강판의 용접시 문제가 되는 겹치기, 용접은 주로 박판에서만 이루어지는 용접방법으로 후판에서는 맞대기와 필릿용접만이 적용되고 있을 뿐만 아니라 개선처리와 같은 사전작업 등으로, 표면의 아연코팅은 크게 문제시되지 않았다.
한편 고출력 레이저의 출현은 후판에서도 겹치기, 용접을 가능하게 하였는데 이중에서도 대출력화가, 학술논문
< > DOI:10.3795/KSME-A.2010.34.10.1507 ISSN 1226-4873
아연코팅 강판의 CO
2레이저용접시 인프로세스 모니터링을 위한 측정신호와 용접결함과의 관련성 연구
김 종 도* · 이 창 제**
한국해양대학교 기관시스템공학부 한국해양대학교 대학원
* , **
Study on the Relationship Between Emission Signals and Weld Defect for In-Process Monitoring in CO
2Laser Welding of Zn-Coated Steel
Jong-Do Kim* and Chang-Je Lee**
* Division Marine System Engineering, Korea Maritime Univ.,
** Graduate School, Korea Maritime Univ.
(Received May 19, 2010 ; Revised July 22, 2010 ; Accepted July 30, 2010)
Key Words: CO2Laser(CO2레이저), Zn-coated Steel(아연코팅 강판), Plasma Emission Signal(플라즈마 방사신호), 용접결함 고속 퓨리에변환
Weld Defect( ), FFT( )
초록 본 연구에서는 조선용: 6mm 아연코팅강판의 CO2레이저 겹치기 용접시 발생하는 유기 플라즈마를 마이크로폰과 포토다이오드로 측정하였다 이때 겹치기 갭간극에 따른 용접조건을. RMS한 신호와 비교 분석하였다 이를 통해 아연증발량이 증가함에 따라. RMS값도 증가하였으며 겹침부의 조건에 따라 결함, 발생시 RMS의 급격한 변화도 확인할 수 있었다 또한 용접조건에 따른. Raw signal의 FFT값을 구한 후, 이때 구해진 주파수값을 밴드폭으로 설정하여 Raw signal을 필터링한 뒤의 RMS값을 용접비드와 대응하 여 필터링하지 않은 RMS와의 차이점도 비교 분석하였다 이를 통해 기존의 방법들보다 신뢰성 높은.
모니터링이 가능함을 확인하였다
In-process .
Abstract: In this study, the plasma induced by CO2 laser lap welding of 6t Zn coated steel used for ship building was measured using photodiodes and a microphone. Then, the welding phenomenon with gap clearance of lap joint was compared with RMS-treated signal. Thus, we found that intensity of the RMS-treated signal increased with Zn vaporization; further, the presence of defects results in rapid variations with the RMS value as a function of lap-joint parameters. Besides, the FFT value of the raw signal with variations of changing welding parameters was calculated, and then the calculated FFT frequency value was set as the bandwidth of digital filter for a more accurate in-process monitoring. The RMS values were acquired by filtering the raw signal. By matching the weld beads and the calculated RMS values, we confirmed that there is a strong relationship between the signals and the defects.
§ 이 논문은2010년도 대한기계학회 생산및설계공학부문 춘계 학술대회(2010. 4. 22.-23., 제주 라마다프라자 발표논문임)
† Corresponding Author, [email protected]
2010 The Korean Society of Mechanical Engineers
Ⓒ
가장 먼저 실현된 CO2레이저를 중심으로 많은 연구가 이루어졌다.
따라서 본 연구에서는 6kW CO2레이저를 이용 하여 조선용 아연코팅강판의 겹치기 용접시 발생 하는 결함과 그때의 플라즈마 방사신호를 측정하여 상호간의 관련성을 분석하였다.(2)
특히 후판은 박판에 비해 아연코팅의 도금량이 많고 용접조건도 고출력이므로 결함발생시 용접부의 결함뿐만 아니라 용접부 주위의 스패터 오염 및 광학계의 손상도 심각하게 일으킬 수 있어 후판 아연코팅강판의 실시간 모니터링을 통한 용접공 정의 감시는 매우 중요한 사항이라고 사료된다.
따라서 본 연구에서는 6mm 조선용 아연코팅강 판의 CO2레이저 겹치기 용접시 용접조건과 갭간 극에 따른 용접결과와 측정신호를 서로 비교하고, 측정신호의 RMS(root mean square)를 통하여 신호 강도에 따른 용접결과를 추적하였다.
또한 측정신호를 FFT(fast fourier transform)하여 건전한 용접조건일 때의 주파수값을 정상신호의 범위로 설정하고 이때의, Raw signal을 설정한 주 파수 범위내에서 필터링한 후의 RMS값과 용접결 과를 비교함으로써 보다 신뢰성 높은 in-process 모니터링이 가능함을 확인하였다.(3)
사용재료 및 실험방법 2.
2.1 사용재료
본 연구에서 조성을 가진 Zn-riched primer가 코팅 된 조선용 구조용강 AH36(C: 0.16, Si: 0.40, Mn: 1.44, P: 0.023, Si: 0.005, Fe:bal)을 사용하였다 이때 사용된. 시편의 두께는 6mm였으며, 50×150mm로 재단하여 실 험을 실시하였다 또한 시험편의 아연코팅막 뚜께는. 15㎛였다.
2.2 실험방법
실험은 6㎾ CO2레이저를 사용하였으며 겹치기, 용접시 겹침부 사이에 0.05 ~0.3mm의 인서트를 삽 입하여 갭간극을 조절하였다.
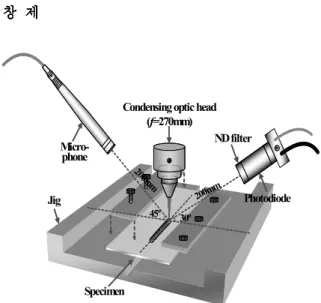
용접은 겹침용입이 일어나는 조건에서 갭간극을 조 절하여 결함이 발생하는 조건과 건전한 조건에서 각각 플라즈마 방사신호를 측정하였다 이때 발생하는 유기. 플라즈마에서 방사되는 음향 및 광신호를 측정하기 위 하여 Fig. 1에 나타낸 것과 같이 감청대역이 20 ~ 40㎑
인 마이크로폰과 대역폭이 200 ~1,100㎚인 Si계열의 포 토다이오드를 사용하였다.
Specimen Jig
Condensing optic head (f=270mm)
30º
Photodiode ND filter
200mm 45º
200mm Micro-
phone
Fig. 1 Measurement setup of plasma emission signals in CO2laser lap welding
실험결과 및 고찰 3.
겹치기용접시 과 의 변화
3.1 Raw signal RMS
Fig. 2는 레이저출력 6㎾에서 갭간극(GC)없이 겹치기 용접을 실시했을 때의 용접비드와 플라즈마 방사신호를 대응한 것이다. (a)는 용접속도가 일 때의 비드외관과 측정신호의 대응결과 2m/min
이며, (b)는 v =3m/min일 때의 결과이다 그림에서. 보듯이 결함발생 부근에서는 음향신호와 광신호의 진폭이 크게 감소한 반면 건전한 비드에서는 신호의, 진폭변화가 크지 않고 일정한 것을 알 수 있다.
그러나 Raw signal의 경우에는 신호의 진폭정도 만이 단순 비교되므로 정량적이고 직관적인 분석을 위하여 용접조건별로 측정신호를 RMS하였다 특히. , 음향신호의 경우 종파이기 때문에 평균값을 취할 경우 모든 값이 “0”이 되므로 RMS에 의한 평가는 매우 적합하다고 판단된다.
아연코팅강판의 겹치기 용접시 가장 많은 결함이 발생하는 구간은 겹침부 경계부분에서 용입이 일 어날 때이다.(4,5) 따라서 본 연구에서도 측정된 음 향신호와 광신호의 RMS값을 이 구간과 연계하여 분석하였다.
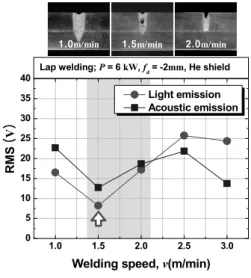
Fig. 3은 용접속도 변화에 따른 RMS값과 용접 결함 정도를 비교한 그래프이다. (a)는 용접속도 변화에 따른 RMS값의 변화이며, (b)는 용접부 내의 기공발생량 그리고 (c)는 스패터 발생량을 나타낸 것이다 그림에서 보듯이 겹침부 경계부분. 에서 용입이 일어나는 용접속도 v = 1.5 ~ 2.0m/min 구간에서 RMS값이 다른 조건들에 비해 감소하였다.
2.0 2.1 2.2 2.3 2.4 2.5 0
30 60
90 Light emission
Amplitude(V)
Measuring time (sec)
-100 -50 0 50 100
Acoustic emission
Spatter
Humping Humping v = 2m/min
(a) Raw signals of humping bead
1.0 1.1 1.2 1.3
0 30 60
90 Light emission
Amplitude(V)
Measuring time (sec)
-100 -50 0 50 100
Acoustic emission
v = 3m/min
(b) Raw signals of sound bead
Fig. 2 Comparison of bead appearance and Plasma emission signals with welding conditions 이는 용접시 발생하는 기공이나 스패터의 발생과 관련이 깊다고 생각되는데 우선, (b)의 기공발생량을 보면 v =1.5m/min에서 가장 많은 기공이 발생하 였고, (c)의 스패터 발생량 그래프에서는 v = 2.0m/min 구간에서 가장 많은 스패터가 발생한 것으로 나타 난다 또한 전체적인 결함발생 정도를 보면. 용접속도 v = 1.5 ~ 2.0m/min 구간에서 결함의 정도가 다른 조건 들에 비해 상대적으로 높은 것을 알 수 있다 즉. , 이러한 결함들은 키홀의 거동을 불안정하게 만들어 유기하는 플라즈마의 양을 감소시켜 신호에 영향을 미친 것으로 사료된다 따라서 아연코팅강판의 겹치기.
1.0 1.5 2.0 2.5 3.0
0 5 10 15 20 25 30 35 40
RMS(V)
Welding speed, v(m/min) Light emission Acoustic emission Lap welding; P = 6 kW, fd = -2mm, He shield
1.0m/min 1.5m/min 2.0m/min
(a) Variant RMS of light and acoustic emission
0.5 1.0 1.5 2.0 2.5 3.0
0 10 20 30 40 50
Porosity area rate, Par(%)
Welding speed, v(m/min)
Lap welding; P = 6 kW, fd = -2mm, He shield
P a 18mm
12121212mm
P : Porosity area a : Penetration area Par = ——— х 100P
a+P P a 18mm
12121212mm
P : Porosity area a : Penetration area Par = ——— х 100P Par = ——— х 100a+PP
a+P 1.0m/min 1.5m/min 2.0m/min
(b) Area ratio of porosity and penetration
0.5 1.0 1.5 2.0 2.5 3.0
0 10 20 30 40 50
Spattered area rate, Sar(%)
Welding speed, v(m/min)
Lap welding; P = 6 kW, fd = -2mm, He shield S a
18mm
12121212mm
S : Spattered area a : Penetration area
Sar= —— х 100S a
S a
18mm
12121212mm
S : Spattered area a : Penetration area
Sar= —— х 100S Sar= —— х 100Sa
a 1.5m/min 2.0m/min 2.5m/min
(c) Area ratio of spatter and penetration Fig. 3 Comparison of weld defects and RMS value
with welding conditions
0.00 0.05 0.10 0.15 0.20 0.25 0.30 0
2 4 6 8 10 12
Bead width, Wb(mm) Penetration depth, Dp(mm)
Gap clearance, Gc(mm) Bead width Penetration depth
Lap position Lap welding; P = 6 kW, fd = -2mm, He shield
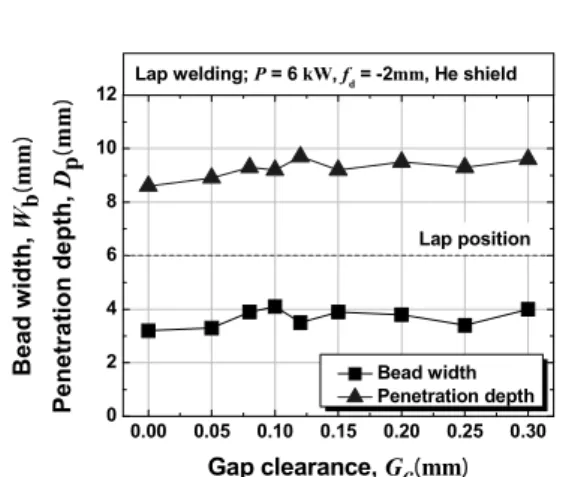
Fig. 4 Properties of penetration as a function of gap clearance in lap welding
용접시 신호의 강도변화는 단순한 입열증가에 따른 플라즈마의 발생량 증가에 따르지 않고 겹침부의, 용입특성에 따른 아연증발량에 많은 영향을 받고 있음을 알 수 있다.
갭간극에 따른 의 변화
3.2 RMS
아연코팅강판의 겹치기 용접시 아연증발에 따른 결함을 억제하기 위해 겹침부 사이에 두께 0.05 ~
의 인서트를 삽입하여 갭간극
0.3mm (GC)에 따른
용입특성을 살펴본 결과 Fig. 4와 같이 비드폭과 용입깊이는 갭이 증가함에 따라 미세하게 증가하는 경향이 있으나 그 변화는 미미하게 나타났다.
그러나 갭간극 변화에 따른 평이한 용입특성 변화와는 달리 GC= 0.08 ~0.1mm에서만 결함이 제어되면서 건전한 비드가 나타났다.(4,5)
이러한 결함제어 영역과 결함발생 구간에서의 양상을 스패터 발생량과 RMS의 변화로 비교한 결과를 Fig. 5에 나타낸다 그림에서 보듯이 스패터의. 발생량과 RMS의 변화는 Fig. 4의 평이한 용입특성 과는 달리 결함이 제어되는 영역에서 큰 변화가 있음을 알 수 있다.
의 스패터 발생량을 살펴보면 결함이 제어되는 (a)
GC= 0.08 ~0.1mm에서 스패터 발생량이 가장 적었으 며 추가적으로, GC= 0.12 ~0.15mm까지 스패터의 발 생이 억제되는 경향을 보였다 그러나 이 결과는 모. 든 영역에 걸쳐 얻어진 것이 아니라 일부분을 샘플 링하여 분석한 결과라는 것을 고려할 필요가 있다.
다음으로 (b)의 RMS 변화는 GC= 0.08 ~0.1mm 구간 에서 큰폭으로 증가하는 것으로 나타나는데 이는 앞, 선 연구결과와 마찬가지로 건전한 비드가 형성되는 구간과 일치한다 이는 적절한 갭간극에 따라 형성된. 아연증기의 이동 통로가 아연의 급격한 증발을
0.00 0.05 0.10 0.15 0.20 0.25 0.30 -2
0 2 4 6 8 10
Spattered area rate, Sar(%)
Gap clearance, Gc(mm) Lap welding; P = 6 kW, fd = -2mm, He shield
0.05mm 0.08mm 0.10mm 0.12mm
S a
18mm
12121212mm
S : Spattered area a : Penetration area
Sar= —— х 100S a
S a
18mm
12121212mm
S : Spattered area a : Penetration area
Sar= —— х 100S Sar= —— х 100aS
a
(a) Area ratio of spatter and penetration
-0.05 0.00 0.05 0.10 0.15 0.20 0.25 0.30 0.350 10
20 30 40 50 60 70 80
RMS(V)
Gap clearance, Gc(mm)
Light emission Acoustic emission Lap welding; P = 6 kW, fd = -2mm, He shield
0.05mm 0.08mm 0.10mm 0.12mm
(b) Variant RMS of light and acoustic emission Fig. 5 Comparison of area ratio of spatter and RMS
value as a function of gap clearance in lap welding
억제하여 키홀의 거동을 안정적으로 유지하게 함 으로써 지속적인 플라즈마의 생성을 가능하게 하 였기 때문이다 그 이외의 갭간극에서는 너무 좁. 은 갭간극에서 아연증기를 충분히 배출하지 못하 였거나 너무 큰 갭으로 인해 고출력 대비 키홀의 유지가 어려워지면서 겹침부사이의 아연증발과 맞물려 키홀의 거동이 불안정하게 되어 지속적인 플라즈마의 생성이 제한되면서 급격한 신호의 감 소가 수반된 것으로 생각된다.
또한 RMS값은 GC= 0.08 ~0.1mm 구간에서 광신호 가 음향신호보다 큰 폭으로 증가하는데 이러한 차이, 는 음향신호에 영향을 미치는 플라즈마의 증발압력보 다 아연의 증발에 따른 플라즈마의 발광강도 증가가
광신호에 더 큰영향을 미치기 때문이라고 생각된다.
에 의한 신호처리와 비드의 대응 3.3 FFT
앞선 실험으로부터 건전한 비드가 얻어지는 갭
간극 GC=0.1mm에서의 측정신호를 FFT하여 건전한 조건에서의 주파수 특성을 분석한 결과 Fig. 6에 나타낸 것과 같이 광신호의 경우는 약 30Hz, 음향 신호는 약 1kHz에서 강한 주파수 피크를 감지할
Signal
Result Light emission Acoustic emission
FFT
0 100 200 300 400 500
0 5 10 15 20
Power (V
2 rm
s)
Frequency, Hz Main
frequency
0 1k 2k 3k 4k 5k
0 1 2 3 4
Power (V
2 rm
s)
Frequency, Hz Main frequency
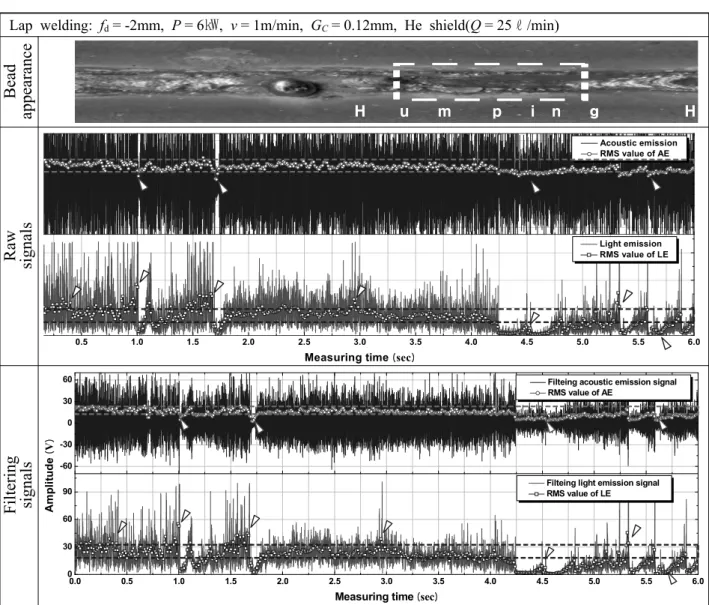
Fig. 6 FFT results of light and acoustic emission in laser lap welding (GC= 0.1mm) Lap welding: fd= -2mm, P = 6㎾ v = 1m/min, G, C= 0.12mm, He shield(Q = 25ℓ/min)
Bead appearance
H u m p i n g
H u m p i n g
Raw signals
0.5 1.0 1.5 2.0 2.5 3.0 3.5 4.0 4.5 5.0 5.5 6.0
Light emission RMS value of LE
Measuring time (sec)
Acoustic emission RMS value of AE
Filtering signals
0.0 0.5 1.0 1.5 2.0 2.5 3.0 3.5 4.0 4.5 5.0 5.5 6.0
0 30 60 90
Filteing light emission signal RMS value of LE
Amplitude(V)
Measuring time (sec) -60
-30 0 30
60 Filteing acoustic emission signal
RMS value of AE
Fig. 7 Bead appearance to raw signals and continuous RMS value correspondence by bandpass filtering
수 있었다 이렇게 얻어진 주파수 신호를 실제. 신호에 대응하기 위하여 우선 광신호의 경우 메인 피크의 산이 골짜기로 변화하는 구간인 20 ~70Hz를 필터링 영역으로 설정하였으며 음향신호는, 600 ~
를 필터링 영역으로 하였다
1.3kHz .
다음으로 신호와 비드를 대응한 Fig. 7을 보면, 우선 필터링 이전의 Raw signal은 광신호의 경우 결함부위에서 뚜렷한 신호의 감쇄를 확인할 수 있는 반면 음향신호는 신호의 변화가 크지 않을, 뿐만 아니라 두 신호 모두 진폭의 변화가 크므로 결함부분의 정량적 신호검출은 어려웠다 따라서. 두 신호를 RMS하여 비드와 대응한 결과 음향신호는 약 22 ~38V 그리고 광신호는 약 17 ~32V를 벗어 나는 범위와 결함이 일치하는 것으로 나타났다.
그러나 보다 정확한 신호의 검출을 위해 앞서 얻어진 FFT결과를 FIR(finite impulse response) 밴드 패스필터에 적용하여 Raw signal을 필터링한 결과 음향신호는 주변의 잡음이 제거되면서 필터링 이전 보다 결함부위에서의 신호감쇄가 보다 명확하게 관찰되었으며 광신호도 전영역에 걸쳐 나타나는, 과도한 신호의 피크가 사라지고 보다 선명한 신호를 얻을 수 있었다 또한 이때의 신호를. RMS한 결과 필터링 이전의 RMS보다 음향신호에서는 결함부 에서의 신호감쇄가 보다 뚜렷하게 나타났으며, 광신호도 건전한 비드구간에서의 RMS변화값이 더 작은 값으로 수렴하여 보다 신뢰성 있는 모니 터링이 가능하게 하였다.
4. 결 론
이상으로 아연코팅강판의 CO2레이저 겹치기 용접시 모니터링을 위한 신호의 분석결과를 정리 하면 다음과 같다.
아연코팅강판의 겹치기 용접시 결함발생부 (1)
위 플라즈마 방사신호의 변화는 결함이 가장 많 이 발생하는 영역에서 신호의 감쇄가 나타났다 특. 히 결함의 척도로 비교한 기공과 스패터 발생량 이 증가함에 따라 신호강도가 감소하였다.
(2) 아연코팅의 증발에 따른 결함제어를 위해 겹 치기 갭간극을 준 결과 건전한 비드가 형성되는 구 간인 GC= 0.08 ~0.1mm에서 RMS신호의 증가가 가장 크게 나타났다 이와 같이 결함발생 영역에.
서 신호의 감쇄가 나타나는 것은 결함발생에 따 른 키홀 거동의 불안정으로 인해 플라즈마의 발 생 또한 불안정해져 전체 신호의 강도가 감소했 기 때문이다.
(3) 겹치기용접시 건전한 용접조건에서의 측정신 호를 FFT한 결과 광신호는 약 30Hz 그리고 음향신 호는 약 1kHz에서 주파수 피크가 나타났다.
로 얻어진 주파수 대역을 필터의 밴드 (4) FFT
로 사용하여 필터링한 신호는 Raw signal보다 결 함발생부에서 선명한 신호의 변화를 나타냈다 또한. 보다 신뢰성 있는 모니터링을 위하여 신호를 연속으 로 RMS한 결과 Raw signal보다 정량적으로 신호 의 결함설정범위를 설정할 수 있었다.
(5) 또한 필터링된 신호의RMS변화가 필터링 이전 의 RMS보다 건전한 영역에서의 진폭변화가 더 작 아 보다 신뢰성있는 모니터링을 가능하게 하였 다.
후 기
본 연구는 지식경제부 및 정보통신진흥원의 대학 연구센터 지원사업의 연구결과로 수행되었음
IT .
(NIPA-2010-C1090-1021-0015)
참고문헌
(1) Katayama, S., Wu, Y. and Matsunawa, A., 2002,
"Laser Weldability of Zinc-Coated Steels," ICALEO (2) Kim, J. D. and Lee, C. J., 2009, "A Study on
Characteristics of Plasma Emission Signals with Welding Conditions in CO2 Laser," Journal of KSME(A), Vol. 33, No. 11, pp. 1256~1261.
(3) Kim, J. D. and Kim, Y. S., 2000, "The State of In-Process Quality Monitoring Technology in Laser Welding," Journal of KWJS, Vol. 18, No. 4, pp.
433~440.
(4) Kim, J. D. and Park, H. J., 2005,"The Weldability of 6mmt Primer-coated Steel for Shipbuilding by CO2 Laser(Ⅰ)," Journal of KWJS, Vol. 23, No. 3, pp. 288~294.
(5) Park, H. J., Kim, J. D. and Kim, Y. S., 2003, "The Weldability of Primer-coated Steel for Shipbuilding by CO2 Laser," Proc. KSME Spring, pp. 316~321.